Supplementary Material Design and analysis of the cross
advertisement

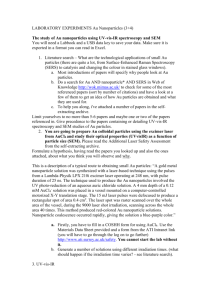
Supplementary Material Design and analysis of the cross-linked dual helical micromixer for rapid mixing at low Reynolds numbers Keyin Liu, Qing Yang*, Feng Chen†, Yulong Zhao, Xiangwei Meng, Chao Shan State Key Laboratory for Manufacturing System Engineering & Key Laboratory of Photonics Technology for Information of Shaanxi Province, School of Electronics & Information Engineering, Xi’an Jiaotong University, Xi’an, 710049, P. R. China Corresponding author: †chenfeng@mail.xjtu.edu.cn, *yangqing@mail.xjtu.edu.cn; Tel: † 86-29-82668420, * 86-29-83395171. 1 Numerical simulation 2 Fabrication of the mixer 3 Confocal microscope images 1 Numerical simulation 1.1 Stationary simulation of velocity field and concentration distribution Passive mixing of fluids in microfluidic systems is dominated by laminar flow and species diffusion. Thus, numerical simulations in steady state are efficient to investigate the mixing results for the 3D passive mixer. Numerical simulations were carried out by solving the microfluidic incompressible Navier–Stokes and convection diffusion equations using commercially available finite element analysis software (COMSOL Multiphysics 4.3). The governing equations of mass, momentum and species transport are represented as follows: ( )0 (1) ( ) [( p T ] (2) (Dm cc )0 (3) 1 where, denotes density, is the fluid velocity, denotes dynamic viscosity, p equals pressure, Dm is the diffusion coefficient and c represents the concentration. The physical properties of the solutions are set liquid water at room temperature: density = 1×103 kgm-3, viscosity μ=1×10−3 kgm-1s-1, diffusivity Dm=1×10−10 m2s-1. The fluid properties are not affected by the change in concentration of the dissolved species. For the mass balances, the assumption that solute molecules interact only with liquid molecules implies that it is sufficient to investigate the mixing performance of a single species. Two streams of liquid water with relative species concentration of 1 and 0 are injected into the mixer through two symmetrical inlets respectively, and outflow through the outlet. The inlet flow is laminar with an average velocity which has fully developed in a developing length of 1.0m (by setting the velocity condition). At the outlet, the model specifies a constant reference pressure of 0 Pa. Free tetrahedral mesh was used in the meshing process for the mixer models. Free tetrahedral mesh does not pose any constraints on complex 3D structures. It can be used to mesh sharp-curvature structure of the complex 3D CLDH mixer. The accuracy of the result is controlled by adjusting the geometry resolution in 10-6 for the 3D CLDH channel model. Mixing index σ at the outlet of half-cycle CLDH mixer was evaluated for mesh size of 3, 5 and 7μm; and the deviation of simulation results was less than 0.5%. The mesh size was controlled less than 5μm for the entire model in the simulation process. The meshes near the crossing region of the dual helical channels were refined to capture concentration and velocity variations accurately. The low Reynolds numbers in the mixer imply that the Navier-Stokes equations do not require a particularly dense mesh. You can therefore first solve the Navier-Stokes equations on a coarse mesh and then map the solution onto a finer mesh. In the last solution step you use this mapped velocity field 2 in the convective mass-transport term. Here, velocity field was simulated on the basis of meshed geometry (mesh size<5 μm). Then, the simulated velocity field was refined to calculate the concentration field; the exported data includes more than 2000 data points (nodes) for each sectional concentration field (grid size≈0.5μm). 1.2 Time-dependent simulation of particle trajectories It evaluates the mixing performance by calculating the trajectory of suspended particles through the mixer. Particle trajectories are calculated on the basis of steady velocity field. This model studies the mixing of one species dissolved in water at room temperature. The inlet flow is laminar and fully developed with an average velocity. At the outlet, the model specifies a constant reference pressure of 0 Pa. The equations for the momentum transport are the stationary Navier-Stokes equations in 3D, as illustrated in formulas (1, 2). The particle trajectories are computed using a Newtonian formulation: d (m V ) mp Fd ( V ) (4) dt p where Fd is the drag force per unit mass: Fd 18 (5) pdp2 The particle velocity is V , p is the density of the particles, and d p is the particle diameter. There are 3000 particles released. The particle p is 2×103 kgm-3. The particle diameter d p is 5×10−7 m. The density of the particles released is normalized to the magnitude of the fluid velocity at the inlet. This means that there are more particles released where the inlet velocity is highest and fewer particles released where the velocity field is low. Because the particles have mass, they do not necessarily all reach the outlet; some of the particles will get stuck to the mixer walls. The transmission probability is defined as the ratio of the number of particles that reach the outlet divided by the number of particles released. The mixing time was 3 controlled to allow the particle trajectories to fully develop according to the transmission probability variation, that the deviation of transmission probability was less than 1E-4 while increasing the mixing time. One useful way of visualizing how the particles mix is to use a Poincaré plot. The Poincaré plot places a colored dot for each particles at the location at which the particle passes through a cut plane (known as a Poincaré section). Particles marked as red had an initial position of y < 0 and particles marked as blue had an initial position of y > 0. The first Poincaré section (the one furthest to the left in Fig.1) clearly indicates which particles start with the two inlets. As the particles begin to follow the flow field, they begin to mix together. Fig. 1 Poincaré maps of the particle trajectories at different Poincaré sections. The color is a logical expression indicating which particles had an initial position at y< 0. 2 Fabrication of the mixer Methods of fabricating complex 3D microstructures with extra accesses and laser power compensation were employed to enhance the processing capability (Liu et al. 2013; He et al. 2012), as shown in Fig. 2. 4 The extra accesses were designed as extra entrances for the etching solution during the etching process. To achieve microchannels of uniform geometry, femtosecond laser of lower power was utilized scanning near the entrances and extra accesses than in the middle of two adjacent entrances or extra accesses. The diameter of microchannels is increased with laser power. However, the microchannels fabricated with a high power (> 15mW) are accompanied with cracks and rough inner surface which will be disadvantages for microfluidic applications. At the same time, the laser with a low power (< 1mW) can’t induce efficient modification effect for irradiated region of fused silica, and microchannels with a great depth and large scale can’t be achieved. Accordingly, the optimal fabricating strategy of tuning laser power during the laser irradiation process was used to improve the microchannel geometry quality. We have also investigated the influence of processing parameters on the surface smoothness; and found that lower laser power, scanning speed and HF solution concentration will largely improve the surface quality (Chen et al. 2013). In the experiment, the laser power was modified linearly from 4 mW at the entrances/extra access to 6 mW in the middle of two adjacent entrances by a computer-controlled attenuator. The fabricated fused chip was sealed by bonding with polydimethylsiloxane (PDMS) blocks with two inlets and one outlet. The femtosecond laser micromachining system consisted of a femtosecond laser source (wavelength: 800 nm, pulse duration: 50 femtosecond, repetition rate: 1 kHz), a microscope objective, a programmable three-axis stage, a CCD camera and a laser beam control system. During the laser irradiation process, the bulk fused silica (10×10×0.8 mm3) was fixed on the three-axis stage; and the designed patterns were written in fused silica with femtosecond laser pulses by translating the bulk fused silica along the programmed pattern path. The chemical etching process was carried out in hydrofluoric (HF) acid solution assisted by the ultrasonic bath. The processing parameters were kept 5 constant as: scanning speed of 5 μm s-1 and HF solution concentration of 5%. Circular polarization laser was used to eliminate the polarization influence on etching efficiency for the circular polarization laser contributes to isotropous modification of the irradiated region, while the velocity direction of laser beam scanning complex 3D patterns is changing in 3D. Fig. 2 Schematic illustration of the improved FLWE technology of writing complex 3D microstructures with extra accesses and laser power compensation. 3 Confocal microscope images Fluorescent images are obtained slice by slice and stacked subsequently to observe the total color intensity and cross-plane images, as shown in Fig. 3 and Fig. 4. More information and dynamic observation can be gained in supplementary videos. Although there are distortions in the cross-plane images, the SAR effect is indicated in the cross-plane images of different crossing regions, that the red and green flows are split and recombined in the crossing regions. The distortions in the cross-plane images are caused by the relative long scanning duration of confocal microscope. Although each slice can be obtained in a remarkably short period of time, the total scanning time lasts up to ~5 minutes. In the scanning process, output fluctuation of syringe pump is unavoidable (stepping output). As the CLDH mixer is composed of complex constructions, the flow patterns will be influenced by a slight variation of flow input. It results in incoherence between the neighboring fluorescent slices and distortions in the cross-plane images. We have repeated the trials, but the phenomenon still existed. 6 Fig. 3 Confocal microscope images of fluorescent slices in the bottom-to-top direction (i.e.,from slice 1 to 8) Fig. 4 Cross-plane images of different crossing regions by stacking scanned fluorescent slices (slice interval =1.5 μm), more information and dynamic observation can be gained in supplementary videos. References Chen F, Shan C, Liu K, et al. (2013) Process for the fabrication of complex three-dimensional microcoils in fused 7 silica. OPTICS LETTERS 38(15): 2911-2914 He S, Chen F, Liu K, Yang Q, et al. (2012) Fabrication of three-dimensional helical microchannels with arbitrary length and uniform diameter inside fused silica. Optics letters 37(18): 3825-3827 Liu K, Yang Q, He S, et al. (2013) A high-efficiency three-dimensional helical micromixer in fused silica. Microsystem Technologies 19(7): 1033-1040 8