30-nm hybrid lithography Fin Field Effect transistors process

Stacked nanowire gate all around (GAA) and Phi (Φ) field effect transistors fabrication
S. Pauliac-Vaujour, C. Comboroure, C. Vizioz, S. Barnola, V. Maffini Alvaro,
A. Hubert, C. Dupre, T. Ernst, P. Sixt
CEA/LETI - Minatec, 17 Rue des Martyrs, F-38054 GRENOBLE Cedex 9,
France, e-mail : sebastien.pauliac@cea.fr
For sub-45nm nodes we need to develop new architectures in order to reduce short channel effects and static power consumption (I
OFF
) induce by the gate length reduction. It has been demonstrated that stacked nanowire metal oxide semiconductor field effect transistors (MOSFETs) with gate-all-around (GAA) offer an excellent electrostatic control combined with a high on-current (I
ON
) [1].
This architecture is a real candidate for sub-32nm nodes [2]. Furthermore, it was demonstrated that their power consumption could be reduced by using independent double-gate MOSFETs (ΦFET) [3, 4] (patent EN 07 57690).
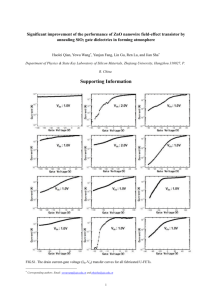
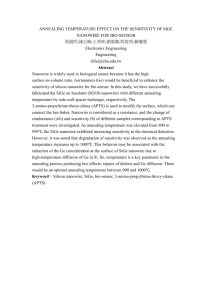
The stacked nanowire transistor fabrication is highly complex with regards to lithography and etching (Fig. 1). Active area definition is the most critical lithography level. These very dense line patterns are achieved by hybrid lithography (e-beam/DUV) (Fig. 2), via the use of chemically amplified resists
(CAR) which give the advantage of being fully compatible with both types of exposure (e-beam and DUV) [5, 6]. However, in order to achieve features of critical dimension 20nm, the resist thickness must not exceed 100nm (aspect ratio of ~5 [7]), which is not sufficient to pattern Si
3
N
4
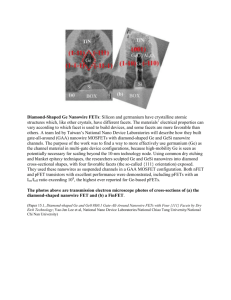
and Si/SiGe multilayer stacks of thickness 250nm. To pattern 20nm active area stacked nanowire MOSFETs with an high aspect ratio, resist patterns with a large critical dimension (45nm) were used in order to increase resist thickness up to about 280nm. Subsequently, a resist trimming [8] was performed before Si
3
N
4
and multilayer etching in order to increase the resist pattern aspect ratio (Fig. 3).
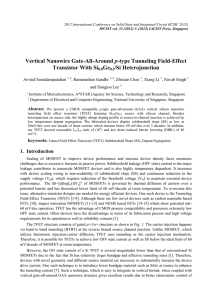
Using this resist trimming process, we achieved 14nm stacked nanowire
MOSFETs with gate all around (Fig.4) and for the first time [9], we succeeded in achieving sub-20nm ΦFET devices (Fig.4). Furthermore, GAA transistor dimensions were reduced from 14nm to 5nm by using silicon nanowire oxidation before the gate stack deposit (Fig.5) [10].
[1] T. Ernst et al., IEDM Techn. Digest 2006, p.997
[2] A. Hubert, C. Dupré, T. Ernst, S. Pauliac et al., ECS Trans. 13, (1) 195 (2008)
[3] Y. X. Liu et al., IEEE Int. SOI Conf. 2005, p. 219
[4] C. Dupré et al., IEEE Int. SOI Conf. 2007, p. 95
[5] S. Pauliac, S. Landis, J. Foucher, J. Thiault, Microelectronic Engineering 83 (2006) 1761-1766
[6] S. Landis, S. Pauliac, J. Foucher, J. Thiault and F. de Crecy, J. Vac. Sci. Technol. B 23, 2733 (2005)
[7] S. Pauliac-Vaujour, P. Brianceau, O. Faynot et al., J. Vac. Sci. Technol. B, Vol. 25, Issue 6, pp. 2030-2033 (2007)
[8] S. Barnola, C. Vizioz, S. Pauliac-Vaujour, T. Ernst et al, “Dry etch challenges in gate all around devices for sub 32nm applications”, ECS 2008 proceeding
[9] C. Dupré et al., Electron Devices Meeting, 2008. IEDM 2008. IEEE International 15-17 Dec. 2008 Page(s):1 - 4
[10] A. Hubert, C. Dupré, T. Ernst, S. Pauliac et al., ECS Trans. 13, (1) 195 (2008)
Si
SiGe
Si
3
N
4
1- Epitaxy of Si/SiGe 2- Etching of the 3- Selective isotropic superlattice + Si
3
N
4 deposit
TiN
+
Poly Si
Si
3
N
4
+ multilayers etching of SiGe
Si nanowires
+ Source and Drain implant/Annealing,
Back end
4- Gate stack definition:
HfO2/TiN/poly-Si
CMP poly-Si
5- Gate definition
SiO2 hard mask
Fig 1. Stacked nanowire MOSFET (with gate-all-around) process flow
A e-beam
DUV B
CD = 45nm
S ≥ 40nm
Aspect ratio : 5.5
A
45 nm
Aspect ratio : 8
29 nm
B
Fig. 2: Top SEM views of hybrid lithography for patterning the Si
3
N
4
+
Fig. 3: Cross sectional SEM images of resist patterns before (A) and after (B)
Si/SiGe multilayer
(CD: critical dimensions, S: space) trimming. w
Si
=14nm
Poly Si
Si
G
Si
Si
HfO
2
+TiN
BOX
Fig. 4: Cross sectional TEM images of
GAA (A) and Φ (B) field effect transistors.
Fig. 5: Cross sectional TEM view of a
.
5 nm silicon nanowire after oxidation
(with the gate stack).