a new look at sight glass gages
advertisement

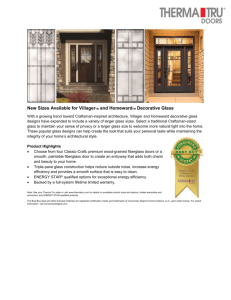
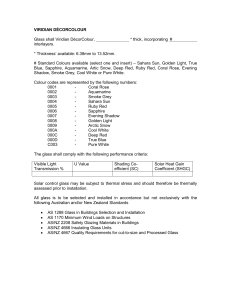
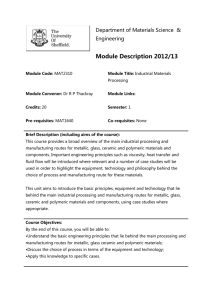
The following article was printed in the September 1997 issue of Chemical engineering Magazing CE Publication : Date : September, 1997 Copyright : Copyright 1997 The McGraw-Hill Companies, Inc. Volume : 104 Issue : 9 Page : 130 Section : ENGINEERING PRACTICE A NEW LOOK AT SIGHT GLASS GAGES The ubiquitous glass port is actually a finely engineered product. Don't neglect its care and feeding Scott Markman Schott Corp. For the chemical process industries (CPI) and related applications, the sight glass is a favored attachment for providing visual observation and control of processes involving liquids or slurries. No other method of gauging fluid levels, properties, reactions or flows matches sight-glass gages (aka sight gages) for accuracy. With glass, ``What you see is what you get.'' Engineers generally agree that gages based on a sight glass remove certain risks inherent with magnetic or mechanical gages where views are always indirect. Those rely on magnetic links and separate mechanical devices. The pricing of glass is generally 25-33% less than that of magnetic gages. The advantage of no moving parts leads to low-cost maintenance. Glass gages are not dependent upon outside power sources, and continue to operate reliably if there is an outage. Glass is not practical for every gauging application. For example, magnetic gages are preferred when operating conditions involve steam above 1,200 psig working steam pressure, where conditions dictate a closed system, or where highly aggressive or lethal substances, such as certain metallic hydroxides or hydrofluoric acid, are being handled. It is impractical to install sight gages in locations that are not visually accessible. The shape of the gage The most common configurations for gage glasses are long-form and round (or discs). Long-form gage glasses are available in transparent or reflex versions. I will discuss all three. We call the garden-variety round gage glass option the welding-pad gage. Its prime use is to permit visual inspection into process vessels (Figure 1). These gages are welded directly to the tank or vessel shell and become an integral part of it. Some types of welding-pad gages can be isolated from the contents of the process vessel by valves and pipes. Long-form, also called transparent and reflex (prismatic) gages, usually are isolated from vessels by pipes and valves (Figure 2). Users base specifications for long-form gages on their particular application. Long-form transparent glass gages. These gages are constructed to allow the liquid to be seen through a glass ``sandwich'' (Figure 3). Consider their use when: -- The liquid being viewed is opaque -- There is a need to see through the liquid to check for an interface or the presence of suspended particles or color -- The substance being observed is boiling, viscous, volatile or will attack glass -- Observing process media whose refractive index is similar to glass or for processes where surging occurs. In this case specify large-chamber gages Where aggressive substances will attack the glass, mount flat shields of mica or Daikin1 brand polychlorotrifluoroethylene (PCTFE) on the process side of the glass. Mica resists the corrosive effects of hot alkaline or acidic solutions and protects the glass from condensate-caused leaching. PCTFE resists attack by many acids and other corrosives. This extends the life of the glass. Mica or polymer sheeting are recommended to protect the exterior glass surface when gages are outdoors or in locations where spraying or wetting can cause thermal shock. Long-form reflex-glass gages. These gages have been designed with multiple 90-deg angle prisms molded into the glass on the process side, which permit viewing from various angles (Figure 4). Reflex-glass is specified when clear or semi-clear liquids are involved or when glass attack is minimal. Due to total refraction and absorption, the liquid appears black in contrast to the reflective mirror-like surface above the level of the liquid. The application of reflex-glass gages is limited to specialized situations even though there is a simplicity advantage with only one sealing gasket. They must be used singly, not in ``sandwich'' form. We do not recommend them for viewing liquid-liquid interfaces or in areas where ambient lighting is low. Shields cannot be used to protect reflex sight glasses from corrosive substances because of the prism design. Chemical properties Resistance to high pressure, sharp temperature changes and chemical attack are important requirements for most gages. Given the extreme conditions under which gage and safety sight glasses find application, Maxos2 is one tempered borosilicate gage glass that meets these criteria. It exhibits excellent resistance to attack by water, neutral, acidic and saline solutions as well as chlorine, bromine, iodine and organic substances. In combination with mica, Maxos provides even higher total resistance against extreme pressure, chemical attack, temperature and thermal changes. Tempering is required to create a particularly high resistance to sudden temperature changes. It is also required to absorb pressures resulting from mounting the gage and from the vessel pressure itself. For borosilicate sight glasses, the quality of tempering and the overall tempering process is extremely important. For safety reasons, the stress to the glass caused by internal forces, thermal stress, mounting conditions, and vessel pressures must be absorbed by the surface compressive strength of the glass. Control of flatness, surface quality, and the lack of chips, cracks, bubbles and striae are crucial in meeting these criteria. The useful ranges for tempered borosilicate glass specially produced for sight glass applications are pressures to 6,000 psi (41,400 kPa) and temperatures ranging from -300 degrees F (-184 degrees C) to +608 degrees F (320 degrees C). See Table 1 for application conditions and Table 2 for specifications for corrosives. For higher temperatures, aluminosilicate glass protected with mica sheeting is normally specified. Even over long periods of time at temperatures of approximately 212 degrees F (100 degrees C) borosilicate glass exceeds the chemical resistance of most metals and other materials. Exposure to water and acids results in only small amounts of mostly monovalent ions leaching from the glass. In this process, a very thin, highly resistant layer forms on the outer surface of the glass. This inhibits additional attack. For steam service, apply mica shielding to the gage glass. We recommend mica shielding for gages used in high-pressure, high-temperature process applications. But in such instances, consult the gage manufacturer first. Certain minimum amounts of surface compressive strength3 must be built into the glass and should be guaranteed by the manufacturer. Maxos, for example, guarantees at least 90 to 140 N/mm2or 13,000 to 20,000 psi. The compressive strength and a means to check it are specified in various standards [1-10]. Installation Properly tempered borosilicate gage glass has high resistance to chemical attack and to thermal shock. Additional stress loads placed on it during installation can adversely impact thermal shock resistance. But like any glass, it is much stronger in compression than it is in tension. Therefore, users should be careful to avoid any bending of the glass during installation and to avoid setting up any local stresses during operation. Normal expansion and contraction of pressure and process vessels from heating and cooling can place stress on sight gage glass. Generally, thermal expansion problems do not occur when sight glass gages are attached to, and supported by, vessels and associated piping. They expand and contract in concert with the vessel under normal operating conditions. Differential thermal expansion can occur if the gage glass is isolated -- such as behind closed valves -- allowing gage glass to cool, resulting in a reduction in its length. This can impose stress on the valves, piping and glass itself. The longer the gage, the worse the stress on the glass. To avoid this, add a flexible member such as an expansion loop, to the assembly. Bracketing is recommended if gages are more than 50 in. (19.7 cm) in length or weigh over 100 lb (45 kg), especially if they are subjected to vibration. Accommodate expansion and contraction when brackets are used to support gages. High-temperature applications call for high-temperature materials, provisions for thermal expansion, and insulation material to reduce temperature variation. As noted earlier, mica-protected aluminosilicate glass should be used in applications above 608 degrees F. Gages used in high-pressure or high-temperature applications should be positioned so that viewing can be through mirrors, fiber optic links or monitors which would provide an extra margin of safety in case of failure. Operations and maintenance In operation, avoid rapid opening of connecting valves, which could result in breakage and injury. If process streams are hot, warm the gages slowly by carefully cracking open the shutoff valve. Gage manufacturers recommend the use of valves with safety shut-off mechanisms when permitted by prevailing codes and standards. Stresses can be placed on gage glasses from sources other than improper installation and maintenance. For example, gages exposed to corrosive atmospheres (such as found in marine environments) may experience corrosion build-up on metal parts. They in turn expand, thereby distorting gaskets and placing pressure points on the glass surface (Figure 5). Don't just install it and forget it. Ongoing maintenance is also important. Gage glass requires a maintenance schedule depending on service conditions. Maintenance includes retorquing of the bolting, changing glass and gasketing as well as checking flatness specifications. In dirty services, periodic internal cleaning is required. We recommend an occasional blow-down to remove sediment. Remember to isolate the gages from the process system by closing upper and lower valves, then drain the gage to relieve pressure before performing any maintenance operations. A troubleshooting checklist, as in Table 3, is useful. Do regular visual inspection for signs of clouding or scratching. In new processes, inspect glass daily until the need for replacement becomes apparent. This will help establish a routine inspection cycle. When inspecting, use a very bright concentrated light held at a 45-deg angle to the glass surface and look carefully for crescent-shaped marks or at any scratch that glistens or catches a fingernail. These wear indicators signal a need for replacement. If the process side surface appears cloudy or roughened and will not respond to cleaning procedures, it is evidence of chemical attack and cause for replacement. Gasket or connection leaks should be repaired immediately. When cleaning a sight glass do not use harsh abrasives that can scratch the surface. Cleaning should be done without removing the glass. If the process side of the glass is inaccessible, cleaning can be accomplished by recirculating the cleaning material in the vessel and gage. We give this a label; flow-cleaning. Safety precautions -- Personnel removing or installing sight gages must wear safety glasses. Contained fluids may unexpectedly exit the vessel connections due to apparatus or material failure -- At replacement time, old sight glasses, shields and gasketing should never be reused, and should be disposed of in a proper manner -- Clean metallic surfaces that mate with gasketing with a scraper made of soft-metal such as brass, to remove all traces of old gasketing. Surfaces must be flat to within 0.002 in. (0.051 mm) and have a surface finish of approximately 450 to 500 A.A.R.H. (arithmetic average roughness height) -- If metal surfaces that mate with new sight-glass gaskets are corroded, eroded, pitted or deeply scratched, consult the manufacturer before remachining as this may void performance warranties of the gage -- When handling new sight-gage glass prior to installation, use extreme care to avoid scratching or chipping, as these can result in failure points. Do not lay new gage glass on work surfaces because detrimental foreign material may adhere to its surface. Do not place the glass in service if scratches or chips are observed -- Follow the manufacturer's instructions on the proper torquing sequence and bolt torque values during the installation process to avoid abnormal stress to the glass Other considerations Sight-gage glass, while crucial, is but one part of an assembly where specifiers have a virtually infinite choice in materials, components and sizes. Fluids or slurries being handled, corrosive conditions (both internal and external), temperatures, atmospheres (inside the plant and outdoors) and other criteria will govern not only the type of sight gage, but alloys and protective coatings used for the gage as well as the type and construction of supporting valves and piping. Insulators, non-frosting extensions and illuminators are available to accommodate special conditions. Manufacturers' recommendations should be sought in written specifications when sight glass gages are required for a new application. 1. Formely Kel-F, a trademark of 3M Co. 2. Maxos is a registered trademark of Auer-Sog, a Schott Group Co., and is distributed in the U.S. by Schott Corp. 3. Surface compressive strength is introduced into the glass by means of a thermal process, but calculated without the inherent resistance of the glass itself. Edited by Peter M. Silverberg Acknowledgments The author thanks the following for assistance in the preparation of this article: Jerguson Gage & Valve Co., Div. of Clark-Reliance Corp., Strongsville, Ohio, and Penberthy, Inc., Prophetstown, Ill. [Table] TABLE 1. UPPER LIMITS OF SUGGESTED APPLICATION CONDITIONS Maximum Maximum Application Conditions Permissible Pressure Permissible Temperature bars psia C F Saturated steam or hot water in direct contact with reflex 35 507 243 470 or transparent sight glass Saturated steam or hot water in direct contact with 103 1,490 320 608 transparent glass protected with mica Transparent sight glasses in con- tact with media with no techni- 345 100 cally significant glass attack High-pressure transparent sight glasses in special armatures 414 100 5,000 38 6,000 38 DIN 7080 governs dimensional tolerances for disc sight glasses as well as provides the formula to calculate glass thickness. The working pressure values given for DIN-glasses guarantee 5-fold safety. That is, they are subjected to a test pressure that is least 5 times higher than the working pressure. [Table] TABLE 2. TESTS FOR CORROSION RESISTANCE Chemical Characteristic Resistance Test according to [11-17] 52322 or Hydrolytic Resistance Acid Resistance Alkali DIN 12111 or DIN 12116 DIN ISO 719 Class 1 Class 1 ISO 695 Class 2 DIN 28817 or ISO 720 Class 1 Maximum Abrasion (mm) according to DIN and ISO than 0.1 or 0.031 0.7 greater 75, less than 175 [Table] TABLE 3. TROUBLESHOOTING Problem Glass quickly becomes cloudy or etched when placed in service shields Glass continually breaks despite attention to maintenance Slow visual response to known changes in process fluid levels Problem Glass quickly becomes cloudy shields that will not be or etched when placed in service Cause Fluids being handled are not compatible with the glass or Thermal or hydraulic shock, high mechanical loads, exceeding design specs or a combination of these Clogged valves or piping to or from the gage Solution Replace glass, use suitable affected by the process fluid Glass continually breaks cause despite attention to maintenance Slow visual response to known changes in process fluid levels piping Check entire system to determine of excessive stress, and contact gage manufacturer Shut down the process, remove and clean or replace valves or [Photograph] Photograph: FIGURE 1. A welding-pad gage allows observation into a process vessel [Photograph] Photograph: FIGURE 2. Long-form gages are mounted where observation is convenient [Illustration] Illustration: FIGURE 3. Transparent gages are used when the liquid being viewed is opaque or there is a need to see through the liquid to check for interface, the presence of suspended particles or color. This cross-section of a long-form sight-glass gage uses transparent glass in a ``sandwich'' configuration [Illustration] Illustration: FIGURE 4. Reflex-glass gages have prisms that permit viewing from various angles and are used when clear or semi-clear liquids are involved, or when glass attack is minimal STEPHEN WALSH [Photograph] Photograph: FIGURE 5. A build-up of corrosion products can lead to stresses that can cause failure [References] 1. Deutsches Institut fur Normung, Pressure Resistant Circular Toughened Borosilicate Glass Panes, DIN 7080, Berlin, February 1996. 2. Deutsches Institut fur Normung, Pressure Resistant Oblong Toughened Borosilicate Glass Panes for Sight Glasses, DIN 7081, Berlin, February 1996. 3. British Standards Institution, Specification for Observation and Gauge Glasses for Pressure Vessels, BS 3463, London, 1975. 4. ON Osterreichisches Normungsinstitut, Pressure Resistant Circular Sight Glasses, ONorm M 7353, Vienna, December 1, 1979. 5. ON Osterreichisches Normungsinstitut, Pressure Resistant Oblong Sight Glasses, ONorm M 7354, Vienna, October 1, 1977. 6. Japanese Industrial Standards Committee, Gauge Glasses for Boilers, JIS B 8211, Tokyo, 1975 -- reaffirmed 1978. 7. U. S. Military Specification - Gauges, Boiler-Water, Direct Reading, MIL G 16356 D, Washington D.C., Dec. 18, 1987. 8. ESSO/Exxon, Corp. Standard, Level Instruments, RP 15-5-1, Section 8.1, Houston, April 1995. 9. American Soc. of Mechanical Engineers, Boiler and Pressure Vessel Code, ASME B & PV, Section I, New York, 1996. 10. American Petroleum Institute, Process Measurement Instrumentation, API RP 551, Washington, D.C., May 1993. 11. Deutsches Institut fur Normung, DIN 12111, Obsoleted - replaced by ISO 719 12. International Organization for Standardization, Glass, Hydrolytic resistance of glass grains at 98C; Method of test and classification, ISO 719, Geneva, Switzerland, Dec. 1989. 13. Deutsches Institut fur Normung, DIN 28817, Obsoleted - replaced by ISO 720 14. International Organization for Standardization, Glass; Hydrolytic resistance of glass grains at 121C; Method of test and classification, ISO 720, Geneva, Switzerland, Oct. 1985. 15. Deutsches Institut fur Normung, Testing of Glass; Determination of the Acid Resistance (Gravimetric Method) and Classification of Glass into Acid classes, DIN 12116, Belin, May 1976. 16. Deutsches Institute fur Normung, DIN 52322, Obsoleted - replaced by ISO 695. 17. International Organization for Standardization, Glass; Resistance to attack by a boiling aqueous solution of mixed alkali, Method of test and classification, ISO 695, Geneva, Switzerland, May 1991. [Biography] Scott E. Markman is product manager with the Technical Glass Div. of Schott Corp. (3 Odell Plaza, Yonkers, NY 10701; Phone: 914-378-3812, Fax: 914-968-4422). He is responsible for these product lines: Maxos safety sight-gage glasses, dichroic coated parabolic reflectors for architectural lighting, stage, film and studio fresnel lenses, traffic and railroad signal reflectors and medical and dental lighting. Mr. Markman holds an M.B.A. from George Washington University and a B.A. from the State University of New York at Stony Brook. Before joining Schott, he worked in marketing at Grumman Corp.