Format And Type Fonts
advertisement

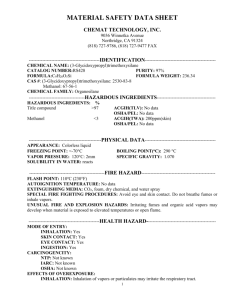
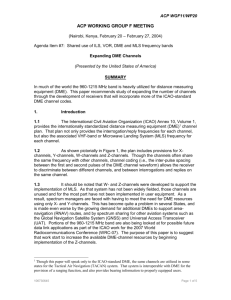
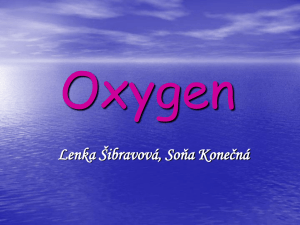
A publication of CHEMICAL ENGINEERING TRANSACTIONS The Italian Association of Chemical Engineering www.aidic.it/cet VOL. 35, 2013 Guest Editors: Petar Varbanov, Jiří Klemeš, Panos Seferlis, Athanasios I. Papadopoulos, Spyros Voutetakis Copyright © 2013, AIDIC Servizi S.r.l., ISBN 978-88-95608-26-6; ISSN 1974-9791 Process intensification alternatives in the DME production Anton A. Kiss*a, David J-P. C. Suszwalakb, Radu M. Ignatc AkzoNobel – Research, Development & Innovation, Process Technology ECG, Zutphenseweg 10, 7418 AJ, Deventer, The Netherlands, Tel: +31 26 366 9420, E-mail: tony.kiss@akzonobel.com b Ecole Nationale Supérieure de Chimie de Mulhouse (ENSCMu), Mulhouse, France. c University “Politehnica” of Bucharest, Department of Chemical Engineering, Polizu 1-7, 011061 Bucharest, Romania. a The increasing demand for dimethyl ether (DME) requires novel technological solutions able to overcome the drawback of energy intensive distillation steps, and to reduce the overall costs of the current process. This study provides a brief overview of process intensification alternatives for the DME production based on dividing-wall column (DWC) technology and reactive distillation (RD). Rigorous simulations were performed in AspenTech Aspen Plus, where all alternatives based on DWC, RD and R-DWC, were optimized using sequential quadratic programming (SQP). The newly proposed processes allow significant energy savings, while using less equipment units and simplifying the overall process operation. 1. Introduction Dimethyl ether (DME) is of high industrial interest due to its use as clean fuel for diesel engines or in combustion cells, as a precursor to other organic compounds, and as a green aerosol propellant that can effectively replace chloro-fluoro-carbons (CFC). Presently, dimethyl ether is produced by the conversion of feedstock such as natural gas, coal, oil residues and bio-mass into syngas (CO and H2), followed by a twostep process: methanol synthesis and then methanol dehydration. Figure 1 (left) illustrates the simplified conventional flowsheet for DME production by methanol dehydration: 2 CH3OH CH3-O-CH3 + H2O Methanol is produced first from syngas over a copper-based catalyst, and then it is dehydrated over a γalumina catalyst or zeolites in order to produce DME. Different types of solid acid catalysts can be used, such as γ-alumina (γ-Al2O3), HZSM-5, silica-alumina, phosphorous- and fluorinated-alumina. Among them, γ-alumina is the preferred one due to its thermal stability, mechanical resistance, high surface area and catalytic properties. The methanol dehydration step takes place at temperatures of 250-400 °C and pressures up to 20 bars (Muller and Hubsch, 2005). The industrial process involves a fixed-bed catalytic reactor (gas-phase), followed by a direct sequence of two distillation columns delivering very high-purity DME (99.99 %wt), recovering methanol and discharging the water by-product. Note that the conversion of methanol lies within the 70-80% range, depending on the catalyst and the operating conditions. Due to the incomplete conversion, the outlet of the reactor consists of a ternary mixture: DME, water and methanol. This mixture is cooled and subsequently distilled in the first tower to yield pure DME, while the un-reacted methanol is separated from water in a second distillation column, and then recycled back to the reactor. DME RX DC1 DME Methanol (recycle) Feed DC2 Methanol Methanol Steam Fixed-bed reactor (gas phase) Water Figure 1. Conventional DME process (left) and separation alternative based on DWC (right). Water DME Methanol (recycle) Methanol DME R-DWC Methanol Methanol (recycle) DC RDC Water Water Figure 2. Alternative processes based on reactive distillation (left) or reactive DWC (right). This paper gives a brief overview of several process intensification technologies that could be applied to improve the conventional process, by combining several functions or tasks (e.g. reaction, distillations) into one piece of equipment. A very innovative solution to overcome the drawback of energy intensive distillation is using dividing-wall column (DWC) technology that can save up to 30% in CapEx and up to 40% in OpEx (Dejanovic et al., 2010; Yildirim et al., 2011). Figure 1 (right) illustrate such a process alternative where the classic direct distillation sequence is carried out in a DWC unit (Kiss and Ignat, 2013). Moreover, Figure 2 shows other process alternatives that are based on reactive distillation (An et al., 2004; Lei et al., 2011) or a reactive dividing-wall column combining 2-3 functions or tasks into one integrated unit: e.g. chemical reaction, DME separation, methanol recovery (Kiss and Suszwalak, 2012). Remarkable, DWC technology is very versatile and it can be used also in extractive distillation, azeotropic separations, and reactive distillation (Mueller and Kenig, 2007; Hernandez et al., 2009; Kiss et al., 2009, 2012; Yildirim et al, 2011). The design, control and applications of DWC are nowadays quite well established (Dejanovic et al., 2010; Yildirim et al, 2011; Kiss and Bildea, 2011). For a fair comparison, all the new DME process alternatives are optimized in terms of minimal energy requirements, using the state of the art sequential quadratic programming (SQP) method implemented in Aspen Plus (Boggs and Tolle, 1995). The results presented hereafter clearly demonstrate that significant energy savings are possible, while less equipment units are needed as compared to the conventional process configuration. 2. Problem statement The use of DME as clean fuel and green aerosol propellant received much scientific interest associated with a growing industrial demand for higher DME production rates at lower production costs. Traditionally, high purity DME is synthesized by dehydration of methanol produced from syngas in as conventional gasphase process that involves a catalytic fixed-bed reactor followed by a direct sequence of two distillation columns. The main problem of this process is the high investments costs for several units (e.g. reactor, columns, heat exchangers) that require a large overall plant footprint, as well as the associated energy requirements. Consequently, better process alternatives are needed in order to reduce the overall costs. To solve these problems, we present here novel DME process intensification alternatives – based on DWC or / and RD – that use a reduced footprint and allow significant savings in investment and operating costs. 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 Molefrac DME Figure 3. Ternary diagram (left) and residue curve map (right) for the mixture DME-methanol-water 0.8 0.4 0. 2 0. 3 0. 4 0. 5 0. 6 0. 1 0. 9 0. 2 0. 8 0. 3 0. 7 0. 4 0.10.20.30.40.50.60.70.80.9 DME (4 4.40 C) 0.2 0. 1 ER le f rac WA T Mo 0.8 0.6 L NO HA 0. 5 0.4 ET 0. 6 0.2 M rac le f 0. 7 DC1 0. 8 WATER (1 79.98 C) DC2 0. 9 RX METHANOLT 0.6 Mo Residue curve for DME/METHANOL/WATER METHANOLTernary (136.8 1Map C) (Mole Basis) WATER (1 79.98 C) 200 1 DME 180 160 Main column 140 Mass fraction / [-] Temperature / [°C] Water Methanol 0.8 120 Prefractionator 100 80 60 0.6 0.4 0.2 40 20 0 0 5 10 15 20 25 Stage / [-] 30 35 40 45 0 5 10 15 20 25 Stage / [-] 30 35 40 45 Figure 4. Temperature (left) and composition profiles (right) of the DWC used for single-step separation 3. Results and discussion Rigorous simulations were carried out in Aspen Plus for the base case scenarios as well as the DWC and RD alternatives proposed. UNIQUAC-Redlich-Kwong was selected as an adequate property method, and the binary interaction parameters were validated against reported experimental data (Teodorescu and Rasmussen, 2001; Ihmels and Lemmon, 2007). The ternary map and the residue curves map (RCM) of the DME-methanol-water mixture (Figure 3) – indicate that no azeotropes are present, but a small liquid phase split envelope is observed, hence all distillation columns are modeled using VLLE data. The ternary map also gives an indication of the main tasks involved in the DME process: chemical reaction (RX) followed by DME purification (DC1) and methanol recovery combined with water removal (DC2). It is worth noting that systems consisting of reactor-separator-recycle are prone to exhibit multiple steady state and nonlinear behavior (Kiss et al., 2005, 2007). Therefore, the integrated design and control of such systems is of utmost importance – although this topic is outside the scope of this paper. Nevertheless, these undesired phenomena can be avoided if the reactor inlet is set on flow control and the fresh feed is on self-regulation control (Kiss et al., 2007). 3.1 Single-step separation The DWC unit replacing the direct sequence of an industrial process (100 ktpy) was designed using heuristic rules and then employing the sequential quadratic programming (SQP) optimization method and the sensitivity analysis tool available in AspenTech Aspen Plus (Boggs and Tolle, 1995). Table 1. Design and operating parameters of a DWC for single-step DME separation (100 ktpy) Design parameters Flowrate of feed stream Feed composition (molar fractions) DME : Methanol : Water Temperature of feed stream Pressure of feed stream Operating pressure Column diameter Number of stages pre-fractionator side Total number of stages DWC Feed stage pre-fractionator Side stream withdrawal stage Wall position (from / to stage) Distillate to feed ratio Reflux ratio Liquid split ratio (rL) Vapor split ratio (rV) DME product purity Methanol recycle purity Water product purity Reboiler duty Condenser duty Value 22880 Unit kg / hr 0.38 : 0.24 : 0.38 120 10 10 1.7 17 42 12 20 16-32 0.546 3.87 0.27 0.42 99.99 / 99.99 99.10 / 98.40 99.99 / 99.99 4028 –6322 – °C bar bar m – – – – – kg / kg kg / kg kg / kg kg / kg %wt / %mol %wt / %mol %wt / %mol kW kW Table 2. Head-to-head comparison of conventional separation sequence vs DWC alternative Conventional separation $1,760,752 $1,388,550 $1,564,625 448.0 569.7 Key performance indicators Total investment cost (TIC) Total operating costs (TOC) Total annual costs (TAC) Specific energy requirements (kW·h/ton DME) CO2 emissions (kg CO2/h·ton DME) DWC alternative $1,412,490 $997,735 $1,138,984 322.2 409.8 Table 1 provides the design and operating parameters of the optimal DWC unit, while Figure 4 illustrates the temperature and composition profiles along the DWC (Kiss and Ignat, 2013). DME and water are the top and bottom end high purity products (>99.99 %wt), while methanol accumulates towards the middle of the column, being withdrawn as a side stream (>99 %wt) and then recycled. The temperature difference between the two sides of the wall is rather low – such conditions being feasible for practical implementation, with negligible effect on the column performance (Yildirim et al., 2011). Table 2 provides a head-to-head comparison of the key performance economic indicators. Remarkable, the DWC alternative requires less equipment and 20% lower capital costs, while being the most energy efficient allowing significant energy savings of over 28%, as compared to the conventional distillation sequence considered here. Note that the specific energy required per ton of DME product is much lower than the earlier reported value of 513.75 kWh/ton (1849.53 kJ/kg) of DME, for the distillation step alone (Lei et al., 2011). Revamping the direct separation sequence to a DWC is also possible for existing industrial plants. When this option is considered, about 28% lower TAC is possible while requiring much less investment costs as compared to the case of building a new DWC (Kiss and Ignat, 2013). 1.0 0.9 0.8 0.7 0.6 0.5 0.4 0.3 0.2 0.1 0.0 RDC Molar fraction / [-] Molar fraction / [-] 3.2 Reactive distillation process For a pilot plant scale DME plant (9 kmol/hr, or 3300 ton/year) we consider an alternative DME process based on reactive distillation. The RD column is divided into three sections with a central reactive zone from which the products are continuously removed thus overcoming the equilibrium limitations. High-purity DME is collected at the top of RDC, while a mixture water-methanol is obtained as bottom stream that is afterward fed to a distillation column (Figure 2 left). Pure water is delivered as bottom stream of the DC, while the top distillate consists of mainly methanol and tiny amounts of DME. The top methanol stream is then conveniently recycled back to the RDC unit. RDC consists of 32 stages with the reactive zone located from stage 8 to 31. The methanol feed stream is fed close to the top of the reactive zone, on stage 12. Within the reactive zone of the RDC, a total load of 15 kg of solid catalyst per stage was used. The following distillation column (DC) for water separation and methanol recovery has a total number of 23 stages with the feed located on stage 17. The stages are numbered from top to bottom, thus stage 1 being the condenser and stage 32 the reboiler. Despite a rather high investments cost required for 2 columns, 2 reboilers and 2 condensers, this RD process has the key advantage of being flexible as the RDC and DC can both be operated at different pressures – this not being possible in a DWC configuration. Note that here the RDC is operated at 10 bar while DC is operated at 1 bar, just as in the classic process. Figure 5 plots the temperature and liquid composition profiles of along the RDC and DC (Kiss and Suszwalak, 2012). Since both distillation columns show similar temperature ranges, the use of a DWC seems to be an attractive alternative. High purity (>99.99 %wt) DME and water products are obtained whereas the purity of the recovered methanol stream that is recycled is also high (99.9 %wt). Remarkable, the methanol conversion is slightly above 50% as the reaction takes place in liquid phase, and the overall specific energy requirements account for 1.37 kWh/kg DME. Methanol DME Water 0 5 10 15 Stage / [-] 20 25 30 35 1.0 0.9 0.8 0.7 0.6 0.5 0.4 0.3 0.2 0.1 0.0 DC Methanol DME Water 0 5 10 15 Stage / [-] Figure 5. Composition profiles along the RDC and DC units (RD in a two-column sequence) 20 25 180 160 Molar fraction / [-] Temperature / [°C] Side product section RD side of DWC 200 140 120 100 80 Temperature side section 60 Temperature R-DWC 40 0 5 10 15 20 25 30 1.0 0.9 0.8 0.7 0.6 0.5 0.4 0.3 0.2 0.1 0.0 DME 0 35 Methanol 5 10 15 20 Water 25 30 35 Stage / [-] Stage / [-] Figure 6. Temperature and composition profiles along the reactive DWC (dashed line used for the side product section, while continuous line used for the main DWC section) 3.3 Reactive DWC process All units of the conventional DME process (reactor and two distillation columns) can be integrated all together in a reactive DWC consisting of only one column shell, one reboiler and one condenser (Figure 2, right). The main condition in integrating two distillation columns is that similar operating conditions should be applied. The Aspen Plus model for the RDC + DC sequence was used as the starting point for the RDWC simulation, providing initial estimates for the number of trays, feed tray locations, liquid and vapor split and size of the reactive zone. Figure 6 plots the temperature and composition profiles in the R-DWC (Kiss and Suszwalak, 2012). The R-DWC unit has 35 stages, with the reactive zone located from stage 8 to 31 on the feed side, and a common stripping section (stage 32 to 35) as well as a common rectifying zone (stage 1 to 7). The methanol stream is fed on stage 8, at the top of the reactive zone – the feed side of the DWC acting as the RD zone where the solid acid catalyst is present. High purity (>99.99 %wt) DME is delivered as top distillate, while similar high-purity water is obtained as bottom product. Remarkable, the temperature difference between the two sides of the wall is very low – less than 15 °C – such conditions being achievable in the practical application. Note that the feed side of the DWC acts as the reactive distillation zone where the solid acid catalyst is present. The feed stream is located on stage 8, at the top of the reactive zone of the 35 stages R-DWC. High purity (>99.99 %wt) DME is delivered as top distillate, while similar high-purity water is obtained as bottom product. The unreacted methanol is collected as side product, and then recycled back to the process – mixed with the fresh feed stream of methanol. The profiles are very similar to the reactive distillation system previously described, with sharp modifications in the temperature and the composition profiles around the feed location – between stages 5 and 10. On the side product part, methanol concentration remains almost constant on a large range of stages (10-20) thus indicating that the side stream location has only a minor effect on the products purities. While the profiles of the RD and R-DWC processes are similar, the key difference is the higher stripping section required in case of R-DWC for methanol recovery. The methanol conversion is about 50% but with much lower specific energy requirements, of only 0.56 kWh/kg DME. Remarkable, the reactive DWC process is the most energy efficient allowing energy savings of 11.6% and 58.6% as compared to conventional and RD processes, respectively – see Figure 7 (Kiss and Suszwalak, 2012). Moreover, the R-DWC process is also the one using the least equipment units. Although the RD process has higher energy requirements compared to the conventional process, the former should be preferred for its low footprint and milder operating conditions – e.g. lower temperature levels. 140,000 1.37 1.4000 1.2000 100,000 1.0000 0.8000 TIC TOC TAC 120,000 0.64 0.57 0.6000 Cost / [US $] Specific energy use / [kW.h/kg DME] 1.6000 80,000 60,000 40,000 0.4000 20,000 0.2000 0 0.0000 Conventional RD+DC R-DWC Conventional RDC+DC R-DWC Figure 7. Comparison of DME processes in terms of key performance indicators (3300 ton/year plant) 4. Conclusions Reactive distillation and dividing-wall column technology can be effectively used for improving existing and new DME processes. For example, the conventional DME purification and methanol recovery distillation sequence can be successfully converted into a single-step separation based on DWC. As compared to the conventional direct sequence of two distillation columns, the novel proposed DWC alternative reduces the energy requirements by 28% and the equipment costs by 20%. Moreover, reactive distillation is a feasible process intensification alternative to produce DME by methanol dehydration, using solid acid catalysts. The innovative reactive DWC process has excellent performance with significant energy savings of 12-58%. Consequently, the R-DWC process can be considered as a serious candidate for the DME production in new as well as revamped industrial plants. All the new separation schemes also require less equipment units and reduced plant footprint – thus sparing existing equipment (column shell, heat exchangers), usable elsewhere in the chemical plant. Acknowledgments The support given by AkzoNobel to David Suszwalak (ENSCMu, France) during his MSc internship and to Radu Ignat (Politehnica University of Bucharest) during his PhD internship, as well as the financial support from the Sector Operational Program Human Resources Development 2007-2013 of the Romanian Ministry of Labor, Family and Social Protection through the Financial Agreement POSDRU/88/1.5/S/61178 are gratefully acknowledged. References An W., Chuang K., Sanger A., 2004, Dehydration of methanol to dimethyl ether by catalytic distillation, Canadian Journal of Chemical Engineering, 82, 948-955. Boggs P. T., Tolle J. W., 1995, Sequential quadratic programming, Acta Numerica, 4, 1-51. Dejanović I., Matijašević L., Olujić Ž., 2010, Dividing wall column - A breakthrough towards sustainable distilling, Chemical Engineering and Processing, 49, 559-580. Hernandez S., Sandoval-Vergara R., Barroso-Munoz F. O., Murrieta-Duenasa R., Hernandez-Escoto H., Segovia-Hernandez J. G., Rico-Ramirez V., 2009, Reactive dividing wall distillation columns: Simulation and implementation in a pilot plant, Chemical Engineering & Processing, 48, 250-258. Ihmels E.C., Lemmon E.W., 2007, Experimental densities, vapor pressures, and critical point, and a fundamental equation of state for dimethyl ether, Fluid Phase Equilibria, 260, 36-48. Kiss A. A., Bildea C. S., Dimian A.C., Iedema P.D., 2005, Design of recycle systems with parallel and consecutive reactions by non-linear analysis, Industrial Engineering and Chemistry Research, 44, 576587. Kiss A. A., Bildea C. S., Dimian A.C., 2007, Design and control of recycle systems by non-linear analysis, Computers and Chemical Engineering, 31, 601-611. Kiss A. A., Bildea C. S., 2011, A control perspective on process intensification in dividing-wall columns, Chemical Engineering and Processing: Process Intensification, 50, 3, 281-292. Kiss A. A., Pragt H., van Strien C., 2009, Reactive Dividing-Wall Columns - How to get more with less resources?, Chemical Engineering Communications, 196, 1366-1374. Kiss A. A., Ignat R. M., 2013, Revamping DME separation to a single-step process, Chemical Engineering and technology, Article in press. Kiss A. A., Segovia-Hernandez J. G., Bildea C. S., Miranda-Galindo E. Y., Hernandez S., 2012, Reactive DWC leading the way to FAME and fortune, Fuel, 95, 352-359. Kiss A.A., Suszwalak D.J-PC., 2012, Innovative dimethyl ether synthesis in a reactive dividing-wall column, Computers and Chemical Engineering, 38, 74-81. Lei Z., Zou Z., Dai C., Li Q., Chen B., 2011, Synthesis of dimethyl ether (DME) by catalytic distillation, Chemical Engineering Science, 66, 3195-3203. Muller M., Hubsch U., 2005, Dimethyl ether, in Ullmann's Encyclopedia of Industrial Chemistry, 7th Edition, Wiley-VCH, Weinheim. Mueller I., Kenig E. Y., 2007, Reactive distillation in a Dividing Wall Column – rate-based modeling and simulation, Industrial & Engineering Chemistry Research, 46, 3709-3719. Teodorescu M., Rasmussen P., 2001, High-pressure vapor-liquid equilibria in the systems nitrogen plus dimethyl ether, methanol plus dimethyl ether, carbon dioxide plus dimethyl ether plus methanol, and nitrogen plus dimethyl ether plus methanol, Journal of Chemical Engineering Data, 46, 640-646. Yildirim O., Kiss A. A., Kenig E. Y., 2011, Dividing wall columns in chemical process industry: A review on current activities, Separation and Purification Technology, 80, 403-417.