word - Assiut University

International Conference on:
“New Role for the World Sugar Economy in a Changed Political and
Economic Environment ”
Energy Savings in Beet Sugar Factories by Adding Plate
Evaporator Unit or Booster Evaporator System
Saleh M. Abdel-Samad (1) ,
Ali K. Abdel-Rahman (2) and Mohamed M. El-Tabakh (3)
(1) Head of production, Delta Sugar Company, Egypt
(2)
Mechanical Engineering Dept., Assiut University, Assiut, Egypt
(3)
Deputy Director of Factories, Delta Sugar Company, Egypt
Abstract:
The sugar industry in Egypt depends on two main crops: sugar cane and sugar beet. Sugar production from sugar beet has started in Egypt since 1982 in
‘Delta Sugar Company’. In the year 2010, the sugar production from sugar cane in Egypt reached the percentage of 60.85% while it is 39.15% for the sugar beet.
The modern studies and researches have focused on analyzing sugar production industry future in Egypt from several points such as sugar production, the consumption rate and the prediction of the demand volume.
The energy consumption rate in sugar beet factories is chosen to be investigated in this study because the steam consumption in the first line in
‘’Delta Sugar Company’’ exceeds the international rates. Steam consumption and its losses will be addressed due to the following reasons: its high costs as the fuel price is increased, water costs and boiler maintenance and operation costs are also increased. In that way the steam consumption represents the main factor of sugar cost per ton. Although, we are using high efficient equipment in heat transfer
(plate heat exchangers) to raise temperature of clear juice to 125 o C, a study is carried out by adding an evaporating unit as booster with heating surface area of
1000 m 2 . The booster is connected in parallel with the third effect to investigate its effect in steam consumption saving.
The main objective of this study is to investigate the energy saving in beet sugar factories by adding plate evaporator unit or evaporator booster system. The present study shows that using plate heat exchanger is essential to reduce operating costs.
In this study, by raising the temperature of the clear juice to125 o C, before it enters the first effect and adding a booster evaporating body with heating surface area of 1000 m 2 connected in parallel with the third effect, it was found to be the best solution which led to the increase in production capacity by 20% from
6000 ton beet/day to 7200 ton beet/day. Moreover, the sugar factory was found to operate at 34.76% steam on beet compared to 43.48% before this study. The energy saving due to this solution is equal to 55579.4 ton steam/136 day.
10-13 November 2012, Aswan, Egypt Saleh M. Abdel-Samad et al
International Conference on:
“New Role for the World Sugar Economy in a Changed Political and
Economic Environment ”
Introduction
For economic and environmental reasons, there is a constant need of reconstruction of sugar factories. The dominating trend is to increase the production rate and take advantage of advances in sugar technology and environment protection technologies [1]. Energy efficiency is also an important issue in factory reconstruction as the fuel cost is of the order of 10% of the overall cost of sugar production and fuel burning in the power house is responsible for a major part of atmospheric emissions [2]. Consequently, sugar factory retrofit typically includes improvements in the factory's energy system to reduce energy consumption. Several alternative designs with varying capital and operating costs are usually produced, and the final retrofit design is selected from these alternatives. A beet sugar factory is typically operated during three months per year, and therefore, the cost of the retrofit investment has to be carefully balanced against the value of the attainable reduction of the operating cost [2].
Recent studies analyze the future of the sugar industry in Egypt from sugar cane and sugar beet. These studies have focused on the importance of increasing the production of sugar from sugar beets, as this will save water needed for agriculture. Sugar production depends on large scale operations that consist of several unit operations. Separation of sugar from non-sugars in fact is the aim of almost every step of sugar production. The improvement in each station is expressed by the purity and the steam consumption per ton of raw material [3].
A retrofit strategy that is of particular interest to sugar factory operators assumes reducing energy consumption by retrofitting the subsystems of evaporation and process heating so as to make improved heat recovery possible.
This may create an opportunity to increase the sugar output while avoiding costly investments in the utility systems [4].
Review of Literature
The European countries and the countries of North America and many countries of the world focused on carrying out studies and research in the provision of energy in the sugar factories. The experiences of European countries in this area have concluded that the consumption of steam/beet is to reach the percentage of 15% [5]. Those countries worked on decreasing vapor consumption with the technological methods using plate heat exchangers with high thermal transmission efficiency which reduces the difference between the hot side and the cold side temperatures to be less than 4 °C [5].
As part of a major expansion designed to increase production at one of its refineries, British Sugar, UK, increased the number of effects, or stages, in their evaporation process from five to six. Some of the results achieved are: a) an
10-13 November 2012, Aswan, Egypt Saleh M. Abdel-Samad et al
International Conference on:
“New Role for the World Sugar Economy in a Changed Political and
Economic Environment ” increase of 17% in production, b) energy savings worth GBP 412,600/year or
196,480 GJ/year, c) payback period ranges from 1.3 to 3.1 years [7].
Most factories operate with steam consumption in the range 20 – 30% on beet. The leading factories such as Klein Wanzleben are designed for around 17% beet and various studies have suggested that 14-15 % beet represents the theoretical minimum using proven technologies [8].
The Balcke-Dürr retrofit concept for Robert evaporators minimize the complications associated with replacement of a complete effect for higher production capacity considers the re-use of the existing (Robert) vessel and minimization of the changes to peripheral components like piping and control [9].
Until now, no systematic methods for energy system retrofit in sugar factories have been widely accepted. Research carried out in the 1970s on the application of mathematical modeling and non-linear programming methods [10] turned out to be premature because with the computer technology available at that time, these methods were too difficult to implement in practical design.
Early applications of pinch based techniques to energy improvements in
British and other European sugar factories could only confirm that conventional design methods were sufficiently effective [11].
Recently the fuel price reached its highest level, so this study is about energy saving in beet sugar factories through the addition of unit plate evaporator or booster evaporator system. During the course of this study, many ways is offered to energy saving in the sugar beet factories. The most important methods of energy saving used in this study include:
Raising the temperature of the clear juice which enters the first effect evaporator from 91 o C to 125 o C.
Adding new evaporation unit (booster evaporator).
Proposed Study:
In this section the two modes of operation are studied.
First: (The current situation), the clear juice enters to effect evaporator number one at 105 o C (see Fig. 1) which is less than the flash temperature (128 o C) in this case. So the evaporator number one acts as heat exchanger and evaporator.
Thus, the rate of consumption of steam is very high and this point is very important.
After studying the current situation during the operation, the rate of steam consumption was found to be equals 33.7 kg/s. And the results through the annual report of industrial control for rate of steam consumption during two consecutive years 2010 and 2011 were found to be equals 33.95 kg/s. This
10-13 November 2012, Aswan, Egypt Saleh M. Abdel-Samad et al
International Conference on:
“New Role for the World Sugar Economy in a Changed Political and
Economic Environment ” confirms the accuracy of the present results.
Second: (The situation after the present study), we carry out the present study to reduce the rate of steam consumption using the following two main modes.
A.
The temperature of clear juice is raised from 91 o C to 125 o C by replacing shell and tube heat exchanger with plate heat exchanger (see Fig. 2).
B.
Adding booster evaporator system (see Fig. 3) to the evaporation station.
Each mode is illustrated as follows, respectively.
First: Evaporator station for clear juice at 105 °C (Current Situation Study)
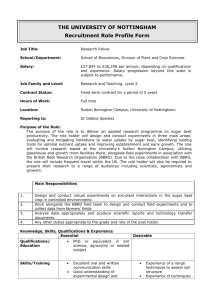
Figure 1 shows an evaporator station with five effects connected in such a way that both steam and juice flow in sires from effect 1 to effect 5 (forward mode). The evaporators normally are of the tube type with the juice boiling inside vertical tubes and the steam condensing out side the tubes. Vapor leaving each effect is illustrated and also separate extraction of condensate from each vessel is shown. The heat transmitted from the vapor to the juice across the tubular calandria corresponds to the latent heat of vaporization in the calandria. Thus it is necessary to evacuate or remove a weight of condensate equal to the weight of steam used. This removal of condensate is effected by drains placed at the lower part of the calandria. The results obtained before the addition of the booster unit are shown in Table (1).
128 o C 118 o C 110 o C 101 o C 91 o C
Steam @ 135 o C
Juice @105 o C
B o x = 16 m
Ji
= 106 kg/s
1 2 3 4 5
Syrup @ 94 o C
B o x = 65 m
Jo
= 26.09 kg/s
Feed water to boiler
C 1 C 2 C 3 C4 C5
Condensate water
10-13 November 2012, Aswan, Egypt Saleh M. Abdel-Samad et al
International Conference on:
“New Role for the World Sugar Economy in a Changed Political and
Economic Environment ”
Figure (1): Current evaporation station.
Table (1): Data obtained before the addition of the booster unit
Effect No
1
2
3
Latent heat of steam
2722.95
2714.16
2699.94
Mass flow stream in kg/s
33.08
24.52
12.48
Heat transferred
Q kW
58698.5
46783.2
21819.07
Area A m 2
Temp.
Diff.
U kW/m 2 K
Heat
Load
Q/A kW/m 2
Type
3100
3100
3100
7
9
6
2.71
1.67
1.17
18.94
15.09
7.04
Robert
Robert
Robert
4 2688.22
10.22
11175.5
2000
5 2673.16
1.89
3227 800
Second: (The situation after the present study):
7
6
0.79
0.67
5.59
4.03
Robert
Robert
The present study is carried out as follows:
(A): Raise the temperature of clear juice from 91 o C to 125 o C. This is done by replacing the old type heaters (shell and tube heat exchanger) by another type with high thermal efficiency (plate heat exchanger) (see Fig.2). This is carried out to achieve the lowest value of the difference between the temperatures of the used steam and the juice to raise its temperature to 125 ˚C. In order to benefit from all types of produced steam, plate heaters characterized by its high thermal efficiency compared with the pipes heater is used to reduce the required heating surface area.
This carried out by using a modern type of plate heat exchangers instead of shell and tube heat exchanger. Juice heaters which mentioned above are connected in a raw. According to operation conditions and the data available for each heater, the followings are shown in Fig.4 which shows the set of plate heat exchangers used to heat the clear juice. It is connected in series for clear juice, but the steam out from effect no. (3) is directed to the plate heat exchanger no.
(1), steam out from effect no. (2) is directed to the plate heat exchanger no. (2), steam out from effect no. (1) is directed to the plate heat exchanger no.(3), and steam out from turbine exhaust is directed to the plate heat exchanger no. (4). The results for the temperature raise of clear juice from 91˚C to 125˚C by using the abovementioned four plate heat exchangers are given in Table (2). The table shows that the area of the first and fourth plate heat exchangers, the area of the second and third plate heat exchanger is equal. Accordingly, the temperature difference for both the hot side and cold side is the same for each pair of exchangers. Hence, the heat exchanged shows similar trend.
10-13 November 2012, Aswan, Egypt Saleh M. Abdel-Samad et al
International Conference on:
“New Role for the World Sugar Economy in a Changed Political and
Economic Environment ”
Steam @ 110 o C
From B. E. 3
P.H.E
1
Steam @ 118
From B. E. 2 o
P.H.E
2
Seam @ 128 o C
From B. E.1
P.H.E
3
Steam @ 135 o C
From Exhaust
PH.E
4
Clear Juice to
Evaporator 1
@125 o C
Clear Juice
Input
@91 o C Condensate water
Figure (2): Plate heat exchangers station for clear juice
Table (2): Data for plate heat exchangers station for clear juice
Exchang er No.
1
2
3
4
Heat surface
Hot side
(Steam)
( m2)
Inlet
T1 ˚C
Outlet
Temp
T1 ˚C
110 102 85
150
150
118 107
128 117
85.68 135 128
Cold side
(thin juice) Heat
Exchanged Inlet
Temp t1 ˚C
Outlet
Temp t1˚C
( kW )
91
98
98
108
2886.38
4134
108 119
119 125
4605.7
2512.2
Heat load
(kW/m2)
33.96
27.56
30.70
29.32
Steam consumptio n (kg/s )
1.3
1.87
2.12
1.17
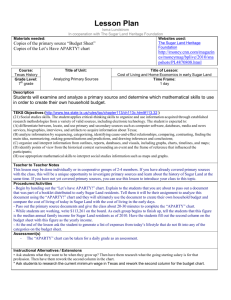
B): The study after addition of the booster evaporator unit: Heating surface area of the booster is equal to 1000 m 2 . It is connected in parallel with the third effect as shown in Fig.3. Accordingly, the steam generated in the second effect can be divided between the third effect and the unit evaporation booster which has been added.
Figure 3 shows an evaporator station with five effects and booster evaporator. They are connected in such a way that both steam and juice flow with each other in the same direction (forward mode). Juice flows in series from effect
1 to effect 2 to booster evaporator unit, then to effect 3, 4 and 5; respectively. The results obtained after connecting the booster evaporator on parallel with third effect are given in Table (3).
HTC(U) kW/m2˚
C
2.95
2.9
3.41
3.08
10-13 November 2012, Aswan, Egypt Saleh M. Abdel-Samad et al
International Conference on:
“New Role for the World Sugar Economy in a Changed Political and
Economic Environment ”
128 o C 118 o C 110 o C 110 o C 101 o C 90 o C
1 2 3b 4 5
Steam
@135 o
C
Juice@125 o
B o x = 16
C
Cp=3.94KJ/kg.K
3a
m jo
=
23.88kg/s
Syrup@94 o C
B o x=71
C1 C2 C3a C3b C4 C5
Feed water to boiler
Condensate water
Figure (3): Evaporation station with booster evaporator unit
Table (3). Data obtained after connecting the booster evaporator on parallel with third effect
Effect
No
1
2
3a
3b
4
5
Latent heat of steam kJ
2722.95
2714.16
2699.94
2699.94
6288.22
2658.93
Mass flow steam in
Kg/s
27.26
24.70
8.98
9.77
7.68
2.32
Heat transferred
(Q) kW
60065.6
48239.1
9261
22400.91
10318
3449.6
Results and Discussion:
Area
(A) m 2
3100
3100
1000
3100
2000
800
Temperature
Different
7
9
7
7
7
7
U kW/m 2
K
2.77
1.73
1.32
1.03
0.74
0.62
Heat
Load
Q / A
19.38
15.56
9.26
7.23
5.16
4.31
Type
Review of the results that obtained is as the followings:
1.
Analyze the results to raise the temperature of the clear juice from 91
125 o
Table (1). o C to
C by using four plate heat exchangers, such as heat exchanged, heat load, steam consumption, and overall heat transfer coefficient are shown in
Robert
Robert
P-Evp.
Robert
Robert
Robert
10-13 November 2012, Aswan, Egypt Saleh M. Abdel-Samad et al
International Conference on:
“New Role for the World Sugar Economy in a Changed Political and
Economic Environment ”
2.
The results obtained before addition the booster unit are given in Table (2).
3.
The results obtained after connecting the booster evaporator on parallel with third effect are given in Table (3).
4.
The most important characteristic of this analysis is the difference in the consumption of steam between the two cases and the results obtained are given in Table (4).
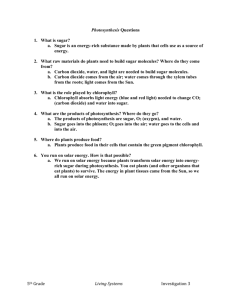
5.
Through these results and the use of the three equations for material balance and energy balance, a computer program has been designed for evaporation units. When the brix of the clear juice from 12-20 Box
(lowest- highest). The rate of entry of steam to vaporize clear juice in every body m si
(kg/s) is obtained using this program. And the rate of exit vapor vaporized from every body m vo
(kg/s), in rang mentioned (from 12-20 Bx), were obtained as shown in Fig. (7) and Table (5).
Table (4): Difference in the consumption of steam between the two cases
Year
2010
2011
Average
Research
Differ.
Operating days
149
123
136
136
-
Beet through put kg/s
79.81
76.49
78.15
= 6752 ton beet / day
83.33
= 7200 Ton beet / day
5.18
Steam consumption kg/s
33.22
34.68
Steam
% beet
%
41.62
45.34
33.95
43.48
28.43
5.52
34.12
9.36
30
25
20
15
10
5
0
1
Effect No
2 3 movo
4 mosi
5 6
30
20
10
60
50
40
0
1 2 3
Effect No
4 5
10-13 November 2012, Aswan, Egypt Saleh M. Abdel-Samad et al
6 mosi movo
#REF!
International Conference on:
“New Role for the World Sugar Economy in a Changed Political and
Economic Environment ”
Figure (7): Steam consumption for every effect
Table (5): Input and output values for each effect
Effect
No
Input values for effects Output values for effects t i m ji s
ג
B o x i
C pi t o m jo v
ג
.
r c
B o x o
C po
Effect 1
Effect 2
Effect 3a
Effect 3b
Effect 4
Effect 5
125 106 2722.95
16 3.94
128
128 78.88
2714.16
21.5
3.84
119
119 53 2699.94
32 3.66
111
111 43.49
2699.94
111 33.92
2688.22
103 26.09
2674.83
39
50
65
3.53
111
3.33
103
3.04
94
78.88
2714.16
515.3
21.5
53
43.94
33.92
26.09
2699.94
2688.22
2688.22
2673.16
520.3
527.1
527.1
531.8
24.22
2658.93
539.5
32
39
50
65
71
3.84
3.66
3.53
3.33
3.04
2.92
Mass balance m vo
27.12
25.88
9.06
9.57
7.83
1.87
Heat balance m si
27.25709093
24.69937444
8.508985199
9.767598305
7.680458352
1.616051805
Conclusions:
In this study, by raising the temperature of the clear juice to125 o C, before it enters the first effect and adding a booster evaporating body with heating surface area of 1000 m 2 connected in parallel with the third effect, it was found to be the best solution which led to the increase in production capacity by 20% from
6000 ton beet/day to 7200 ton beet/day. Moreover, the sugar factory was found to operate at 34.76% steam on beet compared to 43.48% before this study. The energy saving due to this solution is equal to 55579.4 ton steam/136 day.
Recommendations:
The future work includes using:
1) Booster evaporators in series with an exiting Roberts and raise temperature for clear juice to 125c by using plate heat exchanger.
2) Heat recovery from vacuum pan vapor/condenser water, condensate and other sources.
3) Using boiler flue gases in pulp drives or for preheating combustion air.
4) Using vapor from evaporators for preheating combustion air.
5) Energy monitoring and management programmers, minimizing process water addition.
6) Larger, more efficient sugar centrifugals.
7) Retrofitting a falling plate evaporator with a Roberts vessel can reduce ancillary equipment and installation may be more difficult.
10-13 November 2012, Aswan, Egypt Saleh M. Abdel-Samad et al
International Conference on:
“New Role for the World Sugar Economy in a Changed Political and
Economic Environment ”
References
1K. Urbaniec, The Evolution of Evaporator Stations in the Beet-Sugar
Industry, Journal of Food Engineering, Vol. 61 (2004), No, 4, pp. 505-508.
2Z.Z. Zavargo, A.I. Jokic, B.B. Prodanic, J.P. Grbic, and R. Jefftic-
Mucibabic, Performance of Falling Film Plate Evaporators in Reconstructed
Multiple-Effect Evaporation Station in Sugar Factory, Thermal Science, Vol.
10 (2006), suppl. No. 4, pp 55-61.
3 M. Asodi, Beet-Sugar Handbook, Wiley and Sons Inc., Hoboken, New
Jersey, 2007.
4K. Urbaniec, P.Zalewski and X.X. Zhu, A Decomposition Approach for
Retrofit Design of Energy Systems in the Sugar Industry, Applied Thermal
Engineering, Vol.20 (2000), pp.1431-1442.
5Phil Thompson, Reducing Energy Consumption in Beet Factories, Sugar
Knowledge International Ltd, UK, http://www.sucrose.com/energy.html.
6Alfa Laval, American Crystal Sugar uses Plate Evaporators and Plate Heat
Exchangers to upgrade Plants for increased Production Capacity and
Improved Heat Economy, PD 671 82 E 9606.
7CADET IEA OECD, energy efficiency, New Plate Evaporator at Sugar
Refinery Saves Energy, UK 95.501/2A.F03, January 1995.
8H. Wunsch, Energy Saving Possibilities in the Sugar Industry, Sugar Y
Azucar, January 1998.
9B. Morgenroth, D. Jayatilaka and G. Punter, Development of Plate
Evaporator Technology, the Market Place and the choice for the Sugar
Engineer, EuroTechLink, 1997, British Sugar, York.
10A. Kubasiewicz, M. Kulig, W. Lekawski, and K. Urbaniec, Some Aspects of
Computerized Design of Thermal Systems of Beet Sugar Plants, Proc.
Symp. Computers in Design and Erection of Chemical Plants, Karlovy Vary,
1975, pp. 599-607.
11B. Linnhoff, G.T. Polley, and V. Sahdev, General Process Improvements through Pinch Technology, Chem. Eng. Progress (May) (1988), pp. 51-58.
12N.R. Twaite, and A.J.N. Warnes, Technical Aspects of Reducing Production
Costs, Zuckerind 114 (1989), pp. 889-897.
13P. Christodoulou, The Pinch Technology and the Energy Reduction in the
10-13 November 2012, Aswan, Egypt Saleh M. Abdel-Samad et al
International Conference on:
“New Role for the World Sugar Economy in a Changed Political and
Economic Environment ”
Beet Sugar Process, Zuckerind 117 (1992), pp. 169-175.
14Http;//www.emt.india.net/process/sugar process. html
15P. W. Vander Poel, H. Schiweek, and T. Schwartz 1998, Sugar Technology
Beet and Cane Sugar Manufacture, Verlag Dr. Albert Bartens KG-Bertin PP
16www.alfalaval.com, PD67182E/9606
17K. Urbaniec B. V., Modern Energy Economy in Beet Sugar Factories,
Elsevier science publisher, 1989.
18E. Hugot, Handbook of Cane Sugar Engineering, Elsevier Publishing
Company, Amsterdam / London / New York, 1972.
10-13 November 2012, Aswan, Egypt Saleh M. Abdel-Samad et al