Assignment proposal:

Custom made solar collector
Swinburne Solar Hot Water Assignment
Prepared by Simon Pockley PhD with the assistance of Robert Veerman
2009-09-25
Contents:
Comparison of materials used in available solar collectors ................................ 5
Appendix 1. Relationships between riser tube size and header tube size ............ 18
Prepared by Simon Pockley 25/05/09 page 1 of 19
Rationale
Small hut in the Otways (Apollo Bay) where slow combustion stove heats a 40 gallon
(180 litre) hot water storage tank in the roof. In summer, the weather can be too hot to light the stove but it would be nice to have hot water.
PV panel
Space for solar hot water collector
Fig 1. Small hut in the Otways with north facing roof.
Pattern of use
Half the week in Melbourne and half the week in the Otways. Hot water needed for showers (usually in the morning) and for washing up. Most of the year the weather is such that the stove is used for cooking and heating water.
Orientation and spatial constraints
The north-facing roof with solar PV panel is pitched at 45 degrees. Below the level of the hot water storage tank is space for a solar hot water collector approx 2000mm x
600mm. Close to the sea where frost is not a problem – mindful of corrosion.
Fig 2. Stove + position below PV panel relative to base of storage tank
Prepared by Simon Pockley 25/05/09 page 2 of 19
Local climate and available energy
Apollo Bay, in the Otways, is one of the most southerly inhabited areas of mainland
Australia. Climatic conditions can be summarised as wet and windy.
Average maximum temperature
Average minimum temperature
21.9
°C in January - 13.1°C in July
14.6
°C in February - 7.3°C in July
Average annual rainfall
Average clear days
1,053mm
37 per annum
Average rain days 167 per annum
Table 1. Summary of local weather conditions in Apollo Bay
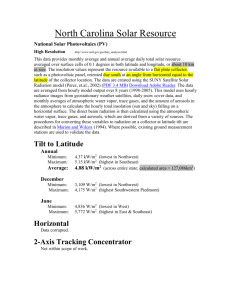
Such conditions are not ideal for solar energy conversion. Consequently, it is important to have realistic expectations of the capacity of the proposed system. While
Apollo Bay has its own microclimate, data available for predicting the expected amount of available solar energy has been inferred from the measurements taken at
Laverton (Latitude 37 degrees 51 minutes South) and those from Launceston
(Latitude 41 degrees 36 minutes South).
Expected Monthly peak sun hours at Apollo Bay
7.00
6.00
5.00
4.00
3.00
2.00
1.00
0.00
6.45
6.46
5.55
4.55
3.28
2.81
Jan Feb Mar Apr May Jun
3.09
Jul
3.75
Aug
4.71
Sep
5.53
Oct
6.01
Nov
6.12
Dec
4.86
Year
Fig 3. Peak sun hours deduced from Solar Radiation Handbook data tables
Energy sources
Requirement Source
Water heating Slow combustion (wood), solar collector
Space heating Slow combustion stove
Space cooling Orientation and passive house design
Refrigeration Electric 12 volt DC
Rationale
abundant firewood from re-vegetation
low cost sustainable
low cost sustainable
most efficient
Lighting
Cooking
Electric 12 volt DC most efficient
Slow combustion wood stove + gas ring (LPG) firewood + gas for short summer periods
Cleaning Dustpan and broom most efficient
Communications Mobile/laptop 12 volt DC lithium re-charge low cost option
Power tools
Water
Electric 12 volt DC lithium re-charge
Gravity feed from spring
existing equipment - compressed air option
whole property water plan
Waste Composting toilet (flue extraction by updraft) low cost and sustainable
Transport Old petrol ute Investigate biofuels
Table 2. Energy requirements matched against source with rationale
Prepared by Simon Pockley 25/05/09 page 3 of 19
Thermosyphon schematic
2500mm header tank
182 litre storage tank
3985mm vent to header tank
2850mm
I>T<I
3550mm hot water out
700mm
350mm solar collector
I>T<I
1900mm
_
1650mm
I >I
_ cold water in wood stove
700mm
I>T<I
I>T<I
_
I <I
= stop tap
_
= non return valve
Fig 4. Dimensional schematic with hot and cold thermosyphon flows
Header tank 15 litre
Height mm
300
Width mm
595
Depth mm
275
Storage tank 182 litre
Solar collector 3.1 litre
Stove 3 litre
865
600
800
Tube size
Tube size
Tube size
680
1800
840
DN15 - B 1/2"
DN20 - B 3/4"
DN20 - B 3/4"
Table 3. Dimensions of main system components
680
80
520
Prepared by Simon Pockley 25/05/09 page 4 of 19
Materials
Comparison of materials used in available solar collectors
A table of comparison of the materials used in 180 litre collectors is available in
Appendix 2.
Of primary interest was the absorber plate material, the size of header and riser tubes and the type of selective surface coating used on the absorber plate.
Unless, water ways are formed by extruded or pressed channels in the absorber plate, most flat plate collectors employ a copper, aluminium, or steel plate onto which copper tubes are bonded. In order to prevent significant reflection of infrared solar radiation the absorber plate is then given a thermal finish with a proprietary surface coating or some version of black chrome or other oxides.
This finish is either painted or electroplated.
Absorber plate
Copper was chosen as the material for the tube and fin type absorber because it is one of the metals with the highest heat conductivity. It is easy to work and does not cause any corrosion problems inside the collector. In comparison to other popular materials, copper is almost 100 % recyclable.
Material
Copper
Temp 25°C 125°C 225°C
401 400 398
Aluminium
Carbon Steel
Stainless Steel
250
54
16
255
51
17
250
47
19
Table 4. Comparison of thermal conductivity of materials in W/mK
Data source: http://www.engineeringtoolbox.com/thermal-conductivity-d_429.html
Copper sheet suppliers in Melbourne had variable prices. Standard sheet size was
1800mm x 900mm. Copper sheet was purchased from George White & Co. Prices
(prices ex GST) were ranked as follows:
Company Sheet gauge 1.2 mm 1.0 mm 0.9 mm 0.7 mm
Fords Steel Service Centre Pty Ltd (Paul)
184 Hendersons Rd Hastings (03) 5983 8441
Austral Wright Metals.
8-12 Aylward Ave Thomastown 1800 135 780
James Coppell Lee
20 Merri Concourse Campbellfield 03 93579613
George White & Co. Pty Ltd. (Terry)
1 Treforest Drv Clayton (03) 9544 1100
$297.00
$223.00
$221.00 $187.00
$230.23 $183.51
$275.00 $167.00
Table 5. Comparison of prices for a range of plate thickness
$156.00
Thermal finishes: absorptivity and emissivity
The suitability of different materials is measured by absorptivity and emissivity values. Absorptivity refers to the ability of a material to absorb radiation. Emissivity refers to the ability of a material to emit radiation.
Prepared by Simon Pockley 25/05/09 page 5 of 19
With solar collectors, absorptivity is referenced to a true black body surface that by definition is 1.0. While emissivity refers to radiation at a certain temperature (25°C), most solar collectors operate at temperatures well above that used to measure the emissivity values. Consequently the amount of emitted radiation is probably higher than the figures suggest.
Furthermore, objects in sunlight absorb visible light and radiate infrared. An object's
"colour" (emissivity) in the infrared can be very different from its colour in visible light.
For example, white paint and black paint have very similar emissivities in the infrared.
Flat black paint made from lamp black mixed with spar varnish know n as, ‘Parsons
Black,’ was initially used on solar collectors. It is cheap to apply but is not necessarily the best material to use. Black paint has an absorptivity factor of 0.98. 2% is reflected. This means that 98% of the available solar energy is converted into heat in the collector. The collector then gets hot and heat is transferred but some of the heat is re-emitted as radiation.
Ideally, a coating with high absorptivity and low emissivity should be used. The lower the emissivity and the higher the absorptivity, the more efficiently the available heat can be used. This is why many of the solar collector manufacturers use a proprietary coating system. However, surface coatings with these properties are expensive, can be difficult to apply, or have proprietary processes unavailable to the general public. a= solar absorptivity e= normal emmitance
SOLAR NORMAL
SURFACE COATINGS a
Ratio
e a/e
----------------------------------------------------------------------
Solchrome (India) 0.94-0.98
Black Copper 0.98
0.10-0.14
0.63
Flat black paint
Solkote (USA)
Anodize Black
0.97-0.99
3M Black Velvet Paint 0.97
Carbon Black Paint 0.96
Black Chrome 0.96
0.88-0.94
0.88
Epoxy Aluminum Paint 0.77
GSFC Green 0.57
Tarnished Copper 0.55
0.97-0.99
0.91
0.88
0.62
0.28-0.49
0.88
0.81
0.91
0.04
8
1.56
1
1.07
1.09
1.55
2.8-3.6
1.00
0.95
0.63
13.75
GSFC Yellow 0.38
Chromeric Silver Paint 0.30
Copper 0.30
GSFC White 0.20
Buffed Aluminum 0.16
0.90
0.30
0.06-0.2
0.92
0.03
0.42
1.00
10.00
0.22
5.33
Table 6. Comparison of absorptivity and emissivity values for a range of coatings
Data source: http://www.tak2000.com/data/finish.htm
While tarnished copper has a high a/e ratio it has a relatively low absorptivity. The pragmatic choice of thermal coating was to use a matt black paint that would bond to copper. The adhesive properties of the paint rely on a primer. Wattyl Killrust Etch
Primer is a fast drying, high performance epoxy primer suitable for copper.
Prepared by Simon Pockley 25/05/09 page 6 of 19
Ingredient isopropanol toluene n-butanol naphtha petroleum, light aromatic solvent cyclohexanone anticorrosive phosphate pigment unregulated phosphoric acid bisphenol A/ epichlorohydrin resin, solid 1-10 black and grey contain carbon black grey contains titanium dioxide
10-30
10-30
1-10
1-10
1-10
1-10
0-1
1-10
0-1
1-10
1-10 vague % additives, unregulated
Contains less than 0.1% benzene
Table 7. Percentage ingredients for Wattyle Killrust Etch Primer
Wattyl Killrust Epoxy Enamel is suitable for metals.
Wattyl could not provide any thermal performance data and its absorptivity and emissivity values are assumed to be in the range of Flat Black Paint (see table 6).
Ingredient vague % toluene acetone aluminium powder coated n-hexane other hydrocarbon solvents pigment contains carbon black ingredients determined not to be hazardous
20-40
5-15
<5
10-30
<5
1
<5
Table 8. Percentage ingredients for Wattyle Killrust Epoxy Enamel
Insulation
Bradford Fibertex 350 Rockwool was chosen for its superior thermal performance and it’s lack of Ecotoxicity: Neither the raw materials used nor the finished product contains any ozone depleting chemicals. This product is not classified as a hazardous air pollutant. Rock wool is bio-soluble and in most ecosystems it would be expected to be soluble over a period of weeks to months. Binder-coated rock wool is hydrophobic, and no adverse environmental effects would be expected if accidentally released in the water or soil.
Insulation Material Temperature limit °C
Mineral Wool
Calcium Silicate
Fiberglass
Cellular Glass
Polyisocyanurate or polyiso
Elastomeric foam (poly
urethane)
1000
650
540
480
150
120
Polystyrene
Table 9. Comparison of the temperature limits of insulating materials
Source: http://www.engineeringtoolbox.com/insulation-temperatures-d_922.html
Mineral Wool is made from molten glass, stone or slag spun into a fiber-like structure. Inorganic rock or slag are the main components (typically 98%) of stone
75
Prepared by Simon Pockley 25/05/09 page 7 of 19
wool. The remaining 2% organic content is generally a thermosetting resin binder (an adhesive) and a little oil.
Calcium Silicate board and pipe insulation has low thermal conductivity, high temperature and chemical resistance.
Fiberglass is made from molten glass spun into microfibers.
Cellular Glass is composed of crushed glass combined with a cellulating agent.
These components are mixed, placed in a mould, and then heated to a temperature of approximately 950 o F. During the heating process, the crushed glass turns to a liquid, expands and fills the mould with millions of connected, uniform, closed-cells to form a rigid insulating material.
Cellulose is made from shredded recycled paper. It's treated with chemicals to make it fire and insect-resistant, and is applied as loose-fill or wet-sprayed through a machine .
Fiberglass is made from molten glass spun into microfibers.
Polyisocyanurate or polyiso is a thermosetting type of plastic, closed-cell foam that contains a low-conductivity gas (usually hydrochlorofluorocarbons or HCFC) in its cells.
Polyurethane is an organic polymer formed by reacting a polyol (an alcohol with more than two reactive hydroxyl groups per molecule) with a diisocyanate or a polymeric isocyanate in the presence of suitable catalysts and additives.
Polystyrene foam is a closed-cell, thermal plastic material manufactured by a variety of extrusion processes. Moulded or expanded polystyrene is commonly called beadboard and has a lower R-value than extruded polystyrene.
Cost of Construction
Materials
21/04/2009 copper sheet
14/05/2009 copper pipe 3/8"
26/05/2009 copper pipe 1"
22/05/2009 2 x zincalume G300
22/05/2009 1 x zincalume G300
22/05/2009 insulation
22/05/2009 screws
24/05/2009 pop rivets
20/05/2009 grommets x 4
23/05/2009 etch primer
24/05/2009 matt-black
Supplier
George White & Co
Swann Plumbing
Tradelink
Surdex Steel
Surdex Steel
Hutton Insulation
Melboure H'ware
Bunnings
SuperCheap Auto
Bunnings
Bunnings
26/05/2009 2 x Glazing angle
26/05/2009 rubber seal
Bunnings
Bunnings
26/05/2009 glass 695mm x 1755mm AG Glass
Consumables
21/05/2009 4 x sticks solder
20/05/2009 soldering fluid
Bunnings
Swann Plumbing
specifications
1800x90x0.7
8.5 m
5.2m
295 x 3600 x 0.55
745 x 3600 x 0.55
3.6 x 50 x 50
8G x 13mm
3.2 x 3.2
29/32"
500ml
500ml
32 x 20 x 1.4mm
Raven RP55
33.90
7.33
toughened low iron 125.00
sub-total 726.44
50/50
Bakers fluid
41.44
9.94
Price
171.60
60.00
140.00
35.00
33.20
67.50
5.00
4.61
6.60
16.47
20.23
Prepared by Simon Pockley 25/05/09 page 8 of 19
20/05/2009 steel wool
21/05/2009 steel wool
22/05/2009 Mapp gas
Swann Plumbing Pack coarse
ABay Timber and H'ware Pack medium
Tradelink 453gm
12.28
5.80
20.93
26/05/2009 cut off wheel
Fittings
Bunnings 102 x 1.0 x 16mm 4.88
sub-total 95.27
14/05/2009 2 x compression unions Swann Plumbing 25 x 20
16/05/2009 2 x compression unions ABay Timber and H'ware 20mm
19.89
19.00
20/05/2009 Ball valve
15/05/2009 2 x brass caps
22/05/2009 Non-return valve
26/05/2009 4 x male unions
Hours @$30.00
18/05/2009 pressing & forming
19/05/2009 braising
21/05/2009 soldering
Swann Plumbing
Bunnings
Tradelink
Tradelink
20mm
20mm
20mm
20mm
15.61
6.60
19.80
17.70
sub-total 98.60
7 210
3
5
90
150
22/05/2009 bending case
23/05/2009 assembling case
24/05/2009 assembling
5
4
150
120
4 120
28 sub-total 840
Total 1,760.31
Table 10. Cost of making the collector
Design factors
The size of the collector was constrained by the space available and the dimensions of the copper plate. Choice of thickness, 0.7mm, was determined by price. The size of the header pipes was constrained by the availability of fittings (25mm or 1”), the need to reduce to 20mm or ¾”, and the fact that I already had Type B copper tube.
An 8.5 m coil of Type B 10mm or 3/8” was also on special at the local plumbers supply.
Suitable riser tubes were selected by reference to the table in Appendix 1 and the following calculations:
From the table it can be seen that the maximum number of risers that can be accommodated in a 0.7mm x 1800mm copper sheet is 16. However, if the width of the collector plate is divided by a suitably efficient spacing (125mm) this gives 14.4 risers.
The total riser crosssectional area, 721.05sqmm, of the 14 Type B 10mm or 3/8” risers is less than twice header cross-sectional area of 856.73 sqmm.
Once the grooves were made in the copper sheet, this spacing shrank to 116mm but then the sheet was 1720mm and still yielded 14 risers allowing for a half space for each end of the absorber plate.
Spacing increments mm: 55 185 315 445 575 705 835 965 1095 1225 1355 1485 1615 1745 55
Spacing (pre-press) mm: 55 130 130 130 130 130 130 130 130 130 130 130 130 130 55
Spacing (post-press) mm: 116 116 116 116 116 116 116 116 116 116 116 116 116
Table 11. Increments in marking out grooves pre and post pressing
Prepared by Simon Pockley 25/05/09 page 9 of 19
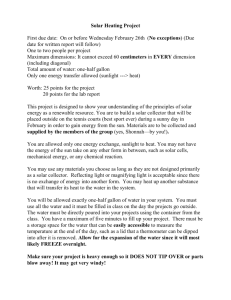
Exploded schematic of components
(not to scale)
Foil
Foil
Glazing bars
Glass
Collector box
Backing plate
I
Tube ladder
Copper plate
Insulation
Side walls
I I
Prepared by Simon Pockley 25/05/09 page 10 of 19
Fig 5. Exploded view of collector components
Construction of collector process
Step 1. Hardwood female form for grooves in copper sheet was sawn out of the timber to accept steel rod same size as riser tubes
– 12mm wide x 10mm deep.
Allowing for twice the 0.7mm thickness of copper sheet and the
9.52mm (3/8”) rod plus 1.08 of wriggle room rounded out to 12mm wide by 10mm deep. Harwood form was made to 900mm in case I needed to make another panel the standard size of the copper sheet.
Step 2. Copper sheet was cut to size and marked out for even spacing.
Allowance for half a spacing on either end. See table for mark out increments for pre-press spacing of 130mm. This turned into 116 after pressing.
Step 3. Steel rod was pressed into copper sheet with female form below.
The toll I used allowed the copper tended to curl up in the press. This made each groove a 2 step process using some flat iron to flatten the sheet.
There are other ways of doing this such as car jacks and hammering the rod
Step 4. Header and riser tubes were then cut to length. Best to allow an extra 20mm for risers (620mm) for room for the risers inside the headers and also some expansion space between the plate and header tubes. Also best to add (at least) an extra 150mm to the length of each 1” header so there is room for installation fittings.
Step 5. Position of risers (in grooves) was marked out against header tubes.
A centre line also proved useful. This was scribed along the header tube using a length of 10mm steel as a rest for the chalk.
Prepared by Simon Pockley 25/05/09 page 11 of 19
Step 6. Tight holes in one header and loose holes in the other were drilled.
This is to make it easier to put together before braising the ends of the risers into the headers.
Step 7.
Holes were cleaned out with a round file as well as the ends of the riser tubes.
Risers into top and bottom headers were assembled so that the risers fitted snugly and did not protrude more than 1mm into the header tubes.
Step 8. Riser ends were braized into the holes in the headers.
The copper tube tends to expand with the high temperature needed for braizing and moves around. I had to tack one header row and then use a sash clamp to hold the top header in place.
Step 9. The tube ladder was then pressure tested to find any leaks.
As it turned out, I had a pinhole leak 2 nd from the right hand end. It is worth leaving the pressure on for some time so as to dissolve any residual flux that might be forming a seal.
Step 10. The oxidised copper was the cleaned off from the risers so they were bright and shiny.
I used coarse steel wool for cleaning the tubes. It was a time consuming job and took several hours.
Prepared by Simon Pockley 25/05/09 page 12 of 19
Step 11. Tubes were tinned with solder.
Each riser was primed with Bakers soldering fluid before using Mapp gas to heat the tubes so that sticks of 50/50 solder formed a silver layer on one side of each riser.
Step 12. Grooves were tinned with solder.
Step 13. Heat was applied to solder the tinned risers into the tinned grooves.
Step 14. Zincalume flats were marked up and bent into profiles.
Standard zincalume flats are 295mm x 3600mm x 0.55mm. A sheet bender makes it easy to bend up the required profiles.
Step 15. Profiles were then cut, formed and joined to make the box corners.
The logistics of getting the tube ladder ends through the holes and into the box mean that one end should be able to be removed. Self-tapping screws have been used instead of pop rivets just in case of changes.
Prepared by Simon Pockley 25/05/09 page 13 of 19
Step 16. The box was squared up and the backing plate fixed.
The corners of the backing plate can be used as a square. The backing plate material is 0.55 zincalume.
Step17. Best to make a template for holes for the header pipes.
The rubber grommets that create a seal between the header pipes and the case mean that the position of the header pipes must be exact.
Step 18. Inner walls were attached to contain the insulation.
There are 4 inner walls to contain the insulation.
Each as formed from 130mm zincalume off-cuts from box sides bent to a right angle 80mm x
50mm.
Step 19. Aster thoroughly washing away soldering fluid and residues the collector plate and pipes were etch primed.
Step 20. Collector plate and pipes then coated with matt-black paint.
Prepared by Simon Pockley 25/05/09 page 14 of 19
Step 21. Collector box lined with reflective foil in order to prevent any heat loss.
Step 22. 50mm Rockwool insulation cut to fit snugly into collector box.
Step 23. Insulation covered with reflective foil to ensure any radiated heat is reflected back into the collector plate.
Step 24. Ends of header pipes lined up with rubber grommets.
Pipe clamps help to slowly ease the pipes through the tight fitting grommets with a touch of dishwashing liquid as lubricant.
Step 25. Aluminium gazing angles cut to fit collector box.
The glazing angles are to secure the glass that rests on a Raven E.P.D.M rubber seal. The screws will retain the glass in case it needs to be replaced.
Prepared by Simon Pockley 25/05/09 page 15 of 19
Conclusion
There were 2 areas of compromise that would be likely to reduce the efficiency of this home made collector.
1. The use of Matt Black paint instead of black chrome or a similar thermal coating with high absorptivity and low emissivity.
2. The use of toughened window glass rather than more expensive low iron glass.
At the point of completion of the project, Ausra Pty Ltd contacted me and have generously offered to send me a small quantity of SOLKOTE (see table 6).
In most other respects the performance may be better than many commercially available collectors. The use of 0.7mm copper for the absorber plate would be likely to outperform the 0.2mm gauge commonly used due to superior ability to hold and transfer heat (see table Appendix 1). The use of 50mm Rockwool insulation where most use 30mm would also contribute.
There were 2 inter-related areas of research that needed more engagement:
1. Glass efficiency
2. Spacing between the glass and the collector
The price of a cheap Chinese collector is close to the cost of materials for this collector. For example, Edwards Solar offer a Chinese Collector without fittings for
Au$647.00. Roughly speaking, the cost of materials was Au$700.00, cost of consumables Au$100.00, installation fittings $100.00 and labour nearly Au$1000.00.
These costs need qualification; in as far as much of the labour was set up time, or more time consuming than it could be if proper jigs were made. As it turned out, there was enough copper and zincalume left over to make most of another 900 x 900mm collector.
The unexpected outcome of the project was the role that RECS compliance is playing in destroying small-scale local manufacturers of solar collectors in Australia.
At a time when we should expect local manufacturers to be prospering, the large
U.S.A. based, Rheem (Solarhart, Edwards) is taking advantage of the high costs of
RECS compliance and watching Australian owned manufacturers struggle or close down.
The high costs of RECS compliance is working against local innovation because any new models need to submit to an expensive RECS compliance process. This is a subject that I intend to pursue further.
From an educational perspective, the project has been a wonderful deep learning experience. If I were to design solar hot water heating course, I would begin with such a practical project, even on a smaller scale.
Prepared by Simon Pockley 25/05/09 page 16 of 19
References
Australian Bureau of Meteorology - Climate statistics for Australian locations http://www.bom.gov.au/climate/averages/tables/cw_086282_All.shtml
Tinox - Titan Absorber [Company site] http://www.tinox.com/en/service/faq/index.html
Solchrome [Company site] http://www.solchrome.com/flatplate.htm
SOLEC [Company site] - SOLKOTE http://www.solec.org/solkotehome.htm
K & K Associates [Company site]Thermal - Finishes http://www.tak2000.com/data/finish.htm
Summary note: Useful table of absorpivity/emmissivity represented in any other sites
Copper Development Centre – John’s blog http://www.copper.com.au/cdc/category.asp?category_id=68
Summary note: John was a good contact for information about copper
Choice – Solar hot water systems http://www.choice.com.au/viewArticle.aspx?id=106433&catId=100285&tid=100008&p
=3&title=Solar+hot+water+systems
Summary note: good round up of systems available in Australia
Build your own solar thermal panel http://www.thesietch.org/projects/solarthermalpanel2/index.htm
Summary note: The back of a fridge is basically a heat dispersal system, with a slight modification is can be used to collect large amounts of heat.
Build your own solar collector. Kris De Voecht.
http://users.telenet.be/hagim/zonne_energie/building%20solar%20collector.htm
Summary note: Kris De Voecht: 8 tubes of 8 mm welded into the headers. Collector of 22 mm.
Aluminium plates placed on the copper tubes. To avoid galvanic corrosion
I put some heat sink compound (Dow Corning) between the pipes and the alu-plates.
So it wasn't really for the better heat transfer.
DIY Solar Water Heating Prototype http://www.reuk.co.uk/DIY-Solar-Water-Heating-Prototype.htm
Summary note: A mixture of 22mm and 15mm diameter copper pipes were fitted into a wooden frame and mounted onto heavy duty aluminium sheeting. The top and bottom pipes of the array were 22mm diameter, and the vertical pipes were 15mm diameter connecting to the 22mm pipes with reducing Tee joints (22-15-22). Heat sink compound was used between the copper and aluminimum to help heat conduction.
Build Your Own Solar Water Heating Panel http://www.bigginhill.co.uk/solar.htm
No pictures: Absorber plate will be housed in a wooden tray. The tray is made from a hardwood frame with a marine-ply backing sheet.
Prepared by Simon Pockley 25/05/09 page 17 of 19
Appendix 1. Relationships between riser tube size and header tube size
Relationship between tube sizes and spacing between risers, where total riser X section is less than twice header X sectional area
Tube sizes
Type - Nom width wall
DN10 - C 3/8" 9.50 radius mmsq 2 x head
Number of risers
5 6 7 8 9 10
Green = optimal Yellow = selected
11 12 13 14 15 16 17 18
0.71 4.04 51.25 102.50 256.25 307.50 358.75 410.00 461.25 512.50 563.75 615.00 666.25 717.50 768.75 820.00 871.25 922.50
DN15 - C 1/2" 12.70
DN18 - C 5/8" 15.88
DN20 - C 3/4" 19.05
DN25 - C 1" 25.40
DN10 - B 3/8" 9.52
DN15 - B 1/2" 12.70
DN18 - B 5/8" 15.88
0.71 5.64 99.88 199.76 499.41 599.29 699.18 799.06 898.94 998.82 1,098.70 1,198.59 1,298.47 1,398.35 1,498.23 1,598.11 1,698.00 1,797.88
0.91 7.03 155.18 310.36 775.91 931.09 1,086.27 1,241.45 1,396.63 1,551.82 1,707.00 1,862.18 2,017.36 2,172.54 2,327.72 2,482.91 2,638.09 2,793.27
0.91 8.62 233.05 466.09 1,165.23 1,398.27 1,631.32 1,864.36 2,097.41 2,330.45 2,563.50 2,796.54 3,029.59 3,262.63 3,495.68 3,728.72 3,961.77 4,194.81
0.91 11.79 436.47 872.95 2,182.36 2,618.84 3,055.31 3,491.78 3,928.26 4,364.73 4,801.20 5,237.67 5,674.15 6,110.62 6,547.09 6,983.57 7,420.04 7,856.51
0.71 4.05 51.50 103.01 257.52 309.02 360.53 412.03 463.53 515.04 566.54 618.05 669.55 721.05 772.56 824.06 875.57 927.07
0.91 5.44 92.92 185.85 464.62 557.54 650.47 743.39 836.32 929.24 1,022.16 1,115.09 1,208.01 1,300.93 1,393.86 1,486.78 1,579.71 1,672.63
1.02 6.92 150.36 300.73 751.82 902.18 1,052.54 1,202.91 1,353.27 1,503.63 1,654.00 1,804.36 1,954.72 2,105.09 2,255.45 2,405.81 2,556.18 2,706.54
DN20 - B 3/4" 19.05 1.02 8.51 227.13 454.26 1,135.66 1,362.79 1,589.92 1,817.06 2,044.19 2,271.32 2,498.45 2,725.58 2,952.72 3,179.85 3,406.98 3,634.11 3,861.24 4,088.38
DN25 - B 1" 25.40
Copper Plate Riser tube spacing in mm
Gauge mm 75mm 100mm 125mm 138mm 150mm 175mm
0.25
0.35
0.45
94.5 92
95 92.5
95.5 93
89
90
91
87 85.5 80.5
88
89
87 82.5
88 85
0.55 96 93.5 91.5 90 89 86.5
0.7 96.0 93.5 92.0 91.0 90.0 87.5
Table 12. Selection of riser tube sizes with riser spacing efficiency.
1.02 11.68 428.37 856.73 2,141.83 2,570.20 2,998.56 3,426.93 3,855.30 4,283.66 4,712.03 5,140.40 5,568.76 5,997.13 6,425.50 6,853.86 7,282.23 7,710.59
Prepared by Simon Pockley 25/05/09 page 18 of 19
Appendix 2. Comparison with available 180 litre solar hot water collector panel specifications
Custom SolarMio Rinnai/Beasley Edwards Rheem Solarhart SunMaxx Solchrome Chromagen Solavis Coenergy Dux/Ecosmart
Origin
Height mm
Width mm
Thickness mm
Vic
720
1790
85
Albury
1870
990
70
Riser spacing mm
No. Riser tubes
Riser tubes mm
Header tubes mm
116
14
149 est
6 8
9.52 x 0.71 10.00 x 0.56 15
25.4 x 1.02 25.4 x 0.91 20
Absorptivity/emmisivity 0.98/0.98 na
Absorber area sqm 1.032 2
Adelaide
1940
1025
80
WA
1941
1027
84
WA
1937
1022
65
WA
1937
1022
65
USA
133
7
133
7 33
9.25 x 0.71 9.25 x 0.71 na
25.4 x 0.91 25.4 x 0.91 na
127
8
10
25
0.96/0.05 0.96/0.05 0.95/0.05
1.86 1.73
India
2040
1030
100
Israel
1892
1122
93
115
9
147 est
7
12.7 x 0.56 16.0 x
25.4 x 0.71 27
0.94/0.14 0.90/0.45
1.87
China
2000
1010
82.5
China
1975
970
83
China
2000
1000
80
114 est
8
88 est
10
129 est
7
10.0 x 0.5 10.0 x 0.5 12.0 x 0.6
22.0 x 0.6 22.0 x 0.6 25 x 0.8
0.96/0.12 0.95/0.09
1.76 1.91 1.76
Absorber plate
Plate thickness mm
Glass type
Glass thickness mm
Sides insul hickness
Back Plate
No. drainage holes
Copper
0.7
Aluminium Aluminium
0.5 0.2 toughened low iron
4mm 3.2
Casing Material
Weight kg
Zincalume Colorbond Aluminium
35 36 36
Surface Treatment Matt Black Blck pickle Tinox
Insulation Material Rockwool Polyester Rockwool
Back insul thickness mm 50mm 50
50/30mm none
Zincalume Colorbond Aluminium none
Copper
0.2
3.2
3.2
Steel
33.6
Tinox
Fibreglass
38
Zincalume Zincalume Aluminium Aluminium Galvanised Aluminium Aluminium Aluminium
35 41 36.45 39 35 39 41.37
Blk Chrome Blk Chrome Solchrome
Rockwool Rockwool
50 50
Blk paint Blk Chrome Blk Chrome Blk Anodised
Polyurethane Rockwool Fibreglass Fibreglass
30 30 30
28mm
Steel Copper low iron low iron
3 3
Copper low iron
4
Aluminium Copper
0.15 0 tempered low iron
50mm
Zincalume Zincalume Galvanised Aluminium Plastic
Copper Copper
0.2
Al
0.48 low iron low iron low iron
3.2 4 4
25mm 20mm 20
Aluminium Aluminium Zincalume
2 4 4 none 1
Table 13. Comparison with available 180 litre solar hot water collector panel specifications.
2
Prepared by Simon Pockley 25/05/09 page 19 of 19