18th European Symposium on Computer Aided Process Engineering – ESCAPE 18
Bertrand Braunschweig and Xavier Joulia (Editors)
© 2008 Elsevier B.V./Ltd. All rights reserved.
Integrating Laboratory Experiments with Process
Simulation for Reactor Optimization
Jeffrey Seay,a,b Holger Werhan,a Mario Eden,b Robert D’Alessandro,a Thomas
Thomas,c Hubert Redlingshoefer,d Christoph Weckbecker,d Klaus Huthmacherd
a
Evonik Degussa Corporation,4301 Degussa Road, Theodore, AL 36590, USA
Department of Chemical Engineering, Auburn University, Auburn, AL 36849, USA
c
Dept. of Elec. and Comp. Eng., University of South Alabama, Mobile, AL 36688, USA
d
Evonik Industries, Rodenbacher Chaussee 4, Hanau-Wolfgang D-63457, Germany
b
Abstract
Designing and optimizing chemical reactors based on novel chemistry is dependent on
laboratory data. Based on experimental results alone, it may appear to be an obvious
choice to pick the operating conditions that result in the maximum selectivity of the
desired product. However, these conditions do not necessarily lead to an optimized
process for all systems, when all aspects of performance are considered. This research
will show that only by including the complete process, including the recycle loops and
downstream separation systems, can the true optimum operating conditions be
determined. This contribution will show how the tools of computer aided process
engineering can be applied to the optimization of a laboratory chemical reactor.
Keywords: Glycerol dehydration, design of experiments, process design.
1. Introduction
To ensure that conceptual processes are based on reactor conditions leading to optimal
process configurations, it is proposed that process simulation and optimization be
integrated into the determination of chemical reaction parameters. Because the
conditions that result in the highest reaction yield may not lead to optimal process
performance when the entire process is considered, a general method for including the
process preformance with the laboratory experimentation is required. Previous work
has described the structure of such a general methodology [1]. By integrating
techniques such as statistical design of experiments with process simulation, it is
possible to determine the operating conditions that lead to optimum performance. This
contribution will describe the application of this general methodology to a case study
for the laboratory optimization of a chemical reactor.
To analyze the impacts of reactor conditions on the entire process, a conceptual process
flowsheet must be developed. This can be accomplished using a hierarchical approach
based on standard design heuristics. By developing a simulation of the process, the
overall performance can be calculated and evaluated for each set of reactor operating
conditions. Additionally, the application of optimization tools, such as thermal pinch
analysis, allows an entire process to be quickly analyzed and evaluated while the
process chemistry is still being developed in the laboratory. The result of this
integration is a process optimized for any given set of performance indicators. For this
analysis, the chosen performance index is simply an arbitrary value based on the
operation of the process as a whole. Using comercial process simulation tools to
2
J. Seay et al.
analyze how the operating conditions in the reactor affect the entire process, it is
possible to ensure that the reactor parameters chosen for detailed development are the
ones that lead to an optimized process. Therefore, the conceptual process development
activities are not constrained by the laboratory results.
2. Background
The process investigated in this research is the acid catalyzed dehydration of glycerol.
Numerous chemical products can be manufactured from glycerol. These products
include, 1,3-propanediol, acrolein, hydroxyacetone and acrylic acid [2][3][4][5]. The
process for each of these products is similar, differing only with regard to the feed
composition, catalyst and reactor conditions. The process described in this contribution
is generally applicable to any of these products. Previously published work on this
research has presented how a conceptual process was developed based on the glycerol
dehydration [1][6]. A block flow diagram of this proposed conceptual process is
illustrated in Figure 1, below. The next step for the development of an industrial
process is determining the optimum operating conditions for the reactor. By integrating
laboratory experimentation, process simulations and performance assessments, the
optimum conditions will be identified.
Glycerol
Storage
Feed
Vaporizers
Endothermic
Reactor
Recycle
Compressor
Nitrogen
Water
Waste Gas
Product
Water
Waste Water
Figure 1. Glycerol dehydration process block flow diagram.
Integrating Laboratory Experiments with Process Simulation for Reactor Optimization 3
3. Determining Ranges of Experimental Variables
The first step of this process is to determine which variables have the greatest impact on
the operating results. There are four variables that not only have an appreciable impact
on the process performance but also can be evaluated using the process simulation
model. These variables are: Reactor operating temperature; Glycerol to water ratio in
the liquid feed; Liquid to gas ratio in the reactor feed; and Reactor space velocity.
With the exception of space velocity, which is measured experimentally as flowrate to
the reactor, each of these variables can easily be evaluated using the process simulation.
Although these variables affect the process chemistry, effects on the kinetics of the
reaction can only be determined experimentally. Therefore, the simulation models will
be used to screen which sets of reactor operating conditions lead to the best
performance. In this analysis, the performance is optimized when the value of the
performance index variable is at a minimum.
These results will be used to guide the laboratory experiments for optimizing the
operating conditions. For this analysis, a “one factor at a time” (OFAT) approach will
be used to determine the sensitivity of each variable on the process results. Using the
process simulation, the performance index was evaluated for each of the design cases.
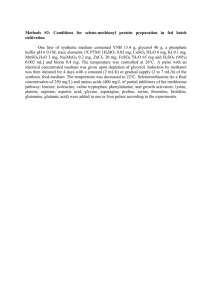
The result of this analysis is illustrated in Figure 2, below.
3D Scatterplot of Performance Index vs LIQ / GAS vs Temperature
Max
Performance Index
GLY / WTR
Low
Mid
High
High
Min
LIQ / GAS
Low
Temperature
High
Low
Figure 2. Process performance index sensitivity analysis results
This analysis indicates that lower glycerol to water ratios, lower liquid to gas ratios and
lower reactor temperatures have a positive influence on the performance. It is also clear
that the biggest impact on variable cost is due to glycerol to water ratio. It should be
noted, however, that each of these cases are based on the same assumed glycerol
conversion and product yield.
4
J. Seay et al.
From Figure 2, it is clear that the variable with the greatest influence on performance is
the glycerol to water feed ratio. Although temperature does not appear to significantly
affect the results, it is important since it could have an effect on the reaction rate. The
liquid to gas feed ratio has a minor influence at high glycerol to water ratios, therefore, a
fixed value will be selected for the laboratory analysis. From this analysis, the ranges of
values for the variables have been determined. In addition, space velocity, will also be
considered for the laboratory analysis.
4. Statistical Design of Experiments
Using the Minitab software package, a list of optimization experiments was generated
using a Box-Behnken response surface design [7]. The upper and lower limits of the
three variables under consideration can be visualized as a cube in three-dimensional
space. The 13 Box-Behnken points include the center of the cube and the middle of
each edge of the cube. This optimization technique is especially useful when the
optimum point lies away from a corner. The initial analysis of the experimental results
indicated that this is not the case. Therefore, six more experimental points, the center
point of each face of the cube were added.
5. Optimization of the Reactor Operating Parameters
The results of the 19 experiments were analyzed to determine the glycerol conversion
and product yield. Due to the relatively short catalyst life, reactor results over the first
90 minutes of operation were analyzed. Samples of the reactor effluent were taken at
regular intervals and the geometric mean square average was taken to determine the
conversion and yield for each set of operating conditions. From the results, certain
trends become apparent. Lower temperatures, flowrates and glycerol to water ratios
result in higher product yields.
Contour plots of the results, as illustrated in Figure 3, provide a picture of these trends.
From the results, a prediction can be made regarding the operating conditions that result
in the maximum yield. Additional experiments confirmed this prediction. However,
this value conflicts with the results shown in Figure 2. Since this initial assessment was
completed without the experimental results, the next step in the optimization is to
update the simulations using the actual laboratory data. From this initial result, the
benefit of integrating process simulation with the experimental optimization is already
clear.
The global minimum of the performance index function for each of the experimental
cases was then calculated. Based on the conditions chosen, the performance is
optimized when the performance index function is minimized. The process simulation,
updated with the laboratory results was used for this optimization. The results of this
calculation indicate which conditions lead to the optimum performance. As with the
product yield, the optimum performance occur at the lowest values of temperature and
flowrate, however, the overall performance optimum occurs at the highest value of
glycerol to water ratio. Contour plots, as illustrated in Figure 3, provide a picture of
these trends. Therefore, a prediction can be made regarding the operating conditions
that result in the optimum performance. This prediction was confirmed in the
laboratory.
Integrating Laboratory Experiments with Process Simulation for Reactor Optimization 5
Contour Plot of Yield
vs GLY:WTR
Contour Plot of
Cost vs GLY:WTR
Ratio, Inert Flowrate scfh
Yield
Results Ratio, Inert Flowrate scfh
Performance
Index Results
4.0
GLY:WTR Ratio
GLY : WTR Ratio
3.0
2.5
2.0
1.5
2.5
2.0
1.5
Contour
Plot 0.5
of Yield vs 0.6
GLY:WTR Ratio,
Temperature
°C
0.4
0.7
0.8
Space Velocity
Inert Flowrate scfh
4.0
Contour
Plot0.5
of Cost Space
vs GLY:WTR
Temperature
°C
0.4
0.6 Velocity Ratio,
0.7
0.8
Inert Flowrate scfh
4.0
GLY:WTR Ratio
GLY : WTR Ratio
3.5
GLY:WTR Ratio
Cost
< 0.92
– 0.94
– 0.96
– 0.98
– 1.00
– 1.02
– 1.04
> 1.04
0.92
0.94
0.96
0.98
1.00
1.02
3.0
2.5
2.0
Yield
< 0.76
0.76 – 0.78
3.5 0.78 – 0.80
0.80 – 0.82
0.82 – 0.84
0.84 – 0.86
3.0 0.86 – 0.88
0.88 – 0.90
> 0.90
Cost
< 0.92
– 0.94
– 0.95
– 0.97
– 0.98
– 1.02
– 1.04
> 1.04
0.92
0.94
0.95
0.97
0.98
1.02
GLY : WTR Ratio
GLY:WTR Ratio
3.5
Yield
< 0.76
– 0.78
– 0.80
– 0.82
– 0.84
– 0.86
– 0.88
– 0.90
> 0.90
0.76
3.5 0.78
0.80
0.82
0.84
3.0 0.86
0.88
GLY : WTR Ratio
4.0
2.5
2.0
Yield
< 0.76
– 0.78
– 0.80
– 0.82
– 0.84
– 0.86
– 0.88
– 0.90
> 0.90
0.7
0.76
0.78
0.80
0.7 0.82
0.84
0.86
0.88
Inert Flowrate scfh
0.8
0.6
0.5
0.4
300
Space Velocity
0.8
Space Velocity
Inert Flowrate scfh
1.5
1.5
Temperature
300
305 of Yield
310
315
320 Temperature
325
300
305 of Cost310
315
320 Temperature
325
Contour Plot
vs Inert Flowrate
scfh,
°C
Contour Plot
vsTemperature
Inert Flowrate
scfh,
°C
Temperature °C
Temperature °C
0.6
0.5
0.4
305
Lowest Yield
310
315
Temperature
Temperature °C
320
325
300
Highest Yield
Cost
< 0.92
– 0.94
– 0.96
– 0.98
– 1.00
– 1.02
– 1.04
> 1.04
0.92
0.94
0.96
0.98
1.00
1.02
305
Lowest Index
310 Temperature
315
Temperature °C
320
Higest Index
Figure 3. Contour plot results for reactor yield and performance index
6. Process Optimization via Heat Integration
To complete the optimization, it is necessary to apply holistic tools, like thermal pinch
analysis, to ensure the optimal resource utilization. Therefore, a thermal pinch analysis
was conducted for each case to ensure that the case leading to the optimal performance
remains the optimum case at minimum utility usage. The minimum utility usage is
based on the hottest heating utility and coldest cooling utility assumed to be available
on a large multi-user chemical site.
325
6
J. Seay et al.
Based on the results of the heat integration, it was determined that although there is
potential for a reduction in the total energy usage due to heat integration, the effects are
essentially the same for all cases. Therefore, the case originally selected as the
optimally performing case is still the preferred option. The minimum energy
performance index values were then calculated based on the minimum utility
requirements. It should be noted that for this analysis, the increased equipment and
infrastructure requirements for the heat exchanger network needed to achieve this
minimum utility case has not been considered.
7. Conclusions
In conclusion, the research presented in this contribution has clearly shown the benefits
of utilizing a general methodology for integrating process simulations with laboratory
experimentation. Only when the entire process is considered does the true process
performance picture become clear. By applying tools of computer aided process
engineering along with the tools of statistical design of experiments, in the experimental
phase of process development, the design of an optimized conceptual process can be
streamlined.
From the glycerol dehydration case study example, it is clear that not only does this
approach improve the results, relying on a traditional approach of simply maximizing
the reactor yield will lead to less than optimal results. Finally, by ensuring that
laboratory experiments are only conducted under conditions that lead to performance
optimized solutions, the time and expense of laboratory experimentation can be
minimized.
8. Acknowledgements
Funding and facilities for this research is provided by the Evonik Degussa GmbH Feed
Additives Business Unit. Additional equipment has been provided by the University of
South Alabama. The authors would like to also acknowledge Ph.D. student Charles
Solvason from Auburn University and Degussa intern students Mareike Schaum and
Stephan Adelmann for their contribution to this research.
References
[1] J. Seay, M. Eden, R. D’Alessandro, T. Thomas, H. Redlingshoefer, C. Weckbecker, and K.
Huthmacher, Computer-Aided Chemical Engineering, 24, 2007.
[2] M. Antal, Jr., W. Mok, J.Roy, A. T-Raissi and D. Anderson, Journal of Analytical and
Applied Pyrolysis, 1985.
[3] C. Chiu, M. Dasari and G. Suppes, AIChE Journal, Vol. 52, 2006.
[4] Neher, A., T. Haas, D. Arntz, H. Klenk and W. Girke, U.S. Patent 5,387,720.
[5] Ramayya, S., A. Brittain, C. DeAlmeida, W. Mok and M. Antal, Jr., Fuel, Vol 66, 1987.
[6] J. Seay, M. Eden, R. D’Alessandro and C. Weckbecker, Computer Aided Chemical
Engineering, 21A, 2006.
[7] Minitab, Inc., Minitab Release 14 Users Guide, 2005.