Paper 32
Formulation Suggestions for Replacing DOTG in AEM Compounds
By: Edward McBride *
Klaus Kammerer
Laurent Lefebvre
* speaker
DuPont Company
Presented at the Fall178th Technical Meeting of the
Rubber Division of the American Chemical Society, Inc.
Milwaukee, WI
October 2010
ISSN: 1547-1977
1
Abstract
AEM (DuPont Vamac® ethylene acrylic elastomer) compounds are used to make high
performance parts like turbocharger hoses and automotive gaskets. The compounds are
usually cured with diamines and for many years the accelerator of choice was has been
diorthorotolyl guanidine (DOTG). The use of DOTG may be limited in the future.
Alternative accelerators have been identified that can be used to replace DOTG in AEM
compounds and these alternative accelerators are being used successfully in commercial
AEM compounds. Often the only formulation change required is to directly replace the
DOTG with an alternative accelerator and then the compound will meet the end use
requirements. Some formulations may require additional minor adjustments beyond just
replacing the accelerator.
This paper will review studies that we have undertaken to evaluate a replacement for
DOTG and still meet the key end use requirements. One of the modifications we
identified was to change the level of black and/or the type of black so as to lower the
hardness and/or modulus to match with the original compound. This change also
increased the elongation so that it was closer to the original. When necessary, the
compression set values for the compounds using the new accelerators was improved
using several different approaches. One approach was to use a less volatile plasticizer
and another way was to use blends of the “standard” AEM polymers and the recently
developed higher viscosity AEM polymers. The combination of the formulation changes
allowed for replacement of the DOTG in AEM compounds without sacrificing
performance.
DuPont™ and Vamac® are trademarks or registered trademarks of DuPont or its
affiliates.
2
AEM BACKGROUND
AEM polymers (Vamac® ethylene acrylic elastomers) have been commercially available
for over thirty years. Cured compounds made from AEM polymers have a good balance
of properties including some of the following features (references 1, 2 and 3).
Continuous heat resistance up to 175°C with peaks up to 200C
Good low temperature properties as low as –40°C
Good fluid resistance in Transmission fluids and engine oils
Excellent Resistance to Blow-by Gas and Exhaust Gas condensates
Excellent Dynamic Properties
Good damping properties
Low compression set values
Excellent performance in Compressive Stress Relaxation (CSR) testing
Cured parts made from AEM polymers are used in automotive applications such as
Turbo charger hoses for both gasoline and diesel engines
Fuel hose covers
Transmission oil cooler hoses
Positive Crankcase Venting Hoses and Vacuum Tubes
Seals and gaskets in transmission systems
Seals and gaskets in engine systems
Torsional vibration dampers
Most AEM grades are terpolymers made from ethylene, methyl acrylate and an acidic
cure site monomer. They are cured with diamines in two stages. There is an initial press
cure that is followed typically by a four hour post cure step at 175°C. AEM dipolymers
are made from ethylene and methyl acrylate. The dipolymer compounds are typically
cured with peroxide and are usually not post cured.
DOTG Replacement
Compounds made from AEM terpolymers are cured with diamines and the compounds
need an accelerator to speed up the cure rate. For many years the recommended
accelerator has been diorthotolyl guanidine (DOTG). DOTG does a good job of speeding
up the cure rate and it has an added benefit in that it significantly improves the
compression set.
The situation with respect to DOTG is changing and this is discussed in more detail in
other presentations including reference 3. The use of DOTG may be limited in the future.
Producers of rubber parts based on AEM polymers need to have an option for replacing
the DOTG.
3
In separate internal studies a series of non-DOTG accelerators were evaluated. It was
difficult to find an accelerator that worked as well as DOTG as far as speeding up the
cure rate and improving the compression set. After much experimentation the preferred
accelerator was identified as Diazobicyclo Undecene (DBU). All of the evaluation work
in this study was done with a modified DBU under the trade name Vulcofac ACT 55 and
in this study it will be referred to as DBU-1
The typical level of DOTG in an AEM compound is 4.0 phr. Our experience showed that
the preferred level for replacing DOTG was to use 2.0 phr of the DBU-1. This level of
DBU-1 in a compound provided a cure rate that was close to that of a DOTG compound.
(Reference 4)
Feedback on using DBU-1 from producers of AEM parts has been largely positive.
Some parts producers have identified issues about replacing DOTG with the DBU-1 and
these include
The hardness and modulus increase
There is a drop off in percent elongation
The biggest issue is that the compression set is higher than DOTG accelerated
compounds and in some cases the compound will not meet the compression
set requirements
The work in this study addressed these issues.
Experimental Results
AEM compounds were mixed in a 3.7 liter internal mixer and then the mixing was
completed on a roll mill. The compounds were compression molded for ten minutes at
180°C and then post cured for four hours at 175°C. The following ASTM test methods
were used – the corresponding ISO method is shown for reference.
Table 1 – ASTM Methods used in laboratory work
Rheology
ASTM
ISO for reference
Mooney Viscosity
D 1646
289-1
Mooney Scorch
D 1646
289-2
MDR
D 5289
6502
Hardness
D 2240
868
Tensile, Elongation, Mod
D 412
37
Tear, Die C
D 624
34-1, Method B (a)
Compression Set, method B
D 395
815
Aging in Air
D 573
188
DeMattia Test
D 430
D 813
132
133
Physicals
4
The compression set test was one of the most important tests in the study and it was run
at several different conditions including
ASTM plied pellets (12.5 mm height, 29 mm diameter)
For 70 hour at 150°C
For 168 hours at 150°C
For 168 hours at 175°C
ISO molded pellets (6.3 mm height, 13 mm diameter)
For 70 hour at 150°C
For 168 hours at 150°C
For 168 hours at 175°C
The ISO compression set test was modified slightly from the ISO procedure pertaining to
the air flow in the ovens. The ASTM test method calls for a relatively high air flow
through the oven used for aging (50 to 200 turnovers/hour) while the ISO method calls
for a relatively low air flow through the oven (3 to 10 turnovers/hour). For this study the
ISO comp set samples were aged in the same oven as used for the ASTM test so the air
flow was relatively high.
“Standard” Compound – 70 Shore A
Most of the work in the paper was based on a “standard” AEM G compound with a 70
Shore A hardness. The “standard” compound is based on
100 phr AEM G polymer
60 phr of N550 black
10 phr of a polyether/ester plasticizer
Release package of 1.5 phr stearic acid, 1.0 phr alkyl phosphate and 0.5 phr of
octadecyl amine
2.0 phr of a hindered amine anti-oxidant
1.5 phr of Hexamethylene Diamine Carbamate (HMDC) as curative
Accelerator
There has been work done with other formulations and the trends seen with the
“standard” compound applied to the other compounds.
5
Cure Rate Study – DOTG compared with DBU-1
A key property for any new accelerator is that the cure rate should be similar to the
control based on DOTG. The compounds shown in Table 2 were evaluated to show that
the cure rate of the DBU-1 compound is close to that of the DOTG compound. The
information on the plasticizer, release package and anti-oxidants was kept constant
throughout this study and the values are shown above in the section “Standard”
Compound – 70 Shore A.
Table 2 – Compounds for Evaluating Cure Rate
AEM G
Black, N550
HMDC
DOTG
DBU-1
Control 4 phr Use 2 phr of
DOTG
DBU-1
100
100
60
60
1.5
1.5
4.0
2
Mooney Viscosity
ML(1+4) @ 100°C
M Scorch 121C
Minimum Viscosity -- MU
t3 -- minutes
t5 -- minutes
t10 -- minutes
43
42
15
6.2
7.9
11.4
15
5.9
7.6
10.9
MDR -- 15 min, 180°C, 0.5°
ML, dNm
MH, dNm
tS2, minutes
0.42
13.0
0.87
0.44
13.0
0.86
t50, minutes
t90, minutes
2.0
6.0
2.0
7.0
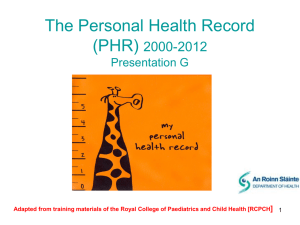
The MDR curves are shown below in Figure 1. The cure rate for the DBU-1 compound
with 2.0 phr DBU-1 is very close to the cure rate of the DOTG compound with 4.0 phr
DOTG. This shows why the DBU-1 was chosen as a replacement accelerator for the
DOTG and also why the level was set at 2.0 phr.
6
Figure 1 – MDR curves for AEM compound with 4.0 phr DOTG or 2.0 phr DBU-1
MDR curves – test run for 15 minutes at 180°C, 0.5° arc
Scale reduced to 6 minutes for comparison
2 Phr DBU-1
4 phr
DOTG
Table 3 shows the cured physicals for the two compounds shown above. The samples
were press cured for 10 minutes at 180°C and then post cured for four hours at 175°C.
Table 3 – Cured Physicals for AEM G compounds with either 4 phr DOTG or 2 phr
DBU-1 and 60 phr black
Physical properties after cure
Hardness, Shore A
M25, Mpa
M50, Mpa
M100, Mpa
M200, Mpa
Tensile Strength, Mpa
% Elongation
Die C Tear, N/mm
C Set, 70 hours at 150C
ASTM
ISO
C Set, 168 hours at 150C
ASTM
ISO
Control 4 phr Use 2 phr of
DOTG
DBU-1
70
74
1.2
1.7
2.1
2.9
4.6
6.2
10.1
13.3
13.8
16.8
330
260
37
32
14
21
25
29
20
34
29
39
7
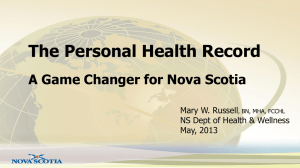
Figure 2 shows the stress/strain curve out to 100% elongation.
Figure 2 – Stress/Strain Curve at 23°C for AEM compounds with either 4.0 phr DOTG or
2.0 phr DBU-1
6
4.0 phr DOTG vs 2.0 phr DBU-1
AEM G at RT out to 100% Elongation
Mod or Tens, MPa
5
DOTG control
DBU-1, 60 phr black
4
3
2
1
0
0
20
40
60
80
100
Elongation, %
The cured physicals for the two compounds have some differences and this may be an
issue with some parts producers. The compound with the DBU-1 has
Higher hardness
Higher modulus
Lower elongation
Higher compression set – some compounds that currently meet specs using
DOTG may not meet the compression set requirements using DBU-1. The
differences in comp set are greater for the ASTM method compared to the
ISO method and the differences are greater at the shorter time – 70 hours vs
168 hours.
Modify Stress/Strain Curve by lowering the Black Level
The first part of the study focused on adjustment of the hardness, modulus and
elongation. There are many different ways to change the stress strain curve of a rubber
8
compound to lower the hardness and modulus and to increase the elongation. Many of
these options will actually increase compression set which was not desired for this study.
Some of the potential options were
1. Increase plasticizer level – If the type of plasticizer is not changed, then
increasing the plasticizer will increase compression set which is not acceptable
2. Lower the curative level – This approach will increase compression set
3. Lower the accelerator level – This will slow down the cure rate and may lead to
increase in compression set
4. Lower the level of carbon black – This will reduce compression set
5. Switch black types to a larger particle size black – This will reduce compression
set
Options 4 and 5 were studied.
The option to lower the black level was the first option studied. Several different levels
of black were used and the best fit came when the black level was reduced from 60 phr
down to 52 phr. With this change there was the expected drop in hardness and modulus
and an increase in elongation as well as a small improvement in compression set. The
results are shown in Table 4.
Table 4 – Properties of AEM G Compound with DBU-1 and Lower Black Level
phr of N550 Black
Mooney Visc ML(1+4)@100
Physical properties after cure
Hardness, Shore A
M25, Mpa
M50, Mpa
M100, Mpa
M200, Mpa
Tensile Strength, Mpa
% Elongation
Die C Tear, N/mm
C Set, 70 hours at 150C
ASTM
ISO
C Set, 168 hours at 150C
ASTM
ISO
Control 4 phr
DOTG
60
2 phr of
DBU-1 and
60 black
60
2 phr of
DBU-1 and
52 black
52
43
42
36
70
1.2
2.1
4.6
10.1
13.8
330
74
1.7
2.9
6.2
13.3
16.8
260
68
1.2
2.1
5.0
12.1
16.5
280
37
32
32
14
21
25
29
20
26
20
34
29
39
25
35
9
The stress strain curves at room temperature and at 150°C are shown in figures 3 and 4
where the percent elongation is only shown out to 100% elongation. Lowering the black
from 60 phr down to 52 phr in the DBU-1 compound lowered the modulus and hardness
to the same as the control. The elongation increased so that it was closer to the control.
The compression set for the DBU-1 compound with the lower black level was lower than
the DBU-1 compound with 60 phr black but the compression set was still higher than the
control. The compression set for the DBU-1 compound with 52 phr black may meet
some of the end use requirements.
Figure 3 – Stress Strain Curve at 23°C – DBU-1 Compound with lower black level
6
Stress/Strain at Room Temperature
DOTG vs DBU-1 -- AEM G, 1.5 HMDC
Vary Level of N550 Black
Mod or Tens, MPa
5
4
DOTG control, 60 phr black
DBU-1, 60 phr black
DBU-1, 52 phr black
3
2
1
0
0
20
40
60
80
100
Elongation, %
10
Figure 4 – Stress Curve at 150°C – DBU-1 compound with lower black level
6
Stress/Strain at 150°C
DOTG vs DBU-1 -- AEM G, 1.5 HMDC
Vary Level of N550 Black
Mod or Tens, MPa
5
DOTG, 60 phr black
DBU-1, 60 phr black
DBU-1, 52 phr black
4
3
2
1
0
0
20
40
60
80
100
Elongation, %
As the black level drops there is a decrease in viscosity. The lower viscosity will change
the processing characteristics of the compound and it may help the processability for
some parts.
Modify Stress/Strain Curve by Changing the Type of Black
If the black level is lowered from 60 phr down to 52 phr there will be a slight effect on
the volume swell as well as the cost of the compound. A way to keep the black level
constant and to lower the modulus is to switch the black type. For this part of the study
the N550 black was changed to a blend of N550 and N774. Several different versions of
the blends were made using a total of 60 phr black and different ratios of N550 and N774.
The best fit was a blend of 20 phr of N550 and 40 phr of N774 in the DBU-1 compound
and this was roughly equivalent to 60 phr of N550 for the DOTG control. The results are
shown in Table 5. The DBU-1 compound based on 20 phr N550 and 40 phr N774 has
cured physicals that are close to that of the DOTG compound with 60 phr of N550.
11
Table 5 – Properties for AEM G Compound with blend of N550 and N774
phr of N550 Black
phr of N774 Black
Mooney Visc ML(1+4)@100
Physical properties after cure
Hardness, Shore A
M25, Mpa
M50, Mpa
M100, Mpa
M200, Mpa
Tensile Strength, Mpa
% Elongation
Die C Tear, N/mm
C Set, 70 hours at 150C
ASTM
ISO
C Set, 168 hours at 150C
ASTM
ISO
Control 4 phr
DOTG
60
2 phr of
DBU-1 and
60 black
60
2 phr of
DBU-1 and
52 black
52
2 phr DBU-1
with blend of
N550 and
N774
20
40
43
42
36
34
70
1.2
2.1
4.6
10.1
13.8
330
74
1.7
2.9
6.2
13.3
16.8
260
68
1.2
2.1
5.0
12.1
16.5
280
68
1.1
1.9
4.8
13.0
17.8
270
37
32
32
31
14
21
25
29
20
26
20
25
20
34
29
39
25
35
23
35
Once again the compression set values were higher than the control. The lower hardness
compounds based on DBU-1 are relatively close to the control for the compression set
testing after one week. In some cases the DBU-1 compounds may meet the compression
set requirements while in other cases the comp set may be above the required values.
12
Options to improve compression set
The two options discussed so far – lowering the black level or using a blend of
N550/N774 black – have done a good job of matching the stress/strain curves and
hardness values of the control compound. However for some applications the
compounds may not meet the compression set requirements. The next section of the
study focused on improving the compression set. The two options discussed in this
section involved changing the plasticizer and/or changing the polymer. When both of
these options were combined the compression set was found to be better than the control.
Less Volatile Plasticizer to Improve Compression Set
One way to improve compression set of a compound has been to use a less volatile
plasticizer. The basic concept is to use ingredients that will be less volatile as the
compression set buttons age in the ovens. More detail on these types of plasticizers for
AEM compounds can be found in reference 5. The benefits of a less volatile plasticizer
will be more pronounced at more severe heat aging conditions – higher temperature
and/or longer time so the compression set conditions for these compounds also included
testing for one week at 175°C.
Several variations of compounds were made with the low volatility plasticizer. The one
discussed below used AEM G with 2.0 phr DBU-1, 52 phr N550 black and 10 phr of the
less volatile plasticizer.
The Mooney viscosity and cured physicals information are shown in table 6. The release
package, the anti-oxidant and the curative were the same as in previous formulations.
The compression set results are relatively close and the trends show the effect of time and
temperature.
The DOTG compound with the standard plasticizer has slightly better comp
set after 70 hours at 150°C
Both compounds have similar comp set after 1 week at 150°C
The DBU-1 compound with the less volatile plasticizer has slightly better
comp set values after 1 week at 175°C
13
Table 6 – AEM G Compound with Less Volatile Plasticizer
phr of N550 Black
phr of "standard" plast
phr of low volatility plast
Control 4 phr
DOTG
60
10
Mooney Visc ML(1+4)@100
Physical properties after cure
Hardness, Shore A
M25, Mpa
M50, Mpa
M100, Mpa
M200, Mpa
Tensile Strength, Mpa
% Elongation
Die C Tear, N/mm
C Set, 70 hours at 150C
ASTM
ISO
C Set, 168 hours at 150C
ASTM
ISO
C Set, 168 hours at 175C
ASTM
ISO
DBU-1
52 black
stand plast
52
10
DBU-1
52 black
Low Vol plast
52
10
43
36
38
70
1.2
2.1
4.6
10.1
13.8
330
68
1.2
2.1
5.0
12.1
16.5
280
68
1.2
2.1
4.7
11.6
15.8
270
37
32
30
14
21
20
26
17
25
20
34
25
35
22
32
34
47
38
49
33
45
AEM Ultra IP in place of AEM G
Not all AEM compounds contain plasticizer so the approach of changing the plasticizer
to improve compression set will not work for all compounds. Another option evaluated
to improve compression set was to use an AEM polymer with improved properties.
Several years ago a new AEM polymer was introduced for improved processing
(reference 6) and for this study the polymer will be referred to as AEM Ultra IP. This
polymer is similar to AEM G in many ways but it has a higher viscosity than AEM G and
as an added benefit it has better compression set properties. Many different compounds
were made with the AEM Ultra IP that involved varying
Black levels
Different ratios of AEM G and AEM Ultra IP
HMDC (curative) levels
Table 7 shows the properties of four different compounds based on either AEM G or
AEM Ultra IP. The compounds are
14
1.
2.
3.
4.
AEM G control with 60 phr N550 black and 4.0 phr DOTG as control
AEM G with 52 phr N550 black and 2.0 phr DBU-1
50/50 blend of AEM G and AEM Ultra IP with 52 phr black and 2 phr DBU-1
AEM Ultra IP with 52 phr black and 2 phr DBU-1
The compound based on the 50/50 blend of AEM G and AEM Ultra IP has a compound
viscosity that is similar to the AEM G/DOTG control even though it has a lower level of
carbon black. The compression set values are close to the control and may meet the end
use requirements.
The compound based on all AEM Ultra IP and DBU-1 has the highest viscosity. It is
interesting to note it has better scorch safety when compared to the AEM G/DOTG
control. The longer scorch times are due to the design of the AEM Ultra IP polymer.
The compression set is essentially the same as the AEM/DOTG control.
15
Table 7– AEM Ultra IP Compounds with Standard Plasticizer
Control 4 phr
DOTG
DBU-1
52 black
stand plast
AEM G
AEM Ultra IP
phr of N550 Black
phr of "standard" plast
100
100
60
10
Mooney Visc ML(1+4)@100
Mooney Scorch 121C
t3 -- minutes
t5 -- minutes
Physical properties after cure
Hardness, Shore A
M25, Mpa
M50, Mpa
M100, Mpa
M200, Mpa
Tensile Strength, Mpa
% Elongation
Die C Tear, N/mm
C Set, 70 hours at 150C
ASTM
ISO
C Set, 168 hours at 150C
ASTM
ISO
C Set, 168 hours at 175C
ASTM
ISO
50/50 blend of
G/Ultra IP 52
black
stand plast
Ultra IP
52 black
stand plast
52
10
50
50
52
10
100
52
10
43
36
48
61
6.2
7.9
5.9
7.5
6.6
8.4
7.0
9.0
70
1.2
2.1
4.6
10.1
13.8
330
68
1.2
2.1
5.0
12.1
16.5
280
71
1.3
2.2
4.9
11.4
17.0
310
70
1.3
2.2
4.7
11.4
17.5
320
37
32
33
36
14
21
20
26
18
24
17
23
20
34
25
35
24
33
21
32
34
47
38
49
36
42
35
43
Combination of Less Volatile Plasticizer with Improved Polymer
Two options to improve compression set are to change the plasticizer or change the
polymer. These two approaches were combined and it was found that the combination
gave compression set values that were better than the control. The following compounds
were evaluated
Control – AEM G with DOTG, 60 phr black and standard plasticizer
AEM G with DBU-1, 52 phr black and less volatile plasticizer
50/50 blend of AEM G and AEM Ultra IP with 52 phr black and less volatile
plasticizer
AEM Ultra IP with DBU-1, 52 phr black and less volatile plasticizer
16
The formulations and rheology information are shown in table 8.
Table 8– AEM Ultra IP Compounds with Low Volatility Plasticizer
Control 4 phr
DOTG
DBU-1
52 black
low vol plast
AEM G
AEM Ultra IP
phr of N550 Black
phr of "standard" plast
phr of low volatility plast
100
100
60
10
Mooney Visc ML(1+4)@100
Mooney Scorch 121C
t3 -- minutes
t5 -- minutes
Physical properties after cure
Hardness, Shore A
M25, Mpa
M50, Mpa
M100, Mpa
M200, Mpa
Tensile Strength, Mpa
% Elongation
Die C Tear, N/mm
C Set, 70 hours at 150C
ASTM
ISO
C Set, 168 hours at 150C
ASTM
ISO
C Set, 168 hours at 175C
ASTM
ISO
50/50 blend of
Ultra IP
G/Ultra IP 52
52 black
black
low vol plast
low vol plast
52
50
50
52
100
52
10
10
10
43
38
50
62
6.2
7.9
5.9
7.5
6.5
8.2
7.0
8.9
70
1.2
2.1
4.6
10.1
13.8
330
68
1.2
2.1
4.7
11.6
15.8
270
70
1.3
2.2
5.0
12.1
17.2
290
71
1.3
2.3
5.2
12.1
17.4
300
37
30
33
33
14
21
17
25
15
23
13
19
20
34
22
32
20
31
18
27
34
47
33
45
31
40
29
38
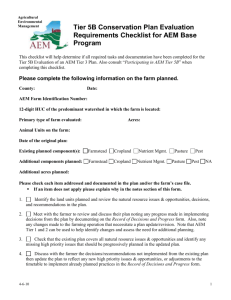
Some comments are
The best compression set tests for all conditions was the combination of the
AEM Ultra IP compound with the 52 phr black, the DBU-1 and the less
volatile plasticizer. Each of the individual six compression set results were
better than the control. The comp set results at 175°C show the benefits for
this compound versus the control.
The compression set test results show that the 50/50 blend of AEM G and
AEM Ultra IP compound with 52 phr black, the DBU-1 and the less volatile
17
plasticizer are at least equivalent with the DOTG control. The compression
set values at 175°C show that this compound is better than the control.
The compression set results are shown graphically in Figure 5.
Figure 5 – Compression Set at Different Time/Temperature
Compression Set for DOTG Replacement at different aging conditions
Use Average of ASTM and ISO test method
45
70 hours/150C
168 hours/150C
168 hours/175C
40
35
% comp set
30
25
20
15
10
5
0
AEM G
DOTG
Standard Plast
AEM G
DBU-1
Low Volatility Plast
50/50 AEM G/Ultra IP
DBU-1
Low Volatility Plast
AEM Ultra IP
DBU-1
Low Volatility Plast
The compounds with the less volatile plasticizer all used lower black levels versus the
control. Another option that should provide similar results is to keep the black level the
same as the control – 60 phr – and use a blend of two different blacks. For this example
the N550 can be replaced by a blend of N550 and N774
Other work
There have been studies looking at replacing DOTG in high hardness AEM
compounds. The approach to address these problems has been similar to the work on the
70 shore A compound. These steps include
Lower the black level in the DBU-1 compound by about 10 to 15% or
Replace the N550 black with equal parts of blend of N550/N774 black which
is 1/3 N550 and 2/3 N774
18
Use a less volatile plasticizer
Use a 50/50 blend of AEM G and AEM Ultra IP or use all AEM Ultra IP
Using this approach it was demonstrated that DOTG can be replaced in high hardness
AEM compounds.
CONCLUSIONS
There is a trend to replace DOTG in some AEM compounds. The timing for this
replacement will be different in different regions.
The “standard” level of DOTG in an AEM compound is 4.0 phr. If the DOTG is
replaced with 2.0 phr of DBU-1 our evaluation showed that the compounds have a
similar cure rate. However this substitution will cause changes in the cured physical
properties that include a slight increase in hardness, modulus and compression set and a
slight decrease in percent elongation.
In our work we found that the hardness, modulus and elongation values of the DBU-1
compounds could be adjusted by modifying the black level. Two options are
Reduce the black level by about 10 to 15%
Use a less re-enforcing black. For this work the N550 black was replaced
with an equal part loading of black but the type of black was changed to a
blend of 1/3 N550 and 2/3 N774 black.
The compression set values of the compounds using DBU-1 could be improved by a
couple of options. These options also use the lower black level discussed above. The
options include
Use a less volatile plasticizer with the lower black level. This improved the
compression set results especially as the time and/or temperature of the test is
increased.
Replace AEM G with a 50/50 blend of AEM G and AEM Ultra IP and use the
lower black level. This combination gave a compound that was almost the
same in compression set and almost the same in viscosity.
Replace AEM G with AEM Ultra IP and use the lower black level. This gave
a compound that was the same in compression set. It was higher in viscosity
but it actually had better scorch properties.
The combination of using lower black levels, the less volatile plasticizer and the AEM
Ultra IP gave compression set results that were better than the control.
19
Acknowledgements
Serge Bouvier and his co-workers in the DuPont lab in Switzerland did all of
the work on evaluating different accelerators as replacements for DOTG. This
study was built upon their good work.
Mark Stewart, Ken Wu and Theresa Dobel for their help and guidance.
John Leonhard and his co-workers at the DuPont Performance Polymer lab in
Stow, OH for the lab work supporting this study.
References
1. http://www.dupontelastomers.com/products/Vamac/Vamac.asp - Background
information on AEM polymers
2. “Handbook of Specialty Elastomers”, edited by Robert Klingender, 2007,
published by CRC press
3. Kirk-Othmer Encyclopedia of Chemical Technology – chapter on “Ethylene
Acrylic Elastomers” – Wu and McBride, 2003, published by John Wiley and Sons
4. “DOTG Replacement – Compounding Tips for Vamac Ethylene Acrylic
Elastomer” K. Kammerer, 2008, literature from DuPont Performance Polymers
5. “New high and low temperature esters for acrylic elastomers”, Stephen
O'Rourke, HallStar, paper number 62 at 2009 Fall ACS Rubber Group Meeting,
Pittsburgh
6. “Vamac® Ultra – New High Viscosity AEM Polymers with extended Application
Possibilities”, K. Kammerer, IRC 2009
The information set forth herein is furnished free of charge and is based on technical data
that DuPont Performance Polymers believes to be reliable. It is intended for use by
persons having technical skill, at their own discretion and risk. Handling precaution
information is given with the understanding that those using it will satisfy themselves that
their particular conditions of use present no health or safety hazards. Since conditions of
product use and disposal are outside our control, we make no warranties, express or
implied, and assume no liability in connection with any use of this information. As with
any material, evaluation of any compound under end-use conditions prior to specification
is essential. Nothing herein is to be taken as a license to operate or a recommendation to
infringe on patents.
Caution: Do not use in medical applications involving permanent implantation in the
human body. For other medical applications, discuss with your DuPont Performance
Polymers customer service representative and read Medical Caution Statement H-69237.
DuPont™ is a trademark of DuPont and its affiliates.
Copyright© 2010. All rights reserved.
20