IEEE Paper Template in A4 (V1)
advertisement
")
1
Mathematical Modeling and Availability Analysis of
Synthetic Ammonia Process
Zeenat Zaidi
Assistant Professor, Statistics, Deanship of Educational Services, Qassim University, K.S.A.
Email: naqvizeenat@yahoo.co.in
operational behaviour analysis for different systems in the
paper plant. Zhao [6] developed a generalized availability
model for repairable component and series system including
perfect and imperfect repair. Shooman [7] discussed the
reliability computation for systems with dependent failures.
Michelson [8] explained the use of reliability technology in
process industry. Singh and Mahajan [9] examined the
reliability and long run availability of a Utensils
manufacturing Plant using Laplace Transforms. Castro and
Cavalca [10] presented an availability optimization problem
of an engineering system assembled in series configuration
which has redundancy of units and teams of maintenance as
optimization parameters. Tewari, Joshi and Rao [11]
I. INTRODUCTION AND BACKGROUND
discussed about the mathematical modeling and behavioural
According to (Dillon, 2006), Availability corresponds to analysis of a refining system using genetic algorithm. Gupta,
the probability that the equipment is available as this is Lal, Sharma and Singh [12] discussed the reliability, long
required. For increasing the productivity, availability and term availability and MTBF of cement industry with the help
reliability of systems/subsystems in operation must be of Runge-Kutta method. Singh and Goyal [13] discussed
maintained at highest order. Availability is the most important availability in Bread manufacturing plant. In these papers,
parameter as it is directly related to the productivity of the authors used either Laplace transforms method or Rungesystem. Thus system availability must be considered to Kutta method to solve differential equations. Kiureghian and
achieve high production and good quality. To maintain the Ditlevson [14] analysed the availability, reliability and
system performance throughout System’s service life, it is downtime of system with repairable components. Kumar,
necessary to know the bottlenecks in the system so that proper Singh and Sharma discussed the availability of an automobile
maintenance planning could be established. The present system namely “scooty”. Jussi K. Vaurio [15] discussed
research is helpful to find the weak spots in the system. The current research and application related to the modelling,
objective of the present paper is to study the availability of the optimization and application of maintenance procedures for
system. The synthetic ammonia process system consists of ageing and deteriorating engineering and structural systems. It
five subsystems namely Compressor, Oilfilter, Reactor, has been observed that calculation of availability in transient
Waterchiller and Separator, two of them (Compressor and state is very difficult in complex systems. In fact, problem of
Separator) are in standby. Failure and repair rates of each calculating variation of availability with time has not
subsystem are assumed to be constant. The Mathematical satisfactorily been tackled till now. In this paper, we have
model has been developed using Markov birth – death process. developed the matrix method to solve differential equations in
The differential equations thus formed are solved with the transient state. The Matrix Method provides an easy way to
help of Matrix method using C- Program. The equations are estimate the variation in system performance in terms of
further solved using recursive method and normalizing availability with respect to time and computer program is
condition so as to estimate steady state availability of the developed to calculate the time dependent availability. The
time dependent availability of the ammonia process is also
system.
The concept of availability is widely discussed in literature shown with the help of graph. Long run availability is also
and the main contributors are Barlow and Hunter [1960], studied with the help of tables at different repair rates. The
Gaver [1963], Sandler [1963], Myers [1964], Barlow and tables for the estimation of time dependent availability are
Proschan [1965], Rau [1970]. Singh and Billington [1974, prepared by C-Programming and tables for steady state
1975] suggest methods for determining the frequency of availability are formed with the help of MATLAB 7.8.0
failures of complex systems. Dhillon et al. [1] have frequently (R2009a). The results are useful for the chemical and
used the Markovian approach for the availability analysis, reliability engineers. The findings of the analysis depict which
using exponential distribution for failure and repair times. subsystems and equipment are critical from availability
Kumar et al. [2, 3, 4, 5] dealt with reliability, availability and standpoint.
Abstract—
This paper presents a case study describing availability analysis
of a synthetic ammonia process. In this study, time dependent
availability and steady state availability is estimated.
Mathematical model is developed on the basis of Markov birthdeath process using probabilistic approach. The first order
differential equations thus formed are solved with the help of
matrix method using C-program. Tables are developed in the
transient state and steady state by taking different values of
failure and repair rates. The results obtained are useful to
identify the bottlenecks in the system.
Index Terms— Availability, Bottleneck, Matrix method,
Mathematical model, Transient state and steady state.
II. SYSTEM DESCRIPTION
Ammonia synthetic gas (3 moles pure H2 : 1 mole pure N2)
is compressed to the operating pressure (100–1000 atoms)
depending on conversion required. It is sent through a filter to
remove compression oil and additionally through a high
temperature guard converter (CO and CO2 to CH4 and
removes traces of H2O, H2S, P and As). This is done by
catalyst and suitable getter materials. The relatively cool gas is
added along the outside of converter tube walls to provide
cooling so that carbon steel can be used for the thick wall
pressure vessel and interval tubes. The preheated gas flows
next through the inside of the tube which contains promoted
porous iron catalyst at 500–550°C. The NH3 product, with an
8–30% conversion depending on process conditions, is
removed by condensation, first by water cooling and then NH 3
refrigeration. The converted N2 – H2 mixture is recirculated to
allow an 85–90% yield.
1) Compressor (A)
The system works in reduced capacity.
2) Oil Filter (B):
The system consists of one unit which is subjected to
major failure only.
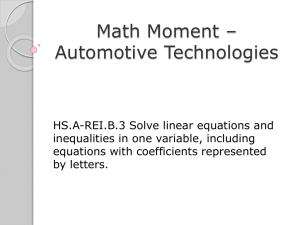
A, E : Indicates that the subsystems A and E are working at
reduced capacity.
i (i 1, 2, 3, 4, 5, 6, 7) : Represents failure rates of the
subsystems A, A, B, C, D, E, E .
i (i 1, 2,3, 4,5,6,7) : Represents repair rates of the
subsystems A , a, b, c, d, E and e.
Pi (t) : Probability that at time ‘t’, the system is in ith state.
Based on these assumptions and notations, transition
diagram is developed as shown in Fig. 1
11
AbCDE
12
AbCDE
3
3
4
3
4
13
ABCdE
5
5) Separator (E):
The system works in reduced capacity.
III. ASSUMPTIONS AND NOTATIONS
The assumptions used in developing the mathematical
model are as follows:
Failure rates and repair rates are constant over time
and statistically independent.
A repaired unit as good as new, performance wise,
for a specified duration.
Sufficient repair facilities are provided.
Standby units are of the same nature as that of active
units.
Service includes repair and / or replacement.
System may work at reduced capacity.
System working in full working state.
System working in reduced state.
System working in failed state.
ABCDE
5
2
3
4
2
5
2
5
8
AbCDE
3
3
1
ABCDE
6
4
ABCDE
1
4
7
14
ABCDe
9
ABcDE
5
7
2
0
1
2
10
ABCdE
7
ABCDE
3
3
7
ABCDe
19
3
3
AbCDE
16
5
3
2
aBCDE
15
1
6
6
1
4
4
ABCdE
18
ABcDE
17
Transition Diagram (Fig. 1)
IV. TRANSIENT STATE AVAILABILITY OF THE SYSTEM
For finding out the time dependent availability of the
system, the system of linear differential equations are
developed by means of mnemonic rule and solved by matrix
method using C-program. The differential equations (1–5) can
be written as,
P0(t) + (1 3 + 4 + 5 + 6 )P0 (t) = β 1P1 (t) +β 3P4 (t)
+β 4 P5 (t) +β 5 P6 (t) +β 6 P2 (t)
P1(t) + (α 2 + α 3 + α 4 + α 5 + α 6 + β 1 )P1 (t) = β 2 P7 (t) +β 3P8 (t)
+β 4 P9 (t) +β 5 P10 (t) +β 6 P3 (t) + α 1P0 (t)
P2 (t) + (α 3 + α 4 + α 5 + α 7 + α 1 + β 6 )P2 (t) = β 3 P11 (t) +β 4 P12 (t)
+β 5 P13 (t) + β 7 P14 (t) +β 1P3 (t) + α 6 P0 (t)
P3(t) + (α 2 + α 3 + α 4 + α 5 + α 7 + β 1 + β 6 )P3 (t) = β 2 P15 (t)
+β 3P16 (t) +β 4 P17 (t) +β 5 P18 (t) +β 7 P19 (t) +α 1P2 (t) +α 6 P1 (t)
Pj(t) + i Pj (t) = αi Pk (t)
where, (for i = 3, 4, 5 : j = 4, 5, 6 when k = 0),
(for i = 2, 3, 4, 5 : j= 7, 8, 9, 10 when k = 1),
(for i = 3, 4, 5, 7 : j = 11, 12, 13, 14 when k = 2 ),
(for i = 2, 3, 4, 5, 7 : j = 15, 16, 17, 18, 119 when k = 3)
With initial conditions at time t = 0
Pi (t) = 1 for i = 0
= 0 for i 0
A, B, C, D, E: Subsystems in good operating state.
a, b, c, d, e: Indicates the failed state of A, B, C, D and E.
4
7
aBCDE
6
ABCdE
6
3) Reactor (C):
The system consists of one unit which is subjected to
major failure only.
4) Water Chiller (D):
The system consists of one unit which is subjected to
major failure only.
5
ABcDE
4
AbCDE
The equations from (1) to (5) are solved by using matrix
method using C-Program. The availability of the system is
given by Av(t) = P0 (t) + P1 (t) + P2 (t) + P3 (t)
The availability of the system is obtained by solving the
matrix differential difference equations
(I – A)Pi(t) = O, where d/dt, O is the null matrix,
matrix A is the matrix of the coefficients of the probability
states pi(t) and I or In is the identity matrix of order n.
The equations reduce to C-1(I – D)Pi (t) = O, where C is
the matrix such that C-1AC = D, and D = (d1, d2,…..,dn) is the
matrix of Eigen values of the matrix A.
The availability of the system is sum of the availabilities of
working subsystems.
Av(t) = P0(t) + P1(t) + P2(t) + P3(t)
= 1 + (a11 + a21 + a31 + a41) t + (b11 + b21 + b31 + b41) t2/2!
+…….
The entries aij, bij etc. are respective entries in A, B =
APi(0), C = AB = A2Pi(0) so on.
0 3 4 5
0
0
0
0
0
0
0
0
0
0
0
0
0
A1 1 6
A
0
6
0
0
0 2 3 4 5
0
0
0
0
0
0
0
0
0
2
1
6
0 A3 1
0
0
0
0
0
0
0 3 4 5 7
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0 2 3 4 5 7
0 6 1 A4 0
3
0
0
0 3 0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0 4 0
0
0
0
0
0
0
0
0
0
0
0
0
0
4
0
0
0
0
0 5 0
0
0
0
0
0
0
0
0
0
0
0
0
5
0
0
0
0
0 2 0
0
0
0
0
0
0
0
0
0
0
0
0 2
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
3
3
0 4
0
0
0
0
0
0
0 4 0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0 5 0
0
0
0 0
0
0
0
0
0 5
0
0 3
0
0
0
0
0
0
0
0 3 0
0
0
0
0
0
0
0
0 4
0
0
0
0
0
0
0
0
0 4 0
0
0
0
0
0
0
0
0
0 5
0
0
0
0
0
0
0
0
0
0 5 0
0
0
0
0
0
0
0 7
0
0
0
0
0
0
0
0
0
0
0 7 0
0
0
0
0
0
0 2
0
0
0
0
0
0
0
0
0
0
0 2 0
0
0
0
0
0
0
0 3
0
0
0
0
0
0
0
0
0
0
0
0 3 0
0
0
0
0 4
0
0
0
0
0
0
0
0
0
0
0
0
0 4 0
0
0
0
0
0 5
0
0
0
0
0
0
0
0
0
0
0
0
0
0 5 0
0
0 7
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0 7
0
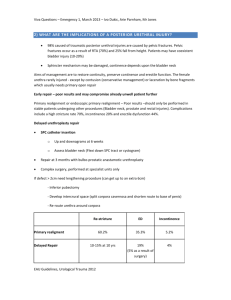
The availability of the system is calculated for different
values of the failure and repair rates. The values of failure and
repair rate are taken constant as:
(1 0.001), ( 2 0.002), ( 3 0.002), ( 4 0.0015),
( 5 0.001), ( 6 0.001), ( 7 0.0025), (1 0.01),
(2 0.012), (3 0.015), (4 0.1), (5 0.001),
(6 0.01), (7 0.002).
Table – 1
Time
5
10
15
20
25
Availability 0.979642 0.962562 0.947701 0.934403 0.922259
Time
30
35
40
45
50
Availability 0.911000 0.900420 0.890241 0.879796 0.867248
Time
55
60
65
70
75
Availability 0.847812 0.810054 0.728723 0.551717 0.37755
3
1.2
1
0.8
0.6
0.4
0.2
0
5
10
15
20
25
30
35
40
45
50
55
60
65
70
75
Figure 1
TIME DEPENDENT AVAILABILITY GRAPH
Program used:
#include<stdio.h>
#include<conio.h>
void main()
{
float
a1[20][20],b[20][20],c[20][20],d[20][20],e[20][20],f[20][20];
float
g[20][20],h[20][20],o[20][20],p[20][20],q[20][20],r[20][20];
float x1,x2,x3,x4,x5,x6,x7,x8,x9,x10,x11,x12,x;
int i,j,k,l,n=12,m=12,t=10;
float a[20][20]={.0065,.01,.01,0,0.015,.1,.001,0,0,0,0,0,0,0,0,0,0,0,0,0,
.0015,-.0175,0,.01,0,0,0,.012,.015,.1,.001,0,0,0,0,0,0,0,0,0,
.001,0,-.0180,.01,0,0,0,0,0,0,0,.015,.1,.001,.002,0,0,0,0,0,
0,.001,.001,-.0290,0,0,0,0,0,0,0,0,0,0,0,.012,.015,.1,.001,.002,
.002,0,0,0,-.015,0,0,0,0,0,0,0,0,0,0,0,0,0,0,0,
.0015,0,0,0,0,-.1,0,0,0,0,0,0,0,0,0,0,0,0,0,0,
.001,0,0,0,0,0,-.001,0,0,0,0,0,0,0,0,0,0,0,0,0,
0,.002,0,0,0,0,0,-.012,0,0,0,0,0,0,0,0,0,0,0,0,
0,.002,0,0,0,0,0,0,-.015,0,0,0,0,0,0,0,0,0,0,0,
0,.0015,0,0,0,0,0,0,0,-.1,0,0,0,0,0,0,0,0,0,0,
0,.001,0,0,0,0,0,0,0,0,-.001,0,0,0,0,0,0,0,0,0,
0,0,.002,0,0,0,0,0,0,0,0,-.015,0,0,0,0,0,0,0,0,
0,0,.0015,0,0,0,0,0,0,0,0,0,-.1,0,0,0,0,0,0,0,
0,0,.001,0,0,0,0,0,0,0,0,0,0,-.001,0,0,0,0,0,0,
0,0,.0025,0,0,0,0,0,0,0,0,0,0,0,-.002,0,0,0,0,0,
0,0,0,.002,0,0,0,0,0,0,0,0,0,0,0,-.012,0,0,0,0,
0,0,0,.002,0,0,0,0,0,0,0,0,0,0,0,0,-.015,0,0,0,
0,0,0,.0015,0,0,0,0,0,0,0,0,0,0,0,0,0,-.1,0,0,
0,0,0,.001,0,0,0,0,0,0,0,0,0,0,0,0,0,0,-.001,0,
0,0,0,.0025,0,0,0,0,0,0,0,0,0,0,0,0,0,0,0,-.002};
clrscr();
for(i=0;i<m;i++)
{
for(j=0;j<n;j++)
{
b[i][j]=a[i][j];
}
}
for(i=0;i<m;i++)
{
for(j=0;j<l;j++)
{
c[i][j]=0;
for(l=0;l<m;l++)
c[i][j]=(((a[i][l]*b[l][j])*t)/2)+c[i][j];
}
}
for(i=0;i<m;i++)
{
for(j=0;j<l;j++)
{
d[i][j]=0;
for(l=0;l<m;l++)
d[i][j]=(((a[i][l]*c[l][j])*t)/3)+d[i][j];
}
}
for(i=0;i<m;i++)
{
for(j=0;j<l;j++)
{
e[i][j]=0;
for(l=0;l<m;l++)
e[i][j]=(((a[i][l]*d[l][j])*t)/4)+e[i][j];
}
}
for(i=0;i<m;i++)
{
for(j=0;j<l;j++)
{
f[i][j]=0;
for(l=0;l<m;l++)
f[i][j]=(((a[i][l]*e[l][j])*t)/5)+f[i][j];
}
}
for(i=0;i<m;i++)
{
for(j=0;j<l;j++)
{
g[i][j]=0;
for(l=0;l<m;l++)
g[i][j]=(((a[i][l]*f[l][j])*t)/6)+g[i][j];
}
}
for(i=0;i<m;i++)
{
for(j=0;j<l;j++)
{
h[i][j]=0;
for(l=0;l<m;l++)
h[i][j]=(((a[i][l]*g[l][j])*t)/7)+h[i][j];
}
}
for(i=0;i<m;i++)
{
for(j=0;j<l;j++)
4
{
o[i][j]=0;
for(l=0;l<m;l++)
o[i][j]=(((a[i][l]*h[l][j])*t)/8)+o[i][j];
}
printf("\n");
}
for(i=0;i<m;i++)
{
for(j=0;j<l;j++)
{
p[i][j]=0;
for(l=0;l<m;l++)
p[i][j]=(((a[i][l]*o[l][j])*t)/9)+p[i][j];
}
}
for(i=0;i<m;i++)
{
for(j=0;j<l;j++)
{
q[i][j]=0;
for(l=0;l<m;l++)
q[i][j]=(((a[i][l]*p[l][j])*t)/10)+q[i][j];
}
}for(i=0;i<m;i++)
{
for(j=0;j<l;j++)
{
r[i][j]=0;
for(l=0;l<m;l++)
r[i][j]=(((a[i][l]*q[l][j])*t)/11)+r[i][j];
}
}
x1=((a[0][0]+a[1][0]+a[2][0]+a[3][0])*t);
printf("\n A11=%f",x1);
x2=((c[0][0]+c[1][0]+c[2][0]+c[3][0])*t);
printf("\n\n C11=%f",x2);
x3=((d[0][0]+d[1][0]+d[2][0]+d[3][0])*t);
printf("\n\n D11=%f",x3);
x4=((e[0][0]+e[1][0]+e[2][0]+e[3][0])*t);
printf("\n\n E11=%f",x4);
x5=((f[0][0]+f[1][0]+f[2][0]+f[3][0])*t);
printf("\n\n F11=%f",x5);
x6=((g[0][0]+g[1][0]+g[2][0]+g[3][0])*t);
printf("\n\n G11=%f",x6);
x7=((h[0][0]+h[1][0]+h[2][0]+h[3][0])*t);
printf("\n\n H11=%f",x7);
x8=((o[0][0]+o[1][0]+o[2][0]+o[3][0])*t);
printf("\n\n O11=%f",x8);
x9=((p[0][0]+p[1][0]+p[2][0]+p[3][0])*t);
printf("\n\n P11=%f",x9);
x10=((q[0][0]+r[1][0]+q[2][0]+q[3][0])*t);
printf("\n\n Q11=%f",x10);
x11=((r[0][0]+r[1][0]+r[2][0]+r[3][0])*t);
printf("\n\n R11=%f",x11);
printf("\n\n\nf(t)=1+%f+%f+%f+%f+%f+%f+%f+%f+%f+%f
+%f+%f%f\n",x1,x2,x3,x4,x5,x6,x7,x8,x9,x10,x11);
x=1+x1+x2+x3+x4+x5+x6+x7+x8+x9+x10+x11;
printf("\n\n x=%f",x);
getch();
}
d)
The effect of parameters on the availability of the system is
tabulated with the help of above program and shown in Tables
no. 2 to 7 in the time horizon of 10 months to 50 months. It
has been observed from the tabular values that failure rate
increases, the availability of the system decreases as seen from
the Table no. 2 to 4. And by increasing the repair rate, the
availability of the system increases significantly as observed
from Table no. 5 to 7.
a) Effect of failure rate of Compressor (1 ) on the
availability of the system.
Months/ 1
10
20
30
40
50
b)
0.001
0.962562
0.934403
0.911000
0.890241
0.867248
0.0015
10
20
30
40
50
0.962562
0.934403
0.911000
0.890241
0.867248
0.007
0.962044
0.932602
0.907525
0.886114
0.873745
0.956541
0.926521
0.902646
0.881603
0.854762
0.0035
0.0045
0.950570
0.918747
0.894431
0.873072
0.841614
0.944649
0.911078
0.886351
0.864636
0.827677
Table no. 3 shows the effect of failure rate of subsystem
C on the availability of the system, when system goes to
failed state from working state. The availability of the
system decreases by 14.01% by varying the failure rate
from 0.0015 to 0.0045 in a stepsize of 0.001.
Effect of failure rate of Separator ( 7 ) on the
availability of the system.
Months/ 7
0.0025
10
20
30
40
50
0.962562
0.934403
0.911000
0.890241
0.867248
5
(Table – 3)
0.0025
(Table – 4)
0.0030
Months/ 1
0.01
10
20
30
40
50
0.962562
0.934403
0.911000
0.890241
0.867248
0.0035
(Table – 5)
0.04
0.962570
0.934457
0.911161
0.890764
0.870016
0.07
0.10
0.962577
0.934498
0.911333
0.892322
0.884025
0.962583
0.934540
0.912061
0.905114
0.894325
The Table no. 5 reveals the effect of repair rate of
Compressor (1 ) on the availability of the system with
variation of repair rate from 0.01 to 0.10 in the step size
of 0.03. The availability of the system increases
marginally by 3.12% in the span of 50 months.
e)
0.005
0.962214
0.933187
0.908636
0.887357
0.871051
Table no. 2 shows the effect of failure rate of
compressor on the availability of the system, when the
system goes to reduced state from the working state.
The availability of the system decreases significantly by
9.22% by varying the failure rate from 0.001 to 0.007 in
a step size of 0.002.
Effect of failure rate of Reactor ( 4 ) on the availability
of the system.
Months/ 4
c)
(Table – 2)
0.003
0.962387
0.933787
0.909794
0.888734
0.868894
Effect of repair rate of Compressor (1 ) on the
availability of the system.
Effect of repair rate of compressor (2 ) on the
availability of the system.
Months/ 2
0.012
10
20
30
40
50
0.962562
0.934403
0.911000
0.890241
0.867248
f)
(Table – 6)
0.014
0.962562
0.934407
0.911012
0.890266
0.867293
0.016
0.018
0.962563
0.934411
0.911024
0.890290
0.867337
0.962564
0.934415
0.911035
0.890314
0.867378
The Table no. 6 reveals the effect of repair rate of
Compressor (2 ) from reduced state to working state on
the availability of the system with variation of repair rate
from 0.012 to 0.018 in the step size of 0.002. The
availability of the system increases marginally by
0.015% in the span of 50 months.
Effect of repair rate of Reactor (3 ) on the availability
of the system.
Months/ 3
0.015
10
20
30
40
50
0.962562
0.934403
0.911000
0.890241
0.867248
(Table – 7)
0.020
0.962995
0.935910
0.913958
0.894842
0.873545
0.025
0.03
0.963414
0.937322
0.916647
0.898905
0.878948
0.963819
0.938646
0.919096
0.902501
0.883601
The Table no. 7 reveals the effect of repair rate of
Reactor (3 ) on the availability of the system with
variation of repair rate from 0.015 to 0.03 in the step size
of 0.005. The availability of the system increases 0.13%
and 1.88% in the span of 50 months.
0.0040
V. STEADY STATE AVAILABILITY
The management is always interested in long run
availability of the system. Long run availability may be
d
0 as t . The
calculated by considering the fact that
dt
Table no. 4 shows the effect of failure rate of subsystem.. differential difference equations reduce to:
on the availability of the system, when system goes to ( )P P P P P P
1
3
4
5
6
0
1 1
3 4
4 5
5 6
6 2
failed state from reduced state. The availability of the
system decreases by 10.02% by varying the failure rate
from 0.0025 to 0.0040 in a stepsize of 0.0005.
0.962539
0.934321
0.910830
0.889964
0.866850
0.962517
0.934239
0.910662
0.889690
0.866458
0.962494
0.934157
0.910495
0.889420
0.866072
( 2 3 4 5 6 1 )P1 2 P7 3 P8 4 P9 5 P10
6 P3 1 P0
( 3 4 5 7 1 6 ) P2 3 P11 4 P12 5 P13
7 P14 1 P3 6 P0
various availability levels for the various combinations of
failure and repair rates. The values of failure and repair rates
are taken same as mentioned earlier.
a) Effect of failure and repair rate of compressor on
Availability.
( 2 3 4 5 7 1 6 )P3 2 P15 3 P16 4 P17
5 P18 7 P19 1 P2 6 P1
Pj i Pj i Pk
where, (for i = 3, 4, 5 : j = 4, 5, 6 when k = 0),
(for i = 2, 3, 4, 5 : j = 7, 8, 9, 10 when k = 1),
(for i = 3, 4, 5, 7 : j = 11, 12, 13, 14 when k = 2 ),
(for i = 2, 3, 4, 5, 7 : j = 15, 16, 17, 18, 119 when k = 3)
Solving above equations, we get
(α 1 + α 6 )P0 =β 1P1 +β 6 P2
(α 6 + β 1 )P1 =β 6 P3 +α 1P0
b)
(α 1 + β 6 )P2 =β 1P3 +α 6 P0
(β 1 + β 6 )P3 =α 1P2 +α 6 P1
After solving these equations recursively we get all the
probabilities in terms of P0
P2 =
α6
P0
β6
P1 =
α1
P0
β1
P3 =
α 1α 6
P0
β 1β 6
c)
Using the normalizing condition we obtain P0
19
P 1
i
i=0
1
1 6 1 6 3 4
1
1
6
1 6
3
4
5 1 2 1 3 1 4 1 5
5 12 13 14 15
P0
3 6 4 6 5 6 6 7 1 2 6
3 6 4 6 5 6 6 7 12 6
1 3 6 1 4 6 1 5 6 1 6 7
13 6 14 6 15 6 16 7
The steady state availability of the system is given by
Av = P0 + P1 + P2 + P3
= (1 +
α 1 α 6 α 1α 6
+
+
)P0
β 1 β 6 β 1β 6
VI. STEADY STATE ANALYSIS
For steady state availability assessment the limiting
probabilities from equations 1 to 5 have been solved by using
recursive method and normalizing condition taking time t
tends to infinity. The performance matrices have been
developed with the help of MATLAB 7.8.0 (R2009a) which
are shown in the tables no from 8 to11. These matrices show
6
d)
1 / 1
0.01
0.001
0.002
0.003
0.004
0.4502
0.4433
0.4376
0.4327
(Table – 8)
0.02
0.4542
0.4502
0.4466
0.4433
0.03
0.04
0.4557
0.4529
0.4502
0.4478
0.4564
0.4542
0.4522
0.4502
Table no. 8 shows that there is an increase in the
availability by 1.37% to 4% with increase in the repair
rate from 0.01 to 0.04 of subsystem A. And availability
decreases by 3.88%, if failure rate increases from 0.001
to 0.004.
Effect of failure and repair rate of oil filter on
Availability.
(Table – 9)
0.025
3 / 3
0.015
0.002
0.004
0.006
0.008
0.4502
0.4245
0.4016
0.3810
0.4614
0.4448
0.4294
0.4151
0.035
0.045
0.4664
0.4542
0.4426
0.4316
0.4692
0.4595
0.4502
0.4413
Table no. 9 reveals that there is an increase in the
availability by 4.22% to 15.82% with increase in the
repair rate from 0.015 to 0.045 of subsystem B. And
availability decreases by 15.37% from 0.002 to 0.008.
Effect of failure and repair rate of Reactor on
Availability.
(Table – 10)
0.2
4 / 4
0.1
0.0015
0.0025
0.0035
0.0045
0.4502
0.4482
0.4462
0.4442
0.4518
0.4507
0.4497
0.4487
0.3
0.4
0.4523
0.4516
0.4509
0.4502
0.4525
0.4520
0.4515
0.4510
Table no. 10 shows that there is an increase in the
availability by 0.51% to 1.53% with increase in the
repair rate from 0.1 to 0.4 of subsystem C whereas
availability decreases by 1.33%, if failure rate increases
from 0.0015 to 0.0045.
Effect of failure and repair rate of Waterchiller on
Availability.
5 / 5
0.001
0.001
0.0015
0.002
0.0025
0.4502
0.3721
0.3170
0.2762
(Table – 11)
0.002
0.5686
0.5015
0.4485
0.4057
0.003
0.004
0.6233
0.5673
0.5205
0.4809
0.6547
0.6071
0.5660
0.5300
Table no. 11 shows that there is an increase in the
availability by 45.42% to 91.89% with increase in the
repair rate from 0.001 to 0.004 of subsystem D whereas
availability decreases by 38.64%, if failure rate increases
from 0.001 to 0.0025.
VII.
CONCLUSION
A comparative study of above tables show that the
subsystem D i.e. Waterchiller has the maximum impact on the
performance of the whole system. The subsystem B i.e.
Oilfilter has also a little impact on the availability of the
system. The other subsystems (Compressor, Reactor and
Separator) almost have the same effect on the performance of
the system respectively. Thus the management and chemical
engineers should pay more attention to the subsystem B and D
to improve the availability of the system.
VIII.
[1]
[2]
[3]
[4]
[5]
7
[6]
[7]
[8]
[9]
[10]
[11]
REFERENCES
Dhillon B S, Singh C, Engineering Reliability — New Techniques and
Applications, John Willey and Sons, New York; 1981.
Kumar D, Singh I P and Singh J, “Reliability Analysis of the Feeding
System in the Paper Industry”, Microelectron Reliability, vol. 28, no. 2,
1988, pp. 213-215.
Kumar D, Singh J and Pandey P C, “Availability Analysis of the
Washing System in the Paper Industry”, Microelectron Reliability,
vol. 29, 1989, pp. 775-778.
Kumar D, Singh J and Pandey P C, “Availability of the Crystallization
System in the Sugar Industry under Common-Cause Failure”, IEEE
Transactions on Reliability, vol. 41, no. 1, pp. 85-91, 1992.
Kumar D, Singh J and Pandey P C, “Operational behaviour and Profit
function for a Bleaching and Screening system in the Paper industry.”
Microelectron Reliability, vol. 33, 1993, pp. 1101-1105.
[12]
[13]
[14]
[15]
Zhao M, Availability for Repairable components and series systems,
IEEE Transactions on Reliability, vol. 43, no. 2, 1994.
Shooman M L, “Reliability computation for systems with dependent
failures”, IEEE Annual Symposium on Reliability, 1996.
Michelson Q, “Use of Reliability Technology in the Process Industry”,
Reliability Engineering and System Safety, pp. 179-181, 1998.
Singh J and Mahajan P, “Reliability of Utensils Manufacturing Plant
— A Case Study”, Opsearch, vol. 36, no. 3, pp. 260-269, 1999.
Castro H F, Cavalco K, “Availability optimization with Genetic
Algorithm”, International Journal of Quality and Reliability
Management, vol. 20, no. 7, 2003, pp. 847-863.
Tewari P C, D Joshi, M Sreenivasa Rao, “Mathematical Modeling and
Behavioural Analysis of a Refining System using Genetic Algorithm”,
National Conference on Competitive Manufacturing Technology and
Management for Global Marketing, Chennai, 2005.
Gupta, Lal, Sharma R K, Singh J, “Behavioral Study of the Cement
manufacturing Plant — A Numerical Approach”, Journal of
Mathematics and Systems and Sciences, vol. 1, no. 1, pp. 50-69, 2005.
Singh J and Goyal Y, “Availability and Behavior Analysis of bread
manufacturing plant”, Journal of Mathematics and Systems Sciences,
vol. 2, pp. 35-45, 2006.
Kiureghian and Ditlevson, “Availability, Reliability and Downtime of
system with repairable components”, Reliability Engineering and
System Safety, vol. 92, issue 2, pp. 66-72, 2007.
Enrio Zio and Jussi K. Vaurio “Maintenance modeling and
applications”, Reliability Engineering and System Safety, vol. 94, issue
1, p. 1.