18th European Symposium on Computer Aided Process Engineering – ESCAPE 18
Bertrand Braunschweig and Xavier Joulia (Editors)
© 2008 Elsevier B.V./Ltd. All rights reserved.
Performance Analysis and Optimization of
Enantioselective Fractional Extraction with a
Multistage Equilibrium Model
André B. de Haan,a Norbert J.M. Kuipers, b Maartje Steensmac
a
Eindhoven University of Technology, Faculty Chemical Engineering and Chemistry,
PO Box 513, 5600 MD Eindhoven, The Netherlands
b
University of Twente, PO Box 217, 7500 AE Enschede, The Netherlands
c
Akzo Nobel Salt bv,PO Box 10, 7400 AA Deventer, The Netherlands
Abstract
Chiral compounds are important products in the pharmaceutical and fine chemical
industry. Fractional reactive extraction (FREX) is a promising enantiomer separation
method but knowledge on translation into industrial practice is very scarce. In this work
the combinations of process and product parameters that generate a specified yield and
product purity have been evaluated using a multi-stage equilibrium model. The
simulations demonstrated that the influence of changes in process parameters (pH, T,
concentrations) can be predicted with the multistage equilibrium model for reactive
extraction of phenylglycinol and phenylethylamine. A higher pH, lower temperature,
higher concentrations and a higher excess of extractant all result in higher purities.
Implementation of reflux results in somewhat higher product purities (or less stages),
but a significant loss in capacity. Recovery of product and extractant by backextraction
should be carried out by pH shift, preferably with CO 2 to prevent salt formation. For
separating racemic mixtures with a minimal single stage selectivity of 1.5 a multiproduct extractor should contain 50 stages, evenly distributed over the wash and strip
section.
Keywords: Multistage modeling, Fractional extraction, Enantiomer
1. Introduction
In the pharmaceutical and fine chemical industry, chiral compounds play an important
role as intermediates and end products. Most of these products are produced in a multiproduct environment. Fractional reactive extraction (FREX) is a promising alternative
to existing enantiomer separation methods. In this technique an enantioselective
extractant is employed as separating agent in the fractional extraction scheme that
employs a wash stream to remove the less strongly bonded enantiomer from the extract.
[1]. So far, (fractional) reactive extraction has been studied by a number of authors for
chiral separation of amino acids [2-7] and occasionally for other enantiomer classes [812]. However, knowledge on translation of lab-scale FREX into industrial practice or
into a general multi-product design is very scarce. In our previous work, we have
established an azophenolic crown ether based solvent system as a versatile, i.e. multiproduct, and highly selective extractant for various amines and amino alcohols [13]. The
single-stage extraction equilibria including back-extraction were investigated [14] as
well as the kinetics of the complexation reactions [15].
2
A.B. de Haan et.al.
As a step towards industrial implementation, this work aims to elucidate which
combinations of process and product parameters generate a specified yield and product
purity in a multistage extractor. To reach this goal, a multi-stage equilibrium model has
been constructed based on a single stage description comprising the chemical and
physical equilibria of the system. Simulations have been performed to study the effect
of process parameters and the consequences for the design of a multi-product extractor.
EXTRACT
R, C
WASH
aq
org
pK
HR+
HS+
pK
H+
+R
H+ + S
P
P
R+C
S+C
KR
KS
1
RC
FEED
R,S
wash
section
2
3
SC
strip
section
4
RAFFINATE
S
SOLVENT
C
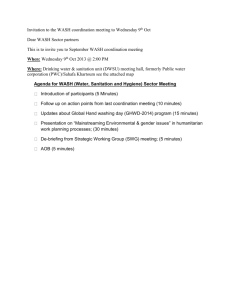
Figure 1: (left) Single extraction stage: main equilibria between enantiomers ‘R’ and ‘S’ and
enantioselective extractant ‘C’; (right) fractional extraction scheme with wash stream (KR > KS).
2. Multi-Stage Equilibrium Model
For the previously established azophenolic crown ether extractant a predictive single
stage equilibrium model (Figure 1) was constructed and validated [14]. The extent of
extraction is characterised by the distribution ratios DR and DS for each enantiomer:
DR
[ R ]org,allforms
[ R ]aq,allforms
[ R ]org [ RC ]org
[ R ]aq [ HR ]aq
and
DS
[ S ]org,allforms
[ S ]aq,allforms
(1)
The operational selectivity op is defined by the ratio of these distribution ratios. Its
upper limit is the intrinsic selectivity int, which is the ratio of the complexation
constants:
op
DR
DS
(assuming DR > DS)
and
int
KR
KS
(2)
In fractional extraction equipment, additional degrees of freedom are the solvent-to-feed
ratio (S/F), the wash flow (as W/F or W/S), the number of stages and the location of the
feed stage. As measure for optical purity of the raffinate and the extract, the
enantiomeric excess (e.e.) is used [16]. The e.e. and yield of the enatiomer R in the
extract are given as:
e.e.
[ R] [ S ]
[ R] [ S ]
yield R , EXTRACT
total R extract
total R feed
[mol ]
(3)
[mol ]
The concentrations of extractant and enantiomer are characterised by the ‘concentration
level’ and the ‘extractant excess’ defined as:
Performance Analysis and Optimization of Enantioselctive Fractional
Extraction with a Multistage Equilibrium Model
excess extractant
3
S [C ] solvent
F [rac ] feed
(4)
In the multistage equilibrium model all single stages are connected countercurrently
(Figure 1). The multistage model is implemented in gPROMS (PSE Ltd., London, UK).
All equilibrium conditions and mass balances are solved simultaneously. To reduce the
simulation time, the influence of process conditions is studied at a fixed number of
stages of 4 (2 in each section) with the specification to ‘reach equal e.e. in each stream’.
This specification is used to ensure that a ‘symmetrical’ separation (equal purity in
extract and raffinate) is obtained. In each simulation the wash flow (expressed as W/S
or W/F) is adapted to reach the point where the e.e. in the raffinate equals the e.e. in the
extract.
3. Results and discussion
3.1. Influence of process parameters
Figure 2 and 3 show that for both phenylglycinol (PG) and phenylethylamine (PEA) an
increase in extractant excess, an increase in pH, a decrease in temperature or a higher
overall concentration level all result in an ‘equal e.e.’ point at a higher e.e. in both
streams and at a higher W/F ratio. By each of these changes, the extent of complexation
between crown ether and both enantiomers increases (see Figure 1). If the wash stream
is not adapted, the yield in the extract increases, but e.e. decreases. Vice-versa, the
purity in the raffinate increases, but the yield decreases. If now the wash stream is
increased as well, more enantiomer is washed back from the extract, and equal yield and
purity are obtained in extract and raffinate.
3.2. Influence of number of stages
The influence of pH and concentration level on the W/F ratio and required number of
stages that yield a product purity of 0.98 e.e. are presented in Figure 4. It can be seen
that lower pH or lower extractant excess results in a lower e.e. in four stages and thus
also in a larger stage requirement to reach e.e. = 0.98.
1
PG
0.8
20
0.6
PEA
0.4
1
0.8
PG
15
W/F
PEA
e.e.
30
W/F
20
0.6
PEA
10
e.e.
40
0.4
PEA
10
PG
0
0
10
20
T [°C]
30
0.2
5
0
0
0.2
PG
7.5
8.5
9.5
0
10.5
pH
Figure 2: Influence of temperature (left) and pH (right) on ‘equal e.e.’ points (W/F, e.e.) for
(a)
(b)
separation of PEA (pH=9.4) or PG (pH=9.1); S/F=2 with [rac] =0.01 M and [C]=0.01 M.
4
A.B. de Haan et.al.
20
0.9
40
1
30
10
0.8
S/F=1
5
W/F
0.85
[C]= 0.01
e.e.
W/F
15
0
2
4
6
8
0.8
PEA
0.6
20
0.4
PEA
10
0.2
PG
0
0.75
0
PG
0
10
e.e.
S/F=1
0
0.04
0.02
[C] = [rac], M
extractant excess [-]
40
40
30
30
30
20
20
10
10
10
0
0
15
20
10
5
0
8.5
9
9.5
N
W/F
20
40
W/F
25
10
N
Figure 3: Influence of extractant excess on PG separation (left, pH=9.1) and concentration level
on equal e.e. points (W, e.e.) for separation of PEA (pH=9.4) or PG (right), S/F=2
0
0
pH
2
4
6
8
10
extractant excess [-]
Figure 4: Influence of pH (left) and extractant excess (right, pH=8.6) on W/F ratio and stage
requirement N for PEA separation; e.e.=0.98 in both extract and raffinate, S/F=2, [rac]=0.02 M.
1
2.4
0.88
extract
0.87
0.9
raffinate
0.8
0.86
e.e.
W/F
e.e.
2.2
2
0.85
0.7
1.8
0
0.0005
[R-PG] in wash
0.001
0
0.0005
0.84
0.001
[R-PG] in wash
Figure 5: (left) Effect of reflux of R-PG in wash stream in PG separation on e.e. in extract and
raffinate, fixed W/F=2.3, [rac]feed=0.01 M, S/F=2 with [C]=0.01 M (right) influence on location of
equal e.e. points: W/F and e.e.
Performance Analysis and Optimization of Enantioselctive Fractional
Extraction with a Multistage Equilibrium Model
5
3.3. Minimal excess of extractant
It was observed in the simulations that if there is no excess of extractant over the
enantiomers, a full separation can never be obtained. Under these circumstances, the
extractant will eventually become fully loaded, and adding more stages will not increase
the product purity any further. Therefore, a minimal excess around 1.5 is required for
the conditions and systems studied in this paper.
Wash
stream
W
3.4. Reflux
The effect of reflux (addition of R-PG to wash stream) on e.e.’s in separation of PG is
given in Figure 5(left) for a constant wash stream. It can be seen that the purity in the
extract increases and the purity in the raffinate decreases. New ‘equal e.e.’ points were
determined by adapting the wash stream. They are presented in Figure 5(right). It is
concluded that reflux of the strongly bound enantiomer in the wash stream indeed
results in a better e.e. (or lower stage requirement) and lower W/F ratio at the operating
point. However, for an appreciable effect a rather large concentration of one enantiomer
has to be present in the wash
stream, so a large fraction of the
W2
aq. stream
product stream (raffinate 2) needs
to be refluxed. Especially with a
F
high W/F ratio, application of
Feed
fractional
back
reflux may be uneconomical.
(R,S)
extraction
Figure 6: Conceptual flow sheet
comprising fractional extraction and
back-extraction unit with recycle of
solvent stream. Assumption: R is
preferentially extracted ( KR > KS)
extraction
solvent, C
clean
solvent, R,C
loaded
Raff. 2
R in
water
Raff. 1: S in water
6
6
W2/F
W2/F
N= 2
4
N= 2
2
N= 3
0
4
N= 3
2
0
5.5
6
pH
6.5
5.5
6
6.5
pH
Figure 7: Back-extraction of PEA (left) and PG (right) by pH shift, aqueous stream W2 (as ratio
to feed F) requirement for 99.5 % recovery. Data for N=2 and N=3, loading conditions: 5 °C,
S/F=1.5, [C]=[rac]=0.02 M.
3.5. Back-extraction
To recover the strongly bound enantiomer product and the extractant, the loaded solvent
stream can be treated in a back-extraction unit (Figure 6). A convenient way to achieve
back extraction by pH shift without producing salts is the addition of low-pressure CO2
[14]. The model results for back-extraction of PEA (left) and PG (right) by pH shift are
6
A.B. de Haan et.al.
presented in Figure 7 for 2 and 3 equilibrium stages. It can be seen that the W2/F ratio
decreases with decreasing pH and increasing number of stages. W2/F determines the
dilution of the product in raffinate 2 compared to the feed meaning that for W2/F<1
(below dotted line), the product concentration has increased compared to the feed.
4. Design considerations in a multi-product environment
Conventionally, an extractor is designed to separate a specific compound in the most
economical way. However, for multi-product applications the extractor should contain
sufficient stages for each component of (future) interest. It was found with the
multistage model that if a multi-purpose extractor with 50 stages is built, all systems
with op > 1.5 can be succesfully separated, and with 30 stages, all systems with op >
2.0. Any ‘excess’ stages for a certain component opens possibilities to increase the
capacity or reduce costs in that specific separation. The multistage model can be used as
a tool for optimization.
5. Conclusions
The availability of the versatile crown ether extractant in combination with the
multistage model results in a unique separation tool in a multi-product environment.
The influence of changes in process parameters (pH, T, concentrations) can be predicted
with the multistage equilibrium model for reactive extraction of phenylglycinol and
phenylethylamine. The purity and yield can be improved by each measure that results in
a higher extent of complexation; a higher wash flow rate is required then to obtain a
good yield and purity in both product streams. Implementation of reflux results in
somewhat higher product purities (or less stages) at a slightly smaller W/F ratio, but a
significant loss in capacity. Recovery of product and extractant by backextraction
should be carried out by pH shift, preferably with CO2 to prevent salt formation.
References
[1] T.C. Lo, M.H.I. Baird, C. Hanson, 1983, Handbook of Solvent Extraction. Wiley-Interscience,
New York
[2] T. Takeuchi, R. Horikawa, T. Tanimura, 1984, Anal. Chem., 56, 1152-1155.
[3] H.B. Ding, P.W. Carr, E.W. Cussler, 1992, A.I.Ch.E.J., 38, 1493-1498.
[4] Y. Yokouchi, Y. Ohno, K. Nakagomi, T. Tanimura, Y. Kabasawa, 1998, Chromatography, 19,
374-375
[5] H. Tsukube, J. Uenishi, T. Kanatani, H. Itoh, O. Yonemitsu, 1996, Chem. Comm., 4, 477-478.
[6] M. Pietrasckiewicz, M. Kozbial, O. Pietraszkiewicz, 1998, J. Membr. Sci., 138, 109-113.
[7] P.J. Pickering, J.B. Chaudhuri, 1997, Chem. Eng. Sci., 52, 377-386.
[8] Y. Abe, T. Shoji, M. Kobayashi, W. Qing, N. Asai, H. Nishizawa, 1995, Chem. Pharm. Bull.,
43, 262-265.
[9] Y. Abe, T. Shoji, S. Fukui, M. Sasamoto, H. Nishizawa, 1996, Chem. Pharm. Bull., 44, 15211524.
[10] V. Prelog, Z. Stojanac, K. Kovacevic, 1982, Helv. Chim. Acta, 65, 377-384.
[11] V. Prelog, S. Mutak, K. Kovacevic, 1983, Helv. Chim. Acta, 66, 2279-2284.
[12] V. Prelog, M. Kovacevic, M. Egli, 1989, Angew. Chem. Int. Ed. 28, 1147-1152.
[13] M. Steensma, N.J.M. Kuipers, A.B. de Haan, G. Kwant, 2006, Chirality, 18, 314-328.
[14] M. Steensma, N.J.M. Kuipers, A.B. de Haan, G. Kwant, 2006, J. Chem. Techn. Biotechn.,
81. 588-597.
[15] M. Steensma, N.J.M. Kuipers, A.B. de Haan, G. Kwant, 2007, Chem Eng. Sci., 62, 13951407.
[16] R.A. Sheldon, Chirotechnology, Industrial synthesis of optically active compounds. Marcel
Dekker Inc., 1993.