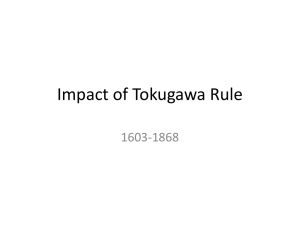
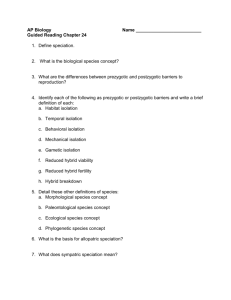
PR-1076 - Isolation of Process Equipment Procedure
advertisement

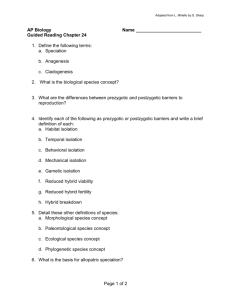
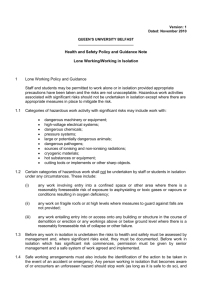
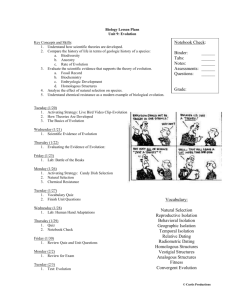
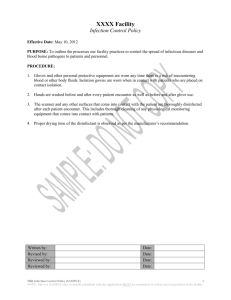
Petroleum Development Oman L.L.C. Isolation of Process Equipment Document ID Document Type Security Discipline Owner Issue Date Revision PR-1076 Procedure Unrestricted Engineering and Operations UOP –Functional Production Manager May 2012 6.0 This document is the property of Petroleum Development Oman, LLC. Neither the whole nor any part of this document may be disclosed to others or reproduced, stored in a retrieval system, or transmitted in any form by any means (electronic, mechanical, reprographic recording or otherwise) without prior written consent of the owner. Petroleum Development Oman LLC Revision: 6.0 Effective: May-12 This page was intentionally left blank Page 2 PR-1076 - Isolation of Process Equipment Printed 16/02/16 The controlled version of this CMF Document resides online in Livelink®. Printed copies are UNCONTROLLED. Petroleum Development Oman LLC i Revision: 6.0 Effective: May-12 Document Authorisation Authorised For Issue May 2012 Page 3 PR-1076 - Isolation of Process Equipment Printed 16/02/16 The controlled version of this CMF Document resides online in Livelink®. Printed copies are UNCONTROLLED. Petroleum Development Oman LLC Revision: 6.0 Effective: May-12 ii Revision History The following is a brief summary of the 4 most recent revisions to this document. Details of all revisions prior to these are held on file by the issuing department. Revision No. Date Author Scope / Remarks 6.0 May-12 Robin Norman UOP6 Interim Amendments incorporated and procedure aligned with Sour Isolation Philosophy. See Addendum 10 for details 5.0 Oct-10 Robin Norman UOP6 Extensive changes. Refer to Addendum 7 for changes 4.0 Mar-10 Robin Norman UOP6 Re-issued. Refer to Addendum 6 for changes 1.0 Sept 98 UOP/1 SI-26 rewritten to new format with minor comments incorporated. iii Related Business Processes Code Business Process (EPBM 4.0) EP.71.02 Operate Wells and Facilities iv Related Corporate Management Frame Work (CMF) Documents The related CMF Documents can be retrieved from the CMF Business Control Portal. CP-115 Operate Surface Product Flow Assets CoP Reference are included in Appendix 4 Page 4 PR-1076 - Isolation of Process Equipment Printed 16/02/16 The controlled version of this CMF Document resides online in Livelink®. Printed copies are UNCONTROLLED. Petroleum Development Oman LLC Revision: 6.0 Effective: May-12 TABLE OF CONTENTS 1 Introduction ............................................................................................................................ 7 1.1 Background ...................................................................................................................... 7 1.2 Purpose ............................................................................................................................ 7 1.3 Distribution / Target Audience .......................................................................................... 7 1.4 Changes to the Document................................................................................................ 7 1.5 Step-out Approval ............................................................................................................. 7 1.6 ALARP .............................................................................................................................. 7 2 Roles and Responsibilities ..................................................................................................... 8 3 Isolation of Process Equipment ........................................................................................... 10 3.1 Scope ............................................................................................................................. 10 3.2 Terminology.................................................................................................................... 10 3.2.1 Major Work .............................................................................................................. 10 Table 1 – Minimum Isolation Requirements ........................................................................... 11 3.2.2 Minor Work .............................................................................................................. 12 3.2.3 Battery Limits ........................................................................................................... 12 3.2.4 Baseline Isolation Standard ..................................................................................... 12 3.2.5 Boundary Isolation ................................................................................................... 12 3.2.6 Hydrocarbon Services.............................................................................................. 12 3.2.7 Hazardous Substance / Service............................................................................... 12 3.2.8 Non-Hazardous Service ........................................................................................... 12 3.2.9 H2S / Toxic System .................................................................................................. 13 3.3 Guidance Notes for Isolation .......................................................................................... 13 3.3.1 Issue of PTW to Permit Holder ................................................................................ 13 3.3.2 Positive Isolation of Equipment for Maintenance ..................................................... 13 3.3.3 Removal and Replacement of Relief Valves on ‘Live’ Systems .............................. 13 3.3.4 Isolation of Moving Machinery ................................................................................. 14 3.3.5 Isolation of Vessels .................................................................................................. 14 3.3.6 Isolation of Tanks..................................................................................................... 14 3.3.7 Isolation of Equipment Containing H2S .................................................................... 14 3.3.8 Use of Breathing Apparatus ..................................................................................... 15 3.3.9 Immobilising Devices ............................................................................................... 15 3.4 General Exceptions ........................................................................................................ 15 3.5 Precautionary Considerations for Isolation ..................................................................... 15 3.6 Typical Isolation and De-isolation Process ..................................................................... 17 Figure 1 – Process Equipment Isolation Process .................................................................. 17 Appendix 1 – Positive Isolation Arrangements ............................................................................ 20 Appendix 2 – Abbreviations ......................................................................................................... 25 Page 5 PR-1076 - Isolation of Process Equipment Printed 16/02/16 The controlled version of this CMF Document resides online in Livelink®. Printed copies are UNCONTROLLED. Petroleum Development Oman LLC Revision: 6.0 Effective: May-12 Appendix 3 – Tank Pressure / Vacuum Valve Changeout .......................................................... 26 Appendix 4 – Reference Material ................................................................................................ 30 Appendix 5 - User Feedback Page .............................................................................................. 31 Addendum 1 – Changes at Revision 2.1 ..................................................................................... 32 Addendum 2 – Changes at Revision 3 ........................................................................................ 33 Addendum 3 – Changes at Revision 3.1 ..................................................................................... 34 Addendum 4 – Changes at Revision 3.2 ..................................................................................... 35 Addendum 5 – Changes at Revision 3.3 ..................................................................................... 36 Addendum 6 – Changes at Revision 4.0 ..................................................................................... 37 Addendum 7 – Changes at Revision 5.0 ..................................................................................... 38 Addendum 8 – Interim Amendment May 2011 ............................................................................ 39 Addendum 9 – Interim Amendment September 2011 ................................................................. 40 Addendum 10 – Changes at Revision 6.0 ................................................................................... 41 Page 6 PR-1076 - Isolation of Process Equipment Printed 16/02/16 The controlled version of this CMF Document resides online in Livelink®. Printed copies are UNCONTROLLED. Petroleum Development Oman LLC 1 Introduction 1.1 Background Revision: 6.0 Effective: May-12 Whenever process plant, equipment or systems require to be taken out of service for major maintenance, repair or modification, then positive mechanical isolations shall be provided between the process plant, equipment or system and any potential hazardous energy source. Positive Mechanical Isolations requires the insertion of a spade / blind in the line, or the removal of a spool (if required), ‘downstream’ of the last tight isolation valve to physically isolate the potential ‘energy source. IMPORTANT: A ‘double block and bleed’ arrangement on its own is not considered ‘positive mechanical isolation without the insertion of a spade / blind. 1.2 Purpose The purpose of this procedure is to provide a safe and consistent method for the isolation of process equipment prior to and during maintenance / modification / repair. 1.3 Distribution / Target Audience This procedure is intended for use Production Operations, Maintenance, Well Services, EMC/ODC personnel and any other parties tasked with carrying out the work requiring isolation on equipment and systems in PDO. 1.4 Changes to the Document Responsibility for the upkeep of the Document shall be with the Functional Production Team Leader UOP, the Owner. Changes to this document shall only be authorised and approved by the Owner. Users of the Document who identify inaccuracy or ambiguity can notify the Custodian or his/her delegate and request changes be initiated. The Requests shall be forwarded to the Custodian using the “User Feedback Page” provided in this Document. The Document Owner and the Document Custodian should ensure review and reverification of this procedure every 3 years. 1.5 Step-out Approval This procedure is mandatory and shall be complied with at all times. Should compliance with the procedure be considered inappropriate or the intended activity cannot be effectively completed or safely performed, then step out authorisation and approval must be obtained in accordance with PR-1001e – Operations Procedure Temporary Variance prior to any changes or activities associated with the procedure being carried out. 1.6 ALARP ALARP is the acronym for ‘As Low As Reasonably Practicable’ which simplified means, ‘reducing the risk to a level at which the cost and effort (time and trouble) of further risk reduction are grossly disproportionate to the risk reduction achieved’. Full Compliance to PDO Standards and Procedures is a key element in achieving ALARP. For more details refer to ALARP Definition Page 7 PR-1076 - Isolation of Process Equipment Printed 16/02/16 The controlled version of this CMF Document resides online in Livelink®. Printed copies are UNCONTROLLED. Petroleum Development Oman LLC 2 Revision: 6.0 Effective: May-12 Roles and Responsibilities Production Coordinator Responsible Supervisor Production Operator and Area Authority Maintenance Personnel Permit to Work Applicant Page 8 To be accountable for the isolation(s) to be carried out. Approve methods for isolations. Specifying frequency of isolation integrity checks (if required). Check isolations are in compliance with the approved standard and procedure Initiate variance procedure where proposed isolation is out of compliance Agree isolations with the Permit Applicant Inspect the work site with Permit Applicant to identify all hazards (mandatory for Class A permits) Carrying out integrity checks of isolations Authorises Permit to Work (PTW) Perform or oversee the isolation and sign the necessary Isolation Certificate (Mechanical / Electrical) Carryout isolations integrity checks and maintain the isolation records Maintain the Override Log Carryout or oversee depressurisation, draining, gas freeing and gas testing Supervise the worksite Witnessing isolations Performing electrical, mechanical, rotating equipment and major isolations associated with work being undertaken Requesting any changes to the approved isolation from the Responsible Supervisor Completing Section 1 of the Permit to Work Certificate Carryout site inspection and identification of hazards with Responsible Supervisor Agree the mechanical, electrical and instrument overrides required to carry out the work with the Responsible Supervisor Produce Job Safety Plan and specific procedures PR-1076 - Isolation of Process Equipment Printed 16/02/16 The controlled version of this CMF Document resides online in Livelink®. Printed copies are UNCONTROLLED. Petroleum Development Oman LLC Permit Holder Page 9 Revision: 6.0 Effective: May-12 Conducting TRIC discussions and completing TRIC with personnel carrying out the work Ensure that any changes to work scope or conditions are captured and implemented before work is allowed to continue Maintain safe working conditions and practices Witness and / or apply isolations / overrides with attendance of the Area Authority Witness and / or remove isolations / overrides with attendance of the Area Authority PR-1076 - Isolation of Process Equipment Printed 16/02/16 The controlled version of this CMF Document resides online in Livelink®. Printed copies are UNCONTROLLED. Petroleum Development Oman LLC 3 Isolation of Process Equipment 3.1 Scope Revision: 6.0 Effective: May-12 This procedure covers the mandatory administration and mechanical isolation of process equipment prior to maintenance or engineering work. For major maintenance or engineering work the minimum requirement for process equipment shall be; shut down; depressurised to atmospheric pressure; drained and flushed (if required); freed of flammable or toxic gases Positive isolation shall be applied once the above have been completed between any adjacent systems that may, or may not, remain live during the work. 3.2 Terminology 3.2.1 Major Work Positive isolation shall be required for all Major Work. For the purpose of this procedure major work will be considered as any intervention that results in spools or equipment being removed from a process line (including non-hydrocarbons), Confined Space entry, or Hot Work (including cold cutting) being carried out. Examples: Valve removal / replacement (including RV changeout); Spool removal / replacement; Equipment i.e. pump, changeout; Vessels / tank inspections: IMPORTANT NOTE: There may be exceptions to the above e.g. relief valves changeout, and these shall be addressed on an individual basis after risk assessment. Page 10 PR-1076 - Isolation of Process Equipment Printed 16/02/16 The controlled version of this CMF Document resides online in Livelink®. Printed copies are UNCONTROLLED. Revision: 6.0 Effective: May-12 Petroleum Development Oman LLC Table 1 – Minimum Isolation Requirements System System Description Major Work I System in service, of ANSI class 300# and below. Positive isolation by a single proven valve (Note1) and a swung spectacle blind/spade or removable spool (Note 2). For flashing liquids and toxic see II below. II System in service, of ANSI class 600# and above. Double block spade/blind. and bleed plus a All systems containing toxic fluids (Note 3). Systems containing flashing liquids above ANSI 300, (Note 4) i.e. ANSI 600 and above. NOTE 1 Provided the line upstream of the required isolation is depressurised, drained, flushed and hydrocarbon free then a single proven valve will provide sufficient isolation for Major Work. NOTE 2 A bleed connection should be installed between the valve and the spade/blind for line sizes 6" and above. The purpose of the bleed is to establish that positive isolation is achieved and to provide a means of draining or depressurising the volume between the isolation valve and the spade/blind. NOTE 3 For the purposes of this requirement, toxic in the case of H2S is defined as more than 500 ppm H2S in the process stream. NOTE 4 The definition of flashing liquids for the purposes of this Table is that given for Cat. A fluids in Appendix B of the IP Code Part 15, section 1.6.7, table 1.2. Page 11 PR-1076 - Isolation of Process Equipment Printed 16/02/16 The controlled version of this CMF Document resides online in Livelink®. Printed copies are UNCONTROLLED. Petroleum Development Oman LLC 3.2.2 Revision: 6.0 Effective: May-12 Minor Work Valved isolation shall be required for all Minor Work. For the purpose of this procedure minor work will be considered as any intervention that does not require spools or equipment being removed from a process line (including non-hydrocarbons), or where there is no Hot Work. Examples: As a pre-cursor for major work; Breaking flanges for draining of depressurised systems; Insertion of blinds between flanges on depressurised systems; Working on instrumentation lines. NOTE: For Minor work the valve isolation will require to be appropriate to address the risk i.e. double block and bleed for H2S or pressurised lines, and demonstrated tight. 3.2.3 Battery Limits This term is often used loosely with the industry. The word battery is used to represent a set of units. For the purpose of this procedure a battery limit is an agreed boundary surrounding a processing unit or battery of units, along with related utilities and services. Therefore the perimeter of a ‘Battery Limit’ can form a single boundary isolation or a number of boundary isolations within the defined limit. 3.2.4 Baseline Isolation Standard The Baseline Isolation Standard is the minimum acceptable standard of final isolation for intrusive and non intrusive maintenance against live plant under normal circumstances as per the HSE guidelines, (UK HSE Publication Issue 2006 ISBN 0-7176-6171-7 The Safe Isolation of Plant and Equipment) This standard is based upon risk assessment. The Baseline Isolation Standard shall be one of the following two isolation methods: Positive Isolation: is the removal of a spool and fitting of blinds, or fitting of a spade or spectacle blind to allow complete separation of the plant/ equipment to be worked on from other parts of the system Proved Isolation: is a valved isolation where effectiveness of the isolation can be confirmed via vent/bleed points before breaking into the system, and for the duration of the isolation 3.2.5 Boundary Isolation An isolation at any location where the defined Baseline Isolation Standard is met. 3.2.6 Hydrocarbon Services All systems containing hydrocarbons. 3.2.7 Hazardous Substance / Service A substance or containing a substance which is able to cause harm or damage if loss of containment occurs. 3.2.8 Non-Hazardous Service Any service not classified as hazardous. Page 12 PR-1076 - Isolation of Process Equipment Printed 16/02/16 The controlled version of this CMF Document resides online in Livelink®. Printed copies are UNCONTROLLED. Petroleum Development Oman LLC 3.2.9 Revision: 6.0 Effective: May-12 H2S / Toxic System High concentrations of H2S in the process fluid, requiring a high degree of protection against leakage. For the purpose of this procedure an H2S / Toxic System is defined as having >500ppm in the process stream. 3.3 Guidance Notes for Isolation 3.3.1 Issue of PTW to Permit Holder The Area Authority shall not release the PTW to the Permit Holder (authorisation to commence work) until all isolation processes have been completed and verified. 3.3.2 Positive Isolation of Equipment for Maintenance A spade and blind check list, marked up copies of the As-Built drawings etc, shall be made by the Permit Applicant and submitted with the PTW to ensure the correct spades or blinds are closed during isolation and removed upon completion of the work. NOTE: This spade list will be signed off by the Operator / Area Authority after isolation and prior to equipment reinstatement after de-isolation. The positive isolation shall be reviewed and approved by the Responsible Supervisor. The Area Authority shall apply or oversee the positive isolation for every piece of equipment identifying the connections that will be isolated, disconnected and tagged before starting to open the equipment. The Area Authority shall verify spade and blind positions with the list before the work is commenced and after the work is completed. He will also supervise gas testing and gas freeing / purging as required. Locked Open / Locked Closed valves that are operated during isolation shall be recorded on the Lock Open / Locked Closed Register. Valves used as part of isolation shall be ‘tight’ when shut off. Where this cannot be demonstrated the Production Coordinator shall be informed and a ‘variance’ raised in accordance with PR-1001e – Operations Procedures Temporary Variance. NOTE: Butterfly valves shall not to be considered as ‘tight shut-off’ valves. 3.3.3 Removal and Replacement of Relief Valves on ‘Live’ Systems The permit applicant shall write a site specific procedure for the removal and replacement of Relief Valve(s) and attach a Risk Assessment signed by the appropriate authority. The procedure shall be reviewed and approved by the Responsible Supervisor and shall be attached to the PTW. PTW shall be in accordance with PR-1172 – Permit to Work Section 15.6 No authorisation for the work shall be given if: Page 13 The system that the relief valve is protecting does not have 100% redundancy; The relief valve does not have as a minimum a ‘double block and bleed’ arrangement upstream. This includes interlock systems; The relief valve is connected to a live vent and flare system that cannot be isolated by one ‘demonstrated’ tight valve PR-1076 - Isolation of Process Equipment Printed 16/02/16 The controlled version of this CMF Document resides online in Livelink®. Printed copies are UNCONTROLLED. Petroleum Development Oman LLC 3.3.4 Revision: 6.0 Effective: May-12 Isolation of Moving Machinery Moving machinery is defined here as any equipment using external motive force such as electricity, air, steam or hydraulic fluid. The electrical, air, steam, hydraulic or other source of energy to the moving machinery, both flow and return circuits, shall be isolated from the drive unit and the drive unit secured immobile before work commences. Isolation of moving machinery from process fluids shall be accomplished by tight valves and spades or blinds on the equipment side of inlet and outlet lines in order that maintenance may be carried out while the surrounding facilities remain live. Where H2S is present in the process stream double block and bleed and swung blind is the minimum mandatory requirement. Machinery brakes and brake locks are to be applied and the clutch (if applicable) is to be disengaged. 3.3.5 Isolation of Vessels Spades / blinds shall be installed on the downstream side of the inlet block valve and the upstream side of the outlet block valve. Where practical these spades / blinds should be mounted directly on the flange. Where H2S is present in the process stream double block and bleed and swung blind is the minimum mandatory requirement. Non-compliance shall be in accordance with PR-1001e – Operations Procedure Temporary Variance. NOTE: Refer to Table 1 for recommendations regarding isolation requirements. 3.3.6 Isolation of Tanks Blinds / spades shall be inserted on the tank side of all inlet and outlet block valves. These shall be placed as close to the tank as possible. This also applies to blanket / purge gas lines, tank-balancing lines, and vent lines to flare headers and water draw-off lines. The cathodic protection electrical connections should be isolated to prevent any possibility of a spark occurring. Drain sumps should be routed to a closed drain header, collection tank or suitable open pit (refer to PR-1073 Section. 3.3.7 Isolation of Equipment Containing H2S Reference PR-1078 - Hydrogen Sulphide Management Procedure for classifications of H2S risk. For isolations on equipment containing H2S a double block and bleed system and swung blind is the minimum mandatory requirement. Variance to this requirement shall be in accordance with PR-1001e – Operations Procedure Temporary Variance. For double block and bleed systems used on H2S service the bleed shall be hard-piped to a safe disposal location to ensure that it does not create a hazard. Acceptable disposal routes are to a remote vent or to a plant closed drain system. When using closed drains systems checks shall be made to ensure that reverse flow does not occur in the system. Page 14 PR-1076 - Isolation of Process Equipment Printed 16/02/16 The controlled version of this CMF Document resides online in Livelink®. Printed copies are UNCONTROLLED. Revision: 6.0 Effective: May-12 Petroleum Development Oman LLC 3.3.8 Use of Breathing Apparatus It is mandatory to wear positive pressure breathing apparatus when breaking flanges and opening equipment containing toxics. This shall be clearly stated under ‘Work Description’ on the Work Permit. Adequate isolation and purging shall be proven by a direct measurement (using gas detector) for both hydrocarbons and the toxic component concerned (usually H 2S). Further work such as opening the equipment for inspection will be carried out wearing a personal H2S monitor and escape set. Refer to PR-1148 Entry into a Confined Space for conditions allowing entry into a confined space. 3.3.9 Immobilising Devices There are a number of proprietary devices used in the industry for immobilisation, however PDO has standardised with ‘pro-lock’ securing device. 3.4 General Exceptions Any proprietary insertion or extraction device e.g. Welker/ COSASCO retrievable probes, Daniel Orifice Carriers etc, used on ‘sweet systems’ up to, and inclusive of, 900# rating shall be allowed by exception to the isolation requirements of this procedure. NOTE: This exception shall be allowed provided the design of the fittings is not modified or changed and that regular maintenance and inspection is carried out. 3.5 Precautionary Considerations for Isolation 1) The main hazard when working on equipment that has been isolated from live plant is that positive isolation from a source of energy or hazardous fluid / gas may be overlooked or the isolation compromised, and the source then released with serious consequences. 2) Positive isolation of equipment shall be accomplished to provide the safest environment to carry out any Major Work on that equipment to reduce risk of injury to personnel, damage to the Company's assets or the environment. 3) Production Supervisors and Operators shall ensure that the integrity of isolations be maintained for the entire period of any work being carried out. The isolation(s) and the EPI register shall be included in the shift change handover. Long-term positive isolation shall be audited conducted at 3-6 monthly intervals. Page 15 as part of the Level 2 Audit 4) ALL isolation work shall be carried out under the Permit to Work system. 5) Hazards shall be identified, detailed and controlled by proper use of the Permit to Work system. 6) All work shall be authorised by the Production Supervisor or his delegated representative. 7) The method of positive isolation shall be in accordance with this procedure and SP-1125 – Specification for the Isolation of Process Equipment. 8) The use of ‘home made’ spades require the explicit approval of the TA for Static equipment. 9) All approved blinds that are fitted shall have all of their bolts set to correct torque in accordance with SP-2020 Flange Connections Bolt Torquing and Tensioning. PR-1076 - Isolation of Process Equipment Printed 16/02/16 The controlled version of this CMF Document resides online in Livelink®. Printed copies are UNCONTROLLED. Petroleum Development Oman LLC 10) Revision: 6.0 Effective: May-12 Actuated valves shall only be used as part of the positive isolation if the fail safe condition is closed and all motive power to the valve has been physically disconnected from the actuator. WARNING: Reliance on switches shall not be acceptable under any circumstances. 11) Double block and bleed arrangements provide positive isolation when used in conjunction with spades or blinds. Where the insertion of spades and blinds in conjunction with double block and bleed is considered impractical i.e. not possible to break containment or suitable spading and blinding locations not available, the use of the double block and bleed may be authorised by the Production Coordinator provided a variance is raised in accordance PR-1001e – Operations Procedures Temporary Variance. For minor work, such as replacing a faulty instrument on a vessel a single ‘demonstrated’ tight valve may be allowed if authorised by the Production Coordinator. For toxic and high pressure applications double block and bleed shall be considered a minimum requirement. Where the piping and valve arrangement of process equipment does not allow this to be met a variance shall be raised in accordance with PR-1001e – Operations Procedures Temporary Variance. In addition the work shall be completed during a working shift, all valves employed for isolation shall be ‘demonstrated tight’ and the work site shall not be left unattended while the work is in progress. For work of longer duration or where fittings and accessories remain removed for an appreciable period, e.g. overnight or longer, spades or blinds shall be employed to provide positive isolation. 12) For long term 1 isolations where a piece of equipment, or a system, is taken out of service for a considerable period, e.g. months, yet the adjacent plant remains live, it is essential that proper records are kept. (e.g. spade / blind / valve checklist) and a record kept of the status of the isolation and its continuing integrity. This should be carried out on an Extended Period Isolation and verified regularly. Such isolations shall be audited and checked for integrity at a frequency defined by the Production Coordinator. 13) All process isolations shall be recorded on the Process Isolation Wall. 14) All electrical isolations must be done in accordance with SP-1108 - Electrical Safety Operational Procedures. The most important rule for isolation of equipment is ‘Stick to the Procedures’. For guidance, the schematic diagrams in Appendix 1 should be used for reference to typical isolation arrangements. 1 Depending on the type of long term isolation ‘moth balling’ may be considered. Page 16 PR-1076 - Isolation of Process Equipment Printed 16/02/16 The controlled version of this CMF Document resides online in Livelink®. Printed copies are UNCONTROLLED. Revision: 6.0 Effective: May-12 Petroleum Development Oman LLC 3.6 Typical Isolation and De-isolation Process Typical Isolation and De-isolation Process Permit Applicant Responsible Supervisor Area Authority Permit Holder Operations Manager /Delivery Team Leader Production Coordinator PREPARE THE PTW AND DEFINE THE POSITIVE ISOLATION REQUIREMENTS REVIEW PTW WITH PERMIT APPLICANT AND AGREE POSITIVE ISOLATION REQUIREMENTS YES DO ISOLATIONS COMPLY TO PR-1076? NO RAISE VARIANCE (STEPOUT) IN ACCORDANCE WITH PR-1001E REVIEW VARIANCE & RAM REVIEW VARIANCE, RAM & AUTHORISE NO VARIANCE AUTHORISED? YES RECEIVE PERMIT FROM PA / RESP. SUPRV. SUBMIT FOR AUTHORISE THE PTW VALIDATION PERFORM / OVERSEE POSITIVE ISOLATION AS DEFINED ON MECHANICAL ISOLATION CERTIFICATE AND SIGN VALIDATE PTW AND AUTHORISE PERMIT HOLDER TO START WORK CARRYOUT PERIODIC CARRYOUT PERIODIC SITE INSPECTIONS TO SITE INSPECTIONS TO ENSURE POSITVE ENSURE POSITVE ISOLATION AS DEFINED ISOLATION AS DEFINED BY PTW BY UNDERTAKE WORK IN ACCORDANCE WITH PTW PTW ON COMPLETION OF WORK DE-ISOLATE. CHECK THAT DEISOLATION AGAINST MECHANICAL ISOLATION CERTIFICATE / MARKED UP PEFS CLOSE-OUT PTW Figure 1 – Process Equipment Isolation Process The following process shall be followed to isolate and de-isolate process equipment prior to and on completion of maintenance / repair / modification work. Page 17 PR-1076 - Isolation of Process Equipment Printed 16/02/16 The controlled version of this CMF Document resides online in Livelink®. Printed copies are UNCONTROLLED. Petroleum Development Oman LLC 1. Revision: 6.0 Effective: May-12 The Permit Applicant Shall complete the relevant sections of the PTW certificate and define the isolation requirements on an As Built drawing (PEFS). The marked up As Built drawing and the PTW shall be submitted to the Responsible Supervisor. 2. The Responsible Supervisor shall review and discuss the PTW and isolation requirements with the Permit Applicant. The positive isolation proposed on the marked up As-Built drawing shall comply to this procedure and SP-1125 – Specification for the Isolation of Process Equipment. Where compliance has been demonstrated the PTW shall be authorised by the Responsible Supervisor. 3. Isolations that do not comply with this procedure shall require to have a variance raised against them in accordance with PR-1001e – Operations Procedures Temporary Variance. The Production Supervisor and the Permit Applicant shall agree the minimum isolation that can be used to address the risks. The Risk Assessment and the variance shall be reviewed, endorsed and authorised by the DTL and Operations Manager before further work can be planned. 4. The authorised PTW with the marked up As Built drawing shall be handed to the Permit Holder who shall give them to the Area Authority. The Area Authority shall complete the Mechanical Isolation Certificate from the approved positive isolation on the As Built drawing. isolation2 as detailed on the Mechanical / Electrical Isolation Certificate authorised by the responsible Supervisor. IMPORTANT NOTE: No PTW shall be validated by Area Authority until the required isolation process is completed. Mechanical isolations that are to be put in place shall be listed on the Mechanical Isolation Certificate or Mechanical Isolation Continuation Sheet and attached to the PTW. These certificates shall be used to verify that all mechanical isolations have been removed. NOTE: Electrical and Safeguarding Instrumentation isolations are recorded on separate Certificates and Forms and are attached to the PTW accordingly.. Positive isolation shall require having spades or blinds / spectacle blinds placed into the lines. This shall involve breaking pipework at flanges and shall be recorded in a specific procedure / method study for the work. All precautions and safety points shall be recorded in the Safety Plan before any breaks are made to the system / equipment integrity 5. The Area Authority shall witness all gas freeing and gas testing operations. The work required to be undertaken can be progressed as soon as the isolation has been established, checked and the PTW is issued. The Area Authority shall validate the PTW and hand it to the Permit Holder to undertake the work. 6. If the equipment is required to be test run this should be carried out under a ‘DeIsolation for Test (DFT) procedure’ using the reverse side of the Mechanical and / or Electrical Isolation Certificates All isolated valves, spades, blinds etc, shall be tagged with the “3 Part Tag”. The 2 nd part of the tag shall be attached to the PTW and the 3rd part of the tag shall be placed on the PTW board. The valve spade etc, should be secured with ‘pro-lock’ fittings. 2 Page 18 PR-1076 - Isolation of Process Equipment Printed 16/02/16 The controlled version of this CMF Document resides online in Livelink®. Printed copies are UNCONTROLLED. Petroleum Development Oman LLC 7. Revision: 6.0 Effective: May-12 Depending on the length that the isolations will be applied, integrity checks shall be defined. The integrity checks shall be carried out by the Area Authority and Production Supervisor who will ensure that the isolations are correct and intact. The positive isolation shall be checked before the PTW is revalidated. Any violations shall be reported to Production Coordinator and a fountain Incident raised. The work will be stopped until an investigation has been carried out. 3 8. On completion of all works, commissioning and testing the process equipment can be de-isolated3. The de-isolation should be checked off against the Mechanical Isolation Certificate and the marked up As-Built drawings. 9. When the de-isolation is completed by the Area Authority the PTW can be closed out by the Permit Holder. This includes de-spading and re-instating blinds / spectacle blinds into their operating positions. Page 19 PR-1076 - Isolation of Process Equipment Printed 16/02/16 The controlled version of this CMF Document resides online in Livelink®. Printed copies are UNCONTROLLED. Revision: 6.0 Effective: May-12 Petroleum Development Oman LLC Appendix 1 – Positive Isolation Arrangements TANK ISOLATION (SOUR SERVICE) TO FLARE HEADER BLANKET GAS LO LO BALANCE LINE OIL OUTLET OIL INLET WATER OUTLET Breakout Spool NC NC NC CLOSED DRAIN HEADER Normal Operation TO FLARE HEADER BLANKET GAS LC LC WARNING. The ‘Blind’ on the tank vent line to Flare can only be swung if the station / facility is Shutdown or an isolation valve is provided on the line upstream of the spade location. BALANCE LINE OIL OUTLET LC LC Flange Blinded LC LC OIL INLET WATER OUTLET LO NOTE. The Bleed Valve will be locked open to relieve any pressure build up to the closed drains. Provision should be made to provide a means of monitoring the bleed line from the ‘double block and bleed’ LC Breakout Spool Removed LC LC LC LO SPADE Isolated Page 20 PR-1076 - Isolation of Process Equipment CLOSED DRAIN HEADER Printed 16/02/16 The controlled version of this CMF Document resides online in Livelink®. Printed copies are UNCONTROLLED. Revision: 6.0 Effective: May-12 Petroleum Development Oman LLC VENT & FLARE HEADER Header TO FLARE LO LO Vessel 2 Vessel 1 Vessel 3 Normal Operation Header TO FLARE WARNING: In this case ‘blinds’ can only be swung if the Vessel connected to the flare line is shutdown, isolated and depressurised. LC LC Where relief lines combine then all associated vessels and equipment shall require to be shutdown, isolated and depressurised. Vessel 2 Vessel 1 Vessel 3 Isolated Page 21 PR-1076 - Isolation of Process Equipment Printed 16/02/16 The controlled version of this CMF Document resides online in Livelink®. Printed copies are UNCONTROLLED. Revision: 6.0 Effective: May-12 NC Vent & Flare System or Atmosphere at Safe Location Vent & Flare System or Atmosphere at Safe Location PG PIG LAUNCHER Vent & Flare System or Atmosphere at Safe Location Vent & Flare System or Atmosphere at Safe Location Petroleum Development Oman LLC NC Pig Indicator PG PG NC Pig Indicator INLET OR OUTLET NC NC NC NC NC NO DRAINS SYSTEM (Balance Line) NC NC FROM / TO MAIN LINE NC WARNING. Where a Pressure Safety Relief valve is provided on the Launcher that is tied into a Vent and Flare System then a full Shutdown is required unless isolation is provided upstream of the Relief Valve Vent & Flare System or Atmosphere at Safe Location Vent & Flare System or Atmosphere at Safe Location Vent & Flare System or Atmosphere at Safe Location Vent & Flare System or Atmosphere at Safe Location Normal Operation LC NC Pig Indicator LC Pig Indicator INLET OR OUTLET LC LC NC LC LC LC NO DRAINS SYSTEM (Balance Line) C LC LC Isolation Page 22 FROM / TO MAIN LINE LC PR-1076 - Isolation of Process Equipment Printed 16/02/16 The controlled version of this CMF Document resides online in Livelink®. Printed copies are UNCONTROLLED. Revision: 6.0 Effective: May-12 Petroleum Development Oman LLC VESSEL (SOUR SERVICES) To Vent / Flare Blowdown to Flare LO LO Gas Outlet Inlet H LG NC LA LG L NC Closed Drains NC NC NC NC NC Liquid Outlet NC NC To Closed Drains Header Normal Operation To Vent / Flare WARNING. The ‘Blinds’ on the Pressure Safety Relief and Blowdown lines can only be swung if the vent and flare systems are shutdown or isolation valves are provided upstream of the Relief and Blowdown valves. LC Blowdown to Flare LC LC Gas Outlet LC Inlet H LG LO LA LG L LO Closed Drains NOTE. The Bleed Valve will be locked open to relieve any pressure build up to the closed drains. Provision should be made to provide a means of monitoring the bleed line from the ‘double block and bleed’ NC NC NC NC NC Liquid Outlet NC NC SPADE To Closed Drains Header Isolation Page 23 PR-1076 - Isolation of Process Equipment Printed 16/02/16 The controlled version of this CMF Document resides online in Livelink®. Printed copies are UNCONTROLLED. Revision: 6.0 Effective: May-12 Petroleum Development Oman LLC Casing Vent to Safe Area CENTRIFUGAL PUMP Pump Discharge NC Pump Suction PG PG Vent/Local/ Atmos Flare Motor Seal Drain Pot NC NC Drain/Local Drain Collection Tank NC To Closed Drains Header Normal Operation Casing Vent to Safe Area CENTRIFUGAL PUMP Pump Discharge LC NO Pump Suction LC PG Electric motor isolated at the main breaker PG NC Vent/Local/ Atmos Flare Motor Seal Drain Pot NC NC NC Drain/Local Drain Collection Tank NC To Closed Drains Header Isolation Page 24 PR-1076 - Isolation of Process Equipment Printed 16/02/16 The controlled version of this CMF Document resides online in Livelink®. Printed copies are UNCONTROLLED. Petroleum Development Oman LLC Revision: 6.0 Effective: May-12 Appendix 2 – Abbreviations The following abbreviations are used in this Procedure. ANSI CDFP American National Standards Institute Corporate Discipline Focal Point CFDH Corporate Functional Discipline Head DFT De-isolated for Test EPI Extended Period Isolation ESOP Electrical Safety Operational Procedures LC Locked Closed LO Locked Open NC Normally Closed NO Normally Open PEFS Process Engineering Flow Schematic PDO Petroleum Development Oman LLC PR Procedure PTW Permit to Work PVV Pressure Vacuum Valve RAM Risk Assessment Matrix TRIC Toolbox Talk Risk Identification Card Page 25 PR-1076 - Isolation of Process Equipment Printed 16/02/16 The controlled version of this CMF Document resides online in Livelink®. Printed copies are UNCONTROLLED. Petroleum Development Oman LLC Revision: 6.0 Effective: May-12 Appendix 3 – Tank Pressure / Vacuum Valve Changeout 1. Mandatory Requirements - Inventory in the tank shall be reduced to low low level - If a second tank is available production shall be lined up to this tank. If second tank is not available production shall be diverted around the tank WARNING: In single tank operation if production cannot be diverted from the tank then the activity shall not be allowed to proceed. Similarly, if a spare valve is not available, the activity shall not proceed. 2. in accordance with PR-1076 – Isolation of - Tank must be isolated on the inlet Process Equipment - Pressure in the tank shall be vented to atmospheric via the flare / vent line or via an atmospheric vent to a safe area - Operations or work in the vicinity of the tank shall be suspended for the duration of the changeout - Work shall be undertaken in accordance with PR-1172 – Permit to Work System - The minimum number of personnel required to undertake the work safely shall be employed on or around the tank - A TRIC discussion shall be conducted prior to any work being commenced and the TRIC completed and attached to the PTW - If an unsafe operation is observed or monitored then work must be stopped immediately and the area made safe Precautions to be Observed Gas Testing Gas testing shall be carried out in accordance with PR-1154 Gas Testing Procedure. All gas tests shall be undertaken by authorised gas testers as required by PR-1172 Permit to Work System. Breathing Apparatus Breathing apparatus supplied from an external air source shall be required. Breathing apparatus may be Self Contained Breathing Apparatus (SCBA), a positive pressure hood supplied from an external air source or a combination of the two. Prior to use the charges in the air cylinders must be checked and it shall be ensured that sufficient supplies, including reserves, are available to complete the work. Fire Fighting Equipment Fire services shall be requested to be on station for the duration of the work. If this is not feasible then a competent fire fighting team shall be employed to man fixed firefighting equipment for the duration of the work. Fixed and portable fire equipment shall be provided both on the tank roof and at the work site to enable a fire to be contained. Safety Harnesses and Man Basket Page 26 Safety harnesses and safety ropes shall be provided and issued to the working party prior to deployment on the tank roof. Secure anchor points for the harnesses shall be identified and marked prior to personnel moving to the tank roof. PR-1076 - Isolation of Process Equipment Printed 16/02/16 The controlled version of this CMF Document resides online in Livelink®. Printed copies are UNCONTROLLED. Petroleum Development Oman LLC 3. Revision: 6.0 Effective: May-12 A man basket (intrinsically safe) shall be provided with rated lifting strops to evacuate causalities from the tank top in emergency. Preparation for Undertaking the Work Permit to Work The Permit Applicant and Responsible Supervisor shall comply with PR-1172 Permit to Work System and carryout a site inspection. The Permit Applicant shall prepare an HSE Job Plan and a Rescue Plan which shall be attached to the PTW. A marked-up Process and Engineering Flow Scheme shall be completed to indicate all isolations. Tools and Spares A new gasket, bolts, nuts and washers shall be procured for the PVV and bagged ready for use. Spanners and a suitable torque wrench for removing and replacing bolting. Scrappers and brass wire brushes for cleaning and preparing the flange joint. Solvents for cleaning (WD40) may be used provided they are suitable for the application. Absorbent cloths for cleaning the area and mopping small spills. All tools for the work shall be bagged and a check list provided to enable accounting to be carried out on completion of work. The replacement PVV shall be checked to ensure it is correct for the application and has been tested accordingly. The flanges of the replacement PVV shall be protected prior to lifting to the tank top. Safety Equipment The SCBA’s and air lines for the positive pressure hoods will require to be carried or lifted to the tank top. Personnel working on the tank top shall be issued with Emergency Escape Hoods for evacuation. Lifting Equipment A suitably rated (25ton) with sufficient jib extension will be located, preferably up wind of the operation, on site. Suitably rated slings shall be provided to lift the old and replacement PVV during changeout. NOTE: Gas monitoring shall be carried out before starting the crane and continuously throughout the operation when the crane engine is running. Permitry If the tank is in H2S sour service all personnel involved in the operation shall have an in date H2S certificate. Personnel using breathing apparatus (SCBA) must be certificated. SCBA or positive pressure hoods shall require to be worn by all personnel working on the tank top while the operation of changing out the PVV is being carried out. Preliminary Work Prior to Removal / Replacement a) Close inlet isolation valve and inlet ESD valve (if provided) to the tank that is to be worked on. b) Divert the flow to second tank (if available) by opening inlet isolation valve on the receiving tank. Page 27 PR-1076 - Isolation of Process Equipment Printed 16/02/16 The controlled version of this CMF Document resides online in Livelink®. Printed copies are UNCONTROLLED. Petroleum Development Oman LLC Revision: 6.0 Effective: May-12 c) Reduce the level in the tank to be worked on to low low level. Overriding of safety critical alarms and trips shall be in accordance with PR-1001c – temporary Overriding of Safeguarding Systems d) Complete manual isolation of oil and drain outlet by closing the isolation valves on the tank to be worked on. Record the valves and positions on the PEFS. Update ‘Locked Open / Lock Closed’ register for any normally Locked Open / Locked Closed valves that are used. Refer to PR-1086 - Locked Valve Control Requirements. e) Isolate the blanket gas line (if provided) on the tank to be worked on. f) Blow down / vent the residual gas inside the tank to be worked on to via the flare / vent line or atmospheric vent line, to atmospheric. NOTE: Use suitable sited pressure gauge on the tank to confirm condition. g) PTW validated by the Area Authority h) Hand-over the isolated tank to maintenance team. 4. Removal and Replacement a) Bring lifting crane on site adhering by all precautions of the PTW. Position the crane up-wind of the work site if possible. NOTE: All lifts involving the crane shall be in accordance with the lifting plan attached to the PTW. b) Bring Canter on site adhering by all precautions of the PTW. Position the Canter adjacent to the tank and within safe lifting range of the crane. c) Make ready the replacement PVV for lifting on the back of the Canter. d) Position the air line breathing apparatus trolley adjacent the tank. Check all connectors and check face mask operation. NOTE: This should be undertaken by the personnel who will require wearing the equipment. Check the correct operation of the face mask. e) Using the crane lift the SCBA, air hose(s) and tools to the tank top location. f) Lift replacement PVV and blind flange to the tank top location. g) The Area Authority wearing a SCBA shall carry out gas testing. NOTE: The results of the gas testing shall dictate whether personnel will require to wear SCBA or positive pressure hoods to perform preparatory work. Continuous gas testing shall be carried out while preparatory work is being undertaken. Clean the threads on the bolts securing the PVV. Apply solvent cleaner if required. h) Unbolt using the appropriate spanners. WARNING: As the tank will still contain hydrocarbons this operation and the operation of re-bolting on completion will constitute ‘hot-bolting’ and will require the Approval of the Production Coordinator in accordance with SP2020 - Flange Connections Bolt Torquing and Tensioning Section 10. i) Attach lifting strop to the PVV. Attach to crane hook in readiness of lift. At this point a further gas test should be carried out and positive pressure hoods worn by all personnel in the direct vicinity of the work. All other personnel should be moved away from the PVV. A rescuer in a SCBA shall be made ready while the PVV is not in place. For added safety all work should be undertaken if possible up wind of the opening. j) Page 28 Un-bolt the PVV flange and carefully lift from the tank skin. Move to a suitable laydown on the tank top. PR-1076 - Isolation of Process Equipment Printed 16/02/16 The controlled version of this CMF Document resides online in Livelink®. Printed copies are UNCONTROLLED. Petroleum Development Oman LLC Revision: 6.0 Effective: May-12 k) Prepare the replacement PVV for lifting. l) Clean and prepare the flange for fitting of the new gasket. Fit new gasket. m) Lift the replacement PVV into position, ensuring that the gasket is not damaged. NOTE: If the replacement of the PVV is halted due to damage of misalignment that shall cause delay, a flange can be fitted providing it is fitted with a low range pressure gauge to monitor a pressure build up. In conjunction with the pressure gauge, a tee piece with a valved vent facility should be fitted, with the vent to a safe area or flare system so that any pressure build up due to temperature change can be vented safely (See Illustration below). A documented risk assessment shall be carried out if this method is employed. The risk assessment shall ensure that regular monitoring of the pressure gauge and venting is carried out by operations for the duration that this flange is in place. n) Replace the bolting and torque down to specified torque. See Warning following Step i). o) Carryout a gas test around the completed job to ensure tightness. Repeat the gas test at intervals as working pressure is established and when the tank is at normal operating pressure. p) Check and confirm all tools are accounted for. Lift and remove old PVV from the tank top to the Canter. q) Carefully lift all remaining equipment from the tank top and secure the site. r) Page 29 Hand the tank back to Operations personnel to de-isolate and commission. PR-1076 - Isolation of Process Equipment Printed 16/02/16 The controlled version of this CMF Document resides online in Livelink®. Printed copies are UNCONTROLLED. Petroleum Development Oman LLC Revision: 6.0 Effective: May-12 Appendix 4 – Reference Material PDO Documents Code of Practice CP-115 - Operate Surface Product Flow Assets Specification SP-1108 - Electrical Safety Operating Procedures SP-1125 - Isolation of Process Equipment Specification SP-2020 - Flange Connections Bolt Torquing and Tensioning Procedure PR-1001e – Operations Procedure Temporary Variance PR-1073 - Gas freeing and Purging of Process Equipment (excluding tanks) PR-1077 - Preparation of Tanks and Vessels for Internal Work PR-1086 - Locked Valve and Spectacle Blind Control PR-1148 - Entry into a Confined Space PR-1154 - Gas Testing Procedure PR-1172 - Permit to Work Guideline GU-256 - Static Equipment Inspection Guidelines Page 30 PR-1076 - Isolation of Process Equipment Printed 16/02/16 The controlled version of this CMF Document resides online in Livelink®. Printed copies are UNCONTROLLED. Revision: 6.0 Effective: May-12 Petroleum Development Oman LLC Appendix 5 - User Feedback Page PR-1076 – Isolation of Process Equipment User Feedback Page Any user who identifies an inaccuracy, error or ambiguity is requested to notify the custodian so that appropriate action can be taken. The user is requested to return this page fully completed, indicating precisely the amendment(s) recommended. Name: Ref ID Page Ref: To: Date: Brief Description of Change Required and Reasons UOP7 Custodian of Document Page 31 Date: PR-1076 - Isolation of Process Equipment Printed 16/02/16 The controlled version of this CMF Document resides online in Livelink®. Printed copies are UNCONTROLLED. Petroleum Development Oman LLC Revision: 6.0 Effective: May-12 Addendum 1 – Changes at Revision 2.1 Page No. Changes / Additions 8 Section 1.8 – Changed to “This procedure is mandatory and shall be complied with at all times. Should compliance with the procedure be considered inappropriate or the intended activity cannot be effectively completed or safely performed, then step out authorisation and approval must be obtained in accordance with PR-1001e – Operations Procedure Temporary Variance (supported by Risk Assessment), prior to any changes or activities associated with the procedure being carried out”. 9 Section 2.2 - Swim Lane Step 8 – Changed ‘flowline’ to ‘equipment’ 10 Step 7 2nd para changed to “All isolations that are to be put in place shall be listed either on the PTW, on the Mechanical Isolation Certificate or Mechanical Isolation Continuation Sheet. If the latter two are used these shall be attached to the PTW. These certificates require to be verified when the isolations are removed.” 10 Step 8 1st para added after production Supervisor “and the person who is deemed competent to perform the isolation” Footnote added 10 Step 9 2nd para changed to “Any violations shall be reported to Production Coordinator and a fountain Incident raised. The work will be stopped until an investigation has been carried out.” 11 Section 2.3 Step 7 – Production Coordinator changed to Production Supervisor 12 Section 2.3 Step 13 Last Sentence “In this event, the procedure to be followed will be clearly illustrated and a ‘step out’ raised supported by a Risk Assessment in accordance with PR-1001e – Operations Procedures Temporary Variance.” 12 Section 2.3 Step 14 1st para added to end “This should be carried out on an Extended Period Isolation and verified regularly.” 13 Removed Note 2 ” For the purposes of this requirement, toxic in the case of H2S is defined as more than 500ppm H2S in the process stream.” 15 Section 2.4.6 “Toxic” changed to “Sour” Page 32 PR-1076 - Isolation of Process Equipment Printed 16/02/16 The controlled version of this CMF Document resides online in Livelink®. Printed copies are UNCONTROLLED. Petroleum Development Oman LLC Revision: 6.0 Effective: May-12 Addendum 2 – Changes at Revision 3 Page No. Changes / Additions 6 Section 1.1 following added “Approved ‘Variances’ that have been Risk Assessed shall be added when appropriate in the Appendices of this procedure to enable infrequent activities that can not meet compliance to this procedure to be undertaken. These approved variances shall be added and Operations notified by circular. IMPORTANT: The Approved Variances are for the activities stated. Other instances where compliance can not be met shall still require the completion of a Temporary Variance in accordance with PR-1001e – Operations Procedure Temporary Variance” 7 Section 1.6 removed and the Abbreviations added to Appendix 2 7 Roles and Responsibilities – Permit Holder added “pausing the work at regular intervals to check if any aspect (affecting safe working) of the work has changed” 9 Footnote added “All” and “blinds” 10 Step 10 added “If the equipment is required to be test run this should be carried out under a ‘De-isolation for Test (DFT) procedure’ using the reverse side of the mechanical Isolation Certificate” Appendix 3 - Tank Pressure / Vacuum Valve Changeout procedure added User Feedback Page moved to Appendix 4 23 Appendix 3 Tank Pressure Vacuum Valve Changeout Page 33 PR-1076 - Isolation of Process Equipment Printed 16/02/16 The controlled version of this CMF Document resides online in Livelink®. Printed copies are UNCONTROLLED. Petroleum Development Oman LLC Revision: 6.0 Effective: May-12 Addendum 3 – Changes at Revision 3.1 Page No. Changes / Additions 10 Step 10 – Last para changed “If the equipment is required to be test run this should be carried out under a ‘De-Isolation for Test (DFT) procedure’ using the reverse side of the Mechanical and / or Electrical Isolation Certificates” 13 Added under Section 2.4.2 - Isolation of Equipment for Maintenance “Locked Open / Locked Closed valves that are operated during isolation shall be recorded on the Lock Open / Locked Closed Register.” 14. Added Section 2.4.8 – Immobilising Devices 23 Appendix 3 Tank Pressure Vacuum Valve Changeout Page 34 PR-1076 - Isolation of Process Equipment Printed 16/02/16 The controlled version of this CMF Document resides online in Livelink®. Printed copies are UNCONTROLLED. Petroleum Development Oman LLC Revision: 6.0 Effective: May-12 Addendum 4 – Changes at Revision 3.2 Page No. Changes / Additions 22 Step 1 WARNING – “Similarly, if a spare valve is not available, the activity should not proceed.” added 24-25 Step 4 after (n) NOTE: If the replacement of the PVV is halted due to damage of misalignment that will cause delay, a flange can be fitted providing it is fitted with a low range pressure gauge to monitor a pressure build up. In conjunction with the pressure gauge, a tee piece with a valved vent facility should be fitted, with the vent to a safe area or flare system so that any pressure build up due to temperature change can be vented safely (See Illustration below). A documented risk assessment shall be carried out if this method is employed. The risk assessment shall ensure that regular monitoring of the pressure gauge and venting is carried out by operations for the duration that this flange is in place. Page 35 PR-1076 - Isolation of Process Equipment Printed 16/02/16 The controlled version of this CMF Document resides online in Livelink®. Printed copies are UNCONTROLLED. Petroleum Development Oman LLC Revision: 6.0 Effective: May-12 Addendum 5 – Changes at Revision 3.3 Page No. Changes / Additions 4 Related Corporate Management Frame Work (CMF) Documents Added SP-2020 to Reference Documents Appendix 3 - Tank Pressure / Vacuum Valve Changeout – 4 Removal and Replacement added / reworded: 23 i) Unbolt using the appropriate spanners. WARNING: As the tank will still contain hydrocarbons the operation of rebolting on completion will constitute ‘hot-bolting’ and will require the Approval of the Production Coordinator in accordance with SP-2020 Flange Connections Bolt Torquing and Tensioning Section 10. s) Page 36 Replace the bolting and torque down to specified torque. See Warning following Step i). PR-1076 - Isolation of Process Equipment Printed 16/02/16 The controlled version of this CMF Document resides online in Livelink®. Printed copies are UNCONTROLLED. Petroleum Development Oman LLC Revision: 6.0 Effective: May-12 Addendum 6 – Changes at Revision 4.0 Page No. Changes / Additions 6 Section 2.2 – Step 6 “Isolations that have been classified ‘major’ shall require having spades or blinds / spectacle blinds placed into the lines strategically to provide positive isolation. This shall involve breaking pipework at flanges and should be covered in a specific procedure / method study for the work and will require an isolation to do the work.” Section 2.2 – Step 6 6 “All isolations that are to be put in place shall be listed on the Mechanical Isolation Certificate or Mechanical Isolation Continuation Sheet and attached to the PTW. These certificates require to be verified when the isolations are removed.” 13 Changed wording of 2.4.2 1st para ‘The permit applicant shall apply a process isolation for every piece of equipment to be isolated from live plant describing the connections that will be isolated, disconnected and tagged before starting to open the equipment. The isolation shall be reviewed by the Area Authority, approved by the Responsible Supervisor and attached to the PTW.’ 13 Added new Sub-Section 2.4.3 – Removal and Replacement of Relief Valves on ‘Live’ Systems. All following Sub-Sections renumbered. 15 Section 2.4.9 “There are a number of proprietary devices used in the industry for immobilisation, however PDO has standardised with ‘pro-lock’ securing device” Page 37 PR-1076 - Isolation of Process Equipment Printed 16/02/16 The controlled version of this CMF Document resides online in Livelink®. Printed copies are UNCONTROLLED. Petroleum Development Oman LLC Revision: 6.0 Effective: May-12 Addendum 7 – Changes at Revision 5.0 Page No. Changes / Additions 6 Section 1.1 – Introduction Reduced the content to make it concise and remove any source of ambiguity. Section 1.3 – Distribution and Target Audience 6 Added ‘Well Services, EMC and ODC’ Section 2 – Roles and Responsibilities 8 Made additions and changes to Production Coordinator, Production Supervisor, Operator and Area Authority, and Permit Holder Removed the word ‘Procedure’ from Section 3 heading 10 Revised extensively the whole section and re-organised the order. Inclusion of more specific text to cover H2S operations Typical Isolation and De-isolation Process moved to Section 3.4. Process flow chart revised 18 Appendix 1 all illustrations revised to show isolation requirement updates. 24 Appendix 3 – Changes made to enhance safety when undertaking the procedure. Page 38 PR-1076 - Isolation of Process Equipment Printed 16/02/16 The controlled version of this CMF Document resides online in Livelink®. Printed copies are UNCONTROLLED. Petroleum Development Oman LLC Revision: 6.0 Effective: May-12 Addendum 8 – Interim Amendment May 2011 Page No. Changes / Additions 13 Added Section 3.3 General Exceptions “Any proprietary insertion or extraction device e.g. Welker/ COSASCO retrievable probes, Daniel Orifice Carriers etc, used on ‘sweet systems’ up to, and inclusive of, 900# rating shall be allowed exception to the isolation requirements of this procedure. NOTE: This exception shall be allowed provided the design of the fittings is not modified or changed and that regular maintenance and inspection is carried out.” Page 39 PR-1076 - Isolation of Process Equipment Printed 16/02/16 The controlled version of this CMF Document resides online in Livelink®. Printed copies are UNCONTROLLED. Petroleum Development Oman LLC Revision: 6.0 Effective: May-12 Addendum 9 – Interim Amendment September 2011 Page No. Changes / Additions 10 & 11 Added Section 3.1.1 Major Work & 3.1.2 Minor Work Positive isolation shall be required for all Major Work. For the purpose of this procedure major work will be considered as any intervention that results in spools or equipment being removed from a process line (including non-hydrocarbons), Confined Space entry, or Hot Work (including cold cutting) being carried out. Examples: Valve removal / replacement (including RV changeout); Spool removal / replacement; Equipment i.e. pump, changeout; Vessels / tank inspections: IMPORTANT NOTE: There may be exceptions to the above e.g. relief valves changeout, and these shall be addressed on an individual basis after risk assessment. Valved isolation shall be required for all Minor Work. For the purpose of this procedure minor work will be considered as any intervention that does not require spools or equipment being removed from a process line (including non-hydrocarbons), or where there no Hot Work. Examples: As a re-cusor for major work; Breaking flanges for draining of depressurised systems; Insertion of blinds between flanges on depressurised systems; Working on instrumentation lines. NOTE: For Minor work the valve isolation will require to be appropriate to address the risk i.e. double block and bleed for H2S or pressurised lines, and demonstrated tight. Page 40 PR-1076 - Isolation of Process Equipment Printed 16/02/16 The controlled version of this CMF Document resides online in Livelink®. Printed copies are UNCONTROLLED. Petroleum Development Oman LLC Revision: 6.0 Effective: May-12 Addendum 10 – Changes at Revision 6.0 Page No. Changes / Additions Added Section 3.2 Terminology. All subsequent Sections renumbered accordingly. Revised Table 1 – Minimum Isolation Requirements in line with Sour Projects Isolation Philosophy Page 41 PR-1076 - Isolation of Process Equipment Printed 16/02/16 The controlled version of this CMF Document resides online in Livelink®. Printed copies are UNCONTROLLED.