Blackhurst - Centro Studi Galileo
advertisement

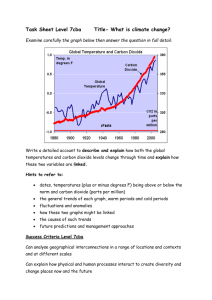
Design Considerations when Using Carbon Dioxide in Industrial Refrigeration Systems Angus Gillies B. Eng, C. Eng & David Blackhurst BSc(Hons), C.Eng Star Refrigeration Ltd Glasgow, UK Abstract R744 is a natural, efficient, safe and environmentally friendly alternative to more common refrigerants for industrial refrigeration systems but problems in the detail of the design have prevented common use. High pressures have limited the availability of suitable system components, particularly to allow hot gas defrosting. Cascade operation overcomes many of the problems but it can still be a significant challenge to find suitable components and an economic system to defrost a cascade refrigeration plant. This paper considers the practical aspects of design and component selection when applying carbon dioxide to large industrial cascade and volatile secondary refrigeration plant with hot gas defrosting. Introduction Concept aspects related to the use of carbon dioxide in industrial refrigeration plant are already well covered, including concept design (Pearson, 2003) and selection for efficiency (Blackhurst, 2003). This paper deals with the practical aspects of the design of cascade and volatile secondary carbon dioxide refrigeration plant. Many of the challenges in adopting carbon dioxide as a refrigerant relate to the relatively high pressures. Thus component selection and detailed system design have posed significant challenges for those adopting carbon dioxide as a primary refrigerant. Adapting present refrigeration design and introducing components from the petrochemical field have made the introduction of cost effective carbon dioxide systems a reality. This paper describes the lessons learned planning, designing and installing four cascade carbon dioxide systems, two of which included volatile secondary circuits, average duty 2.6 MW. This paper assumes R717 high stage plant. Current and future availability of components is considered to allow system designers to best assess the options available. System Allowable Pressures, Component Design and Material Requirements Detailed consideration has shown that the economic design and easily achievable limits with currently available components has dictated a maximum allowable pressure (EN378, 2000) of: - 40 Bar(G) for all parts of a cascade circuit not exposed to defrost pressure when carbon dioxide condensing pressures are below –4.0°C to allow a 20% safety margin (IOR Code, 2003(1)) and for some margin for pressure fluctuation. - 51 Bar(G) for all parts of a cascade system exposed to hot gas defrost pressures allowing a 10% safety margin (IOR Code, 2003(2)) - 90 Bar(G) for carbon dioxide charging connections The 40Bar(G) limit is derived from common component designs and allows use of standard or modified industrial refrigeration components, pressures lower than this are un-necessary and are likely to lead to increased incidence of high pressure cutouts tripping and refrigerant loss due to relief valves opening on power failure. It is recommended that the section of the system normally only exposed to the evaporation pressure is designed for the same pressure as the condensing section as its pressure will need to rise to this value if the carbon dioxide compressors are not available to operate. We have good experience with defrosting carbon dioxide tube and fin air coolers and vertical plate freezers at a condensing temperature of 10°C. Pipe and vessel material requirements will commonly mean selection of LT 50 (ASTM A333 GR6) carbon steel, or equivalent, or stainless steel which may be an economic choice (Pearson, 1993). It should also be noted that the common supply requirements of bulk carbon dioxide distributors will require a vessel design temperature of -50°C even if the operating temperature is well above this value (BCGA, 1999). Although de-pressurisation or low temperature operation of the system would cause temperatures below -50°C this is acceptable with reference to many European design codes as the low temperatures are co-incident with low pressures and therefore low membrane stress (PD5500:2003). Refrigerant stop valves are already available, in Europe, with a design pressure of 52 Bar(G). Tests were conducted with an American valve manufacturer for operation of modified versions of standard refrigeration solenoid and pressure regulating valves with carbon dioxide at up to 40 Bar(G) and this has been successful in normal operation. However, we have found in testing that solenoid valve diaphragms have been damaged during testing to simulate repeated operation at differential pressures of approximately 40 Bar. Ball valves used in process industry are suitable for use with carbon dioxide as a refrigerant although they do not have glands that can be changed under pressure. These are commonly available as a 3 piece design with design pressures of PN63 and sizes up to DN80 for full bore models. We hydraulically tested a sample to 255 Bar(G), 5 times our system allowable pressure, without problem. Glass reinforced PTFE seats have been found to work well. Graphite-filled PTFE seats tend to require excessive torque to operate the valve even at low differential pressures; this may be related to the low moisture content of the carbon dioxide used in refrigeration plant. Ensure all ball valves are of the vented cavity design to prevent high pressure build-up inside the cavity of a closed valve. Refrigerant charging connections should be designed for 90 Bar(G) up to and including the first stop valve because of the danger of over pressurisation if the valve on the system is closed when charging from a carbon dioxide cylinder at ambient temperature. Ball valves up to DN 25 are easily available for this duty. It is considered of primary importance that components especially adapted to higher pressures by changing materials and test regimes but not basic design are very clearly marked to highlight that they are “specials” to avoid future mix-ups. This should be carried out before the valves are delivered to the manufacturing facility, for example by having the valve bodies painted a non-standard colour. Cascade Condenser and Associated System Design Considerations Consideration of realistic cascade heat exchanger sizing is likely to start with heat exchangers sized for 2.5°C difference however as wide as 6°C can be economic if the payback period required is short or mean operating load is well below design. The potential risk of high pressure refrigerant in the low temperature stage of a cascade system entering the high temperature stage through a leak in the cascade condenser must always be assessed by the designer. Special consideration of the pressure build-up in an ammonia plant due to carbon dioxide leaking into it are necessary because the two fluids will mix to form ammonium carbamate which is a solid with potential to cause great harm including blocking relief valves. The author has demonstrated this in a controlled test in a pressure vessel. Clearly the selection of this heat exchanger should consider likelihood of leakage as a major factor. Two methods of reducing the risk of mixing working fluids have been used. Firstly motorised valves can be used to shut off the connections of the cascade heat exchanger in the event of an indication of a leak. This can be triggered by an ammonium carbamate detector, such as an optical device detecting the presence of the white powder, or pressure switch sensing the evaporating pressure in the ammonia system. The former option is preferred as the pressure in the ammonia circuit will initially fall as the production of ammonium carbamate consumes both ammonia and carbon dioxide. Incorporation of both sensing systems is a recommended. Valves on either the carbon dioxide connections, ammonia connections or both would be appropriate but detailed assessment of both harm and costs leads the author to suggest automatic valves on the carbon dioxide connections only for systems with a common carbon dioxide circuit and twin ammonia circuits. Secondly increased standard refrigeration component design pressures combined with design carbon dioxide condensing pressure below approximately -15°C will allow economic construction of the complete plant to a single maximum allowable pressure ensuring that the operating pressure of the carbon dioxide plant will not cause overpressurisation of the ammonia plant due to leakage in the cascade heat exchanger and blockage of the ammonia plant’s relief valves. Economic cascade heat exchanger selection is likely to include the choice between shell and tube, plate and shell and fully welded plate and frame heat exchangers. Although shell and tube designs are widely available and can be built with a double tube sheet design to limit the possibility of cross contamination between refrigerants current designs are relatively large and heavy with high ammonia charges. Experimental tests and experience also shows that heat transfer coefficients are relatively low at low duty so system efficiency benefits at low duty are not as may be expected. There is some evidence that this is due to slow draining of condensed carbon dioxide inside the tubes so inclined tube designs should be considered. Plate and shell and fully welded plate and frame heat exchangers largely overcome the disadvantages of shell and tube designs with the choice between the two being governed by the likelihood of leakage and local commercial considerations. Concern over the potential failure of a cascade heat exchanger has led to two of the systems built so far to include two separate ammonia circuits. It seems likely that this design will become more common as standard packaged carbon dioxide condensing units could be marketed in the same way as standard packaged water chillers. This offers the following advantages with minimal extra cost or reduction in efficiency: - Leakage of carbon dioxide to ammonia due to a leak in one cascade heat exchanger would not mean loss of all refrigeration capacity - There is no need for an auxiliary plant to hold carbon dioxide pressures should one ammonia system fail to operate Defrost Systems Cascade refrigeration plant will typically be designed with carbon dioxide condensing pressures in the range -20°C to -5°C so hot gas defrost using the compressor discharge gas is not possible. Currently it seems elevating the carbon dioxide condensing pressure to that possible for hot gas defrosting will be difficult due to component limitations and even then it may not give best plant efficiency. Two options to generate gas pressures suitable for defrosting are currently in use. Firstly a compressor can be used to generate the gas pressure (Nielsen, 2003) and although this is a relatively straightforward option with good system efficiency no refrigeration compressor, available on the open market, is capable of such pressures. Even if these become available they are likely to be at the extreme of their operational limits and require high maintenance. Petrochemical type screw compressors with cast steel bodies are suitable for the application but the costs and delivery times are outside the normal limits for industrial refrigeration plant. We have built three successful systems using high pressure pumps to boost carbon dioxide pressure from that at the condenser outlet (Figure 1) to the pressure required for defrosting then evaporating and superheating the carbon dioxide using waste heat from either the glycol oil cooling circuit or condensing ammonia. This is being used for defrosting air coolers and plate freezers. System advantages include: - Defrost pressures are only limited by valve, heat exchanger and pipe design pressure limits. - The system is easily controlled - Availability of appropriate pumps proven in carbon dioxide applications is good - Pump maintenance is low and reliability is excellent - Pumps can operate well within their design limits - Operation near the cutout pressure is stable with good reliability The use of the glycol is a good proposition as long as it can supply sufficient waste heat as it significantly reduces the chance of cross leakage between the carbon dioxide and ammonia; which is more likely on a defrost vapour generator than a normal cascade heat exchanger because of the additional stresses from thermal and pressure cycling. Figure 1, Defrost Vapour Generator The pumps used are single stage positive displacement plunger type. It should be noted that these pumps require sub-cooled liquid at inlet to prevent liquid flashing to vapour due to pressure drop in the inlet valve, this has been successfully achieved by feeding them from centrifugal pumps or mounting the pumps approximately 6m below the storage vessel or feeding them with a sub-cooler. These pumps have not been tested at fluid entering temperatures below -30°C where formation of frost on piston rods could damage shaft seals. Pressure is controlled by spilling the pumped liquid from pump discharge to pump suction via a back pressure control valve with mechanical pilot (valve A) thus tending to starve the defrost evaporator of refrigerant and quickly reducing the rate of gas generation. Should the rate of usage of gas exceed the waste heat available the level in the separation vessel will rise in which case we regulate liquid feed to the evaporator. The superheater is included to prevent condensation and the risk of liquid hammer in the hot gas line. Air cooler circuit design for defrosting does not need any particularly special consideration, we have had good experience with stainless steel tube aluminium fin coolers with 16 mm tube diameter and rising circuits and hot gas drip tray heating with gas feed at 20°C temperature and 10°C saturated pressure and with room temperatures down to -26°C. The tray design should give low pressure drop and should include tubes near the edges so that sufficient heat is conducted to these points as the gas temperature is relatively low compared to most hot gas systems. The design used in these systems incorporated a defrost pressure release valve which is a modified pressure relief valve. The seat is designed for pressure control, not pop action, and a bellows seal is fitted. Compressor Type The choice of compressor for carbon dioxide applications is limited. Our best experience has been with oil injected twin screw compressors that have been reliable with capacity and efficiency equal to that predicted. With any compressor choice it is likely that maximum suction pressure limits will be relatively close (in °C) to the design operating pressure so some means of suction pressure regulation will be required on many systems. Manual throttling of the suction pressure control valve has proven inadequate on one carbon dioxide system. Vessel Sizing Vessel sizing based on ASHRAE droplet separation principles (Refrigeration Handbook, 1998) has been successful and it will be recognised that relatively low gas volume flow rates mean smaller vessels. However the gas density is high so separation velocities are low and liquid volumes are likely to be equal to or even greater than an equivalent ammonia system due to large liquid line volumes and high liquid fractions in the evaporators. In addition the mass of refrigerant in the gas phase cannot be considered negligible as in some systems it could be over 20% of the total system charge. Air Cooler Circuit Design Performance testing has shown us that high pressure drop circuit design, exceeding original predicted optimum values, gives good air cooler operation. The high vapour density means the liquid / gas fraction by volume in the mixture coming off the coil is relatively high when compared with other working fluids so the overfeed rate doesn’t need to be as high to achieve adequate wetting of the inner tube surface. In fact even lower overfeed rates may be possible however low inlet velocity and imperfect distribution between circuits will act against this. We started with a very conservative pumped feed rate but have found good evaporator performance with much lower rates and suggest the following: Condition Carbon Dioxide 0°C Air Cooler Carbon Dioxide -10°C Air Cooler Carbon Dioxide -20°C Air Cooler Carbon Dioxide -30°C Air Cooler Carbon Dioxide -40°C Air Cooler R717 -40°C Air Cooler-comparison Pumped Feed Evaporation Rate 1.5 1.6 1.8 2.0 2.4 4.0 Rate/ Liquid Portion at Cooler Outlet vol/vol (%) 5.0 4.2 3.9 3.3 3.2 0.28 Carbon Dioxide Pumps R744 pump selection needs careful consideration, apparent sub-cooling due to gravity head above the pumps is typically one fifth of that for ammonia at the same temperature thus increasing the chance of flashing and therefore cavitation in the pump. In addition the surface tension of carbon dioxide can be as low as only 20% of that for ammonia depending on the temperature so vapour bubbles form differently and the relatively low viscosity means the lubricating effect is not so good. A pump supplier who understands these peculiarities and has experience with carbon dioxide should be sought. The system designer is advised to take a conservative approach when considering the pump suction head required and pump suction line sizing. Beware of pressure drop in the evaporator and the wet suction line as this could add 10m to the pump head required. Further the relatively large change in saturation pressure per °C effectively precludes use of back pressure control of individual evaporators on pumped overfeed carbon dioxide systems. Piping Design Vapour pipe and valve size savings can be considerable when using carbon dioxide (Pearson, 1993) and considerable secondary savings can also be made when the designers recognize the further benefits in insulation, pipe weight, installation time and space requirements. Wet return piping with carbon dioxide needs some special consideration as the allowable pressure drop (in °C) is likely to be less than for other refrigerants due to pump head limits (refer above) and cost effective design considerations. Assessment of economic pipe sizing (Stoecker, 1998) will show that the allowable pressure drop (in °C) for carbon dioxide systems will be lower than for other common refrigerants because the cost of reducing the pressure drop is relatively small. Typical wet return pipe velocities will be lower than for other refrigerants for the reasons above but also because the liquid fraction (by volume) is higher, based on the overfeed rates proposed above. The Process Associates website (www.processassociates.com) is recommended as a useful horizontal wet return pipe sizing tool. It should be noted that typical rules for wet return riser velocities are not applicable due to the high gas density (velocities should be lower even though liquid fractions are higher) but that wet return risers at low loads do not pose the same problems because the pressure loss (in °C) due to a liquid column is only approximately 17% of that with R717; and the density ratio between vapour and liquid is low. Low pressure drop (in °C) on plate freezer wet return flexible hoses is also another significant benefit with carbon dioxide. Oil Type Both polyolester and polyalphaolefin are suitable for use with carbon dioxide systems. POE has the advantage of miscibility with the refrigerant (Watson, 1998) making oil return much easier; however the author has experience of an as yet un-explained screw compressor failure with this oil and carbon dioxide. Use of this oil is likely to be common in the future once more experience is gained. PAO has the disadvantage that it is not miscible with the refrigerant but the advantage that there is long and good experience with this lubricant in carbon dioxide compressors in process plant (O’Neill, 1993). The systems we have built recently have all used PAO oil as this is considered the best solution for long term, reliable, compressor operation. It also allows the same oil to be used in the ammonia and carbon dioxide compressors of a cascade plant. However as well as not being miscible with the refrigerant it has the further disadvantage of being less dense than the liquid refrigerant at temperatures below approximately 10°C so will tend to accumulate on the liquid surface of any low temperature vessel. This has been countered by installing high efficiency oil separation with a second set of coalescer elements with particle removal down to 0.01 micron to reduce the oil carry-over to a minimum. Less than 2 ppm oil carry-over (by mass) is considered easily achievable with this system. The liquid oil separator design proposed (Figure 2) allows collecting of oil which is buoyant in the refrigerant although good oil separation means it is too early to comment on the effectiveness of this device. Initially this has been installed in the liquid line from the condensers but as this only gives one chance to catch the oil and evidence of oil has been found in the low temperature pumped liquid line it may be better mounted there. Valves on the low temperature vessel to allow future skimming of the liquid surface are considered a worthwhile inclusion. Figure 2, Liquid Oil Separator Control System reliability for a large cascade plant with carbon dioxide significantly benefits from the inclusion of discharge pressure capacity limitation of the carbon dioxide compressors. Relatively strict limits are put on compressor operation and a modern control system should be used to limit evaporator operation to keep within those limits. Control of high stage compressors based on carbon dioxide condensing pressure has proven stable and efficient. Relief Valves Carbon dioxide can form solid in a relief valve even if there is only vapour at inlet (above approximately18 Bar(G) valve set pressure) so relief valve mounting should be at the end of the high pressure line from the vessel. The maximum pressure drop before the valve should be limited according to current regulations (EN13136, 2001). Safety The author recommends that a full risk assessment is carried out and that a gas detection system is a sensible precaution for pits and low areas where carbon dioxide could accumulate and plant rooms and possibly roof voids where valve stations are mounted. Infra red type gas detection systems utilising a silicon based sensor structure have shown to be robust and reliable without giving false alarms. We set these to 5000ppm (the 8 hour TWA limit) to give an early warning of potential problems. Refrigerant Quality The standard food grade of commercially available carbon dioxide has been found to be acceptable for refrigeration use. This has a moisture content of <10ppm by volume in liquid carbon dioxide. Molecular sieve type driers should be incorporated to minimise the chance of corrosion or reaction with POE oils. References 1. Pearson, A.B., Cable, P.C. (2003), A Distribution Warehouse with CO2 as Refrigerant, The Proceedings of the 21st IIR International Congress of Refrigeration, ICR064 2. Blackhurst, D. (2002), CO2 v NH3, A Comparison of Two Systems, The Proceedings of the Institute of Refrigeration, 2002-03, 2-1 3. EN378 (2000), Part 1:Basic requirements, definitions, classification and selection criteria, Refrigeration systems and heat pumps-Safety and environmental requirements, chapter 3.3.2, p7 4. IOR Code 2003(1) Safety code for refrigeration systems utilizing carbon dioxide, Appendix B, Table B1. 5. IOR Code 2003(2) Safety code for refrigeration systems utilizing carbon dioxide, Appendix B, Note 6. 6. Pearson, S.F. (1993), Development of Improved Secondary Refrigerants, The Proceedings of the Institute of Refrigeration, Volume 89, 1992-93, p.72-77 7. BCGA (1999) British Compressed Gasses Association Code of Practice CP 26 Bulk carbon dioxide storage at users’ premises, Rev1, section 1.2.2, p.5-6 8. PD5500:2003, Specification for Unfired Fusion Welded Pressure Vessels, Annex D, Section D.5.1.1 9. Nielsen, P.S., Lund, T. (2003), Introducing a New Ammonia / CO2 Concept for Large Fishing Vessels, 2003 Ammonia Refrigeration Conference and Exhibition Technical Papers, IIAR, Technical Paper #11, p.372-374 10. Stoecker, W. (1998), Optimum pipe size, Industrial Refrigeration Handbook, chapter 9.5, p.345346 11. Watson, M., Oberle, J., Rajewski, T. (1998), Lubricants for Natural Working Fluids, Applications for Natural Refrigerants, Refrigeration Science and Technology Proceedings, p.407-415 12. EN13136 (2001), Pressure loss in upstream/downstream lines, Refrigerating systems and heat pumps- Pressure relief devices and their associated piping- Methods for calculation, chapter 7.4, p.10 13. O’Neill, P. (1993), Industrial compressor lubricants, Industrial Compressors, chapter 10.8.2, p.245