SUPPLEMENTARY MATERIAL
Developing Gradient Metal Alloys through Radial Deposition
Additive Manufacturing
Douglas C. Hofmann1,2*, Scott Roberts1,2, Richard Otis1,3, Joanna Kolodziejska1,2, R. Peter
Dillon1, Jong-ook Suh1, Andrew A. Shapiro1,2, Zi-Kui Liu3, John-Paul Borgonia1
1. Engineering and Science Directorate, Jet Propulsion Laboratory, California Institute of
Technology, 4800 Oak Grove Dr. Pasadena CA 91109
2. Keck Laboratory of Engineering Sciences, California Institute of Technology, 1200 E.
California Blvd., Pasadena CA 91125
3. Department of Materials Science and Engineering, Pennsylvania State University,
University Park PA 16802
*To whom all correspondence should be addressed: dch@jpl.nasa.gov
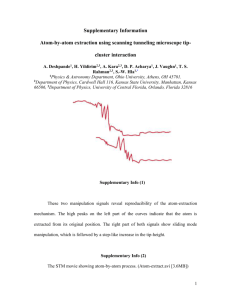
Supplementary Figure 1 – Volume % of metal powder versus distance for the Ti-6-4 to V
gradient alloy shown in Fig. 1 of the manuscript. A standard rule of mixtures was used to
transition from Ti-6-4 to V.
Copyright 2013 California Institute of Technology. All Rights Reserved.
SUPPLEMENTARY MATERIAL
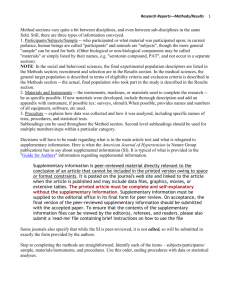
Supplementary Figure 2 – In the manuscript, it was stated that many gradient compositions
were attempted and some were successful and some were not. In this image, some of the test
specimens that failed are shown. Many of the samples that failed were polished and subjected to
SEM and EDS to determine the compositions where failure occurred. In every case, the failure
was caused by the formation of a brittle phase, which cracked during the thermal stresses
associated with the deposition. Sometimes, the building process was stopped and other times, the
crack was left as an internal element for scientific study. Cracking was most common when
alloys were graded directly through a region where a phase diagram calculation predicted brittle
phases, as with the Ti to Invar 36 gradient shown at right.
Copyright 2013 California Institute of Technology. All Rights Reserved.
SUPPLEMENTARY MATERIAL
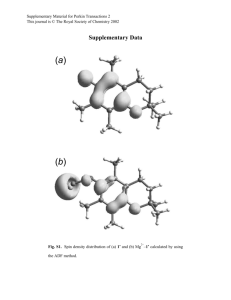
Supplementary Figure 3 – For each gradient alloy that was developed, a “forest” of test
specimens, typically comprised of 10 posts, was fabricated to evaluate changes in step size,
compositional steps, laser power, etc. Each post was large enough for SEM, X-ray and hardness.
In this figure, 10 gradients between 304L stainless steel and Invar 36 are shown. The previous
figure shows that sometimes, all 10 posts resulted in sample failure.
Copyright 2013 California Institute of Technology. All Rights Reserved.
SUPPLEMENTARY MATERIAL
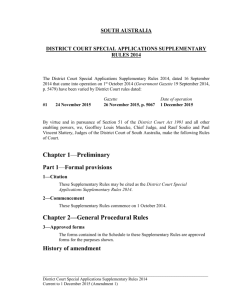
Supplementary Figure 4 – In the manuscript, it was stated that gradient alloys were subjected to
SEM to obtain EDS composition data and to assure the samples were fully dense. Four SEM
micrographs from random locations on a 304L to Invar 36 gradient are shown above. In every
sample, no porosity was observed on the surface, an indication of a fully dense part (the black
spots on the SEM are surface features, such as dirt). Although it was rare, occasionally an
unmelted phase was observed in SEM images, as is the case in the upper right hand image. EDS
confirms that this phase is an unmelted region of pure Invar 36 while the matrix around the
particle is an intermediate composition during the gradient (all numbers are given in wt. %).
Copyright 2013 California Institute of Technology. All Rights Reserved.
SUPPLEMENTARY MATERIAL
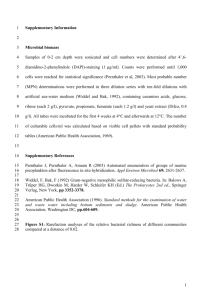
Supplementary Figure 5 – This plot shows the CTE as a function of temperature from 300-375
K as measured by CTE on pure Invar, pure 304L and two gradient alloys. The gradient CTE
samples were obtained cutting 3 mm high pillars from the gradient posts (in an aspect ratio of
2:1) and then measuring the CTE using a thermomechanical analyzer (TMA). In this plot, 4 of
those measurements are shown, one from the Invar side of the gradient, one from the steel side,
and two samples near the Invar side of the gradient. Sample 2 represents the sample most near
the pure Invar and Sample 3 was the next sample beyond that. The CTE was obtained by
differentiating the heating curves and then averaging the linear curves to obtain one number for
CTE for this temperature range. The CTE was linear in this range, but is reported as a single
number. It’s clear that Invar has a very low CTE in this range and that the smallest addition of
304L increases the CTE markedly.
Copyright 2013 California Institute of Technology. All Rights Reserved.
SUPPLEMENTARY MATERIAL
Supplementary Figure 6 – In the manuscript it was noted that there was a gradient in
ferromagnetism between the Invar 36 and the 304L stainless steel sides of the gradient. In the top
image, a neodymium magnet is shown attached to the Invar 36 side of the gradient while at the
bottom, the powerful rare-earth magnet can be moved to within a few millimeters of the 304L
side of the gradient. The metal strip was not part of the demonstration as was used to show that
laser welding could be used on the gradient alloy (this is the subject of future work).
Copyright 2013 California Institute of Technology. All Rights Reserved.
SUPPLEMENTARY MATERIAL
Supplementary Figure 7 – A side view of the radially graded alloy from 304L to Invar 36
deposited on a rod of A286 stainless steel. The red arrow shows the different layers that were
cladded onto the surface, each with different composition. The radial alloy was built up by
cladding a single layer onto the rod, then changing the composition, then cladding a new layer
with a different composition. Initial attempts failed because the laser power was too high and the
part was not able to cool through radiation faster than it was being heated, resulting in warping of
the rod. After each cladding, the sample was allowed to cool before the addition of the next
layer.
Copyright 2013 California Institute of Technology. All Rights Reserved.
SUPPLEMENTARY MATERIAL
Supplementary Figure 8 – X-ray scans were obtained for the radial sample as well as for the
linear sample of 304L to Invar 36. The radial alloy was sectioned according to the map above
and x-ray scans were performed on each section, shown at right. Although not shown, x-ray was
also performed on the linear gradient sample to show that the sample was all fcc austenite at
every composition (as these scans for the radial alloy also show). Only a change in lattice
parameter was noted for the 304L to Invar 36 gradient.
Copyright 2013 California Institute of Technology. All Rights Reserved.
SUPPLEMENTARY MATERIAL
Supplementary Figure 9 – Image of the full carbon fiber composite test panels used for pullout
testing, showing the location of the bonded insert. Once the inserts were bonded into each panel,
the panels were thermally cycled 5 times from -150-100 °C to thermally stress the insert epoxy
due to the difference in CTE between the insert and the panel. An adhesive was selected that was
particularly susceptible to this type of thermal cyclic failure.
Copyright 2013 California Institute of Technology. All Rights Reserved.
SUPPLEMENTARY MATERIAL
Supplementary Figure 10 – An optical micrograph showing the difference in scale between the
indent from a Rockwell B indentation and the smaller Vicker’s microhardness indentations on a
Ti-6-4 to V gradient alloy. The Vickers measurments from right to left were 468.8, 457.7, and
431.4 (46.8, 46.0, 43..8 converted to HRC). These match well with the measured Rockwell C
values. We selected the Rockwell measurement to average the hardness over a larger area.
Copyright 2013 California Institute of Technology. All Rights Reserved.