INVESTIGATION OF THE GAS PHASE AT HIGH
advertisement

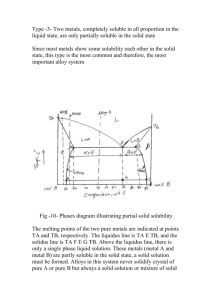
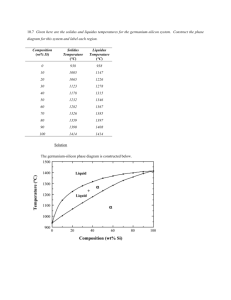
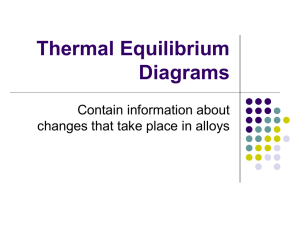
STRUCTURE PROPERTIES AND COMPRESSION STRENGTH OF DIFFUSIVE-HARDENING MULTI-PHASE GALLIUM ALLOYS A. Shubin, K. Shunyaev, A. Dolmatov Institute of Metallurgy, Ural Branch of RAS, Ekaterinburg abshubin@gmail.com The alloys of rare and disseminated elements with non-usual properties are the subject of considerable attention for many years. Earlier [1] we studied mechanical and rheological properties of some gallium pastes and hardened samples. These alloys demonstrate unique properties (e.g. hardening at room temperature). This fact shows a good perspective for the alloys mentioned to be used as lead-free solders, dental filling materials etc. The aim of the present work is to investigate the microstructure and compression strength of Cu-Ga-In-Sn alloys produced by the mixing of liquid (Ga alloy) and solid (Cu alloy powder) components. For the alloy group mentioned we studied the influence of Bi-powder addition on the hardened alloy properties. Taking into account the specific details of the diffusion-hardened alloys (DHA) producing we considered separately the liquid component (Ga-In or Ga-Sn alloys) and the solid one (copper or copper-tin alloy powders mixed with the additions of Bi metallic powder). Initially we performed the EDX analysis of the liquid eutectics GaIn and also Ga-Sn which were further used to produce the metallic DHA pastes. According to our data obtained using the SEM-EDX system, the indium content in the eutectic alloy is 21.32 wt. %. This value is almost equal to real eutectic composition in the accepted Ga-In phase diagram (21.4 wt. % In, Ga – the rest). According to the Ga-Sn phase diagram, the eutectic alloy with melting point 20.5 C meets the following composition – Sn: 13.5 wt.%, Ga – the rest. The composition found by our EDX measurements corresponds to 13.35 wt. % of Sn (Ga – the rest). The analysis results obtained show high accuracy of our SEMEDX complex and allow us to be sure in quantitative results of the micro-analysis of other gallium alloy samples. Further the series of DHA samples were prepared. The samples were produced by the intensive mechanical mixing of the powders of Cu-Sn alloy (5 wt. % Sn, Cu – the rest) and bismuth, and also the liquid phase – Ga-In eutectic of the composition described above. The metallic 152 pastes prepared were used to form the cylindrical samples for the metallographic analysis and also EDX and other investigations. As a rule the samples contained 33 wt. % of the liquid component (eutectic) and 67 wt. % of the powders mix. This powders mix included Cu-Sn and Bi powders for different Bi content (from 100 to 0 per cent with the step of about 10 wt. %). In such a way we prepared the samples of 11 different compositions. All the powders had compact (non-dendritic) particles shape and were prepared by gas-phase spraying or mechanical grinding. The particles size corresponded to the fraction (- 40 m). The SEM-EDX investigation was performed for all the samples series. We studied both non-polished hardened alloys surface and the prepared metallographic sections (Fig.1). (a) (b) Fig.1. a – non-polished surface of the hardened alloy; b – polished surface of the metallographic section (back-scattering electrons detector). The surface layer of the samples (made as the spheres of the diameter 5-7 mm) consists mainly of the following phases: 1. Copper-gallium intermetallic compound (IMC) CuGa2. This phase can easily be identified by EDX detector. It often forms specific crystals that have almost stoichiometric composition (gray regions, Fig. 1a). 2. InBi intermetallic compound. Its composition also is close to the stoichiometric (light regions, Fig. 1a). 3. Two-phase region InBi-Ga. It includes up to 20 at. % of Ga and small quantity of the dissolved copper (light regions, Fig. 1a). 153 The samples surface includes well-marked residual spherical particles of the initial powder that are coated by the interaction products. The study of the polished samples shown the presence of the following phases: 1. The residual particles of copper alloy powder. 2. Copper-gallium IMC CuGa2 (gray regions, Fig. 1b). 3. Copper particles which don’t contain tin but include 1-2 at.% of gallium (more dark surface areas inside the gray regions (Fig. 1b). 4. Multi-phase regions including Cu, Ga, In, Sn and Bi (e.g., at. %: Bi – 31; Cu - 7; Ga – 9; Sn – 21, In – the rest). The elements ratios in such a regions can be varying (light regions, Fig. 1b). 5. Pure InBi intermetallide that doesn’t contain another metals and shows almost equiatomic indium-bismuth ratio (light regions, Fig. 1b). So, the composition of the surface and core layers of the samples is somewhat different. The most important and specific phases that present in all the alloys studied in a big quantity are the intermetallides CuGa2 and InBi. The phases like gallium solutions in tin (indium) and another alloys like mentioned have low strength. These phases play the role of softening components and their amount in the hardened composite alloy must be as little as possible. The Bi addition to the DHA has the goal to associate indium or tin with bismuth and form the IMC like InBi or SnBi alloy which demonstrate better mechanical properties as the part of DHA structure. The literature data concerning Sn-Ag-Cu lead free solders show the strength increasing when some amount of Bi have been added to the alloy [2]. The EDX analysis demonstrated that InBi intermetallic compound forms in significant amount in the alloys investigated. Further the results of compression strength studying will be presented. To carry out the compression strength test we prepared the samples with the diameter of 4 mm and of about 7 mm height. After the exposition of the hardened alloy during 7 days at room temperature the surface of the sample ends were polished. Then the compression strength () was measured for 5 samples using Zwick/Roell equipment. The composition of the samples tested was the following (wt. %): Cu – 45.6; Sn – 2.4; Bi – 12; In – 8.6; Ga – the rest. The average compression strength measured is equal to 116 MPa. 154 The typical plots for DHA in the coordinates “compression stress” vs “compression deformation” is shown in Fig. 2 and Fig. 3. Fig. 2. Compression stress – sample deformation curve for InBi – containing alloy. Fig. 3. Compression stress – sample deformation curve for “usual” diffusivehardened alloy. 155 One can see the area with slight slope between maximum stress point (about 3.5 % deformation) and the point at approximately 6 % deformation in Fig.2. Usually such curves demonstrate another behavior for DHA samples. It can be demonstrated for Cu-Ga-Sn hardened alloy (Fig. 3). The plasticity of Bi-containing samples (Fig. 2) is better than those for the samples which don’t contain Bi (Fig. 3). At the same time, the numeric value of the compression strength of about 116 MPa is comparatively low. Evidently the further task is to increase the compression strength and keep the “plasticity” of the DHA material to improve the exploitation characteristics of the composite. Acknowledgements Authors are grateful for support to the Presidium of RAS (research program 12-P-3-1032). 1. 2. References Shubin A.B., Shunyaev K.Yu., Yamshchikov L.F. The Diffusion of Gallium into Copper-Tin Alloy Particles// Defect and Diffusion Forum. 2009. V.283-286. P. 238-242. Matahir M., Chin L.T., Tan K.S., Olofinjana A.O. Mechanical strength and its variability in Bi-modified Sn-Ag-Cu alloy// J. of Achievements in Materials and Manufacturing Engineering. 2011. V.46. Issue 1. P. 50-56. 156