remic2-paper-junfu - Ulster Institutional Repository
advertisement

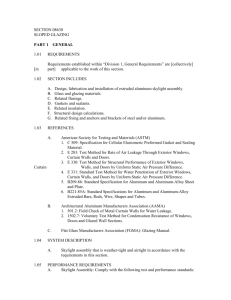
A New Type of In/Cu/In Seal for Vacuum Glazing Jun Fu Zhao, Philip C. Eames, Trevor Hyde, Yueping Fang, and Jinlei Wang Centre for Sustainable Technologies, School of the Built Environment, University of Ulster, Newtownabbey, Co. Antrim BT37 0QB, Northern Ireland, UK Abstract Vacuum glazing provides good thermal insulation and has a significant potential for energy saving. To achieve a high level of a vacuum inside the glazing, the edge seal formation is a critical step in the manufacturing process. A new type of indium-copper-indium (In/Cu/In) seal was developed recently at the University of Ulster. Introducing a solid copper wire into the indium seal improves the quality of the seal reducing the quantity of indium required and reducing outgassing from the seal and permeation of atmospheric gases through any weakly bonded areas after the vacuum glazing is formed. Adding copper can significantly reduce the manufacture cost of vacuum glazing. The experimentally characterized glazing produced by an In/Cu/In seal has demonstrated excellent performance. The lowest U-value successfully achieved for a 400mm by 400mm vacuum glazing sealed by In/Cu/In is 1.00± 0.04 Wm-2K-1. 1. Introduction Vacuum glazing can provide good thermal insulation while maintaining high levels of visual transmittance and thus provides significant potential for energy saving. To achieve theoretical thermal performance, a high internal vacuum (<0.1 Pa) with a leakfree seal around the edge between the glass sheets has to be met. Several sealing methods have been reported and patented since the first vacuum glazing was detailed in a German patent [1]. Among those, Collins et al have fabricated vacuum glazing using solder glass to form a contiguous edge seal at a temperature of around 450C [2-4]. An attempt to form vacuum glazing using a high temperature laser technique was not successful [5]. Techniques used for the edge seal at high temperature either using solder glass or applying a laser restrict the use of glass sheets to those only with hard low emittance coatings. Soft low emittance coatings can not survive such temperatures without excessive degradation. In order to avoid thermal degradation of the coatings during the high temperature process, the University of Ulster has developed a low temperature technique to cerate a novel edge seal, comprised of an inner vacuum seal formed from indium and an outer adhesive seal [6-7]. Indium is an extremely malleable metal with excellent fatigue resistance. Due to its ductility, flexibility, low melting point, and unique creep characteristics, indium has been widely used in various areas including cold welding, static seals in cryogenics and high vacuum environments, solder alloys, and forming bonds in a variety of non-metal applications [8-9]. Indium is very applicable when large plastic strain of the joint is required to release stresses induced by thermal expansion mismatch. It is because of these characteristics, indium was selected by the University of Ulster in 1998 and used to make a leak-tight seal for vacuum glazing at a low process temperature [6]. Since then, more research has been undertaken to improve the indium sealing technique. In this work, an indium-copper-indium (In/Cu/In) multilayer for the effective edge seal of vacuum glazing was developed. Introducing a solid copper wire into the indium seal improves the quality of the seal reducing outgassing from the seals and permeation of atmospheric gases through any weakly bonded areas after the glazing is formed. A significant reduction in the manufacture cost of vacuum glazing is also possible. To assess the thermal performances of the vacuum glazing samples sealed by In/Cu/In, the samples were characterised using a guarded hotbox calorimeter and theoretically analysed using a finite volume model. The experimentally determined U-values for the vacuum glazing were also compared with those predicted theoretically. An additional investigation of temperature-induced stress further gives an estimation on the quality and durability of vacuum glazing fabricated using this novel seal. 2. Seal design consideration To join two glass panes together and to have a leak-free hermetic seal, requires a surface that is free of oxides and contaminants. Usually, indium readily forms oxides on its surface. Thus, to bond indium to a nonmetal substrate such as glass, the surface oxides have to be removed or destroyed by compression or plastic deformation during the bonding process. However, compression of the seal is prohibited in the vacuum glazing manufacturing process due to the fragile nature of glass. In addition to the oxide on the indium surface, glass used for making vacuum glazing is normally coated with a low emittance layer, this will also act as a solid barrier isolating indium from the glass surface to be bonded. In order to remove the oxide surface layer and create a fresh surface for the formation of bonds between the indium and the glass, an ultrasonic soldering technique was introduced into the manufacturing process to allow the two glass panes to be joined. The reason for choosing the ultrasonic soldering technique is because it can remove surface oxides and it promotes indium to wet and bond to the glass surface without requiring a flux to remove oxides but which will lead to outgassing afterwards. In addition, as the ultrasonic soldering process is localized and bonding time is short, thermal degradation of the low emittance coatings caused by high temperature processes can be efficiently prevented. Ultrasonic soldering is based on the same principles as ultrasonic cleaning. If applying a high-frequency vibration (typically 20kHz) into the molten solder, the vibration energy produces cavitation at the interface between the solder liquid and the solid surface, and consequently a strong erosion effect on the solid surface in proximity to the cavitation [10]. This cavitation breaks up, disperses the base surface oxides, and allows the molten solder to wet and bond to a nascent solid surface [11]. Similar phenomena are expected in the soldering process for the indium and the glass surface. However, due to the ultrasonic high-frequency vibration, the cavitation produced can also trap air or gases while increasing capillary action in the indium liquid phase. This drawback leads to the formation of defects in the seal such as micro pinholes or voids with trapped air inside. One of main reasons leading to degradation of the vacuum inside the glazing is because of outgassing from trapped air from the voids in the indium and permeation of atmospheric gases through these weakly bonded areas during the glazings service life. The indium bond between the glass sheets is relatively weak and can be damaged by stresses caused by applied environmental conditions; any defects appearing in the seal will weaken its strength, leading to potential degradation of the vacuum quality and reduction in the service life of the vacuum glazing. To reinforce the seal strength and avoid vacuum degradation within the glazing, the previous method of forming an indium seal used in the low temperature process developed at the University of Ulster has been improved. Figure 1 shows several seal design considerations for the fabrication of vacuum glazing. In most cases, as shown in Fig.1 (a), the energy generated by an ultrasonic soldering iron is effective in promoting wetting of the glass surface, which enables the glazing to have tight hermetic seals around the edges when the sample is formed. As mentioned above, if any defects produced by the ultrasonic soldering process exist in the seal (see Fig.1 (b)), it inevitably weakens the seal. To minimize the amount of such defects formed during the ultrasonic soldering process, a solid material such as copper wire or ribbon can be embedded into the indium layer during pre-coating to form a sandwich seal. This type of seal will be expected to consolidate the seal strength and to obtain a high vacuum inside the glazing after evacuation (see Fig.1(c) - (d)). As pure copper is oxygen free, soft and easily bonded with indium, and also low cost compared to indium, it was selected as a suitable material and used to form an In/Cu/In sandwich seal. Good vacuum inside Indium seal without defects (a) installed facing each other inside the vacuum gap. Prior to fabrication, a 3mmdiameter hole was predrilled into one of the glass panes to provide evacuation access that is sealed by an indium precoated glass cover disc when the sample is formed. The glass panes were initially cleaned using acetone and isopropyl alcohol, and then baked at 240ºC inside an oven. The edge seal was applied with a soft copper wire embedded in indium. The support pillars manufactured from stainless steel have a diameter of 0.30.4mm and a height of 0.15mm to give a vacuum glazing with a very narrow space in which conductive and convective heat transfer across the space is eliminated. Pillars Glass Poor vacuum inside (b) Indium seal with voids or pinholes Glass disc seal In/Cu/In seal Glass Support pillars Low-e coating Vacuum space Evacuation hole Perfect vacuum inside In/Cu/In seal without defects (c) Figure 2 Schematic diagram of a vacuum glazing sealed by In/Cu/In evacuated using a modified pump-out technique Glass Good vacuum inside In/Cu/In seal with a few defects (d) Glass Figure 1 Different seal designs for vacuum glazing: (a) single indium seal without defects; (b) single indium seal with voids or pinholes; (c) In/Cu/In seal without defects; (d) In/Cu/In seal with a few defects. 3. Fabrication process Figure 2 shows a schematic diagram of a vacuum glazing. The size of the 4mm thick glass panes chosen for this work was 400mm by 400mm; low emittance coatings are present on one side of each glazing face The manufacture process used for producing vacuum glazing includes the following steps: glass preparation, indium soldering and copper embedding, support pillar placing, edge seal formation within the vacuum chamber at low temperature, evacuation through a modified pump-out system and sealing the access hole of the vacuum glazing in a bakeout oven. In brief, when the glass preparation was complete, the cleaned glass was transferred to a hot plate for indium edge seal coating. A 0.05mm thick indium layer of 6mm width was ultrasonically applied along the edges of the glass sheet. A 0.15mm diameter copper wire (oxygen free) was then embedded into the indium coating on one of the glass sheets. The excellent bonds between the indium and the glass, the indium and the copper were formed by ultrasonic soldering. Once the indium coating and embedding of copper around the edges is completed, the support pillars were positioned onto one of glass sheets in a regular 25mm x 25mm array using a vacuum picking and placing tool. The upper glass sheet was then located to align with the lower glass sheet. The initial outgassing from the internal surface was carried out within a vacuum chamber at a pressure of around 10-5 Pa. The two glass panes can then be soldered together with the leak-tight edge seal of the glazing formed through indium reflow at a temperature below 200ºC. With an air tight edge seal, the glazing sample can be efficiently evacuated using a modified pump-out system, which has been described in detail elsewhere [12]. To minimize outgassing, the evacuation was carried out during the baking process in the bakeout oven. When the internal pressure between the two glass panes was down to below 10-5 Pa, the access hole was sealed. 4. Thermal performance To assess the quality and the thermal performances of vacuum glazings sealed by In/Cu/In, two samples A and B were characterized using a guarded hotbox calorimeter. The guarded hotbox allows measurement of heat flow through the vacuum glazing for given air temperatures within its warm and cold chambers. Heat transfer across vacuum glazing including contributions from pillar conduction, radiation, and edge seal conduction were calculated using a finite volume model described in detail elsewhere [13], and compared with experimental measurements of heat transport through the vacuum glazing sample. Table 1 summarizes the experimental thermal data collected from two vacuum glazing samples, including test ambient temperatures and temperature differences between warm and cold sides of the chamber and the vacuum glazing. The temperature differences between warm and cold sides of the vacuum glazing were obtained after the temperatures had stabilized. It means that the data was taken only after possible internal surface outgassing, which is known to degrade thermal insulation performance significantly and results in a decrease in the temperature difference from a maximum value to a stabilized value. For example, both samples produced using 0.15mm copper embedded indium seal reached a maximum temperature difference of 14ºC between the warm and cold sides, which is the highest value predicted theoretically for a glazing sample of 400mm by 400mm under the given test conditions, but the stabilized temperature difference was around 11-12ºC. Copper T (ºC) No. (mm) Ambient Temp. T (ºC) Chamber Glazing A 0.15 10.38 21.40 12.18±1.66 B 0.15 20.14 18.03 11.09±2.08 Table 1 Temperature differences measured between the warm and cold chambers and the warm and cold sides of the vacuum glazing samples prepared using an In/Cu/In seal. In order to further assess the quality and durability of the vacuum glazing samples fabricated using an In/Cu/In seal, an additional investigation of the temperatureinduced stress was also carried out on sample A. The thermal performance of this sample was repeatedly characterized after stress tests. Figure 3 shows the measured and predicted exposed glass surface temperature profiles along the centre lines for sample A before and after the stress test. Air temperatures measured in the warm and cold chambers were 27.2C and 10.3C for Fig. 3(a), 26.3C and 4.9C for Fig. 3(b), respectively. It can be seen that measured temperatures on the glass surfaces agree with the predictions to within an experimental error of 4%. Comparing with the results obtained for the indium sealed vacuum glazings in the previous paper [12], the high temperature differences between the warm and cold sides of the vacuum glazing (before and after the stress test) clearly indicate that the thermal insulating property of sample A is significantly better. value for a 400mm by 400mm sample. The experimentally determined overall heat transfer coefficients are in good agreement with the predictions made with the model to within experimental error. 28 Temperature (ºC) (a) 24 20 Without residual gas conduction 16 12 Stress 8 Predicted U-values Experimentally Measured (W m-2 K-1) U-values (W m-2 K-1) Test Warm side predicted Warm side measured 4 Cold side predicted Cold side measured Ucentre Uw Ucentre Uw Before 1.00 1.19 1.00 ± 0.04 1.10 ± 0.10 After 1.00 1.19 1.06 ± 0.08 1.19 ± 0.10 0 0 30 60 90 120 Distance from sightline (mm) 150 180 28 Table 2 Overall heat transfer coefficients of central glass and total window areas of the vacuum glazing sample A sealed by In/Cu/In before and after the stress test. (b) (ºC) 20 Temperature 24 16 Vacuum level < 1.0 Pa 12 8 4 Warm side predicted Warm side Measured Cold side Predicted Cold side Measured 0 0 30 60 90 120 150 180 Distance from sightline (mm) Figure 3 Measured and predicted glass surface temperature profiles along the centre lines of the vacuum glazing sample A: (a) before the stress test, the air temperatures in the warm and cold chambers were 27.2C and 10.3C; and (b) after the stress test, the air temperatures in the warm and cold chambers were 26.3C and 4.9C. Table 2 gives the experimentally determined and predicted overall heat transfer coefficients of the total window areas and the central glass regions. From Table 2, it can be noticed that the overall heat transfer coefficient in the central glass region determined by experiment for sample A is 1.00 ± 0.04 Wm-2K-1 before the stress test, which is the lowest theoretical predicted value, and increases to 1.06 ± 0.08 Wm-2K-1 after the stress test. The thermal performance of sample A is still excellent and gives a temperature difference of about 12°C between the warm and cold sides of the glazing. This result clearly shows that vacuum glazing using an In/Cu/In seal can achieve the lowest theoretically predicted U- From the results obtained from the stress test given elsewhere [14], it was found that with an In/Cu/In seal, vacuum glazing samples can not only withstand the stresses under standard test condition, but also can survive without degradation and cracking when subject to test temperature differences from 0°C to 35°C between the warm and cold glazing surfaces. This again supports the theory that copper wire embedded in an indium seal plays an important role in enhancing the seal strength leading to a potential longer service life for indium sealed vacuum glazing. In addition, it was found that the heat transfer due to residual gas in the vacuum space of sample A has been essentially eliminated. This further confirms that a pressure of less than 0.1Pa has been achieved by using this novel sealing technique, which can efficiently avoid or stop migration of atmospheric gases through the edge seal and decrease the possibility of degradation of the vacuum due to outgassing from air trapped in the edge seal after the manufacture of the sample. 5. Conclusions Vacuum glazing samples have been successfully fabricated using a In/Cu/In multilayer seal. Adding a copper wire into the indium seal for vacuum glazing has several advantages compared to previous indium seals. One, applying In/Cu/In seal is a low temperature process and can avoid thermal degradation of the coatings during high temperature processes. Two, the solid copper wire can act as barrier wall reducing outgassing from inner indium seal and migration of atmospheric gases through any weakly bonded or defect areas of the seal. Three, due to the ductility of indium, it can enable the copper to expand and contract under various ambient temperatures without cracking the seals over a long service period. In particular, embedding copper into the indium seal can enhance the overall strength and durability of the seal and allow it to withstand any stresses induced by extreme conditions. Four, adding copper can greatly reduce the manufacture cost of vacuum glazing. The experimental characterization of a vacuum glazing fabricated by an In/Cu/In seal demonstrates excellent thermal performance with an overall heat transfer coefficient in the central glass region of 1.00 Wm-2K-1, which matches the lowest U-value predicted by theoretical calculations. With such an edge seal, the glazing samples can withstand temperature-induced stress with no degradation and cracking under standard or even extreme test conditions. The thermal performance of the vacuum glazings determined experimentally is in good agreement with theoretical predictions. Acknowledgement This project is supported by the UK Engineering and Physical Sciences Research Council, Swindon UK through GR/S08251/01. References 1. F. Zoller, Hollow pane of glass. German Patent Number 387655, (1913). 2. S. J. Robinson and R. E. Collins, Evacuated windows – theory and practice. In ISES Solar World Congress, Kobe, Japan, (1989). 3. R. E. Collins and T. M. Simko, Current status of the science and technology of vacuum glazing. Solar Energy 62, 189 (1998). 4. R. E. Collins, O. Asano, M. H. Katoh Misonou, and S. Nagasaka, Vacuum Glazing: Design options and performance capability. Glass in Buildings Conference, Bath UK, 221 (1999). 5. D. K. Benson, L. K. Smith, C. E. Tracy, T. Potter, C. Christensen, Soule DE, Vacuum window glazings for energyefficient buildings, Summary Report. Internal Report SERI/TP-212-3684, Solar Energy Research Institute Golden, Colorado USA. 6. P. W. Griffiths, M. di Leo, P. Cartwright, P. C. Eames, P. Yianoulis, G. Leftheriortis, B. Norton, Fabrication of evacuated glazing at low temperature. Solar Energy 63, 243 (1998). 7. T. J. Hyde, P. W. Griffths, P. C. Eames, B. Norton, Development of a novel low temperature edge seal for evacuated glazing. World Renewable Energy Congress VI, Brighton UK, 271 (2000). 8. K. L. Agarwal and J. O. Betterton, On low temperature indium seals, Cryogenices 14, 520 (1974). 9. B.G. Lewis, Sealing vacuum & cryogenic components with indium, CryoGas International, 21 (1995). 10. A. Shoh, Industrial applications of ultrasound – A review, I. High-power ultrasound, IEEE Transactions on Sonics & Ultrasonics 22, 60 (1975). 11. G. Wilson, Ultrasonic soldering for medical & electronic devices, Insights 18, 1 (2005). 12. J. F. Zhao, Y. Fang, T. J. Hyde, J. Wang, P. C. Eames, Fabrication of low temperature sealed vacuum glazing using a modified pump-out technique, CISBAT 2005 Proceedings, Lausanne Switzerland, 201 (2005). 13. Y. Fang, P. C. Eames, B. Norton, T. J. Hyde, Experimental validation of a numerical model for heat transfer in evacuating glazing. In press Solar Energy, (2006). 14. J. Wang, P. C. Eames, J. F. Zhao, T. Hyde, and Y. Fang, Stresses in vacuum glazing fabricated at low temperature, Private Communication, (2006).