Development and Characterization of Glass Ceramic

Development and Characterization of Glass and Glass Ceramic
Sealants for Solid Oxide Electrolyser Cells
Hélène NONNET
1
, Hichem KHEDIM
1
and François MEAR
2
1 CEA, DEN, Marcoule, BP17171-30207 Bagnols-sur-Cèze Cedex
2 UCCS – Unité de Catalyse et Chimie du solide, UMR CNRS 8181, Ecole Nationale Supérieure de Chimie de
Lille, Université des sciences et Technologies de Lille, BP 108, 59652 Villeneuve d’Ascq Cedex, France
Email : helene.nonnet@cea.fr
Abstract:
The efficiency of glass ceramic sealants plays a crucial role in Solid Oxide Electrolyser Cell performance and durability. In order to develop suitable sealants, operating at about 800 °C, several formulations have been prepared and investigated: silica alkali borosilicate glass formulations, that will create a glass sealant and calcium aluminosilicate formulations that will create a glass ceramic sealant. Thermal and physicochemical properties of the glasses and glass ceramics along with the crystallization behavior were investigated. The glass transition temperatures (T g
) of the prepared glasses were found to be within the range of (600-730°C).
Shrinkage, sintering, softening, deformation and crystallization temperatures of the parent glasses have been measured by Hot Stage Microscopy (HSM). Microstructure and chemical composition of crystalline phases have been investigated using microprobe analysis. Bonding characteristics as well as chemical interactions of the parent glasses with yttria-stabilized zirconia (YSZ®) electrolyte and high chromium steel-based interconnect
(Crofer®) have also been studied.
Keywords: Solid Oxide Electrolyser Cell (SOEC), sealing materials, glass, glass-ceramic, interface
INTRODUTION
The requirement for hermetic sealing within Solid
Oxide Fuel Cells (SOFC) has been the subject of much research in recent years [1]. To develop a material that can operate under the unusually varied and harsh conditions present with SOFCs is a complex challenge for material science [2].
Although there are many similarities between
SOFCs and Solid Oxide Electrolyser Cells (SOEC) there has been little published research on sealants for SOECs.
The basic principle of the SOFC is that it places a fuel (e.g. CH
4
or H
2
) on one side of a membrane, air
(or oxygen) on the other. The oxygen diffuses though the membrane creating electrical current and so electricity. They are highly efficient and generate less pollution than other fossil fuel based power generation methods. The SOEC works in a similar manner but instead of generating electricity they use electricity to drive oxygen atoms from water, in the vapour phase, though the membrane so creating two streams oxygen and hydrogen. This process is more efficient at high temperature and so SOECs are often used in conjunction with power stations making use of waste heat.
The materials requirements for SOEC seals vary dramatically depending on the type of seal and the materials involved. The present work considers a sealant material within a prototype SOEC and must continue effective operations at an operating temperature of 800 °C for up to 1000 h, undergoing thermal cycling during that time. The material must form the seal with an initial heat treatment at
< 850 °C to avoid damage to components of the
SOEC by excessive heating. It must have a good thermochemical compatibility with other SOEC components (e.g. YZS and high chromium steel).
The atmosphere within the SOEC is varied and extreme, being both highly reducing at the cathode and highly oxidizing at the anode.
The majority of the published literature on seals for
SOFC/EC concerns glass, glass ceramic or glass composite seals. Glass ceramics have been shown to have many favourable properties including: ease of application, a wide range of CTEs, good gas tightness, highly durable. However, the solid bond that is produced also means that any cracking, due to CTE mismatch, during cooling cycles is permanent. This can significantly reduce cell efficiency due to gas mixing. Glass share many of the properties of glass ceramics but have the advantage of both allowing self healing and stress relaxation [3, 4].
This study explores various alkali borosilicate glass compositions (JV1 and JV2) evolved from the commercial alkali borosilicate glass Schott 8422 and two glass ceramic compositions (CAS1 and
CAS2) based on the CaO-Al
2
O
3
-SiO
2
-B
2
O
3
system.
Interactions between various substrates used within
SOECs are investigated using Scanning Electron
Microscopy (SEM) and Electron Dispersive
Spectroscopy (EDS). The results of crystallization studies are also presented.
EXPERIMENTAL PROCEDURE
Glass preparation
Two glass compositions (JV1 and JV2) were prepared, evolved from the commercial alkali borosilicate glass Schott8422. The removal of BaO and CaO was to simplify the composition and also because of known problems due to the presence of
BaO in sealing glass for SOFC [6]. K
2
O was removed due to its very high mobility in the presence of water.
Glasses were prepared from SiO
2
(Millsil), H
3
BO
3
,
NaCO
3
, CaO, Al
2
O
3
, and KNO
3
(PROLABO) and melted in a platinum-rhodium crucible at 1550°C for 3 h in an electric furnace and quenched on a
metallic plate. Compositions are given in Table 1.
Table 1: Glass compositions in wt. % wt %
SiO
2
B
2
O
3
Na
2
O
Al
2
O
3
K
2
O
CaO
BaO
Schott8422
64.48
8.33
11.39
9.2
5.96
0.3
0.4
JV1
68.39
8.52
13.67
9.42
/
/
/
JV2
70.32
8.53
11.73
9.42
/
/
/
The glass is milled in a vibratory WC ball mill to a particle size under 63 µm. The powder glass is mixed with an organic vehicle to make a paste that is then heated slowly until the organic compounds burn out; then the glass melts and flows to fill the sealing groove area.
Glass ceramic compositions (CAS1, CAS2, CAS1B and CAS2B) were prepared starting from reagent grades SiO
2
, Al
2
O
3
, CaCO
3
, H
3
BO
3
. The thoroughly mixed batches were placed in a Pt-Rh 10% crucible and heated up to 900 °C in an electric furnace for
1 h in order to eliminate carbonates and nitrates.
The batches were thereafter melted at 1550 °C for 3 h. The melt was casted onto a metallic plate and crushed after cooling. This latter step was repeated twice in order to homogenize the bulk. Part of the sample was crushed and milled in a laboratory mixer mills for 1 h and then sieved to particle size below 20 µm.
Parent glasses obtained at the glass manufacturing step were transparent and free from any crystalline phase. Glass ceramic compositions are reported on
Table 2: Glass ceramic compositions in wt. %
B
2
O
3 wt %
CAS1
CAS2
CAS1B
CAS2B
CaO
24.5
37.5
23.1
35.4
Al
2
O
3
14
20.3
13.2
19.2
SiO
2
61.5
42.2
58
39.8
5.7
5.7
Sample preparation
For glass/substrate interaction tests, the glass powder were blended to an organic binder, based on polyvinyl butane, in order to form a viscous glass paste. The thick paste is then applied with a dispensing syringe in a sandwich conformation, between Crofer
®
plate and YSZ
®
surfaces. The sealing heat treatment is then operated on the samples in an electric furnace.
The development of crystalline phases was investigated by isothermal heat treatments of powder samples in an electric furnace under air.
The samples were heat treated for 2 to 720 h at 800 and 850°C.
A 92-16.18 SETARAM TG Analyser was employed to determine glass transition temperature
(T g
) and crystallisation temperature (T x
) via
Differential Thermal Analysis (DTA).
Measurements were taken with a heating rate of
10°C/min in alumina crucible.
Viscosity measurements were performed using two apparatus in order to scan the viscosity range from
10 13 dPa.s to 10 2 dPa.s. For high range of viscosity
(10 10 to 10 13 dPa.s), the fibber elongation method was used.
For the low viscosity range (10 6 to 10 2 dPa.s), a
Couette-type apparatus was used: the melt was contained in a 29-mm-diam Pt/10%Rh crucible, and a 14-mm-diam rotative cylinder was suspended from the rheometer and immersed in the melt. The rheometer (Lamy Rheomat 115) rotated the spindle and measured the torque induced by the viscosity of the liquid. The glass sample was heated to about
1600 °C and the shear stress was measured as a function of the rotational speed.
Viscosity data obtained using both methods were fitted to the empirical Vogel-Fulcher-Tammann equation employing a non-linear routine within
Matlab using all the viscosity experimental points in the range under study.
The sintering behaviour of the glass ceramic powders was investigated using a Hot-Stage
Microscope. This technique, based on shadow method, allows following the evolution of the samples shape through a detection of glass deformations related viscosity points. This provides a quick assessment of the sealant flow and deformation characteristics over a broad temperature range. A still photograph was recorded at different stages of the process showing the change in shape of the samples. The sample shape variation was defined as A/A
0
(with A= surface of the sample at T and A
0
=initial surface of the sample).
The microstructure and the interface between sealing glass and substrate material were observed by SEM. Backscattered imaging, X-Ray mapping and Electron Dispersive Spectroscopy were used to
give morphological and compositional information at the interface.
X-Ray diffraction (XRD) data were collected using a Bragg-Brentano diffractometer; Diffractograms were analysed using the EVA
software.
RESULTS AND DISCUSSION
Glass compositions
It is generally considered that the glass transition temperature (T g
) for sealing glass should be between 600-750 °C [1], and an ideal value of viscosity at the working temperature around
10 -7 dPa.s [5]. The SOEC architecture under development for this study requires a relativity low operating temperature (800 °C) and sealing temperature (< 850 °C). Due to the necessity to form an effective seal below 850 °C a low value of
T g
is required, with a value of around 620 °C being considered ideal.
JV1 and JV2 reach these ideal requirements
(compositions in Table 1): the T
g
and viscosity values at 800 °C are respectively 600 °C and
10 -7 dPa.s for JV1 and 612 °C and 10 -7.33
dPa.s for
JV2 JV2
(O, Cr)
Crofer
®
Crofer
®
(a) (b)
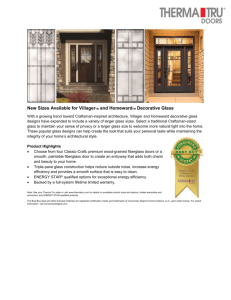
Figure 2: SEM images of the interfaces
JV2/Crofer® after heat treatment at
800 °C; (a) after 100 h; (b) after 720 h
(O, Cr)
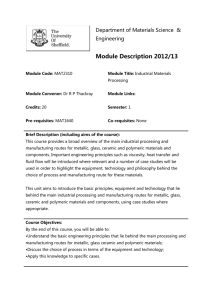
Glass stability is the key issue of this category of glass compositions when used as sealants at high
temperature. Figure 3 shows the devitrification of
JV1 and JV2 with the formation of Albite crystals
(Na(Si
3
Al)O
8
) after long term exposure at 800 °C,
This devitrification phenomena occurs especially when the seal is prepared starting from a paste preparation. Indeed, in this case, the starting material is a glass powder mixed with an organic binder and this particular preparation will initiate and favour the crystallization process.
JV2
JV2
(b) (a)
Figure 3: SEM images of the seal JV2 after heat treatment at 800°C, (a) after 100h, (b) after 720h
Figure 1: Viscosity-temperature curves for JV1 and
JV2
The seals are positioned at different places inside the electrolyser and are in contact with many materials: the interconnector material (high chromium steel Crofer®) and the cell materials
(anode and cathode ceramic YSZ®). A selection of these have been tested after a heat treatment of different durations (100 h, 720 h) at 800 °C and the quality of the seal formed between the glass and the substrate has been investigated with time and
characterized by SEM. Figure 2 shows the interface
between JV2 and Crofer® after 100 and 720 h at
800 °C.
In the different situations, the contact between the two materials is very good and between glass and metal an interaction layer of chromium oxide is formed which does not thicken with time; it remains about two micrometers thick.
However, if the glass seal is prepared in bulk form, crystallization can be avoided, even after long term exposure. This is illustrated by the XRD diagram in
Figure 4 showing the amorphous state of the seal
when prepared in bulk form, even after heat treatment at 800 °C during 720 h.
Figure 4: XRD diagrams of JV1 glass after heat treatment at 800 °C, 720 h using different types of preparations
Glass ceramic compositions
In previous work [8], glass-ceramics from several systems have been investigated and their relevance for sealing applications within SOECs were discussed. The obtained results concluded that glass-ceramics based on the CaO-Al
2
O
3
-SiO
2
(CAS) system meet most of the requirements for an efficient sealing, especially in terms of chemical durability. Two parent glass compositions (CAS1 and CAS2) were selected according to their
liquidus temperatures (T
L
) which correspond to the lowest melting points in the CAS system, respectively 1170 and 1265 °C for CAS1 and CAS2
compositions (Figure 5). About 6 wt. % of B
2
O
3 was added to the parent glass compositions in order to decrease their T g
. This led respectively to
CAS1B and CAS2B glass compositions (Table 2).
Figure 5: CAS1 and CAS2 compositions in the
SiO
2
-CaO-Al
2
O
3
ternary diagram
To obtain the glass ceramic seal, a heat treatment has to be applied to the parent glass. The ideal processing involves initially a satisfying spreading out of the glass over the substrate followed by the crystallization of the glass. In reality, these two steps would be in competition since crystallization can occur during the glass spreading step. The sooner the crystallization process gets started the sooner the glass viscosity will drastically increase and thus may block the natural viscous flow of the glass. Therefore, the crystallization mechanism of the sealing glass ceramic should be controlled and taken into account when establishing the heat treatment. For this reason, no nucleation step will be used during heat treatment. In order to avoid damages of the SOEC components, heating rate used in the heat treatment never exceeds 3 °C/min.
The heat treatment procedure retained is described
1000
900
800
700
600
500
400
300
200
100
(a)
(b)
(c)
(d)
0
0 500 1000 1500 2500 3000 3500 4000
Figure 6: Heat treatment schedule for CAS glass ceramics
Step (a): T
400 °C; t = 1 h, for debinding organic phases from the glass paste,
Step (b): T = 900 °C; t
15 min, for softening and bonding of the seal to the joined materials,
Step (c): T = 850 °C; 24 h < t < 50 h, for the crystallization of the glass,
Step (d): T = 800 °C; t = 100 h, for homogenization at the operating temperature.
The thermal parameters (T g
= glass transition temperature, T s
T x
= glass softening temperature and
= glass crystallization temperature) of the investigated glasses obtained from DTA
measurements are reported in Table 3.
Table 3: Thermal parameters of CAS glasses obtained from parameters extracted from DTA measurements
T(°C) T
G
T
S
T
X
CAS1 782 817 -
CAS2
CAS1B
794
729
831
760
1185
-
CAS2B 734 757 1018
Following the example of glass compositions, the quality of the seal formed between the glass ceramics and the various substrates has been investigated with time and characterized by SEM.
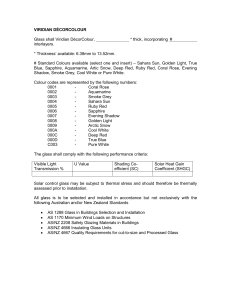
The SEM images of the seal microstructure after a long exposure time at the crystallization step reveal an extensive crystallization and the four different crystals predicted by the diagram were identified by
microprobe analysis (Figure 7).
Residual glass
Quartz
Wollastonite
Anorthite
Gehlenite
(a) (b)
Figure 7: SEM images of CAS1B (a) and
CAS2B (b) seals after heat treatment at
850 °C, 64 h.
In the different situations, the contact between the two materials is very good. A very thin layer of chromium oxide of around one micrometer is created only at the interface between CAS1B and metal; the three others interfaces are perfectly
Figure 8: SEM images of the interface between
(CAS1B, CAS2B) and (Crofer®, YSZ®) after heat treatment at 850 °C, 64 h.
The crystallization of these two glass ceramics have been studied in more detail using HSM equipment in order to determine the flow behaviour of the seals.
The correlation between the specific temperatures measured by HSM and their corresponding viscosities led up to define the specific viscosity points [9, 10]. These are:
First shrinkage or sintering (T
1
): temperature at which the linear shrinkage of the glass starts (log
= 9,1 ± 0.1). This step starts after T
G
.
Point of maximum shrinkage (T
2
): temperature of maximum shrinkage before the glass starts to soften (log
= 7,8 ± 0.1)
Crystallization temperature (T
C
): temperature at which the crystallisation rate is high enough to block the softening process.
Flow point (T
4
): the temperature where the height of the drop silhouette corresponds to a unit on the screen scale (log
= 3,4 ± 0.1).
The HSM curves demonstrated that the CAS2B crystallizes and also spreads more quickly than the
This is also demonstrated by the XRD diagrams of the two seals recorded after different heat treatment
CAS1B
CAS2B
Figure 9: HSM curves for CAS1B and CAS2B compositions
As a consequence, the CAS2B will be more spread onto the substrate at the end of the shaping step at
900 °C that makes this composition preferable because the shaping will be better.
The crystallization process will block the seal spreading from 1005 °C for CAS1B and from
909 °C for CAS2B.
CaSiO
CaAl
Ca Al
Figure 10: XRD diagrams of CAS1B and CAS2B glass ceramics after different durations of heat treatment at 850 °C
CONCLUSION
The challenge of producing a sealing glass for application in SOECs is yet to be met in an effective manner. This paper discribes two categories of seals: glass and glass ceramic.
In the glass seal category, results show that a high silica alkali borosilicate glass can meet many of the materials requirements set out. It can form an effective seal at 800 °C to both the metals the ceramics without cracking on cooling, indicating good tightness during thermal cycling. It can operate effectively for up to 100 h without significant crystallisation, up to a month if the material is used in monolithic form.
The lack of crystallisation in the glass when used in a monolithic form suggests that not only the composition of the glass is important for application in SOECs but also the methodology of preparation of the glass seal. Future work will concentrate on meeting some of the challenges set out in this work especially the complex area of method of application.
In the glass ceramic category, two glass compositions (CAS1 and CAS2) in the CaO-Al
2
O
3
-
SiO
2
system containing 6 wt. % B
2
O
3
have been investigated. A comparative study based on physiochemical and thermal characterizations showed that CAS2B glass composition better meets the requirements for an efficient sealing. CET measurements have to be completed on the glass ceramics to ensure that they can withstand the thermal transients.
Pressure gas tests have been performed on both glasses and glass ceramics solutions and have demonstrated very good tightness behaviour
(10 -5 Pa.m
3 .s
-1 at 800 °C during 300 h under 200 mbar).
ACKNOWLEDGMENTS
The authors would like to acknowledge Mrs
Charlène Vallat and Mr Bruno Penelon from CEA
Marcoule laboratory DTCD/SECM/LDMC for the
SEM observations, DTA and viscosity measurements; and Mrs Emmanuelle Brackz from
CEA Marcoule laboratory DTEC/SGCS/LMAC for the microprobe results.
REFERENCES
[1] Fergus J.W., Sealants for solid oxide fuel cells, Journal of Power Sources , 147 (2005)
46-57.
[2] Lessing P.A., A review of sealing technologies applicable to solid oxide electrolysis cells, Journal of Materials
Science , (2007), 42, 3465-3476
[3] Singh R.N., Sealing technology for solid oxide fuel cells (SOFC), International
Journal of Applied Ceramic Technology , 4
(2007) 134-144. (Singh 2007, Donald 2007).
[4] Donald I.W., Metcalfe B.L., Gerrard
L.A.,Interfacial reactions in glass-ceramicto-metal seals, Journal of the American
Ceramic Society , 91 (2008) 715-720.
[5] Pascual M.J. et al., Journal of Non-
Crystalline Solid,s 306 (2002) 58–69
[6] Ley K.L., Krumpelt M., Kumar R., Meiser
J.H., Bloom I., Glass-ceramic sealants for solid oxide fuel cells: Part I. Physical properties, Journal of Materials Research ,
11 (1996) 1489-1493 .
[7] Jiang N and Silcox J., Observations of reaction zones at chromium/oxide glass interfaces, Journal of Applied Physics , 87(8),
(2000), 3768-3776.
[8] Khedim H., Connelly A., Nonnet H., Coillot
D., Mear F., Montagne L., Characterization and Performance of Glass-Ceramic Sealants for SOECs, in: A.i.s.a. technology (Ed.) 12th
International Ceramic Congress, Trans Tech
Publication, Montecatini Terme , 2010, pp.
76-82.
[9] Scholze H., Dtsch Ver. Keram. Ges., 391
(1962) 63.
[10] Pascual M.J., Duran A., Prado M.O., A new method for determining fixed viscosity points of glasses, Physics and Chemistry of
Glasses , 46 (2005) 512-520.