Fluidized Bed Processing of Steel Shot
advertisement

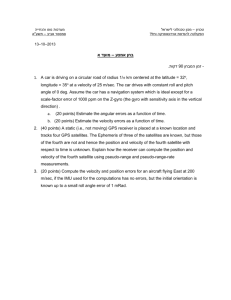
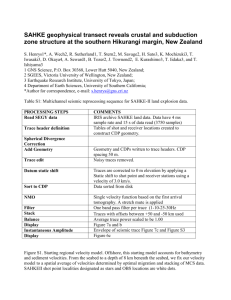
Introduction In this fluidized bed processing scenario, molten steel is poured from a tundish into a cylindrical chamber (diameter = 0.5 m). The molten steel flows through high velocity inert gas jets, creating small droplets of molten metal. The droplets have a diameter of 1 mm and solidify during free fall in the chamber. For this example, the chamber has a possibility of four different inert gas atmospheres (Helium, Neon, Argon, and Krypton) at 27°C. However, in an attempt to save space, the droplets are only allowed to cool to 1000°C, well into the Austenite phase field for any range of steel compositions, by the time they reach the end of the chamber. It is assumed that the steel shot has cooled enough that it does not deform when it hits the bottom of the chamber. At the end of the chamber the steel shot rolls onto a conveyor belt which passes over a set of fans blowing room temperature air up through the bed of steel shot, fluidizing the bed. This is where the rest of the cooling occurs for the steel shot. The conveyor is 0.5 m wide, moves at 5 cm/sec, and is to have the shortest length possible to conserve space. Since the conveyor moves at such a low speed, it is assumed that all the cooling is due to the fluidization of the bed, not from the movement of the conveyor. Figure 1 gives a visual representation for the entire process, which is expected to produce 1 million pounds of steel shot per day. Fig. 1: A visual depiction of the entire fluidized bed processing scenario. Approach and Calculations The first step to solving this processing example was to determine the height of the chamber required to cool the droplets from the tundish temperature (1727°C) to 1000°C. The height of the chamber depended upon how much time is required to cool the shot and the velocity at which the shot is falling. The shot is small enough that it will reach its terminal velocity very quickly, so the assumption is made that throughout freefall the shot is traveling at terminal velocity. The terminal velocity of spheres in a fluidized bed is given in Equation 1. Eq. 1 where d is the sphere diameter, ρs and ρf are the densities of the sphere and fluid, respectively, g is the acceleration due to gravity, and f is the friction factor. While the diameter, densities, and acceleration due to gravity are all known, the friction factor (found in Table 1) depends on the Reynolds number (Re, Equation 2), which gives an indication of how the fluid is flowing (i.e., laminar, semi-turbulent, or fully turbulent). The fluid viscosity is denoted ηf. Eq. 2 Table 1: Values for the friction factor, f, based on the Reynolds number Friction Factor, f 24/Re 18.5/Re3/5 0.44 Reynolds Number, Re Re < 1 1 < Re < 500 500 < Re < 20000 Since Re cannot be found without the viscosity, the assumption was made that Re would fall into one of the three ranges listed in Table 1 and the appropriate friction factor was substituted into Equation 1 as a function of the terminal velocity. The resulting equation looked as follows Rearranging and combining terms allowed a solution for vt to be found. This value was substituted into Equation 2 and if the resulting Re fell into the range that was assumed, the terminal velocity found was correct. However, if Re fell outside of the assumed range, calculations had to be done again assuming a different friction factor. This was done for the 4 different atmospheric gases in the chamber. The next step to this process was to determine the heat transfer coefficient for each inert gas. The heat transfer coefficient, h, gives an indication, in this case, of how well heat transfers between the solidifying drop and inert atmosphere and was found using the Nusselt number. The Nusselt number (Nu) is a dimensionless number which relates the heat transfer coefficient, the sphere diameter, and the thermal conductivity of the fluid (kf). This relationship can be found in Equation 3. The Nusselt number also has a relationship between the Reynolds number and the Prandlt number (Pr), another dimensionless number, which can be found in Equation 4. The Prandlt number is related to the fluid’s viscosity, specific heat capacity at a constant pressure (Cpf), and thermal conductivity by Equation 5. Eq. 3 Eq. 4 Eq. 5 Substitution of Equation 3 into Equation 4 and rearranging the variables yielded Equation 6, one which gives h in terms of known variables. Eq. 6 Heat transfer coefficients were found for each inert gas and the Biot number (Bi) for each gas was found. The Biot number, another dimensionless number, indicates if there are any significant temperature gradients across the solidifying solid. If the Biot number (found using Equation 7) is below 0.1, no significant temperature gradients are found across the solid, making the calculations for cooling time relatively simple. If Bi > 0.1, the calculations for cooling can become pretty complicated. Eq. 7 In Equation 6, L is the characteristic length associated with the solidifying solid and is found as the ratio of volume/surface area and ks is the thermal conductivity of the solid. In the case of a sphere, the characteristic length is L = d/6. Since each gas has a different heat transfer coefficient, each gas will also have a different Biot number; therefore, Bi values were calculated for each atmospheric gas to ensure that the following equations for heat removal were valid. Determining the time to solidify and cool the steel droplets was the next step. The following calculations were made using equations which are based on there being no significant temperature gradients across the droplets (Bi >0.1). The droplets are at 1727°C (superheated) when they first fall from the tundish. Before they can solidify the droplets must cool to the melting temperature for the steel, which was given as 1515°C. Equation 8 gives the equation that was used in determining the time required to remove the superheat from the molten droplets, where t is the time required to go from temperature T0 to temperature T1 in a fluid at temperature Tf and Cps is the specific heat capacity at a constant pressure for the solidifying material. All temperatures entered into the equation were in units of degrees Kelvin. Eq. 8 Even after the superheat is removed the molten drops will not solidify until the heat of fusion (characteristic of the material) is removed. The time required to remove the heat of fusion was found using equation 9. In the equation Vs and As are the volume and surface area of the solid, respectively, ΔHs is the latent heat of fusion for the solid, and Tmelt is the melting temperature of the solidifying material. Eq. 9 Once the heat of fusion is removed from the droplets, they are finally solid and can continue cooling. The cooling is now exactly the same as outlined in cooling from the tundish temperature to the melting temperature and therefore Equation 8 was used again. The calculations performed for this report were done assuming that Cps and ρs stayed constant between the liquid and solid phases. The total cooling time required to reach 1000°C in the chamber is simply the sum of the three times mentioned above: time to remove superheat, time to remove the heat of fusion, and time to cool from the melting temperature to 1000°C. Knowing the velocity of the falling droplets and the amount of time required for them to cool allowed for the determination of the required chamber height. Velocity is a measure of distance/time and multiplying it by a time gives a distance. The terminal velocity for each gas was multiplied by the total cooling time for that gas and that returned the distance the droplets would fall in the given atmosphere. This distance is the required height of the chamber. It was known that this process was expected to produce one million pounds of steel shot per day. In order to satisfy the principles of the conservation of energy, the volume flow rate entering the chamber had to be the same as that exiting the chamber. Volume flow rates are calculated by multiplying the velocity of an object by the cross section area that it passes through. The volume flow rate at the top was the production rate (1,000,000 lbs/day = 5.261 kg/s) divided by the density of the material However, at the exit of the chamber, the steel shot will not form one solid mass of metal. Instead there will be voids as can be seen in Figure 2. To determine the area of the voids the size of the square, characterized by the side of length a, had to be determined. This was done using the Pythagorean Theorem with the hypotenuse of the triangle being four times the radius of the shot. Knowing a it was easy to get the area of the square. The area of the circles inside the square was also easily determined and the area of the voids was found by subtracting the area of the circles from the area of the square. The void area fraction, ω, was determined using Equation 10. Eq. 10 Knowing that the cooling bed was 0.5 m wide, moved at 5 cm/sec, and that the volume flow rate at the exit was the same as at the entrance, a bed thickness could be determined. Since the spheres only occupied a fraction of 1 – ω of the bed, the cross sectional area which it traveled through had to be multiplied by 1 – ω as seen in Equation 11. Eq. 11 In Equation 10 vbed is the velocity of the conveyor belt, w is the bed width, and z is the bed thickness. Inputting the known variables allowed for a solution for z to be determined. The bed thickness does not factor into any of the remaining equations, but was determined as a sort of reality check to make sure that the cooling bed would not be unreasonably thick. Figure 2: Schematic diagram that was used in determining the void area fraction of the shot on the conveyor belt. The last hurdle to this processing example was to determine how long the cooling conveyor belt needed to be. Cooling of the shot on the conveyor belt is done by fluidizing the bed of shot with room temperature air. In order to fluidize the bed, the air velocity must be greater than or equal to the minimum fluidization velocity for the shot. Minimum fluidization is outlined through Equations 12 and 13. Eq. 12 Eq. 13 The Galileo number, Ga, was first determined because it relies only on physical constants. Inserting the calculated Galileo number into Equation 12 gave the Reynolds number required for minimum fluidization. The minimum fluidization velocity was then determined using Equation 2. Now that the minimum velocity to fluidize the bed was determined, the terminal velocity for the shot had to be determined because when the air velocity reaches the terminal velocity of the shot, the shot would be elutriated, or blown out of the bed. The terminal velocity for the shot being fluidized by air was found in the same fashion as the terminal velocity of the shot in the chamber, using Equation 1 and the correct friction factor. The velocity of the air has an effect on how fast the shot will cool in the fluidized bed, so determining the heat transfer coefficient as a function of the air velocity was done next. Equation 6 was used to determine the heat transfer coefficient, with the Reynolds number defined as a function of air velocity, in turn defining the heat transfer coefficient as a function of air velocity. With the heat transfer coefficient defined relative to the air velocity, the Biot number was defined as a function of the air velocity as well. Plots of the heat transfer coefficient and the Biot number versus air velocity can be seen in Figure 3. 500 0.002 400 0.0015 hair vair 300 Bi air vair 0.001 200 100 5 10 0 5 10 15 4 0 5 10 vair vair Figure 3: Plots of the heat transfer coefficient (left) and Biot number (right) for cooling in the fluidized bed. Note: Bi > 0.1 for all velocities, meaning there are never any significant temperature gradients across the shot. 35 30 25 tcoolair vair 20 15 10 0 5 10 15 vair Figure 4: A plot of how the cooling time in the fluidized bed is affected by the air velocity. Note: Larger air velocities result in lower cooling times. 15 Determining the time for the shot to cool in the fluidized bed was the last step before a conveyor belt length could be determined. Using Equation 8 the time to cool the shot from 1000°C to room temperature as a function of air velocity was found and a plot of the cooling time can be found in Figure 4. The temperature of the air was assumed to be 25°C and the shot was assumed to cool to 27°C because if the shot were to cool to 25°C the equation would be invalid as ln(0) is undefined. Similar to finding the height required for the chamber, the length of the conveyor belt was found by multiplying the conveyor velocity by the time required to cool the steel shot. The conveyor belt length plotted against the velocity of the air can be found in Figure 5. For the complete set of calculations and notes that accompany them, refer to Appendix A. 2 1.5 ConveyorLength vair 1 0.5 0 5 10 15 vair Figure 5: Conveyor belt length plotted against air velocity. Note: Since higher velocities lower the cooling times, it makes sense that the conveyor belt length would decrease with increasing velocity.