characterization of sintered porous activated carbon blocks
advertisement

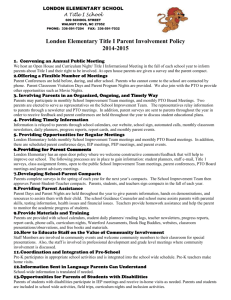
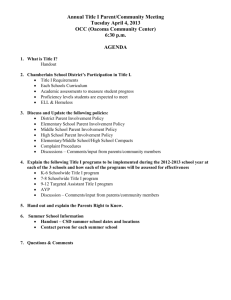
CHARACTERIZATION OF SINTERED POROUS ACTIVATED CARBON BLOCKS FOR DRINKING WATER FILTRATION I. CVIJOVI], O. DIM^I]* and D. BO@I]** Department of Material Science, Institute of Nuclear Sciences „Vinča“, P.O. Box 522, 11001 Belgrade, Serbia, ivanac@vin.bg.ac.yu *Technocon filter d.o.o., Bulevar Mihaila Pupina 165a, 11070 Belgrade, Serbia, olivera.dimcic@tcfbeograd.com **Department of Material Science, Institute of Nuclear Sciences „Vinča“, P.O. Box 522, 11001 Belgrade, Serbia, dbozic@vin.bg.ac.yu ABSTRACT The aim of present research was to achieve a hot-pressing treatment, with defined process parameters, which will insure production of the sintered activated carbon (AC) cylindrical blocks for drinking water filtration. Generally, our aim was to obtain clean and uncontaminated water, refined from high chlorine content and substances responsible for the water aroma, colour or taste. Conducted research included AC and polyethylene powders caracterization, mixed powders hot-pressing treatment and obtained porous compact blocks characterization and analysis. Scanning electon microscopy (SEM) was used for microstructural characterization, while BET analysis was conducted in order to determine specific surface area of obtained porous compacts. Binding material content and hot-pressing pressure as a function of water flow duration through the porous cylinder were also determined. Results obtained during this research should contribute to better understanding of the AC consolidation procedure in order to expand application of activated carbon products used in the water refinement purposes. Keywords: Sintered AC blocks, Drinking water filtration, Hot-pressing, SEM, BET analysis Introduction Activated carbon (AC) is one of the most commonly used materials for chemical filtration, when water pollution is concerned [1]. For the water filtration AC can be used in the form of low packed powder, granulates, or in the shape of sintered compacts, blocks [2]. In comparison with the granular AC, compacted blocks are more effective in water filtration because of their ability to adsorb higher concentrations of various harmful substances (e. g. chlorine, pesticides, industrial chemicals and various organic chemicals), uniformity of their pores, dimensional stability and microbiological filtration ability. Also, water pressure drop is ten times smaller in the compacted then in the granular AC filters, water flow through a compacted filter is 133 uniform because water flows in radial direction and not in axial like in the case in the granular AC filters, the AC compacts can be used in differently positioned filter constructions (low packed AC powders can be used only in vertical constructions) and last, but not the list, compacted AC filters have longer work life. The aim of the present research was to achieve a hot-pressing treatment, with defined process parameters (i. e. temperature, pressure and hot-pressing duration), which will insure production of high-quality AC compact filters for drinking water refinement. To fulfill this objective, an extensive characterization of obtained AC compacts was carried out as a function of hot-pressing parameters. Experimental procedure Activated carbon powder, supplied by Amersack Corporation, Guatemala, and polyethylene powder, supplied by HIP – Pančevo, Serbia, were used in order to produce hotpressed compacts. Sieving of the comercial activated carbon powders was undertaken and in that purpose sieve size range from 63 µm do 500 µm was used. Powder fraction with particles size range from 180 µm to 400 µm was choosen for the experimental proccessing. In this way particals size range was narrowed, consequently enabling formation of compacts with open pores of similar size. Afterwards, AC and binding material powder mixture was prepared in order to obtain porous AC blocks using the hot-pressing treatment. Mixing of AC and polyethylene powders was conducted in the cylinder mixer supplied by Netzsch, Germany. Mixer rotational speed was 70 rev/min. Polyethylene content in the powder mixture was in the range from 10 to 25 wt.%, while blending duration was varied from 15 to 60 min. When preparation of homogeneous powder mixture was completed, mixture was poured out in the hot-pressing tool, manufactured from the tool steel in the facilities of the company Tehnocon filter d.o.o., Serbia, with construction dimensions defined in regard to the requested cylindrical AC blocks dimensions. In order to define optimal hot-pressing parameters, temperature control of the hot zone in the hot-pressing tool was carried out during compacting procedure. Caracterization of the supplied AC and polyethylene powders was conducted and it included screen analysis, microstructural characterization and powder quantitative analysis. A Philips XL30DX41 scaning electon microscope (SEM) and an image analyzer were used in that purpose. After hot-pressed compacts were manufactured, analysis of their density/porosity, pore dimensions, permeability, as well as water flow rate through the cylindrical AC compact were determined in order to correct some of the process parameters of the preparation treatment (temperature and duration of AC and binding material annealing, mixing duration and mixing rate of the particles, composition of the binding material, mixture quantity) and final hot-pressing treatment (hot-pressing pressure, temperature and duration). Results and discussion Results of the SEM analysis showed that AC particles are irregularly shaped. Submicronic cavities, the main reason for the AC exceptional adsorption power, were detected in 134 their microstructure. In contrast, individual polyethylene particles (5 - 15 µm in size) are shown to be rounded and spherical in shape. Powder quantitative analysis showed that the best binding material distribution in the AC powder was achieved with 30 min blending of the 15 wt.% polyethylene powder mixture (Fig. 1). From the SEM micrograph, shown in Fig. 1a, one can observe the presence of the fine polyethylene particles located between AC particles Areas without polyethylene particles could not be detected (erosion of the porous cylindrical compacts was avoided) and the time needed for compacts formation is proved to be extremely short. Using the polimerization hydraulic press, produced by Buehler Ltd., USA, formation of the porous cylindrical compacts (D = 20 mm, H = 20 mm) was conducted in air. Hot-pressing temperature was kept between 120 °C and 140 °C, processing duration at the selected temperature was between 1 and 30 min, while hot-pressing pressure was in the range from 10 to 25 MPa. Powder mixtures with various polythylene contents (from 10 to 22.5 wt.%) were used. Although all these listed parameters can influence the powder mixture hot-pressing processing, most influential process parameter is certainly hot-pressing temperature and because of that defining of the optimal process temperature was of the prime concern for our research. Achieving of the narrow temperature range, in which polyethylene is in its plastic phase i.e. form in which can be used for binding of the solid AC particles, was one of our main objectives. Several experimental series were conducted during which hot-pressing temperature value was maintained in the range from 125 oC (longer contact between particles) to 140 oC (shorter contact between particles), depending on the hot-pressing treatment duration. Finally, it was determined that optimal values of hot-pressing temperature and duration are 125 oC and 30 min, respectively. Achived microstructure (Fig. 1b) was characterized with homogeneously distributed polyethylene, which bonded AC particles in the entire compact during its liquid state, under the influence of the hotpressing temperature, duration and pressure. 200 μm 500 μm (a) (b) Fig. 1. SEM micrographs of (a) the activated carbon and polyethylene mixture (15 wt.% polyethylene) after 30 min mixing treatment and (b) the hot-pressed activated carbon cylindar microstructure. 135 Two other hot-pressing parameters (pressure and binding material content) had similar influence on the compacts density/open porosity. Namely, increase of the hot-pressing pressure or binding material content led to compacts density increase and open porosity decrease. Almost identical i.e. linear dependence of the density/open porosity on the hot-pressing pressure/binding material content was observed (Fig. 2). (a) (b) Fig. 2. (a) Density/open porosity and binding material content dependence and (b) density/open porosity and hot-pressing pressure dependence. In order to utilize obtained results for the development of the porous compacts forming technology, it was necessary to conduct two more laboratory tests. First of all it was crucial to determine dependence of the water flow duration through the porous cylinder on the polyethylene content, as well as on the hot-pressing pressure (Fig. 3a). Also, it was of a great importance to determine AC and cylindrical compact specific surface area, using the BET (Brunauer, Emmet and Teller) analysis (Fig. 3b). Although lowest values of the above mentioned parameters (10 wt.% polyethylene mixture and 10 MPa hot-pressing pressure) resulted in the best physical characteristics of the cylindrical compacts (lowest density i.e. highest open porosity) they could not be used as optimal process parameters because of the high erosion of the compacts formed under these conditions. Finally, it was concluded that optimal process parameters values, which can be used in order to obtain compacts with the required mechanical strength combined with the maximal porosity, were 15 wt.% polyethylene mixture and 15 MPa hot-pressing pressure, since cylindrical compacts with higher binding material content formed under higher pressure were characterized with lower value of the water flow through the cylinder and lower adsorption potential. After detailed analysis of the results obtained in the laboratory conditions, necessary for the projecting and production of the AC compact filters, the AC cylindrical compacts test series was produced. Chemical analysis of the unfiltered water and water filtered through the obtained compacted AC cylinders was undertaken and it was concluded that production of the porous compacted AC cylinders was successful and that prime objective of this research was achived. 136 (a) (b) Fig. 3. (a) Water flow duration dependence of binding material content and hot-pressing pressure and (b) adsoption curves for specific area calculation. Conclusions Optimal hot-pressing parameters were successfully determined and it was found that compacting of the 15 wt.% polyethylene + 85 wt.% AC powder mixture was enabled applying the pressure of 15 MPa for 30 min at 125 °C. Results of this research showed that it is possible to produce homogenous commercial AC compacted filters using the simple compacting procedure, such is one-sided hot-pressing. Acknowledgements This research was financially supported by the Ministry of Science of the Republic of Serbia through the Project No. 142027. References [1] L. Wagenet, K. Manel, M. Sailus, Home Water Treatment, Northeast Regional Agricultural Engineering Service, Cooperative Edition, Ithaca, NY, 1995. [2] www.kxindustries.com 137