Jee-Yup Han,
advertisement

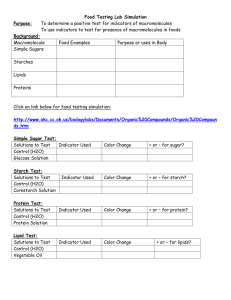
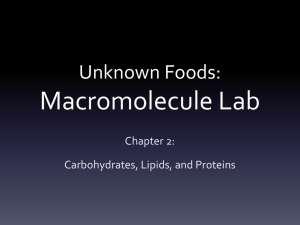
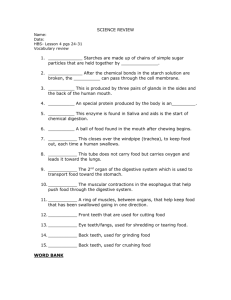
Jee-Yup Han, Robert T. Tyler Department of Applied Microbiology and Food Science, University of Saskatchewan, Saskatoon, Saskatchewan, Canada Characterization of Pea Starches in the Presence of Alkali and Borax Refined field pea (Pisum sativum L.) starches were prepared from air-classified pea starch by washing or from whole pea by wet milling, and analyzed for their physico-chemical and pasting characteristics in the presence of alkali and borax. Commercial corn and high amylose corn starches were included in the study for comparative purposes. The two pea starches exhibited similar physicochemical characteristics. Amy-lose content markedly influenced pasting and other characteristics of the corn starches. Pea starch and high amylose corn starch exhibited little viscosity development during pasting in deionized water. The presence of alkali or borax significantly altered the peak viscosities and cold paste stabilities of all four starches in a concentration dependent manner. Alkali and borax increased peak and cold paste viscosity and reduced syneresis in all cases. Keywords: Pea starch; Corn starch; Alkali; Borax; Pasting properties 1 Introduction Field pea (Pisum sativum L) starch contains an intermediate level of amylose (30-40%) and is said to possess both acid and heat stability due to its restricted swelling characteristics [1]. Hence, it may offer functional advantages over regular corn starch in some applications. Currently, however, pea starch is not widely used as a food ingredient or in industry because of its limited availability and novel functionality. Air classification of legume flours has been researched extensively [1-4]. Compared to wet concentration processes, air classification offers lower capital requirements and obviates the need for costly effluent disposal [2]. Both air classification and wet milling of pea have been commercialized in Canada and elsewhere. However, the physicochemical and pasting characteristics of refined starch prepared by washing of the air-classified starch-rich fraction from pea have not been adequately studied and compared to those of wet-milled pea starch. Borax and sodium hydroxide are probably the most widely used chemicals in the starch and adhesives industry [5]. Borax is a powerful complexing agent for starch and other polymers which contain high levels of hydroxyl groups. As borax is introduced into a starch suspension, the viscosity increases until the borax concentration is 15-20% of the weight of the starch present. Sodium hydroxide is a powerful gelatinizing agent. The ability of sodium Correspondence: Jee-Yup Han, Department of Applied Microbiology and Food Science, University of Saskatchewan, 51 Campus Drive, Saskatoon, SK S7N 5A8, Canada. Phone: +1-306966-2402, Fax: +1-306-966-8898, e-mail: jay.han@usask.ca. hydroxide to cause starch to gelatinize at a lower than normal temperature has been applied extensively in the corrugated board industry [6]. The objective of the present investigation was to determine the chemical composition and physicochemical and pasting characteristics of pea starch purified from air-classified pea starch by water washing (WAC-Pea) or from whole pea using wet milling technology (WM-Pea). Pasting properties were evaluated both in the presence and absence of alkali and borax. Normal corn (NCorn) and high amylose corn (HA-Corn) starches obtained from a commercial source were similarly evaluated. 2 Experimental 2.1 Materials Field peas (Pisum sativum L.) and air-classified pea starch (containing approximately 5% protein) were obtained from Parrheim Foods, Saskatoon, SK, Canada. Normal corn starch and high amylose corn starch were obtained from Cerestar, Inc., Hammond, IN, USA. 2.2 Isolation of starch 2.2.1 Isolation of starch from air-classified pea starch Starch was purified from air-classified pea starch using a modification of the method of Schoch and Edward [7]. Air-classified starch was dispersed in deionized water at a ratio of 1:4 (w/v), stirred for 15 min, and then allowed to stand for 5 h at room temperature. After decanting the liquid portion, four volumes (v/w) of 0.2% sodium hydroxide were added to the starch cake, and the slurry was mixed for 15 min and left at 4 °C overnight. After decanting the liquid portion, the starch cake was washed three times with deionized water. Each time, prior to decanting, the slurry was let stand for 2 h at 4 °C to enhance the separation of starch and wash water. The washed starch was centrifuged at 2,000 x g for 10 min and the brown layer on top of the sedimented starch was scraped off. The starch was then redispersed in water, the pH adjusted to 6.5, and the starch collected by vacuum filtration on two layers of Whatman #4 filter paper. The starch cake was then washed twice with 95% ethanol and once with acetone and then dried at 30 °C for 24 h. 2.2.2 Isolation of starch from whole pea Starch was isolated from whole pea using a modification of the method of Morrison et al. [8]. Whole peas were washed with deionized water and then soaked in three volumes of 0.05% sodium bisulfite at room temperature overnight. After decanting the soak water and washing the peas with deionized water, the hull was removed manually by hand rubbing. Dehulled peas were milled with two volumes (v/w) of deionized water in a Waring blender at low speed for 10 s, and then at high speed for 1 min. The ground mass was wet-sieved, using copious quantities of deionized water, through 50 mesh, 100 mesh, and 200 mesh Tyler screens (Fisher Scientific Co., Pittsburgh, PA, USA). The slurry passing through the 200 mesh screen was centrifuged at 3,000 x g for 5 min. The resultant starch cake was dispersed in two volumes (v/w) of 0.02% sodium hydroxide solution, let settle for 1 h at 4 °C, and centrifuged at 3,000 x g for 5 min. The starch cake was then dispersed in four volumes of deionized water and allowed to settle for 1 h. After centrifugation, the starch cake was redispersed in water and the pH adjusted to 6.5 with 1 M hydrochloric acid. The starch slurry was vacuum filtered through two layers of Whatman #4 filter paper, washed twice with 95% ethanol and once with acetone, and dried at 30 °C for 24 h. 2.3 Determination of physicochemical properties 2.3.1 Chemical composition Standard AACC methods [9] were used to determine moisture (44-15A), total nitrogen (46-10), ash (08-17), total lipid (30-25) and damaged starch (76-31). Starch content was determined using the method of Holm et al. [10] after extraction of samples with boiling 80% ethanol for 5 min. Amylose content of starches was determined by the method of Chrastil [11] after refluxing with a mixture of n-propanol and water (3:1, v/v) for 7 h at 95 °C. Total dietary fiber was determined by AOAC method 985.29 [12]. 2.3.2 Starch solubility, swelling factor and amylose leaching Starch was suspended in deionized water (250 mg/ 25 mL) and heated in a shaking water bath for 30 min at 50, 60, 70, 80 or 90 °C. The suspensions were cooled to ambient temperature and centrifuged at 1,500 x g for 15 min. Carefully-separated supematants and sediments were analyzed as follows. For starch solubility, 2-3 g of supernatant was placed in a moisture tin and dried at 105 °C for 16 h. The dried residue weight was measured and starch solubility was calculated according to Leach [13]. The swelling factor (SF) of starches was measured according to the method of 7esferand Morrison [14]. Supematants were assayed for leached amylose using the method of Chrastil [11]. Amylose leaching was expressed as milligrams of amylose leached per 100 mg of dry starch. 2.3.3 Enzyme hydrolysis Alpha-amylase was used to determine the enzyme susceptibility of starch [15]. Starch (200 mg) was suspended in 50 mL of deionized water. Aliquots (10 mL) were placed in a shaking water bath at 37 °C and 8.0 mL of 0.1 M phosphate buffer (pH 6.9) containing 6 mM sodium chloride and 480 units of α-amylase (from Aspergillus oryzae, Sigma Co., St. Louis, MO, USA) were added to each. A 0.5 or 1.0 mL aliquot was taken at appropriate time intervals between 0 and 72 h, pipetted into 0.2 mL of 95% ethanol, and centrifuged at 1,500 x g for 10 min. The soluble carbohydrates in the supernatant were analyzed using the method of Bruner [16] and results expressed as milligrams of maltose released per 100 mg of dry starch. Controls without the enzyme were analyzed in parallel with the samples. 2.3.4 Acid hydrolysis The starches were hydrolyzed with 2.2 M hydrochloric acid (1.0 g starch/40 mL acid) at 35 °C for 17 days in a shaking water bath. Aliquots (1.0 mL) of the reaction mixtures were taken at various time intervals, neutralized, and centrifuged (1,500 x g for 10 min). The supernatant was assayed for carbohydrates [16]. Controls without acid were included in the experiment. The degree of hydrolysis was expressed as milligrams of starch solubilized per 100 mg of dry starch. 2.3.5 Differential scanning calorimetry Starch gelatinization was studied on a Mettler (TA 4000) differential scanning calorimeter (Mettler Toledo, Inc., Columbus, OH, USA). Appropriate amounts of water were added to the starch in aluminum DSC pans (ME0027331, Tab. 1. Chemical composition of isolated starches [%, dry weight basis]. Mettler Toledo, Inc.) to bring the moisture content to 77%. The pans were hermetically sealed and allowed to stand at 30 °C for 12 h. The scanning temperature range and heating rate were 35-110 °C and 10 °C/min, respectively. The thermograms were recorded with a blank pan as reference. Indium was used for calibration. 2.4 Determination of pasting properties 2.4.1 Brabender Viscoamylograph The pasting characteristics of starch slurries at a concentration of 5% (w/v) in deionized water were determined using a Viscoamylograph (C. W. Brabender Instruments, Inc., South Hackensack, NJ, USA) equipped with a 700-cm/g cartridge and operated at a bowl speed of 75 rpm. The starch slurry was heated from 30 to 95 °C at 1.5 °C/min, maintained at 95 °C for 30 min, cooled to 50 °C at 1.5 °C/min, and then maintained at 50 °C for 30 min [17]. For alkali and borax (sodium tetraborate) treatments, solutions of the appropriate concentrations were used in lieu of deionized water. 2.4.2 Refrigerate-warm and freeze-thaw stability (syneresis) The refrigerate-warm and freeze-thaw stabilities of starch gels were determined according to the method of Zheng and Sosulski [18]. The gel samples were stored at 4 °C and -20 °C for three weeks. At the end of each week, the refrigerate-warm and freeze-thaw stabilities of the starch gels were determined. 2.5 Statistical analysis Experimental data were evaluated by Analysis of Variance and Least Significant Difference (PROC ANOVA/LSD) procedures using a statistical package (Minitab, Inc., State College, PA, USA). All analyses were carried out on duplicate samples, with results reported on a dry weight basis. 3 Results and Discussion 3.1 Determination of physicochemical properties Tab. 1 presents the chemical composition of laboratory-isolated pea and commercial normal and high amylose corn starches. No differences in composition were observed between pea starch purified from air-classified pea starch by washing (WAC-Pea) and pea starch prepared from dehulled pea by wet milling (WM-Pea). WAC-Pea starch was not significantly higher in damaged starch than was WM-Pea starch. A higher level of damaged starch was anticipated in WAC-Pea starch due to the vigorous milling process used prior to air classification. Damaged starch content was higher in the commercial corn starches than in the pea starches. Swelling power, solubility and amylose leaching of starches at 50, 60, 70, 80 and 90 °C are shown in Fig. 1. Due to its restricted swelling ability [1, 19], HA-Corn starch exhibited less starch solubility and lower swelling power than did the pea starches and N-Corn starch at all temperatures (Fig. 1a, b). Pea starches showed higher solubilities than did N-Corn starch at 50-80 °C (Fig. 1a), and higher swelling powers at 50-70 °C (Fig. 1b). No difference in starch solubility was observed between WAC-Pea starch and WM-Pea starch. Starch swelling power is related to amylose content; generally, the higher the amylose content, the lower the swelling power. This was apparent with the corn starches as HA-Corn starch (51.8% amylose) showed less than half the swelling power of NCorn starch (28.6% amylose). As mentioned above, however, pea starches, despite being higher in amylose than N-Corn starch, exhibited similar or higher swelling powers at 50-80 °C. Processing technique, i.e. air classification/washing or wet milling, did not appear to influence amylose leaching from pea starch, as no difference in amylose leaching between the two pea starches was detected, even at higher temperatures (Fig. 1c). Amylose, however, was leached out more readily from the pea Fig. 1. Physicochemical properties of isolated starch samples: (a) starch solubility, (b) swelling power, and (c) amylose leaching (WAC-Pea = starch purified from air-classified pea starch, WMPea = pea starch isolated by wet-milling, N-Com = normal corn starch, and HA-Corn = high amylose corn starch). starches than from the corn starches at temperatures above 60 °C. Amylose was more readily leached from HA-Corn starch than from N-Corn starch at 90 °C. WAC-Pea starch exhibited a higher susceptibility to enzyme (a-amylase) hydrolysis than did WMPea starch (Fig. 2a). This difference was not expected since no differences were observed between the pea starches with respect to starch damage, starch solubility, swelling capacity or amylose leaching. HA-Corn starch exhibited a lower susceptibility to enzyme hydrolysis than did N-Corn starch, which may be related to the restricted swelling ability of HA-Corn starch. Although WACPea starch and N-Corn starch exhibited similar susceptibilities to enzyme hydrolysis at 72 h, significant differences were observed between 8 h and 48 h, presumably due to the higher amylose content in WAC-Pea starch. The susceptibilities of the four starches to hydrochloric acid hydrolysis over an extended hydrolysis time (18 days) are shown in Fig. 2b. No difference was observed between the pea starches, and HACorn starch exhibited a lower susceptibility to acid hydrolysis than did N-Corn starch. Substantial differences between pea and corn starches in their susceptibility to acid hydrolysis were not observed, although N-Corn starch was more similar to WM-Pea, and HA-Corn more similar to WAC-Pea. The thermal characteristics of isolated starches were determined by differential scanning calorimetry (DSC). Fig. 2. Susceptibility to hydrolysis of isolated starches: (a) enzyme hydrolysis susceptibility and (b) acid hydrolysis susceptibility (WAC-Pea = starch purified from air-classified pea starch, WM-Pea = pea starch isolated by wet-milling, N-Corn = normal corn starch, and HA-Corn = high amylose corn starch). Tab. 2. Thermal characteristics of isolated starches. Starch granules heated in the presence of excess water showed an order-disorder phase transition (gelatiniza-tion). The transition temperatures (onset, T0; peak, Tp; conclusion, Tc), temperature ranges (TC - TO) and enthalpies of gelatinization are presented in Tab. 2. The transition temperatures of the pea starches were similar, and lower (P < 0.05) than those of the corn starches, although the ranges of the pea starches were significantly wider (~24 °C) than those of the corn starches (~18 °C). Gelatinization in excess water is primarily driven by a swelling process [19, 20]. The lower onset transition temperatures of the pea starches were expected in light of their higher swelling powers at 60-70 °C (Fig. 1b). The gelatinization enthalpy of N-Corn starch was substantially (50%) higher than that of HA-Corn starch, and similar to those of the pea starches. 3.2 Determination of pasting properties Legume and other higher amylose starches are reported to react in a concentration dependent manner to the presence of strong alkali during pasting. Higher alkali concentrations result in the development of normal pasting peaks and progressively increasing cold paste viscosities due to the loss of the restricted swelling properties of higher amylose starches [1, 19]. Amylograms of the pea and corn starches were determined in 0.30% or 0.60% (w/v) sodium hydroxide to confirm the effect of alkali on their pasting characteristics (Fig. 3). With the exception of the cold paste viscosity of HA-Corn starch, a higher alkali concentration increased peak viscosity, reduced the temperature at peak viscosity, and reduced cold paste viscosity for all starch samples. WAC-Pea starch exhibited a lower peak viscosity and a higher temperature at peak viscosity compared to WM-Pea starch at both alkali concentrations. The viscosity of WM-Pea starch was slightly lower than that of WAC-Pea starch during set-back (cooling cycle). The effects of alkali on the pasting properties of corn starches were similar but less marked. The HA-Corn starch exhibited higher peak and cold paste viscosities and a higher temperature at peak viscosity than did N-Corn at comparable alkali concentrations. Fig. 3. Amylograms of isolated starches in the presence of sodium hydroxide: (a) pea starches and (b) corn starches (WAC-Pea = starch purified from air-classified pea starch, WM-Pea = pea starch isolated by wet-milling, N-Corn = normal corn starch, and HA-Corn = high amylose corn starch). Fig. 4. Amylograms of isolated starches in the presence of borax (sodium tetraborate): (a) pea starches and (b) corn starches (WAC-Pea = starch purified from air-classified pea starch, WM-Pea = pea starch isolated by wet-milling, N-Corn = normal corn starch, and HA-Corn = high amylose corn starch). In the adhesives industry, borax (sodium tetraborate) has been widely used because of its ability to produce tacky, rubbery and transparent gels with starch [5, 6]. In this study, amylograms of the pea and corn starches were determined inO.05orO.10M borax (Fig. 4). Borax had an effect reminiscent of that of alkali on the gelatinization characteristics of the starches, with increases in peak viscosity and decreases in the temperature at peak viscosity proportional to borax concentration. The most distinctive effect of borax was its impact on gel viscosity as cooling progressed. In the case of WAC-Pea starch in 0.10 M borax, and with WM-Pea starch and N-Corn starch in 0.05 or 0.10 M borax, gel viscosity exceeded the upper limit of the amylograph (2,000 BU) at 60 °C and lower. The effect of borax on gel viscosity was less marked with HA-Corn starch at either borax concentration, and with WAC-Pea starch in 0.05 M borax. The effects of alkali and borax on the refrigerate-warm/freeze-thaw stabilities (syneresis) of pea and corn starch gels were studied at 4 °C or -20 °C (Tab. 3). WAC-Pea and WM-Pea starch gels and NCorn starch gels exhibited similar results, in that in the presence of alkali (0.6% NaOH) or borax (0.1 M), fluid (water) separation during refrigerate-warm/freeze-thaw was decreased dramatically, with little or no difference between gels stored at 4 °C or -20 °C, or after 1, 2 or 3 refrigerate-warm/ freeze-thaw cycles. Control HA-Corn starch gels exhibited much poorer stabilities at 4 °C then did N-Corn starch gels or either of the pea starch gels, as did HA-Corn starch gels in either alkali or borax at -20 °C. Tab. 3. Effects of alkali (NaOH) and borax (sodium tetraborate) on syneresis (refrigerate-warm and freeze-thaw stability) of starch gels stored at 4 °C and -20 °C [% Fluid Separation]. 4 Conclusions The results indicated that, in general, the isolation process employed, i.e. air classification/washing or wet milling, did not impact significantly the physicochemical characteristics (solubility, swelling power, amyiose leaching) of pea starches. Amyiose content was a significant determinant of the physicochemical characteristics of corn starch due to the highly restricted swelling properties of high amyiose starch. Pea and corn starches reacted in a concentration dependent manner to the presence of alkali or borax during pasting. In most cases, a higher alkali concentration increased peak viscosity, reduced the temperature at peak viscosity, and reduced the cold paste viscosity of higher amyiose starches due to the loss of their restricted swelling properties. Development of high cold paste viscosity was observed in most borax-treated starch gels. The presence of borax also increased the tackiness, cohesiveness and clarity of starch gels. Alkali and borax improved significantly the refrigerate-warm/freeze-thaw stabilities of all samples treated. The WAC-Pea and WM-Pea starch gels exhibited similar syneresis characteristics under all conditions. The N-Corn starch gels exhibited superior freeze-thaw stability compared to HA-Corn starch gels, and similar refrigerate-warm stability in the presence of alkali or borax. Acknowledgements Funding from the Value-Added Processing (Crops) Strategic Research Program of Saskatchewan Agriculture, Food and Rural Revitalization, Regina, SK, Canada, is gratefully acknowledged. Parrheim Foods, Saskatoon, SK, Canada, and Cerestar, Inc., Hammond, IN, USA, generously provided materials for use in this study. References [1] F. W. Comer, M. K. Fry: Purification, modification, and properties of air-classified pea starch. Cereal Chem. 1978, 55, 818-829. [2] J. Y. Han, K. Khan: Physicochemical studies of pin milled and air classified dry edible bean fractions. Cereal Chem. 1992, 67,384-390. [3] J. Y. Han, K. Khan: Functional studies of pin milled and air classified dry edible bean fractions. Cereal Chew. 1992, 67, 390-394. [4] R. T. Tyler, C. G. Youngs, F. W. Sosulski: Air-classification of legumes. I. Separation efficiency, yield, and composition of the starch and protein fractions. Cereal Chem. 1981, 58, 144. [5] B. H. Williams: Corrugation and adhesive industries, in Modified Starches: Properties and Uses (Ed. O. B. Wurzburg) CRC Press, Boca Raton, Fl., 1986, pp. 253-263. [6] H. M Kennedy, A. C. Fischer, Jr: Starch and dextrins in prepared adhesives, in Starch Chemistry and Technology, 2nd ed. (Eds. R. L. Whistler, J. N. Miller, E. F. Paschall) Academic Press, New York, 1984, p. 593-610. [7] T. J. Schoch, E. C. Edward: Preparation and properties of various legume starches. Cereal Chem. 1968, 45, 564-573. [8] W. R. Morrison, T. P. Milligan, M. N. Azudin: A relationship between the amyiose and lipid contents of starches from diploid cereals. J. Cereal Sci. 1984, 2, 257-271. [9] American Association of Cereal Chemists: Approved Methods of the AACC, 10th ed., AACC, St. Paul, MN, 2000. [10] J. Holm, I. Bjork, S. Ostrowska, A. Drews, N. -G. Asp: A rapid method for the analysis of starch. Starch/Starke 1986, 38, 224-226. [11] J. Chrastil.: Improved colorimetric determination of amyiose in starches or flours. Carbohydr. Res. 1987, 759, 154-158. [12] Association of Official Agricultural Chemists: Official Methods of Analysis, 16th ed., AOAC, Arlington, VA, 1997. [13] H. W. Leach: Structure of starch granule. I., Cereal Chem. 1959, 36,535-554. [14] R. F. Tester, W. R. Morrison: Swelling and gelatinization of cereal starches. I. Effects of amylopectin, amyiose, and lipids. Cereal Chem. 1990, 67, 551-557. [15] C. A. Knutson, U. Khoo, J. E. Cluskey, G. E. Inglett: Variation in enzyme digestibility and gelatinization behavior of corn starch granule fractions. Cereal Chem. 1982, 59, 512. [16] R. L. Bruner: Determination of reducing value, in Methods of Carbohydrate Chemistry, Vol. IV, (Ed. R. L. Whistler) Academic Press, New York, 1964, p. 67. [17] W. C. Shuey, K. H. Tipples: The amylograph handbook, The American Association of Cereal Chemists. St. Paul, MN, 1982. [18] G. H. Zheng, F. W. Sosulski: Determination of water separation from cooked starch and flour pastes after refrigeration and freeze-thaw. J. Food Sci. 1998, 63, 134. [19] W. S. Ratnayake, R. Hoover, T Warkentin: Pea starch: Composition, structure and properties A review. Starch/Starke 2002, 54, 217-234. [20] H. E. Zobel: Gelatinization of starch and mechanical properties of starch pastes, in Starch Chemistry and Technology, 2nd ed. (Eds. R. L. Whistler, J. N. Miller, E. F. Paschall) Academic Press, New York, 1984, p. 285-309. (Received: November 6, 2002) (Revised: May 2, 2003) (Accepted: May 6, 2003)