Word Document
advertisement

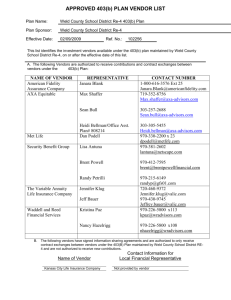
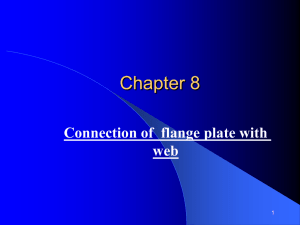
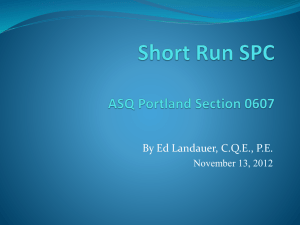
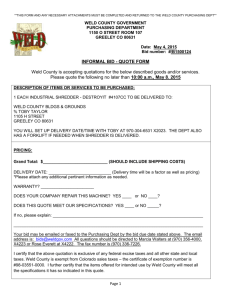
3-D View of UIUC ATLAS TileCal Submodule <Heights> Point-By-Point, After Tack Welding 291.7 291.6 291.5 291.6-291.7 291.4 291.5-291.6 mm 291.3 291.4-291.5 291.3-291.4 291.2-291.3 291.2 291.1-291.2 291-291.1 291.1 3 291.0 2 1 7:21:08 6:20:09 5:19:10 4:18:11 3:17:12 2:16:13 1:15:14 Point # Figures 10 &11 – 3-D View of Average Submodule Tack Weld (above) Final Weld (below) 3D View of UIUC ATLAS TileCal Submodule <Heights> Point-By-Point, After Final Welding 291.7 291.6 291.5 291.6-291.7 291.5-291.6 291.4-291.5 291.4 mm 291.3 291.3-291.4 291.2-291.3 291.1-291.2 291-291.1 291.2 291.1 1 291.0 2 3 7:21:08 6:20:09 5:19:10 4:18:11 Point # 3:17:12 2:16:13 1:15:14 If one wants a topography view of the two previous graphs, they can be found below. Note the same conclusions can be drawn from them. Topography of UIUC ATLAS TileCal Submodule <Heights> Point-By-Point, After Tack Welding 3 291.6-291.7 2 291.5-291.6 291.4-291.5 291.3-291.4 291.2-291.3 7:21:08 6:20:09 5:19:10 4:18:11 Point # 3:17:12 2:16:13 1 1:15:14 Figures 12 & 13 – Topography of Average Submodule Tack Weld (above) Final Weld (below) Topography of UIUC ATLAS TileCal Submodule <Heights> Point-By-Point, After Final Welding 3 291.6-291.7 291.5-291.6 2 291.4-291.5 291.3-291.4 291.2-291.3 291.1-291.2 291-291.1 7:21:08 6:20:09 5:19:10 4:18:11 Point # 3:17:12 2:16:13 1 1:15:14 the top part. When the dial moves counter-clockwise the perpendicularity is negative. This implies that at the measurement point being examined the top part of the submodule sticks out past the bottom part. In order to see if UIUC was producing submodules that tended to slanted one way or another, the measurement points were split up and plotted using a histogram. This was done for tack weld and final weld measurements. Appendix B shows what points on the submodule correspond to the measurement points. The graphs are color coded so that one may quickly glance from a point’s graph that has been tack welded to the corresponding graph for the final weld. When analyzing the numbers that originate from the measurement of the perpendicularity at each point along the submodule, one must have some sort of frame of reference so that the numbers will make sense. As stated before if the dial moves clockwise as it is moved from the inner part, closer to the submodule, of the cylinder to the outer part, farther from the submodule, that means that perpendicularity is positive. To say that perpendicularity is positive means that at the measurement point being examined the bottom part of the submodule sticks out past Point B After Tack W eld 12 6 4 2 .0 3 .0 2 -0 5 .0 -0 2 .0 1 -0 5 .0 -0 1 .0 05 -0 0. 0 00 5 0. 01 0. 01 5 0. 0 0. 2 02 5 0. 03 M or e 1 05 .0 .0 -0 -0 2 15 25 20 20 Frequency 15 10 5 Perpendicularity (Actual - Nominal) (in) 03 0. 02 0. 0. 01 0 1 .0 2 .0 3 .0 2 Perpendicularity (Actual - Nominal) (in) Po in t L After T ack W eld Figure 4 – Tack Weld Perpendicularity Plots 03 0. 02 0. 01 0. 0 2 -0 .0 3 .0 F re q u e n c y P e r p e n d ic u la r ity (A c tu a l - N o m in a l) (in ) 16 14 12 10 8 6 4 2 0 -0 3 0 .0 2 0 .0 1 .0 0 0 0. 0 00 5 0. 01 0. 01 5 0. 0 0. 2 02 5 0. 03 M or e .0 3 .0 25 -0 .0 -0 2 .0 15 -0 .0 -0 1 .0 05 -0 -0 03 0. 02 0. 01 0. 0 1 -0 1 -0 .0 2 -0 .0 3 03 0. 02 0. 01 0. 0 1 0 .0 5 .0 .0 2 .0 -0 .0 -0 Fre que nc y 10 -0 4 0 40 35 30 25 20 15 10 5 0 -0 15 2 6 P o in t K A fte r T a c k W e ld 20 .0 8 Perpendicularity (Actual - Nominal) (in) 25 -0 -0 Frequency 10 Point J After Tack Weld 3 Point I After Tack W eld 16 14 12 10 8 6 4 2 0 3 Frequency 0. 0 00 5 0. 0 0. 1 01 5 0. 02 0. 02 5 0. 03 M or e 3 .0 2 -0 5 .0 -0 2 .0 15 -0 .0 -0 1 .0 05 -0 .0 Perpendicularity (Actual - Nominal) (in) Perpendicularity (Actual - Nominal) (in) Perpendicularity (Actual - Nominal) (in) .0 0. 0 00 5 0. 0 0. 1 01 5 0. 0 0. 2 02 5 0. 03 M or e .0 3 .0 25 -0 .0 -0 2 .0 1 -0 5 .0 -0 1 .0 05 -0 -0 0. 0 00 5 0. 0 0. 1 01 5 0. 02 0. 02 5 0. 03 M or e 3 25 -0 .0 -0 2 .0 15 -0 .0 -0 1 .0 05 .0 -0 -0 5 Point H After Tack Weld 14 12 10 8 6 4 2 0 -0 10 0 Point G After Tack Weld -0 15 -0 Frequency 25 0 .0 Frequency Point F After Tack Weld Point E After Tack Weld 16 14 12 10 8 6 4 2 0 Perpendicularity (Actual - Nominal) (in) Frequency Perpendicularity (Actual - Nominal) (in) Perpendicularity (Actual - Nom inal) (in) Point D After Tack Weld Frequency .0 .0 Perpendicularity (Actual - Nominal) (in) -0 3 25 .0 .0 -0 -0 -0 0. 03 0. 02 0. 01 0 -0 .0 1 -0 .0 2 -0 .0 3 0 1 0 .0 5 8 -0 10 14 12 10 8 6 4 2 0 -0 15 10 Frequency Frequency 20 Frequency Point C After Tack Weld -0 Point A After Tack Weld 0. 0 00 5 0. 01 0. 01 5 0. 0 0. 2 02 5 0. 03 M or e VII. QUALITY CONTROL ANALYSIS PERPENDICULARITY Pe rp e n d ic u la rity (Ac tu a l - N o m in a l) (in ) F re q u e n c y 12 10 5 P o in t G A f t e r F in a l W e ld 14 F re q u e n c y 12 10 8 6 4 Point J After Final Weld Perpendicularity (Actual - Nominal) (in) 0 .0 3 M o re 0 .0 2 0 .0 2 5 0 .0 1 0 .0 1 5 0 0 .0 0 5 03 0. 02 0. 01 30 25 20 15 10 5 0 F re q u e n c y 30 25 20 15 10 Perpendicularity (Actual - Nominal) (in) 3 0 P e rp e n d ic u la rity (A c tu a l - N o m in a l) (in ) Figure 15 – Final Weld Perpendicularity Plots When analyzing the measurements, one should be aware that human error might affect the accuracy of the measurements. When considering the measurements that result from the use of the dial indicator, it must be noted that one should allow +/-0.025 mm for error in each measurement resulting from human error. After examining these graphs, one can see that UIUC’s submodules are typically perpendicular. Of course not all measurements taken are perfect and human error that occurs while measuring must be considered when looking at this data. The majority of the measurements for almost all the points, .0 2 0 .0 1 .0 0 0 1 .0 2 .0 -0 .0 3 0 -0 More 0.03 0.025 0.02 0.015 0.01 0.005 0 -0.005 -0.01 -0.015 -0.02 -0.025 5 after tack weld and after final weld, fall within the range of being +/- 0.005 in. of perfect perpendicularity. VIII. QUALITY CONTROL ANALYSIS – BOLT HOLES The measurements for the bolt holes are very difficult to perform using the digital caliper. So when analyzing the data for each measurement once must keep in mind that human error when measuring will effect the data. M o re 0 .0 3 0 .0 2 0 .0 2 5 0 .0 1 5 0 .0 1 0 .0 0 5 0 -0 .0 0 5 -0 .0 1 -0 .0 1 5 -0 .0 2 M o re 0 .0 3 0 .0 2 5 0 .0 2 0 .0 1 5 0 .0 1 0 .0 0 5 0 - 0 .0 0 5 - 0 .0 1 - 0 .0 1 5 - 0 .0 2 35 -0.03 Frequency 03 0. 02 0. 01 0. 0 1 -0 .0 2 .0 P o in t L A fte r F in a l W e ld Point K After Final Weld 0 -0 P e rp e n d ic u la rity (Ac tu a l - N o m in a l) (in ) P e r p e n d ic u la r it y ( A c t u a l - N o m in a l) ( in ) P e r p e n d i c u l a r i ty (A c tu a l - N o m i n a l ) (i n ) 3 - 0 .0 2 5 - 0 .0 3 3 0 .0 2 0 .0 1 0 .0 0 1 .0 -0 .0 -0 .0 2 0 3 2 -0 .0 2 5 4 0 5 0. 6 0 10 0 8 2 15 -0 . 0 1 10 2 20 -0 . 0 0 5 12 -0 .0 3 F re q u e n c y 16 16 14 4 1 P o int I Afte r F ina l W e ld 14 -0 -0 . 0 2 P o in t H A f t e r F in a l W e ld 18 8 6 .0 .0 -0 Perpendicularity (Actual - Nominal) (in) Perpendicularity (Actual - Nominal) (in) P e r p e n d ic u la r ity (A c tu a l - N o m in a l) (in ) 12 10 -0 . 0 1 5 5 3 More 0.03 0.025 0.02 0.015 0.01 0.005 0 -0.005 -0.01 -0.015 -0.02 -0.025 -0.03 M o re 0 .0 3 0 .0 2 5 0 .0 2 0 .0 1 5 0 .0 1 0 .0 0 5 0 -0 .0 0 5 -0 .0 1 -0 .0 1 5 -0 .0 2 -0 .0 2 5 10 0 0 -0 .0 3 15 2 2 20 15 -0 4 25 20 -0 6 25 .0 8 Point F After Final Weld -0 10 .0 -0 . 0 3 P e r p e n d ic u la r ity (A c tu a l - N o m in a l) (in ) Frequency Frequency 12 -0 -0 . 0 2 5 03 0. 02 0. 0. 01 0 1 .0 2 -0 .0 3 .0 -0 0 Point E After Final Weld 14 F re q u e n c y 6 2 P o in t D A fte r F in a l W e ld F re q u e n c y 8 P e rpe ndic ula rity (A c tua l - N om ina l) (in) 16 0 10 4 -0 Fre que nc y 03 0. 02 0. 14 16 14 12 10 8 6 4 2 0 P e rp e n d ic u la rity (Ac tu a l - N o m in a l) (in ) Frequency P o in t C A f t e r F in a l W e ld P o int B After F ina l W eld 0. 01 0 1 .0 2 -0 .0 -0 -0 .0 3 F re q u e n c y Po in t A A fter F in al W eld 16 14 12 10 8 6 4 2 0 Again, when analyzing the measurements, human error might affect the accuracy of the measurements. When considering the measurements that result from the use of the Mitutoyo digital caliper it must be noted that one should allow +/-0.2 mm for error in each measurement resulting from human error, as it is very difficult to use the caliper. The bolt hole data will be analyzed in the same way that the perpendicularities were analyzed. Histograms of the measurements were created, but first some calculations had to be done so that the measured values could be compared to the design values. The bolt hole separations that go across from one weld bar to the other should be 325.00 +/- 0.2 mm. However, when measuring the bolt hole separations, we must take into account that the precision bolts have a head diameter of 22.23 mm. So after the separations have been measured, 22.23 mm must be subtracted in order to obtain the actual measurement. Then take the actual measurement and subtract from it the nominal separation of 325.00 mm. The resulting value should be somewhere around zero and is used to plot the graph. When measuring the bolt hole heights on each weld bar, more calculations must be done before they can be compared with the nominal heights. One must know the height of points 1 and 14, that is the height of the submodule at both weld bars. Then one must take into consideration that the top and middle bolt holes should be separated by 110 +/-0.2 mm, same as the middle and bottom T o p B H S e p a r a tio n A fte r T a c k W e ld in g bolt holes. This separation is verified on every weld bar before the weld bars are tack welded on using a specially designed Go/No Go gauge. This ensures that both bolt hole separations on each weld bar are 110 +/-0.2 mm. Early on in the project many of the weld bars were machined incorrectly and that is why each weld bar must now be checked. Then in order to obtain the actual measurement of the top bolt hole height from the raw measurement, one must first subtract the height of the precision metal bar, 19.05 mm, and half the diameter of the precision bolt, 11.115 mm, from the raw measurement. This process will result in the actual measurement for all bolt holes. In order to tell if the weld bar is centered on the submodule, half the height of either points 1 or 14, depending if the left or right weld bar is being measured, must be subtracted from the resulting value. Again this process may be performed for all bolt holes. Now, for the top bolt holes on both weld bars one must add 110 mm, since it is supposed to be 110 mm above the center, in order to obtain the difference between the actual and nominal heights. For the middle bolt holes on both weld bars, one may stop at just subtracting half of point 1 or 14 in order to obtain the difference between the actual and nominal heights. Finally, for the bottom bolt holes on both weld bars one must subtract 110 mm in order to obtain the difference between the actual and nominal heights. The differences between the actual and nominal heights are used to create the graphs. B o t B H S e p a r a t io n A f t e r T a c k W e ld in g Mid BH Separation After Tack Welding 16 18 Frequency 10 8 6 4 2 15 10 5 0 0 10 8 6 4 2 (Actual - Nominal) Deviation (mm) F re q u e n c y 12 10 8 6 4 re o .5 .3 .4 M 0 0 .2 0 .1 0 0 B o t L e ft B H H e ig h t A fte r T a c k W e ld in g 12 16 10 14 F re q u e n c y 14 0 (A c tu a l - N o m in a l) D e v ia tio n (m m ) M id L e ft B H H e ig h t A fte r T a c k W e ld in g T o p L e f t B H H e ig h t A f t e r T a c k W e ld in g 16 .1 .2 -0 5 .3 -0 4 0. e 3 0. or 2 0. M 1 0. 0 0. .2 .1 -0 .3 M -0 -0 re .5 o .3 .4 0 0 .2 0 .1 0 0 0 .1 .2 -0 -0 -0 .3 0 (A c tu a l - N o m in a l) D e v ia tio n (m m ) 8 6 4 12 10 8 6 T o p R ig h t B H H e ig h t A f t e r T a c k W e ld in g B o t R ig h t B H H e ig h t A f te r T a c k W e ld in g M id R ig ht BH H eig ht After T ack W eld ing 25 14 14 5 (Ac tu a l - N o m in a l) D e v ia tio n (m m ) Figure 16 – Tack Weld Bolt Hole Plots 4 .2 0 0 .2 -0 .4 -0 .6 -0 M o re 0 .2 0 .1 0 -0 .1 -0 .2 -0 .3 -0 .4 -0 .5 -0 .6 -0 .7 -0 .8 -0 .9 -1 M o re 0 .2 0 .1 0 - 0 .1 - 0 .2 - 0 .3 - 0 .4 - 0 .5 - 0 .6 - 0 .7 - 0 .8 - 0 .9 6 0 0 ( A c t u a l - N o m in a l) D e v ia t io n ( m m ) 8 2 2 0 10 .8 4 10 12 -0 6 15 -1 8 20 Fre que nc y F re q u e n c y 10 -1 F re q u e n c y 12 (A c tu a l - N o m in a l) D e v ia tio n (m m ) 0 .2 M o re 0 .1 0 -0 .1 -0 .2 -0 .3 -0 .4 -0 .5 -0 .6 -0 .7 (A c tu a l - N o m in a l) D e v ia tio n (m m ) ( A c t u a l - N o m in a l) D e v ia t io n ( m m ) ( A c t u a l - N o m in a l) D e v ia t io n ( m m ) -0 .8 -1 M o re 0 .2 0 .1 0 - 0 .1 - 0 .2 - 0 .3 - 0 .4 - 0 .5 - 0 .6 - 0 .7 - 0 .8 -1 re .2 o 0 M 0 .1 0 .2 .1 -0 -0 .3 -0 .4 .5 -0 .6 -0 -0 -0 -0 -0 .7 0 .8 0 .9 2 0 -0 .9 4 2 2 - 0 .9 F re q u e n c y 16 14 12 -0 Fre que nc y 12 F re q u e n c y 20 14 M id B H S e p a r a tio n A fte r F in a l W e ld in g 12 Frequency 25 8 20 6 4 (Actual - Nominal) Deviation (mm) e 5 or 3 4 M 0. 0. 2 0. 1 0. 2 0. 0 .2 -0 .4 -0 .6 -0 .8 -0 15 10 5 (Actual - Nominal) Deviation (mm) Figure 17 – Final Weld Bolt Hole Plots When examining the bolt hole separations that go from one weld bar the other, it is easy to see the effect of the final welding. While the tack weld separations tend to be greater than the design separation, the final weld separations are closer to the design height and may even be smaller than the design separation. This happens because the final weld pulls the weld bars in closer to one another. As expected, the final weld does not appear to have a great of an effect on the individual bolt hole heights on the different weld bars. However, UIUC’s submodules tend to have weld bars that are systematically shifted down 0.2 mm from the center of the submodule. This conclusion can be drawn from the fact that the majority of the bolt hole heights, both after tack and final weld, are slightly below the design the height. IX. FUTURE WORK UIUC is well on the way to complete 192 submodules by the May 2002 deadline, as seen by the production chart on the following page. Quality control must be continued to ensure that UIUC’s submodules are within the tolerances of the design specifications. Another task that must be continued is to keep the quality control analysis going. UIUC just recently received the light box needed to test the photomultiplier tubes and is awaiting the dark box so that the process of testing the 3,000 photomultiplier tubes may begin. More 0.2 0.1 0 -0.1 -0.2 -0.3 -0.4 -0.5 -0.6 -0.7 -0.8 -0.9 2 0. 0 .2 -0 .4 -0 .6 -0 .8 -0 (A c tu a l - N o m in a l) D e v ia tio n (m m ) -1 0 0 -1 0.2 More 0.1 0 -0.1 0 -0.2 -1 10 2 -0.3 Bot Right BH Height After Final Welding Frequency F re q u e n c y 5 -0.4 (Actual - Nominal) Deviation (mm) 12 10 -0.5 5 M id R ig h t B H H e ig h t A fte r F in a l W e ld in g 15 -0.6 10 (Actual - Nominal) Dev iation (mm) Top Right BH Height After Final Welding -0.7 15 More 0.2 0.1 0 -0.1 -0.2 -0.3 -0.4 -0.5 -0.6 0 0. 1 0. M 2 or e (Actual - Nominal) Deviation (mm) -0.8 20 0 -1 0 -0.7 5 25 -0.8 10 -0.9 .3 Bot Left BH Height After Final Welding 14 12 10 8 6 4 2 0 -0.9 Frequency 15 -1 -0 re .5 o .3 .4 0 0 .2 0 .1 0 0 M (Ac tu a l - N o m in a l) D e v ia tio n (m m ) M id Left BH Height After Final Welding 20 -1 -0 .9 -0 .8 -0 .7 -0 .6 -0 .5 -0 .4 -0 .3 -0 .2 -0 .1 0 .1 .3 -0 -0 .5 o .2 0 re 2 0 (A c tu a l - N o m in a l) D e v ia tio n (m m ) Top Left BH Height After Final Welding Frequency 4 2 (A c tu a l - N o m in a l) D e v ia tio n (m m ) Frequency 6 0 4 8 0. 6 10 .1 8 .2 10 -0 F re q u e n c y 14 12 M 0 .4 0 .3 0 .2 .1 0 0 0 .2 .1 -0 -0 -0 .3 2 0 14 -0 14 12 10 8 6 4 F re q u e n c y F re q u e n c y 18 16 B o t B H S e p a r a tio n Afte r F ina l W e ld ing -0 T o p B H S e p a r a t io n A f t e r F in a l W e ld in g Cumulative # Submodules vs. Month UIUC ATLAS TILECAL 70 Cumulative # Submodules 60 50 40 30 20 10 0 Jun- Jul-99 Aug- Sep99 99 99 Oct99 Nov- Dec99 99 Jan- Feb00 00 Figure 18 – Production Status Mar00 Apr00 May00 Jun- Jul-00 Aug00 00 15 14 1 13 16 2 12 17 3 11 18 4 10 19 5 ATLAS TileCal Submodule # ILL–______ Personnel:____________ Date:_________ Tacked: Final: 9 20 6 Appendix A 8 7 J L K I A H B ATLAS TileCal Submodule # ILL–______ Personnel:____________ Date:_________ Tacked: Final: G C Appendix B F E D Appendix C This is file C:\ATLAS\TileCal Docs\Submodule_Weld_Bar_Posns.doc UIUC ATLAS TileCal Submodule #_______ Personnel: _____________________ Date: _____________________ Tacked: Final: Nominal/Design Bolt Hole Separation Distance = 325.00 mm Diameter of M16 Bolts = 0.875 inches = 22.23 mm Thickness of Precision Flat = 0.750 inches = 19.05 mm Actual Measurement (mm) = 25.4*(Raw Measurement (inch) – 0.875 inch) = Raw Measurement (mm) – 22.23 mm Item Top BH Separation Mid BH Separation Bot BH Separation Raw Measurement (mm) Actual Measurement (mm) Nominal/Design Middle Bolt Hole Heights = ½ of <Submodule Height > (<Submodule Height> = Average of Points 1 + 14 (@ outer radius of submodule)) Submodule Height (Point # 1): _____________________ (Left Weld Bar) Submodule Height (Point # 14): _____________________ (Right Weld Bar) <Submodule Height> : _____________________ <Submodule Height> / 2: _____________________ Actual Measurement (mm) = 25.4*(Raw Measurement (inch) – 1.1875 inch) = Raw Measurement (mm) – 30.1625 mm Item Top Left BH Height Mid Left BH Height Bot Left BH Height Raw Measurement (mm) Actual Measurement (mm) Item Top Right BH Height Mid Right BH Height Bot Right BH Height Raw Measurement (mm) Actual Measurement (mm)