1. Gasification Trials – Main Objectives - EM-UFSC
advertisement

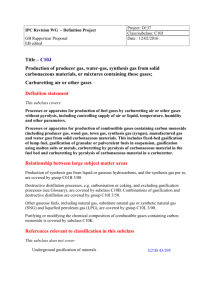
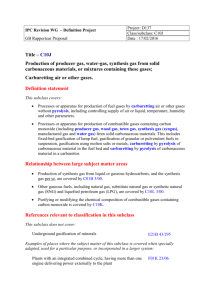
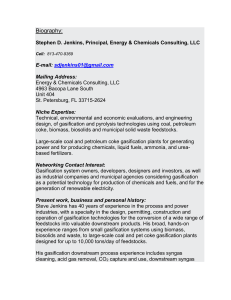
Universidade Federal de Santa Catarina Centro Tecnológico Departamento de Engenharia Mecânica Coordenadoria de Estágio do Curso de Engenharia Mecânica CEP 88040-970 - Florianópolis - SC - BRASIL www.emc.ufsc.br/estagiomecanica estagio@emc.ufsc.br Internship’s Report– 3rd out of 3 Period: from 16th of June 2009 to 16th of August 2009 Siemens Fuel Gasification Technology GmbH & Co. KG Intern: José Lourenço Magri Internship’s Supervisor: Dr. Joachim Lamp UFSC Supervisor: Prof. Edson Bazzo Page 1 Internship’s Report – SIEMENS Fuel Gasification Technology GmbH & Co. KG Freiberg, 16th of August 2009 Table of Contents 1. Gasification Trials – Main Objectives .............................................................................................. 3 2. Overall Process Description and Special Remarks about the Test Facility ...................................... 5 3. Sampling ........................................................................................................................................ 13 4. Thermodynamic equilibrium calculations. .................................................................................... 15 5. Final Remarks about the Internship .............................................................................................. 18 6. Bibliography................................................................................................................................... 19 Page 2 This document containing confidential information is property of SIEMENS Fuel Gasification Technology GmbH & CO KG and may not be reproduced or used without Contractor’s written authorization. Internship’s Report – SIEMENS Fuel Gasification Technology GmbH & Co. KG 1. Gasification Trials – Main Objectives The main objectives of the gasification trials carried out at the SIEMENS Fuel Gasification Test Facility in Freiberg, Germany, are to provide enough parameters regarding environmental, design and process for a specific coal or a coal type. The trial’s results are mostly added to the data bank of the company and serve as basic guidelines for further engineering designs. The trials involve mainly testing the desired coal at different boundary conditions, under the most important are gasification temperature and steady-state conditions. Generally a test day are divided in two different balance phases with their respective different conditions. During the last period of the internship by SIEMENS Fuel and Gasification (hereinafter referred as SFGT) was intended, as task for the intern José Magri, to accompany the gasification trials for two different types of coal. Indeed the gas sampling was carried out by the intern and he was also a member of the results evaluation group. The coals analyzed are original from a columbian quarry and from a polish quarry. The trials were not contracted by third parts, but indeed appertain to the Research and Development program of the company. During the trials was also assigned to sample the gas used, or produced throughout the process. The samples were taken at different points of the facility. The gases to be analyzed were: Oxygen; Nitrogen; Natural Gas; Synthesis Gas (before and after desulphurization process). Other than gas during gasification trials are also sampled: Quench water; Coal; Slag Produced; Page 3 This document containing confidential information is property of SIEMENS Fuel Gasification Technology GmbH & CO KG and may not be reproduced or used without Contractor’s written authorization. Internship’s Report – SIEMENS Fuel Gasification Technology GmbH & Co. KG Process Water Solids; Process Water. Rather than sampling on-line analysis regarding other parameters such as coal feed rates, process temperatures at different points, gas mass flow and so on. The trials took place in 4 (four) different days, where two days were reserved to the gasification of pure samples of the coals to be gasified and on the other dates different blends of the coal with special components, such as flux, Sodium Hydroxide, Iron Oxide were gasified and the results taken. Page 4 This document containing confidential information is property of SIEMENS Fuel Gasification Technology GmbH & CO KG and may not be reproduced or used without Contractor’s written authorization. Internship’s Report – SIEMENS Fuel Gasification Technology GmbH & Co. KG 2. Overall Process Description and Special Remarks about the Test Facility The SFG Process was formerly named as GSP (Gaskombinat Schwarze Pumpe) and as originally developed in Germany for the gasification of the local high salty brown coal at the plant of Schwarze Pumpe, Brandenburg. For a proper use of this entrained-flow gasifier, the input must be pulverized – if solid – or supplied as a liquid or liquid-solid suspension. Depending on the use of the product syngas and of the cost effectiveness the coal gasifier operating pressure can be freely selected in a range from 6 up to 40 bar. The pressure in a gasifier is generally based on the requirements of processes downstream of the gasifier. Such requirement is usually met when the downstream process is a combined-cycle requires pressures in the 20-40 bars magnitude. By ammonia or methanol synthesis are requested pressures between 50-200 bar, and thus compression of the synthesis gas. The gasification temperature is established at a level to smelt the ash components of highash feedstock. The generated raw gas and the liquid slag, exit the reaction chamber downwards. Raw gas and slag are cooled in a downstream water spray quench section, where the slag solidifies and disintegrates, forming a vitreous granulate. Water is supplied in excess to keep a water bath in the quench bottom, where the slag accumulates and also sealing the chamber, regarding possible escape of raw gas through this passage. An overall process flow diagram (PFD) of the test facility fellows. There are also to be seen the gas sampling points (named PNG) and the water sampling points (PNW). More detailed information about some details of the facility follow. Page 5 This document containing confidential information is property of SIEMENS Fuel Gasification Technology GmbH & CO KG and may not be reproduced or used without Contractor’s written authorization. Internship’s Report – SIEMENS Fuel Gasification Technology GmbH & Co. KG Page 6 This document containing confidential information is property of SIEMENS Fuel Gasification Technology GmbH & CO KG and may not be reproduced or used without Contractor’s written authorization. Internship’s Report – SIEMENS Fuel Gasification Technology GmbH & Co. KG a. Coal preparation For the gasification trials two coals from different world location quarries were analyzed. Both of them could be classified as a bituminous coals. As described on prior reports, for a proper operation of a Siemens Gasification Reactor, the coal needs to be finely milled. The grinding was firstly made in hammer mills and the particle size is controlled by the use of air jet sieve. For a final conformation and assure a proper coal’s conveyance through the used pneumatic feeding system of the gasifier, the coal was grinded again in a ball mill. 2-1: Hammermill and an air jet sieve Another important parameter to be corrected is the moisture content to guarantee a proper conveyance. But by bituminous coals, the dry is normally integrated with the milling. Page 7 This document containing confidential information is property of SIEMENS Fuel Gasification Technology GmbH & CO KG and may not be reproduced or used without Contractor’s written authorization. Internship’s Report – SIEMENS Fuel Gasification Technology GmbH & Co. KG b. Feeding System The feeding system is designed to pressurize the pulverized feed coal from ambient levels to the reactor pressure and assure continuous and controlled feed rates to the gasifier. At Siemens a lock-hopper system is used for this purpose. In general, a lock-hopper system consists of three vessels there are vertically situated above one other, and separated by valves. The top hopper is at atmospheric pressure, and the middle one is the actual lock-hopper. The bottom hopper can be either a storage vessel or the gasifier itself (normal construction for fluidized bed gasifier [1]). The principle is of a sluicing system, in which an actuated valve systems controls the pressure. Nevertheless in order as the coal has to be pulverized, the solids have to be kept fluidized assuring the transport and the hoppers. Problems lay on the non continuous feeding system, where at an entrained flow gasifier the residence time of the coal it the reaction chamber is in the magnitude of seconds. It is also important to notice that, when high pressure levels are needed, the demand for carrying gas shall increase, in order to guarantee the fluidization of the pulverized coal. As this amount increases, the total amount of coal and carrier gas has to be sent inside is higher, as well as the mass to be heated inside the reactor, to achieve the main temperature. The transporting gas used at the test facility in nitrogen. The use of such gas has a drawback, that the product gas is contaminated, a relevant fact when the gas will be used to chemical synthesis or for the production of hydrogen, although by the ammonia synthesis such surplus is indeed desired. In IGCC application the presence of some inert material does not affect the overall efficiency [1]. In bigger gasification complexes CO2 can also be used as transport gas. Page 8 This document containing confidential information is property of SIEMENS Fuel Gasification Technology GmbH & CO KG and may not be reproduced or used without Contractor’s written authorization. Internship’s Report – SIEMENS Fuel Gasification Technology GmbH & Co. KG 2-2: Lock Hopper for Dry Feed The pulverized fuel and almost pure oxygen are feeded from above at an over pressure. The oxygen feed rate is trimmed at λ<1 (λ is the actual oxygen feed rate to the stoichiometric necessary oxygen demand for complete combustion), normally at levels between 0.3 – 0.6 Since the gasification process run at sub-stoichiometric levels and at reducing conditions, a gas rich in CO2 and H2 is therefore produced, although significant amounts of CO2 al also contained. Sulfur is converted in H2S and COS, Cl2 in HCl, F2 in HF and nitrogen in NH3 or HCN. At high temperatures all organic components, such as tars, dioxins and furanes, decompose. Page 9 This document containing confidential information is property of SIEMENS Fuel Gasification Technology GmbH & CO KG and may not be reproduced or used without Contractor’s written authorization. Internship’s Report – SIEMENS Fuel Gasification Technology GmbH & Co. KG c. Quench and Venturi Scrubber The hot raw gas and liquid slag leave the reaction chamber together through a concentric opening to the water spray quenching chamber, where both are cooled down. The slag is then cyclically removed from the system. The raw gas is first separated in a downstream scrubber and washed in a Venturi scrubber. 2-3: Water quenching system and detail of the water nozzles. The Siemens Gasification Process features a total water quench of the hot gas, in which just sufficient water is evaporated to saturate the gas with water vapour. It is a low cost and effective solution. Nevertheless, the high-level heat, that potentially could still be used, is trapped and lost in the vapor, in the raw gas.[1] Overall cons of the water quenching is a CO2 content and H2/CO ratio are increased. Pros of total quench are still the non-need of later steam addition for a CO-Shift reaction. A normal clean up of the solids between the gasifier and the CO-Shift is however needed. In the facility the quench water can be reused after cooling, flashing, mechanical cleaning in a hydro-cyclone and screening in a separator. The separated solids and excess water are carried to the waste water treatment system. To the trials, however, no recycled water was Page 10 This document containing confidential information is property of SIEMENS Fuel Gasification Technology GmbH & CO KG and may not be reproduced or used without Contractor’s written authorization. Internship’s Report – SIEMENS Fuel Gasification Technology GmbH & Co. KG used, in order to track the path of the elements from the reaction chamber on. Venturi Scrubbers are used to effectively use the energy from the inlet gas stream to atomize the liquid being used to scrub the gas stream. This atomized liquid agglomerates solid particles in the gas. A Venturi scrubber consists of three parts: Converging Section; Throat section; Diverging Section. The inlet gas stream enters the converging section and the gas velocity increases. Liquid is introduced either at the throat or at the entrance to the converging section. The water injected on the walls is sucked by the low pressure region, where the gas is accelerated, and sheared forming small droplets, and in these droplets the solid particles are going to be trapped. 2-4: Venturi Scrubber System Venturi Scrubbers can also be used to remove gas pollutants, however this cannot be the only concern. For such case other methodologies are then applied. The tiny water droplets capture particles through diffusion and impact. The dirty water is then removed in a cyclonic separator and discharged in a recycle tank. Due to the hydrophilicity of ammonia, the used Venturi scrubber with water at the Siemens Page 11 This document containing confidential information is property of SIEMENS Fuel Gasification Technology GmbH & CO KG and may not be reproduced or used without Contractor’s written authorization. Internship’s Report – SIEMENS Fuel Gasification Technology GmbH & Co. KG test facility also reduces its amount found in the outlet. For desulphurization, the raw gas then undergoes COS hydrolysis and SulFerox process. The removal of COS is carried out by a two stage process which involves the hydrolysis of the COS and the subsequent absorption of the H2S which is produced by this reaction. d. Other Remarks The test facility is different of a commercial plant. Most of the values, which are normally constant, can be varied during the trails. The test conditions are in accordance either with the SIEMENS’ objectives, of gathering data to the company’s databank, or to the client’s, such as different admixtures, blends of different coals, variation of temperatures and pressures. A series of pre-calculations are also necessary, for the assumption of setup parameters, as the a constant quality of the coal, an assumed as 100% carbon conversion ratio for the recalculation and the λ value is calculated considering the coal composition. The λ-value an important in real time controlled parameter. The ratio of the supplied oxygen and influences directly on the reaction’s temperature. The closer the value to one, the higher the temperature. Another important parameter it the K-Value, the difference of pressure between the feeder vessel and the reactor’s chamber pressure. It is used to control the oxygen flow rate. During the tests the main burner runs on pulverized coal, but the pilot burner on natural gas. The gas is directly taken from the national gas line, with a pressure of 34 bar. It is also common the preparation of the facility with pre-tests. These intend to built a proper slag protection layer on the reactor’s membrane walls, calibration of the measuring devices and to ensure a plain functionality. The Start-up of the gasification facility follows these steps: Purging the reactor with gas, with O2 content lower than 1%; Ignite the pilot burner; Pressurize the reactor, with the pilot burner; Ignite the main burner with additional natural gas; Start feeding of pulverized gas; Interrupt supply of additional natural gas (pilot burner muss still be working); Page 12 This document containing confidential information is property of SIEMENS Fuel Gasification Technology GmbH & CO KG and may not be reproduced or used without Contractor’s written authorization. Internship’s Report – SIEMENS Fuel Gasification Technology GmbH & Co. KG Increase of the oxygen supply in order to increase the reaction temperature, until the aimed temperature is reached. After this setting of conditions the balance phase can be started.The shutdown proceeds in the reverse other: Start feeding of additional natural gas; Stop coal feeding; Purge the coal feed line with inert gas; Stop main burner operation; Stop pilot burner. 3. Sampling To evaluate the gasification process it is necessary to know the composition of the input/output gas To control the purity of the input gases , natural gas, oxygen, inert gas (nitrogen) are sampled twice during a trial day, directly from the supply line. They were sampled at the beginning and at the end of the day. During the balance phase raw gas samples were taken in order to track trace gas and heavy metals components. Also samples of syngas were taken. Sampling points are distributed in the whole facility. Two of great importance are after the Venturi Scrubber, were raw gas samples are mainly taken and after the desulphurization process and COS hydrolysis. 3-1: Gas Sampling Tube (Gasmaus, in german) Samples of inert gas, oxygen, raw gas and Syngas were drawn through water filled Gas Page 13 This document containing confidential information is property of SIEMENS Fuel Gasification Technology GmbH & CO KG and may not be reproduced or used without Contractor’s written authorization. Internship’s Report – SIEMENS Fuel Gasification Technology GmbH & Co. KG Sampling Tubes, filled with water. These apparatus guarantee free atmospheric gases samples. Prior, these tubes were completely vacuumed and filled with water. For trace gases, such as HCl, NH3, COS, and heavy metals analyses absorption solutions were used. In these flasks normally 40-90 liters of raw gas were bubbled through the solution. Well calibrated and high accuracy gas meters at each sampling point were used for these measurements. Other important analysis to be taken in account are Slag’s chemical and physical characteristics, process water solids for moisture, ash content, particle size distribution, heavy metals in all of the samples. e. Trace components Sulfur compounds The existence of such compounds represents a poison for the catalysts of most chemical applicants, such as ammonia. In power applications, if not treated, can be emitted as SO2 and SO3, causing “acid rain” problems. During the process sulfur components are mainly converted in H2S and COS, as the main components of the coal are completely cracked at such temperature levels. It is also relevant to say that COS cannot be easily removed by normal gas treatment systems. Nitrogen Compounds In the Siemens process nitrogen enters the process in its molecular form (as coal’s transporting gas), but also as organic nitrogen in the fuel. The production of HCN and ammonia is further more relevant of any other compounds, which are normally, therefore, neglected. The amount of nitrogen compounds is directly related to the temperature of the process For its high solubility in water, the Ammonia will be mostly trapped in the quenching water, as Ammonium (NH4+) , which maximal concentration is regulated by international standards. [2] Hydrogen Cyanide is also soluble in wash solutions. It can be easily removed from the Page 14 This document containing confidential information is property of SIEMENS Fuel Gasification Technology GmbH & CO KG and may not be reproduced or used without Contractor’s written authorization. Internship’s Report – SIEMENS Fuel Gasification Technology GmbH & Co. KG system, however the cost of regeneration of the scrubbing is indeed high. Chlorine Compounds Present in most of the coals, it can react with ammonia. Its product, ammonium chloride (NH4Cl) can be extremely corrosive, so its occurrence should be avoided. Other metals in the feedstock can also form chlorine salts, such as Sodium, fouling the heat exchangers. Mercury Represents a potential hazard for both the integrity of the plant and as a toxic emission for the environment. It can causes liquid metal embrittlement of high-strength steel, or form a high explosive compound, mercury nitride, when reacts with ammonia. 4. Thermodynamic equilibrium calculations. In posses of the gas analysis results and of the on-line results history of the balance phases, the evaluation points can be identified and analyzed. An evaluation point is always a 30-15 minutes steady state condition phase, identified by a continuous coal input, heat loss through the reactor walls and gas composition. For each evaluation point should also be a manual gas sample analysis, for the same time range, available. Another important parameter to be defined is the gasification’s temperature. Unfortunately, any accurate measurement of a gasifier temperature is extremely difficult, especially for entrained flow gasifiers. This is mainly caused by the harsh conditions of high temperatures by itself, or by the attack of the slag on any ceramic protected devices or even directly the penetration of hydrogen in the thermocouples, causing mal function. Therefore mainly thermodynamic equilibrium calculations are made. These calculations consider the gas analysis of the products, the conversion of coal factor, a possible CO-Shift, the coal footprint, etc. For thermodynamic equilibrium calculations a program called “REAKTOR” is available. The program, created for the Siemens Gasifier, works with an equilibrium reactor model and uses equilibrium constants of the important gasification reactions and their temperature dependence. The specific heat of smelt and solids as well as the transformation enthalpy of the phases refer to common coal ashes, results assumed from the databank of the company. Page 15 This document containing confidential information is property of SIEMENS Fuel Gasification Technology GmbH & CO KG and may not be reproduced or used without Contractor’s written authorization. Internship’s Report – SIEMENS Fuel Gasification Technology GmbH & Co. KG Essentially the test results of each evaluation point are compared to thermodynamic equilibrium calculation results obtained with the “REAKTOR“ program of SFGT. Simulations were first run on calculated process parameters (flow rates, heat transfer) derived from the average results from the manual analysis and online values, for each evaluation period, considering a gas carbon conversation rate of 100%. Then the calculated carbon conversion rate from the mass balance was considered. For the recalculations of the carbon conversion rate the converted carbon in the gas phase was used. The carbon conversion rate calculated with the remained carbon is too erroneous. This is due to the not closable solid balance in the test facility. The balance of the carbon ratio in the raw gas to the carbon input was taken as residual coke. After the coal mass flow is corrected with the calculated raw gas flow. In the gasifier quench section a CO shift reaction may take place, so this has to be thoroughly observed. It has been considered that such shift reactions can be intensified by slag depositing at the quench opening and deflects the mixing of raw gas and water in the quench section [3]. Due to this the raw gas stream is quenched irregularly. Nevertheless this not occurs at normal circumstances. Such a shift reaction is modeled, with another interaction of values. The coal mass flow at the calculated shift reaction is corrected, too. For the shift reaction, the volume flow of the raw gas is increasing. An important factor for the shift reaction definition is the carbon monoxide content of the raw gas sample. The calculated content after the shift should be equal to the carbon monoxide content of the raw gas sample. So this limiting factor controls the shift factor and the coal mass flow variation. In this calculation which is also a calculation with a shift reaction, it was the aim to homogenize the deviations to the measured values. It was also the aim to keep the deviations at a low level. For a concrete evaluation of the results it is important the major the balancing of the major component, to know the footprint of the coal elements, gases, water and other compounds, which have entered the process and to know how do they behave themselves. Such mineral matter balance, which takes in account the recovery of the mineral input minus SO 3, in all the possible always (slag, gas, process water solids). Or even the carbon balance, comparing Page 16 This document containing confidential information is property of SIEMENS Fuel Gasification Technology GmbH & CO KG and may not be reproduced or used without Contractor’s written authorization. Internship’s Report – SIEMENS Fuel Gasification Technology GmbH & Co. KG the input (coal, natural gas) and the output, with raw gas and accounting losses due to the soot and the coke setting in the pipelines. The best way to validate the overall process is the nitrogen balance. Since the gas is inert, it can be easily traceable, other than the formation of NH3, normally negligible in the process. Page 17 This document containing confidential information is property of SIEMENS Fuel Gasification Technology GmbH & CO KG and may not be reproduced or used without Contractor’s written authorization. Internship’s Report – SIEMENS Fuel Gasification Technology GmbH & Co. KG 5. Final Remarks about the Internship There is growing concern that anthropogenic carbon dioxide (CO2) emissions are contributing to global climate change. Therefore, it is critical to develop technologies to mitigate this problem. One very promising approach to reducing CO2 emissions is CO2 capture at a power plant, transport to an injection site, and sequestration for long-term storage in any of a variety of suitable geologic formations. However, if the promise of this approach is to come to fruition, capture costs will have to be reduced. Current efforts cover not only improvements to state-of-the-art technologies but also development of several innovative concepts, such as metal organic frameworks, ionic liquids, and enzyme-based systems. On the other hand old alternatives seem to be well suited when well adapted, between others is the gasification one of them. The future of this technology is directly connected to the future of energy and its policy. It is generally well recognized that a sustainable economic development cannot be based on fossil fuels. We cannot pump CO2 in geologic formations forever, such spaces are also limited, and the long term implications of such projects are not accurately appraised. An alternative would be a “hydrogen economy”. Just the use of modern fuel cells as a transport fuel will reduce dramatically the emissions of CO2, NOx and CO. On the other hand the ways of achieving the new demands of hydrogen production are still expensive. The main sources are still water and natural gas. However, the use of gasification of coal as main source of energy to produce hydrogen is gaining force worldwide, mainly when used with Combined Cycle, producing electrical energy, in the so called IGCC plants. Although still using fossil fuels, the gasification can play an important role in the transition of the actual fossil dependent energy market to a sustainable one. Therefore the extremely importance of this internship, to get in touch with promising technologies. Other than that, the plurality of the activities offered during the period were capable to motivate and arouse the interest regarding new applicable technologies, techniques or discussions regarding the Page 18 This document containing confidential information is property of SIEMENS Fuel Gasification Technology GmbH & CO KG and may not be reproduced or used without Contractor’s written authorization. Internship’s Report – SIEMENS Fuel Gasification Technology GmbH & Co. KG themes approached, specially because these were of constant discussion in the group. 6. Bibliography [1] HIGMAN, Cristopher; VAN DER BURGT, Maarten. Gasification. 2nd Edition Oxford: Gulf Professional Publishing, 2008. [2] SMOOT, L. Douglas; SMITH, Philip J. Coal Combustion and Gasification. Series Edition. New York: Plenum Press, 1985. [3] CARL, Jürgen; FRITZ, Peter. Noell-Konversitionsverfahren zur Verwertung und Entsorgung von Abfällen. 1st Edition. Berlin: EF-Verlag für Energie- und Umwelttechnik GmbH, 1994 Page 19 This document containing confidential information is property of SIEMENS Fuel Gasification Technology GmbH & CO KG and may not be reproduced or used without Contractor’s written authorization.