276-701-1-RV

A LINEARIZED GERBER FATIGUE MODEL
ABSTRACT
It is generally acknowledged that the Gerber bending fatigue failure rule is reasonably supported by experimental data. However, the use of this failure rule in design sizing appears not to be common because of its non-linear nature and as such is more computationally intensive. The modified Goodman criterion is much more popular, despite its being considered conservative. Its appeal seems to be on its simplicity due to its linearity.
A new bending fatigue design model based on the linearization of the Gerber failure criterion is proposed in this paper. The model divides the design diagram into two portions of quasi-reversed and quasi-steady fatigue failure regimes. Brittle fracture is expected in the quasi-reversed fatigue failure regime, while some type of yielding before fracture may be expected in the quasi-steady fatigue failure regime. Some examples are presented in which the use of the model is demonstrated in design verification and design sizing. The model consistently provides solutions that are slightly more conservative than the Gerber model but not as conservative as the
Goodman model. This means when bending fatigue is a significant serviceability criterion; it will yield solutions with smaller sizes, and thus give a more cost effective design. Generally smaller designs weigh less and are often cheaper to manufacture, enhancing profitability. Also smaller and functional products will reduce the rate of the depletion of scarce materials, thus helping to conserve them. The new model therefore has the potential of helping to achieve economical design of machine and structural members.
_____________________________________________________________________________________________
Keywords: Gerber fatigue criterion, modified Goodman criterion, linearized Gerber model, economical design
Introduction
Many machine and structural members are loaded by repeated or cyclic forces. These represent situations that members of structures and equipment are required to resist fluctuating levels of stress that can lead to fatigue failure. About 80% to 90% of the failures of machine and structural members result from fatigue [1, 2]. Hence fatigue failure represents a significant proportion of failure problems in mechanical and structural systems. According to Norton
[3], a U.S. Government report estimated the annual cost of fatigue failure to the U.S. economy in 1982 to be about 3% of the
Gross domestic Product (GDP). This cost sometimes includes loss of life.
The importance of fatigue failure was first recognized by Pencelot in 1839. Rankine made similar observations about fatigue phenomena in 1843. Between 1843 and
1870, Wholer designed fatigue testing machines and used them to conduct many fatigue tests, including the investigation of the influence of stress concentration due to changes in cross sections [4]. Fatigue failure has since then, been studied by numerous scientist and engineers such as Gerber,
Goodman, Soderberg, Miner, Petersen,
Marin, and a host of others [4, 5]. Norton,
[3, p. 320] provides a time line and summary of many contributors in fatigue science and technology.
1
Fatigue failure often takes the form of brittle fracture at stresses well below the static strength of the materials [4]. Brittle fracture separates a member into two or more pieces in a sudden manner without noticeable reduction in size. Preexisting flaws or growing cracks provide initial sites for very rapid crack propagation to catastrophic failure [6, p.24]. Brittle fracture often leaves a granular, multifaceted fracture surface.
Ductile fracture is normally preceded with noticeable plastic deformation involving reduction in size before fracture. Once changes in size occur, functionality is impaired as misalignment; vibrations, etc aggravate the situation which eventually results in fracture. Ductile fracture often leaves a dull, fibrous rupture surface [6].
Though fatigue failures are often of the brittle fracture type, some form of yielding is conceivable at near steady loads to allow for what might be called “ductile fatigue failure”.
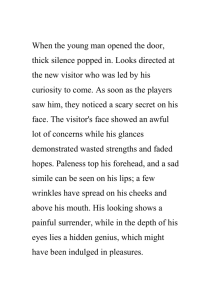
Several approaches are available for fatigue design and analysis [3]. The focus in this study is the stress-life ( S-N ) approach. Fig. 1 shows an S-N diagram [7] where the curve displays three distinct portions judging by its slope. Hence in the S-N approach, the fatigue load cycles may be divided into lowcycle fatigue, high-cycle fatigue and infinite-life fatigue regimes. However, there is no universal agreement on the dividing line between these regimes as overlap exists from classification of different authors [3, 8,
9]. Low-cycle fatigue is generally in the range of 1 to 10
3
load cycles and high-cycle fatigue is between 10
3
to 10
7
load cylces.
Infinite-life cycle is generally 10 6 load cycles and above. In low-and high-cycle fatigue, materials fail at a limited number of load cycles and the life of the component is measured as the number of load cycles before failure. In infinite-life fatigue, the material is able to sustain an unlimited number of load cycles at some low stress levels. For most steel materials, infinite-life is observable between 2x10 6 to 10 7 load cycles. For materials without apparent infinite life, it is often taken to be 10
8
or
5x10 8 load cycles. In the low-cycle regime, the number of load cycles has mild influence on the fatigue strength of materials which is equal to the tensile strength of the material at one load cycle and drops to about 90% of the tensile strength at 10
3
load cycles. In the high cycle regime, the fatigue strength of materials decreases with increasing load cycles. For example, the fatigue strength of most steel materials drops from about 90% of the tensile strength at 10 3 load cycles to about 50% at 10
6
load cycles. In the infinitelife regime, the fatigue strength of materials may show little or no decrease with increasing fatigue load cycles. Some authors associate fatigue strength with the low- and high-cycle regimes and endurance strength or fatigue limit with the infinite-life regime.
No such distinction of strength names is made in this study.
Fig. 1: S-N diagram (After EPI Inc., 2008)
The stress state in bending fatigue is appraised from the maximum and minimum stress values imposed on the structural or machine member during one load cycle. The exact variation of the stress during the cycle does not seem to be particularly relevant [1,
2
8]. The damage from fluctuating bending stress state is assessed on the basis of the mean and alternating stress components. The alternating and mean stress components
(please refer to Appendix A for nomenclature) per cycle are respectively:
σ a
=
1
2
max
min
……………Eqn. 1
σ m
=
1
2
max
min
……...……Eqn. 2
In a fluctuating load cycle;
σ a
and
σ m
have non-zero values which may be positive
(tensile) or negative (compressive). This is the general case in fatigue loading. An example of fluctuating load cycle is a set of suspension bridge wires which carry the weight of the bridge at all times and carry additional loads of varying magnitude when a vehicle or rail passes the bridge [9]. In a released [6] load cycle,
σ min
is zero,
σ a
and
σ m
are equal in magnitude with numerical values of half
σ max
. A chain used to haul logs on a tractor is an example of released loading [9]. In a fully reversed load cycle,
σ m
is zero and
σ max
= -
σ min . This is a very common situation in rotating shafts. Fatigue failures are most likely in a fully reversed load cycle condition.
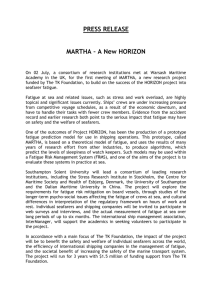
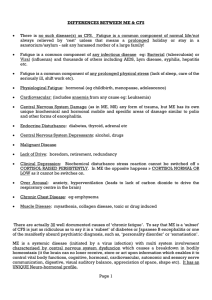
Fig. 2: Bending fatigue design diagram
When a tensile mean stress is present during a fatigue load cycle, the material fails at alternating stress levels lower than the fatigue strength. Several models [3, 4, 6, 10,
11, 12, 13, 14] are available in literature addressing the influence of tensile mean stress on fatigue life. Among these are the
Gerber (Germany, 1874), Goodman
(England, 1899), and Soderberg (USA,
1930). Fig. 2 shows a bending fatigue diagram with tensile mean stress indicating the Gerber parabola and the modified
Goodman line. In this figure, the fatigue strength of a material is on the vertical axis and the ultimate tensile strength is on the horizontal axis. The Gerber curve is a parabola that joins the fatigue strength on the vertical axis to the ultimate tensile strength on the horizontal axis. The modified Goodman model is a straight line and it joins the fatigue strength on the vertical axis to the ultimate tensile strength on the horizontal axis also. Most test data fall between the modified Goodman and the
Gerber curve. The Soderberg model is not shown because it is said to be more conservative than the modified Goodman rule [3, p. 381] and is seldom used.
3
According to Norton [3], though considerable scatter of data exists, the
Gerber parabola fits experimental data on fatigue failure with reasonable accuracy. He noted that the Gerber parabola is a measure of the average behavior of ductile materials in fatigue resistance while the modified
Goodman curve is that of minimum behavior. Shingley and Mischke, state that the Gerber parabola falls centrally on experimental data while the modified
Goodman line does not [10, p. 13.24 –
13.25]. The modified Goodman line is often used as a design criterion because it is more conservative than the Gerber parabola. Also, the modified Goodman is simpler in application, especially in determining sizes of members due to its linear nature. The use of the Gerber model in the determination of member sizes is generally more computationally intensive and so rather unattractive for many designers. This may partly explain while the modified Goodman criterion has been in popular use even though it was developed later and is known to be rather conservative. If the Gerber parabola is linearized; it can be used to determine the sizes of machine and structural members like the modified
Goodman model.
The objective of this study is to develop a linearized model of the Gerber fatigue failure rule so that it may be used in design sizing like the modified Goldman model without iterations. Because the Gerber bending fatigue criterion represents average behavior of ductile materials, it can be associated with a 50% probability of survival. Hence using this rule in a probabilistic model for design sizing means definite probability goals can be achieved.
Over-design can be avoided by using probabilistic methods while still ensuring the safety of a component [15]. Therefore from a design model perspective, it has inherent advantages over the modified
Goodman rule. Because it is less conservative that the modified Goodman model, a linearized Gerber rule will lead to reduced component sizes so that designs will be more cost effective since smaller components are lighter and often easier to make. In a global economy and technologically advancing world, cost effective designs are a competitive edge.
Lastly, material usage per product will be reduced, which will help to conserve scarce resources.
Linearizing Gerber Design Diagram
The basic idea is to approximate the Gerber parabola with two line segments. The lines should be sufficiently close to the curve so that they provide solutions that are reasonably comparable to the original curve.
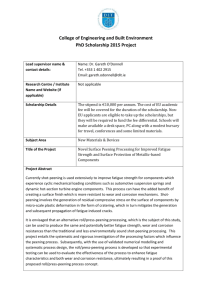
Fig. 3 shows two line segments AB and BC as approximations of the Gerber curve. This effectively divides the allowable design space into two triangles OAB and OBC. The line OB is a common line to these two triangles and it represents a transition load line. The region OAB represents a design space where failure will most likely result from the predominant influence of the alternating stress and is named quasireversed fatigue regime. The failure line in this region is line AB and it makes angle α with the horizontal line. The region OBC represents a design space where failure will most likely result from the predominant influence of the mean or steady stress and is named quasi-steady regime. The failure line in this region is line BC; it makes angle β with the horizontal line. Note that triangle
OBC is an isosceles triangle with the sides
OB and BC equal. It should be observed that the lines AB and BC are on the conservative side of the Gerber parabola. The linearized
Gerber model is defined by angles α and β.
The intent is to find expression for
4
Fig. 3: Fatigue Design Diagram each angle based on the material properties of fatigue strength, S f
and ultimate tensile strength, S u
.
Hence from Eqns. 4 and 6: tan
α =
AE
OD
=
S f
2 S u
=
2 o = ψ.…Eqn. 7
Referring to Fig. 3:
OE
= σ
A
; OA = S f
; OD = σ
M
; OC = S u
The Gerber parabola in bending fatigue is described by the equation:
σ
A
Assume:
OD
= S f
1
= σ
M
=
Then in Eqn. 3:
S
M u
2
……...………Eqn. 3
1
2
S u
……..……….…Eqn. 4
From Fig. 3: tan
β =
OE
OD
=
3 S
2 S u f =
3
2 o
= 3ψ = η t
……………...…Eqn. 8
Eqns. 7 and 8 depend on the fatigue ratio
ψ o
: the ratio of fatigue strength to ultimate tensile strength of materials. Table 1 gives mean values of
ψ o
for some common materials. Some scatter is usually associated with fatigue ratio data. Also, at relatively σ
A
=
3
S f
……………….......……Eqn. 5
4
Now, from Fig. 3: higher ultimate tensile strength, the fatigue ratio drops, so care is needed in using these
AE = S f
- σ
A
=
1
4
S f
………….
Eqn. 6 values.
Table 1: Representative values of fatigue ratio, [3, 10]
Material Fatigue ratio, ψ o
Wrought steel 0.50
Aluminum, Cast steel, Copper alloys,
Nodular cast iron
Gray cast iron
Normalized nodular cast iron
0.40
0.35
0.33
5
Effective Bending Stress
With the angles
α
and β now known, we need to determine the effective bending stress resulting from a combination of alternating normal stress and mean normal stress. Any combination of these stresses will have a load line that passes through the origin with a slope given by:
η = k
m a
…………..……….
.....Eqn. 9
Eqn. 9 has stress concentration factor k
σ applied to the alternating normal stress. This is necessary for realistic estimates of stresses at cross-sections with notches. According to
Collins, Busby, and Staab [6, p. 282]; experimental studies indicate that stress concentration factors should be applied only to alternating components of stress for ductile materials in fatigue loading.
However, stress concentration factors should be applied to both alternating and mean stresses in brittle materials when loaded in fatigue.
Referring to Fig. 3, the load line factor
η will determine the fatigue failure regime that is appropriate for a particular situation. If
η is equal to or greater than the load line transition factor
η t
, then the design point will be inside triangle OAB in Fig. 3, and quasi-reversed fatigue regime applies. If
η is less than
η t , the design point will be inside
Fig. 4: Quasi-reversed fatigue regime triangle OBC in Fig. 3, and quasi-steady fatigue regime applies.
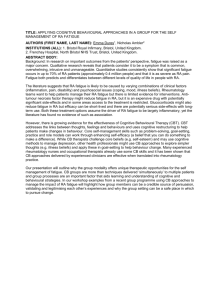
Quasi-reversed Fatigue Regime:
η ≥ η t
Fig. 4 shows a fatigue bending stress state with a load line in the quasi-reversed fatigue regime. The effective bending stress is represented by OF and OE represents the alternating stress. OD represents the mean or steady stress. Note that line FG and line AB, the failure line, are parallel. This ensures that the effective stress is being mapped with the appropriate failure rule. If these two lines are not parallel, a different failure criterion would apply to line FG, introducing distortion to the failure rule.
Referring to Fig. 4:
OF = σ ef
; OE = OD = k
σ
σ a
; EG = σ m
OF = OE + EF…………………….… Eqn. 10
EF = EGtan
α = ψσ m
………..……
Eqn. 11
Hence:
σ ef
= k
σ
σ a
+
ψσ m
= k
σ
σ a
+
1
2
o
σ m
……..
…...… Eqn. 12
Eqn. 12 gives the expression for the effective alternating normal stress from a combination of nominal mean and alternating stresses for quasi-reversed fatigue regime.
6
Fig. 5: Quasi-steady fatigue regime
Quasi-steady Fatigue Regime:
η
< η t
Fig. 5 shows a fatigue bending stress state with a load line in the quasi-steady fatigue regime. The effective bending stress is represented by OD and OF represents the alternating stress. Note that line DG and line
BC, the failure line, are parallel. As in the quasi-steady fatigue regime, this ensures that the effective stress is being mapped with the appropriate failure rule.
Referring to Fig. 5:
OD
OD
ED
= σ ef
; OE = OF = σ
= OE + ED
………………..…
Eqn. 13
=
EG tan
= k
t a m
; OF = k
σ
σ
………….… a
Eqn. 14
OD = σ ef
= σ m
+ k
t a = σ m
+ k
3
a
=
σ m
+
2 k
3
o a ..……...….… Eqn. 15
Eqn. 15 gives the expression for the effective mean normal stress from a combination of nominal mean and alternating stresses for quasi-steady fatigue regime.
Avoiding Yield at First Load Cycle
There is a possibility that when a quasisteady fatigue failure condition exists, a member may yield at the first load circle [3, p. 380; 10, p. 37.16]. If this happens, local yielding can occur which can lead to changes in straightness and strength (local strain hardening is possible), resulting in unpredictable loading [10]. The Langer line, also called the yield line is shown in Fig. 6.
It is inclined at 45 o
to the horizontal. Line
DE in Fig. 6 is parallel to the failure line
BC. If the angle β is smaller than 45 o , then yielding can be prevented in quasi-steady fatigue regime by moving line BC to the line
DE which involves translational motion
Fig. 6: Avoiding yield at first load cycle
7
and does not change the failure criterion.
This will be true for most materials used in fatigue design since the high value of
ψ o
is about 0.5 as is indicated in Table 1. This limits the angle β from Eqn. 8 to about 37 o
.
To translate line BC to position DE, means the safety factor n s
on the ultimate strength should be sufficiently high to preclude yielding. This condition is satisfied when: n s
≥ n o
=
S u
S
Y
…………..… ...…Eqn. 16
Eqn. 16 raises a fundamental question in fatigue design. Should the same value of safety factor be used for quasi-reversed and quasi-steady fatigue design? The answer appears to be intuitively negative. In static design situations, different values of safety factor are used for ductile and brittle fracture failures. In static design, often the safety factor for brittle fracture design based on the ultimate tensile strength is taken as approximately twice that of ductile design based on the tensile yield strength [16, 17].
If stress concentration is accounted for, safety factor for yield strength may be used in fatigue design [17]. It is the view of this author that different values of safety factor ought to be used for quasi-steady and quasireversed fatigue design. This new model allows different safety factors in quasireversed and quasi-steady fatigue regimes.
Design Sizing Application
Bending stress can be expressed as a function of the bending moment and section modulus.
σ
a
=
M a
Z
………………....……Eqn. 17
σ
m
=
M m
Z
………..……….…
Eqn. 18
η = k
M a
M m
…………..……….
Eqn. 19
Quasi-reversed Fatigue Design:
η
≥
η t
For design sizing application in quasireversed fatigue regime, the task is to find Z that satisfies the strength serviceability criterion. This condition is expressed as
σ
e f
≤
S f n s
…………………………
Eqn. 20
From Eqns. 12, 17, 18, and 20:
σ ef
= k
σ
σ
= k
Z
M a
+ ψσ m
M a +
Z m ≤
S n s f …
Eqn. 21
So that:
Z ≥ n s
S f
k
M a
M m
………...…
Eqn. 22
Quasi-steady Fatigue Design:
η
<
η t
For design sizing application in quasi-steady fatigue regime, the task is to find Z that satisfies the strength serviceability criterion:
σ
e f
≤
S u ……………………….… Eqn. 23 n s
Combining Eqns. 15, 17, 18, and 23:
Z ≥ n s
S u
k
M
t a
M m
≥ n s
S u
k
M
3
a
M m
……….…
Eqn. 24
Z depends on the shape and dimensions of the shape of the cross-section of a member.
For simple shapes such as circles and rectangles the formula for Z are available in structural and machine design textbooks. In structural design, values of Z can be obtained from tables for structural steel shapes, for example; AISC Steel
Construction Manual.
Some Applications of Model
The linearized Gerber model (LGM) is applied in three examples. The first is a case of possible quasi-reversed fatigue failure
8
taken from Norton [3, p. 391 – 397], while the second example is a case of possible quasi-steady fatigue failure and it is a modification of Example 1. This example is used because it is described as a typical design problem [3]. The model application in these examples is that of design verification in which the adequacy of a design is assessed on the basis of a factor of safety for a member with a known form or
3D figure. A design is accepted as adequate if the factor of safety is at least equal to a desired value. A factor of safety of at least unity is necessary for failure avoidance at of a member is often based on space limitation and may be estimated in a preliminary layout diagram but can be refined later, perhaps from rigidity or strength considerations. The cross-section can be sized for an assumed shape based on fatigue strength or other serviceability criteria.
Example 1
Fig. 6 shows one of two brackets attached to a machine frame. The brackets carry a combined fluctuating load varying from a minimum of 200 lb to a maximum of 2200 first load cycle.
The third example is a redesign of the first example, demonstrating the application of the new model in design sizing. The task in design sizing is choosing the form and determining the size of a member for a desired factor of safety. The form of a member is defined by its length and crosssectional shape and dimensions over its length. In general, the cross-section may vary along the length of a member but this makes analysis more complicated and costly. Constant cross-sectional members lb, (3, p. 391 - 394). The load is shared equally by the brackets; the maximum allowed lateral deflection is 0.02in. for each bracket, and each should be designed for 10
9 load cycles. The load-time function is sinusoidal, maximum cantilever length is
6in., and the operating temperature is 120 o
F.
Trial dimensions are b = 2in., h = 1in., H =
1.125in., r = 0.5in. and l = 5in. The brackets will be machined to size from stocks. From the cited reference, the value of k
σ
= 1.16 and Z = 0.3334in
3
. The brackets are to be are usually the first choice, especially during preliminary design but modifications often occur later in the design process. The length made from SAE 1040 with S u
= 80 ksi, S y
=
60 ksi, and corrected
99.9%
Fig. 6: (After Norton, 2000)
S f
= 21,883 psi at reliability.
9
Solution for Example 1
The expected 10
9
load cycles for the brackets is in the range of infinite-life regime. This simplifies the estimation of the fatigue strength as shown in [3]. In the following calculations, transverse shear stress is neglected because it is considered to be relatively small compared to bending stress. For the brackets, the critical section is at the fillet location. be more consistent to use the model at 50% probability of survival of fatigue strength.
Hence the new fatigue strength at 50% probability of survival is then S f
= 29,061 psi. (Divide 21,883 psi by 0.753).
From Eqns 7 and 8:
F min
= 0.5x200 = 100 lb ;
F max
= 0.5x2200 = 1100 lb
F m
= 0.5
(F max
+ F min
)
= 0.5(1100 + 100) = 600 lb
F a
= 0.5
(F max
- F min
)
= 0.5(1100 - 100) = 500 lb
M a
= F a l = 500x5 = 2500 in-lb;
M m
= F m l = 600x5 = 3000 in-lb
From Eqns. 17 and 18:
ψ =
S f
=
29 , 061
2 x 80 , 000
= 0.182
2 S u
η t
=
3ψ
= 3x0.182 = 0.546
Now
η = 0.967
> η t
= 0.546.
This is a quasi-reversed fatigue failure case.
From Eqn. 12:
σ ef
= k
σ
σ a
+ ψσ m
=
8700 + 0.182x9000
= 8,700 + 1,638 = 10,338 psi
From Eqn. B8 n s
=
S ef f
29 , 061
=
10 , 338
= 2.81
σ a
=
σ m
=
M a
Z
M a
Z
2500
=
0 .
3334
= 7,500 psi
=
3000
0 .
3334
= 9,000 psi
For the Gerber model and from Eqn. B3 in
Appendix B:
σ ef
=
1
k
S u a m
2
8 , 700
=
1
9 , 000
80 , 000
2
= 8,812 psi
From Eqn. 9:
η
= k
m a =
1 .
16 x 7 , 500
9 , 000
= 0.967
In Norton [3]; S f
= 21,883 psi because it was evaluated at 99.9% reliability. Fatigue strength adjustment or correction factors are used to obtain realistic service fatigue strength from standard polished laboratory specimens. The reliability factor is one of such factors. For a 50% probability of survival, the reliable adjustment factor is
1.0. At 99.9% reliability, it is 0.753 in [3].
Because the Gerber model is said to represent average behavior of materials, it n s
=
S
For the modified Goodman model and from
Eqn. B8 in Appendix B:
σ e f
= k
σ
σ a
+
= f ef
=
29 , 061
= 3.3
8 , 812
8,700 + n s
=
S f ef
S f
S u
σ m
29 , 061 x9,000
80 , 000
= 8,700 + 3,269 = 12,969 psi
29 , 061
=
12 , 969
Table 2: Models comparison for quasi-reversed fatigue design
Model Safety Factor % Difference
= 2.24
Gerber
LGM
Modified Goodman
3.30
2.81
2.24
0
14.85
32.12
10
Table 2 summaries the results for design verification for example 1. The percentage difference in column 3 of Table 2 is evaluated using the Gerber rule as reference.
For the same design conditions, a more conservative model will give a smaller safety factor. From Table 2, the LGD model is observed to be slightly more conservative than the Gerber model but less conservative than the modified Goodman model. This shows that the new model is an improvement on the modified Goodman criterion, and thus will help to conserve material resources if used in design. If quasisteady fatigue failure is assumed for this case, the safety factor will be 7.44 using the
Gerber model. Since 7.44 is more than twice
3.3, the safety factor for quasi-reversed fatigue failure used above; quasi-reversed fatigue failure is actually more likely than quasi-steady fatigue failure. Certainly, the new model classification into quasi-reversed and quasi-steady fatigue failure regimes appears realistic.
Example 2
The problem of Example 1 is analyzed with the fluctuating load on a bracket varying from a minimum of 700 lb to a maximum of
1100 lb. Other factors in the problem remain unchanged.
Solution for Example 2
The critical section is at the fillet location as in Example 1.
F min
= 900 lb ; F max
= 1100 lb
F m
= 0.5
(F max
+ F min
)
= 0.5(1100 + 700) = 900 lb
F a
= 0.5
(F max
- F min
)
= 0.5(1100 - 700) = 200 lb
M a
= F a l = 200x5 = 1000 in-lb;
M m
= F m l = 900x5 = 4500 in-lb
From Eqns. 17 and 18:
σ a
=
M a
Z
1000
=
0 .
3334
= 3000 psi
σ m
=
M a
Z
=
4500
0 .
3334
= 13,500 psi
From Eqn. 9:
η = k
m a =
1 .
16 x 3000
13 , 500
= 0.258
From Example 1:
ψ =
0.182
; and
η t
= 0.545
Now
, η
= 0.258
< η t
= 0.545.
This is a quasi-steady fatigue failure case.
Due to the possibility of yield at first cycle in quasi-steady fatigue, we need to know the minimum safety factor to avoid it.
From Eqn. 16: n o
=
S u
S
Y
80 , 000
=
60 , 000
= 1.33
From Eqn. 15:
σ ef
= σ m
+ k
t a =
13,500 +
3480
0 .
545
= 13,500 + 6385 = 19,885 psi n s
=
S u ef
80 , 000
=
19 , 885
= 4.02
For the Gerber model and from Eqn. B5 in
Appendix B:
σ ef
=
1
m k
S f a
=
13 , 500
1
3480
29 , 061
=14,389 psi n s
=
S u ef
80 , 000
=
14 , 389
= 5.56
For the modified Goodman model and from
Eqn. B11 in Appendix B:
σ e f
=
S u
S f k
σ
σ a
+ σ m
=
80 , 000
29 , 061 x3480 + 13,500
= 9580 + 13,500 = 23,080 psi n s
=
S u ef
=
80 , 000
23 , 080
= 3.47
11
Table 3: Models comparison for quasi-steady fatigue design
Gerber
LGFD
Model Safety Factor
5.56
4.02
Modified Goodman
Table 3 summaries the results for design verification for example 2. The minimum
3.47 safety factor n o to avoid yield at first load cycle is 1.33. From column 2 in Table 3, the three safety factors evaluated are more than
1.33 by a comfortable margin. Hence there is no risk of yield at first load cycle. The
LGM model is seen to be slightly more conservative than the Gerber model but less conservative than the modified Goodman model. It is thus a more attractive model from the perspective of saving material resources. If quasi-reversed fatigue failure is assumed for this case, the safety factor will be 8.11 using the Gerber model. Since 8.1 is higher than 5.56, the safety factor for quasisteady fatigue failure above; quasi-steady fatigue failure is actually more likely than quasi-reversed fatigue failure. Again, the new model classification into brittle and quasi-steady fatigue failure regimes is very realistic.
Example 3
Redesign the brackets of Fig. 6 so that b is half h and h and H maintains the same ratio for a minimum safety factor is 2.5. The material and other conditions remain the same as stated in Example 1.
Solution for Example 3
The task in this problem is to determine the section modulus Z for the critical section which is at the fillet location in Fig. 6. The shape of the cross-section is rectangular as shown on the right side of Fig. 6. From
Example 1 :
M a
= 2500 in-lb; M m
= 3000 in-lb
S f
= 29,061 psi;
ψ
= 0.182
% Difference
0
27.7
37.6
η t
= 0.546;
η
= 0.967
Since η = 0.967
> η t
= 0.545.
This is a quasi-reversed fatigue failure case.
Now n s
= 2.5. Because of the change in proportions, k
σ
will be different. Assume k
σ
= 1.3.
From Eqn. 22:
Z ≥ n s
S
M f k
a
M m
≥
2 .
5
29 , 061
1 .
3 x 2500
0 .
182 x 3000
≥
2 .
5 x 3796
29 , 061
= 0.3266 in
3 .
For a rectangular shape: bh
2
Z =
6
Hence:
; when b = 0.5h; Z = h
3
12 h
3
12
≥ 0.3266
in 3 . h ≥
12 x 0 .
3266
3
1
= 1.58
in.
Let h = 1.6 in.; b = 0.5x1.6 = 0.8 in.
H = 1.125x1.6 = 1.8 in.
Z x
= bh
2
6
=
0 .
8 x 1 .
6
2
6
= 0.3413
in
3 .
H 1 .
8
=
1 .
6 r
= 1.125
; h
0 .
5
=
1 .
6
= 0.3125 h
From Fig. 4.36 [3, p. 197], k
σ
= 1.3. This is the same as the assumed value, so the design safety factor should be close to the design.
Using the same procedure as in Example 1, the design safety factor, n s was evaluated to be 2.61 for the new model and 2.77 for
Gerber model. These values are relatively close to the desired value of 2.5. The deflection at the point of load application
12
is estimated to be 0.0056in. and 0.0073in. at the end of the bracket. These values are much lower than the maximum allowable value of 0.02in. The cross-sectional area of the old bar is 2 in
2
. The new bar has a crosssectional area of 1.28 in 2 . This is a 36% reduction in area and consequently a 36% reduction in weight or material cost at
36.4% of maximum allowable deflection. A
36% reduction in material cost could translate into thousands if not millions of dollars in savings in a large volume production! Note however, that these results are based on average values or 50% reliability of all design parameters, not
99.9% for only the fatigue strength in the original design. The overall reliability of the component can be evaluated based on the safety factor and variability (coefficient of variation) of all design parameters [10].
Conclusion
A linearized Gerber model (LGM) is developed to simplify the use of the Gerber model in design sizing. The model divides the fatigue design diagram into two portions of quasi-reversed and quasi-steady fatigue failures. In the quasi-reversed fatigue regime, by comparing Eqn.7 and Eqn. B9, the failure line of LGM has a slope that is half of the modified Goodman model. In the quasi-steady fatigue regime, by comparing
Eqn.8 and Eqn. B11, the failure line of LGM has a slope that is one-and-half times that of the modified Goodman model. Therefore the new model is less conservative than the modified Goodman model but slightly more conservative than the Gerber model.
The new model classification of design space into quasi-reversed and quasi-steady fatigue failure regimes is first of its kind. In design practice, brittle fracture is distinguished from ductile fracture and the new model reflects this in quasi-reversed and quasi-steady regimes where brittle and ductile fatigue failures are expected, respectively. As shown in Example 1 and
Example 2, this division correctly identifies the more likely mode of failure (quasireversed or quasi-steady) in design situations. The Gerber criterion does not indicate which failure mode is more likely.
Therefore, this division in the new model is an improvement on the Gerber model.
The linearized model is less computationally intensive than the Gerber model and less conservative than the modified Goodman model. It defines a minimum safety factor for quasi-steady fatigue design if yielding must be precluded. This shows that different design safety factors can be used in quasireversed and quasi-steady fatigue regimes.
Because the Gerber criterion is representative of the average behavior of ductile materials in fatigue loading, a reliability of 50% can be associated with the new model on a conservative basis. Hence it can be used as a probabilistic design model.
Over-design can be avoided by using probabilistic methods while still ensuring the safety of a component.
References
1.
Kravchenko, P. Ye., (1964), “Fatigue
Resistance”, Pergamon, New York.
2.
Sachs, N. “Root Cause Failure
Analysis –Interpretation of Fatigue
Failures”, Reliability Magazine,
August, 1999.
3.
Norton, R. L. (2000), “Machine
Design: An Integrated Approach”,
Prentice-Hall, Upper Saddle River,
New Jersey.
4.
Hidgon, A., Ohseen, E. H., Stiles, W.
B., and Weesa, J. A., (1967),
“Mechanics of Materials” 2 nd . Ed.
Wiley, New York, Chap. 10.
13
5.
Polak, P. (1976), “A background to
Engineering Design”, MacMillan,
London, pp. 19-20.
6.
Collins, A. J., Busby, H., and Staab,
G., (2010), “Mechanical Design of
Machine Elements”, John Wiley &
Sons, New Jerey.
7.
EPI Inc., (2008), “Metal Fatigue-
Why Metal Parts Fail from
Repeatedly Applied Loads”. http://www.epieng.com/mechanical_engineering_basics
/fatigue_in_metals.htm
8.
Dieter, E. G., (1976), “Mechanical
Metallurgy”, 2 nd
ed., McGraw-Hill,
New York, Chap. 12.
9.
Shigley, J. E. & Mitchell, L. D.,
(1983), “Mechanical Engineering
Design”, McGraw-Hill, New York,
Chaps. 6, 7 & 15.
10.
Shigley, J. E. & Mischke, C. R.,
(1996), “Standard Handbook of
Machine Design”, 2 nd ed., McGraw-
Hill, New York,
11.
Spotts, M. F. (1985), “Design of
Machine Elements”, Prentice-Hall,
Englewood Cliffs, pp. 101-131.
12.
Juvinall, R. C. (1983),
“Fundamentals of Machine
Components Design”, Wiley, New
York, pp. 200 – 231.
13.
Fatigue Life Evaluation. http://www.public.iastate.edu/~e_m.
424/Fatigue.pdf
14.
Conry, M., (2004), “Factigue-
Lecture 3”. http://www.acronymchile.com/notes html/3rd_Prodn_Design/fat_lecture3/ fatigue03_handout.pdf
15.
“Understanding Probabilistic
Design”, http://www.kxcad.net/ansys/ANSYS/ ansyshelp/Hlp_G_ADVPDS1.html
16.
Mott, P, E., “Applied Strength of
Materials”, 5 th
ed., Pearson Prentice
Hall, Upper Saddle River, N.J,
Chap. 3.
17.
RoyMech, “Basic Notes on Factor of
Saety”, http://www.roymech.co.uk/Useful
Tables/ARM/Safety Factors.html
Appendix A: Nomenclature
α
= quasi-reversed fatigue angle in fatigue
ψ
= quasi-reversed fatigue slope factor
ψ o
= fatigue ratio
β
= load line transition angle in fatigue
η
= load line slope factor in fatigue
η t
= load line slope transition factor in fatigue
σ
A
= Gerber alternating failure stress
σ
σ
M
= Gerber mean failure stress min
= minimum nominal alternating stress
σ max = maximum nominal alternating stress
σ a =
nominal normal alternating stress
σ m
= nominal normal mean stress
σ e f = effective bending stress k
σ = bending or normal stress concentration factor h = depth of rectangular cross-section b = width of rectangular cross-section l = length of component
F max
= maximum operating load
F min
= minimum operating load
M a
= alternating bending moment
M m
= mean bending moment n s
= factor of safety n o
= minimum factor of safety in quasi- steady fatigue regime
S f
= corrected or service fatigue strength
S y
= corrected or service yield strength
S u
= corrected or service tensile strength
Z = section modulus of member
14
Appendix B: Effective Bending Stress
In this Appendix, the concept of effective alternating normal stress and effective mean normal stress is outlined for the Gerber, and modified Goodman. This allows proper comparison amongst different design models and provides a consistent basis for assessing them. It should be noted that the effective alternating normal stress should only be compared with the fatigue strength in evaluating safety factor. This is because the effective alternating normal stress is projected on the vertical axis in Fig. 4, which is the fatigue strength axis. Similarly, the effective mean normal stress should only be compared with the ultimate tensile strength when evaluating safety factor because it is projected on the horizontal axis as shown in Fig. 5; the axis of the ultimate tensile strength.
The Gerber bending fatigue model defines a parabolic failure curve that is expressed as:
σ
A
= S f
1
S u
M
2
…………..Eqn. B1
If the stresses stresses
σ
A
and
σ
M
are replaced with
σ a
(adjusted for stress concentration) and
σ m
[6], effective normal stress can be defined for both quasi-reversed and quasi-steady fatigue regimes. In the quasi-reversed fatigue regime effective normal stress is projected on the vertical axis; see Fig. 4. So
σ ef
is the equivalent of S f in this regime in Eqn. B1. Thus the Gerber effective alternating normal stress can be found from: k
ef
σ ef a
=
1 k
a
=
1
S m
2
S u m u
2
.
.................Eqn. B2
.
........................Eqn. B3
The factor of safety is obtained as:
15 n s
=
S f
ef
.
.....................................Eqn. B4
In the quasi-steady fatigue regime, the effective normal stress is projected on the horizontal axis as shown in Fig. 5. An expression for the Gerber effective mean normal stress can be found by replacing with
σ ef
in the Gerber criterion. That is: k
σ
σ a
= S f
1
ef m
S u
2
………Eqn. B5a
Then:
σ ef
=
1
m k
a
S f
.
......................Eqn. B5b n s
=
S u ef
.
....................................Eqn. B6
The modified Goodman model with a safety factor incorporated is: k
a +
m
1
S f
S u
= n s
......................Eqn. B7
In the quasi-reversed fatigue regime where the effective stress is projected on the vertical axis in Fig. 4, Eqn. B7 can be rearranged and the factor of safety made the dependent parameter. Hence we have: n s
= k
a
S f
S f
S u
m
=
S f
ef
.
........Eqn. B8
Hence:
σ ef
= k
σ
σ a
+
S f
S u
= k
σ
σ a
+
o
σ m
σ m
......................Eqn. B9
In the quasi-steady fatigue regime where the effective stress is projected on the horizontal axis in Fig. 5, Eqn. B9 can be rearranged and the factor of safety made the dependent parameter. Hence we have:
n s
=
S u
S f
S u k
a
m
=
S f
ef
.
......Eqn. B10
σ e f
=
S u
S f
=
1 o k
σ
σ a
+
σ m k
σ
σ a
+ σ m
..................Eqn. B11
It is worthy of note that Eqns. B8 and B10 will give the same result because of the linear nature of the modified Goodman model, but for conceptual consistency is necessary to relate the effective mean normal stress to the ultimate tensile strength in the quasi-steady fatigue regime.
16