Cathodically Driven Corrosion Processes

CATHODICALLY DRIVEN CORROSION PROCESSES.
Introduction
In this section the role of cathodic reactions in degrading materials will be examined.
Included in this section is hydrogen blistering, hydrogen embrittlement and degradation of composite materials. These processes all produce defects in a materials and can therefore result in mechanical failure of materials.
Cathodic Reactions.
The cathodic reactions for water containing dissolved oxygen and the approximate potential ranges over which they are present under neutral conditions, pH 7, are shown below.
The Nesrnst equation for the reduction of oxygen in water is provided below, including a correction for the saturated Calomel reference electrode :-
Dissolved oxygen reduction E= 1.24-0.24-0.06pH
The second reaction possible is the hydrogen ion reduction to hydrogen atoms:-
Hydrogen ion reaction E= -0.24 –0.06pH
O
2
+ 2H
2
O +2e- -> 2OH- + H
2
O
2
1
POTENTIAL RANGE 0.6 TO -0.5V
(SCE)
H
2
O
2
+ 2e- -> 2OH- 2
POTENTIAL RANGE -0.7 TO -1.2 V(SCE)
H+ + e- -> H 3
POTENTIAL RANGE -0.66 V and below(SCE)
H
2
O + 2e- -> 2H+ + O 4
POTENTIAL RANGE -1.2 V(SCE) AND BELOW
REACTIONS 1,2 ARE DIFFUSION CONTROLLED.
REACTIONS 3 AND 4 ARE POTENTIAL AND PH
CONTROLLED.
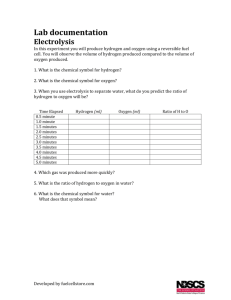
Some surfaces do not support the hydrogen peroxide and so it decomposes to hydroxyl ions by reaction 2 from the potential of -0.2 and below. At potentials below -0.6V the reduction of hydrogen becomes a favorable cathodic reaction and dominates at lower potentials as its rate is faster than the diffusion limited reduction of oxygen. These reaction ranges can be shown by the cathodic polarization of an immune metal in water. The shape of the curve is as shown below:-
E
Potential
Activation control hydroxyl ion formation
-0.4
Limiting oxygen diffusion
-0.8
Hydrogen evolution
Dominates log i
Hydrogen Blistering.
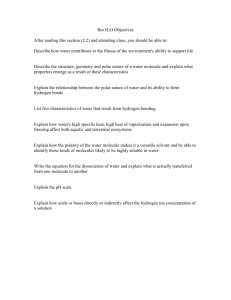
Hydrogen blistering depends upon the ingress of ATOMIC hydrogen into a metal surface. The cathodic reaction listed above as #3 occurs on the metal surface. The atomic hydrogen then diffuses into the metal surface until a nucleation site can be found when the hydrogen atoms combine to form a hydrogen gas molecule. The gas molecule cannot diffuse in the metal and so it remains at the site. Other atoms diffuse to the same location and form a molecule. The pressure then starts increasing within the metal. Ultimately the pressure rises to values above the yield stress and also the ultimate tensile stress.At this time the blister that is formed then ruptures. The process is shown schematically below.
+ -
H + e -> H on surface
Diffusion
H
2
Blister from pressure due to molecular hydrogen
Hydrogen blistering is common in the petrochemical industry and in cathodic protection systems. So called poisons which reduce the rate of formation of molecular hydrogen on the surface will enhance hydrogen blistering.
Metals which have easy blister nucleation sites are prone to hydrogen blistering. One common example is a rimming steel. In a rimming steel CO filled voids are allowed to form to decrease the shrinkage that occurs when the molten metal contacts the cold mold wall. The voids are usually one inch below the surface.
Void distribution in a rimming steel
The increased heat conduction allows faster production and there is no hot top to be removed from the ingot. Usually this is in low carbon (<0.15%C) steels for pressings. When the steel is processed the voids are closed but not healed so they are available as blister nucleation sites. It is wise not to use a rimmed steel in a hydrogen blistering environment.
Another case is die cast zincs. In one situation, the die cast zinc was gold plated. The plating conditions were such that hydrogen entered the zinc die casting. These were then stored on a shelf. When examined later, the plating appeared to have blisters, but it was hydrogen blistering
in the zinc die casting that had occurred, when the atomic hydrogen transformed to hydrogen molecules in pores in the die cast material.
Preventative Measures.
1. Clean materials with no voids.
2. Coatings to mitigate hydrogen ingress.
Cladding with stainless steels or nickel alloys can be used
3. Poison removal.
Avoid environments which contain hydrogen poisons. These retard the formation of molecular hydrogen and maintain atomic hydrogen on the surface.
4. Substitute materials.
Use nickel and stainless steels if possible as the FFC materials appear less prone to blistering due to low diffusion rates for hydrogen.
Hydrogen Embrittlement .
Introduction
Hydrogen embrittlement can take two forms. In the first form, the presence of hydrogen will not decrease the yield strength of the material or its UTS . However the elongation to failure or the ductility will decrease. Hence the term embrittlement. The failure mode will be transgranular and brittle in form. In the second case the yield point, UTS and ductility will all be decreased. The failure mode in this case can be either transgranular or intergranular.
Hydrogen embrittlement is another case of delayed failure, in that there is a time dependency for the process to occur. This is often due to the fact that it is both stress and hydrogen dependent. Failure will not initiate until both conditions are met. It may take some time before the hydrogen is in sufficient quantities in the correct location to initiate failure. As no anodic process is associated with this failure mode no corrosion products should be found on the fracture surface, provided the material is removed immediately form the environment after failure.
Mechanisms of Hydrogen Embrittlement.
There are several different mechanisms of hydrogen embrittlement, some of which are specific to particular materials and others which are more general in application. In all cases the time dependency has to be accounted for along with the transgranular nature of some failures and intergranular nature of others.
1. Dislocation Locking.
In this mechanism, the hydrogen atoms in the metal are attracted to dislocation which produce plastic flow. The hydrogen atom can relax the stresses in a dislocation by going to the compressive region. The dislocation will then require more stress to move and cannot move far before encountering other hydrogen atoms which move to the dislocation. The hydrogen is said to be "trapped" by the dislocation or dislocations are hydrogen traps. This immobilization of the dislocation results in embrittlement but retains transgranular failure.
2. Precipitate Crack Nucleation.
Steels and aluminum alloys usually contain precipitate.These strengthen the material or are used to clean up a material such as MnS in steels which picks up excess sulfur and stops it migrating to grain boundaries and initiating failure. At the interfaces between the precipitates and the matrix, hydrogen can accumulate and in combination with the applied stress can initiate failure. This weakens and embrittles the materials by pre-existing cracks. Again the precipitates are regarded as being hydrogen traps.
3. Hydride Formation.
This mechanism applies to metals with low solubilities for hydrogen in solution. When the solubility limit is reached then a metal hydride phase forms. The hydrides are brittle and so initiate a brittle failure. Titanium and its alloys are thought to suffer from this type of embrittlement reaction at low hydrogen concentrations.
4. Grain Boundary Decohesion.
This mechanism results in grain boundary failure of the metal. It is especially applicable to high strength steels. It should be noted that the newer high strength steels do not appear to suffer from intergranular failure as the older alloys such as 4340 did.
In this model grain boundaries are the active hydrogen trapping site in that the grain boundaries contain more hydrogen than the matrix material. The bonding across a grain boundary is then hydrogen to metal atom. Other components are thought to segregate to grain boundaries, such as phosphorous and sulfur. Weak bonds between these elements and hydrogen may also occur resulting in low stress grain boundary failure.
It is clear from above that the mobility of hydrogen is important. The overall process of hydrogen entering a metal is shown below for hydrogen embrittlement. Most metals have an oxide film on the surface. Hydrogen is formed on this surface and must diffuse through it into the metal below. Once in the metal the hydrogen permeates through along grain boundaries. It is thought that a critical combination of hydrogen concentration and triaxial tensile stress is required to initiate subsurface failure.
Metal Based Film
Double Layer
+
2H + 2e 2H
H
+
2.
. Charge Transfer
H
Steel Substrate
3.
PERMEATION
Stress
4.
Precipitate
C
H
t
1.Electrolyte at Crack Tip
Hydrogen Testing.
Permeation Studies.
The objective of permeation testing is to determine the rate of hydrogen flow through the metal.
A two potentiostsat cell is used. One side of the sample is held at a low cathodic potential to produce hydrogen.This is the charging side of the cell. The other side is held at a higher potential so that any hydrogen atoms coming from the cell are oxidized to form hydrogen ions and combine with hydroxyl ions to form water.
Pot 1 Pot 2
C harge Side
+ -
C athodic to p roduce H
Oxidize Side
+ -
H + OH -> H O
2
Measure C urrent
mA/cm
2
C ounter electrode Ref elect
Working electrode
Solutions NaOH 1M
Samp le
Memb rane
The current flowing in the oxidation portion of the cell is measured.and is then solely due to the hydrogen ions being oxidized and is a measure of the permeation or diffusion rate of the hydrogen atoms through the metal. Permeation curves are measured which plot current against time. A schematic of the curves are shown below.
Saturation level
Current
Time
Using the basic relations below the diffusion rate of hydrogen in steels can be measured.
In this way the effect of different traps can be found by changing the microstructure of the material. The diffusion rate of different steels can also be determined.
BASIC RELATIONSHIPS
10 6 Amps.cm
2 = 1.04 x 10 11 moles H.cm
2 .s
1
From Permeation Curves to Saturation under charging
Deff = 0.25 L 2 / t
(x) where :- L - membrane thickness and t (x) is time to reach 83 % of saturation flux.
D is around 10 5 cm/sec 2 for ion and10 3 for steels.
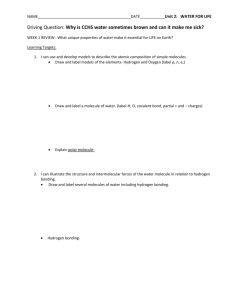
Several mechanical tests are available. The four point bend rising step load test described in the section of stress corrosion testing can be employed. The figure below provides data from the rising step load test to compare the K1HEM data for several steels as a function of their open circuit potential.
As can be seen from the graph, the higher the open circuit of the steel the higher the
K
1HEM.
This type of data is useful in materials selection to determine the optimum material for the application.
Methods for Hydrogen to Enter Metals.
1. Pickling.
Often a pickling process is used to clean surface oxide from the surface of metals. This is a chemical dissolution process usually in a strong acid which produces significant amounts of hydrogen.
2. Chemical Metal Removal.
Chemical polishing to remove material to bring it into tolerance and also to clean the surface is conducted. This is the same process as #1 but without the need to remove as much material.
The dependence of K1hem on open circuit potential in 3.5% NaCl for a range of steels
at Rc 51-53
40
30
20
10
-0.7
-0.6
Ecorr
(V, SCE)
-0.5
-0.4
3. Plating Operations.
Electroplating of chromium and cadmium often produced hydrogen form the cathodic reactions involved.
4. Crevice corrosion conditions were shown to produce hydrogen due to environmental changes.
Many hydrogen embrittlement failures rare found at the root of threads due to both stress concentrations and local environmental conditions.
5. Service conditions.
The service conditions in the petrochemical industry with hydrogen sulfide gas or in acid making plant and other chemical plant can produce large amounts of hydrogen.
Prevention .
1. Lower stress on component.
2. Change material by going to nickel alloys.
3. High strength steels can be heat treated to lower strength and still be used. Fatigue performance decreases. The petrochemical industry has a general rule that steels less than Rc 22 will not suffer hydrogen embrittlement.
4. Bake after a plating operation. Temperatures around 325F for 24 hours are usually sufficient to remove hydrogen.
Comparison of Stress Corrosion Cracking and Hydrogen Embrittlement
The main feature to separate the two is that one SCC is anodically controlled and the other HE, is cathodically controlled. The problem is there appears to overlap between the two distinct conditions. For example the open circuit potential for many aluminum alloys is in the -
0.8 V(SCE) region. Examination of the cathodic polarization of water indicates that both reduction of water to form hydroxyl ions and the cathodic reduction of hydrogen ions to atomic hydrogen is occurring. Even when the aluminum is anodically polarized a little hydrogen ion reduction is still possible. There is no easy answer to this problem as aluminum alloys can be subject to both processes at open circuit.