Mineral Processing – lab exercise
advertisement

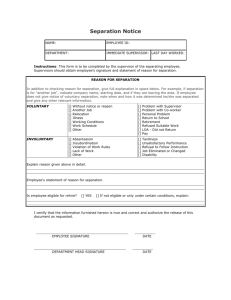
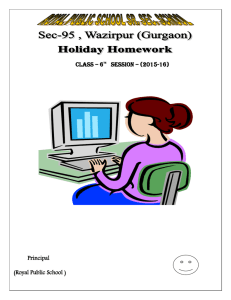
Jan Drzymala, Żaklina Konopacka Mineral Processing – lab exercise Screening and sieving I. Introduction Screening and sieving are important mineral processing operations. They rely on separation of particles according to their size. The difference between them is that screening is a continuous operation while sieving is a batch action and is usually performed as lab tests. Screening in performed using screens equipped with one or two screen surfaces called also decks. A single screen provides two products. The product from the top is called the oversize or plus product (QG) while the one which passes through the screen is the undersize or minus product (QD) (Fig.1). Material passing one screen surface but remaining on the next one in a double deck screen is an intermediate product. Screen Feed Screen surface dt (aperture) Oversize Undersize Fig.1. Screening The mass of products can be expressed in simple mass units (g, kg, Mg) or as stream (flux) in mass per unit time (for instance megagrams per day, or shortly Mg/d). During ideal screening, the plus product contains only particles greater than the size of openings of the screen surface while minus product consists of particles smaller than the opening. In real operations the oversized particles are present in the minus product and some undersized particles are in the plus product. It results from adhesion of small particles to large ones and that some particles never get into contact with the screen 1 surface. The presence of large particles in the undersize product may be caused by greater than nominal openings or rupture of the screen surface. sample of product or feed sieves a Fig. 2. Weighing of the separation products for determination of their yields (a) and sieving for determination of size fractions content in the products and the feed (b) For analysis and evaluation of screening, the products of separation are weighed (Fig. 2a) for determination of their yields. Next, the products are subjected to the size analysis (sieving) for determination of the content of different size fractions (Fig.2b). For comparison the feed is also analyses for size fraction content. The results are used for plotting different size distribution and classification curves. The size distribution curves characterize the amount (Qij) or content (ij) of different size fractions (i) in a screening product (j) as a function of particle size (d). The size distribution curves can be plotted for instance as a non-cumulative (histogram) (Fig. 3b) or cumulative plot (distribution) (Fig. 3b). In addition to that the scales can be normal, logarithmic, double logarithmic. Variety of other mathematical modifications can be used. It is important to remember that plotting a non-cumulative size distribution curves requires using the average size (dav) of particles while cumulative curves need the upper size of the class (dupper). The size distribution curves can be plotted for both separation products and for the feed and they give information about the extent of the separation process. Fig. 4 shows two selected size distribution plots, which can be used for this purpose. One is the histogram (in mass of size fraction Qij) plotted for the two products of screening (undersize (D) and oversize (G)) as well as for the feed (N) (Fig. 4a). The other is a 2 cumulative size distribution plot (Fig. 4b). Figure 4a also shows d50, which is referred to as the cut size indicating identical probability of that particle size to be in the oversize and undersize products. diameter of screen openning Q Feed d4 d3 size d2 frac tion s d1 100 1 2 3 4 5 , % 75 50 25 2 3 4 1 0 d1 0 5 d3 d2 d4 d5 dav , mm b) 100 5 4 75 , % 3 50 2 25 1 0 0 d1 d2 d3 d4 d5 dupper, mm Fig. 3. Size analysis for determination of size distribution curves for separation products. a) size distribution curve as histogram, b) size distribution curve in a cumulative form 3 Other curves, which even better characterize screening process, can be used. The most popular is the partition curve (Fig. 5). The curve is plotted either for the plus or minus product because they are symmetrical. The curve relates recovery of a size fraction in a product as a function of the average size of particles forming the class. The recovery of mass of a size fraction is calculated in relation to the feed according the formula: ij =i ij/i (1) where i - size fraction obtained by sieving of a product of separation or the feed j – product of separation j=D for undersize product, j=G for oversize product, N for the feed - content of a size fraction i in feed, % - content of a size fraction i in product j, % - recovery of a size fraction i in product j, % i – yield of product j , %. a) Q, g N G D dmin d1 dav , mm d50 dmax d2 b) , % 1,0 N D G 0,5 dupper, mm dmin d1 d2 dmax Fig. 4. Size distribution curves as histogram (vs. dav) (Fig. 4a) and in a cumulative (vs. dupper) form (Fig. 4b) for feed and two separation products that is oversize (G) and undersize (D) 4 The partition curve for the oversize product is given in Fig. 5. For an ideal separation the partition curve is vertical (curve I) while for a real separation process assumes shape similar to curve R in Fig. 5. The cut size d50 is also shown. It should be recovery of a size fraction in a product, , % noticed that the cut size is not necessary the size of aperture of the screen. ideal separation (I) 100 real separation (R) 75 50 d75 25 d25 0 B d50 A particle size, dav , mm Fig. 5. Partition (Tromp) curve for oversize and undersize for ideal and real separation process and the way of determination of d50 an Ep The recovery of a size fraction in product can also be calculated using the equation: ij = Qij/QiN (2) For the oversize product it becomes: iG = QiG/QiN. In Eq.2 Qij denotes the mass of a given size fraction in oversize (j=G), while QiN denotes the mass of a given class fraction in the feed. Data regarding Q can be read directly from the histogram (Fig. 4a) or from the experimental size distribution tables. There are different parameters to indicate a departure of the screening curves from the ideal shape. For the partition curve the most frequently use is Ep (probable error) defined as half of difference between the sizes at which 75 % and 25% recoveries are observed: Ep = 0.5(d75-d25) (3) Besides Ep, there are many others parameters (imperfection, sharpness, Tromp area, etc.) aiming to represent the partition curve. The goal of the exercise is to analyze and evaluate the screening as separation process applying the classification procedure which deals the size of particles that is 5 the feature utilized in the separation. To accomplish that a sample of crushed granite is screened through a one-deck screen to get two, undersize and oversize, products. The products will be subjected to mass determination to establish the yield of the products and next to particle size analysis to determine the content of each size fraction in a given product. Using these data the size distribution curves (histogram and cumulative) as well as partition curves for the screening process will be plotted. The cut size d50 and the Ep will be determined. The cut size will be compared with the screen aperture. For the particle size analysis screens between 2 and 32 mm in size, taking into account the screen module applied in the civil engineering M= (dupper screen/dlower screen) = 2 will be used. II. Materials and devices 1. Laboratory screen 2. Crushed granite sample, 0-36 mm in size, about 5 kg 3.A set of laboratory sieves with aperture 2, 4, 8, 16, 32 mm in size 4. Laboratory balance with 1 g accuracy 5. Laboratory sieve shaker 6. Caliper III. Measurements 1. Weigh about 5 kg of crushed granite 2. Measure the size of openings of the screen surface 3. Read carefully the safety instruction. Ask for permission of the instructor to turn on the screen and together with the instructor to run the screening test 4. Weigh the products of separation and calculate the yield of each product (oversize material G and undersize material (G) 5. Conduct the particle size analysis of the feed, oversize and undersize product by means of laboratory screen and determine the content of the size fraction in the products that is iG , iD, and i 6 6. Calculate recoveries of each size fraction for the oversize (iG and undersize products (iD) 7. Make the size distribution curve for the feed, and both separation products as histograms and cumulative taking into account appropriate d (dav or dupper) 8. Draw the partition curves for oversize and undersize products. Also draw the ideal and no separation lines 9. Add the graph to your exercise report IV. Report Each student prepares his or hers own report. It should consist of the title page, introduction to the issue, details of the exercise, plotted figures. The following details should be read from the curves: d50, Ep. Discuss the results and present conclusions. Give a list of literature references. To make the task of preparing the report easier, table forms are given below. The results of weighing the product of separation on the screen should be include in Table 1 while the results of particle size analyses for the feed, and both products of separation should in Table 2. The values needed for drawing the cumulative curve should be included in Table 3. Table 1. Mass balance of separation (screening) for yield determination Product Yield, , % Mass, Q, g Feed (from the balance) Feed (actual) Table 2. Size distribution analysis and calculation of recovery Fraction average size, di-1-di di, av mm mm Fraction recovery, ij Content of class in product Feed, QN , g i, % oversize, Q G, g 7 ij % undersize Q D, g ij, % oversize undersize % % Total Table 3. Cumulative values needed for plotting the cumulative size distribution curves Fraction Upper size, di-1-di di mm mm Size distribution Feed i, % i, % Oversize ij, % ij, % Undersize ij, % ij, % Total V. Literature 1. Kelly E.G., Spottiswood, D., J., Introduction to mineral processing 2. Wills, B.A., Mineral Processing Technology 8