Thin Film
advertisement

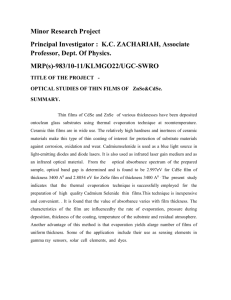
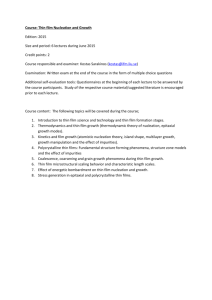
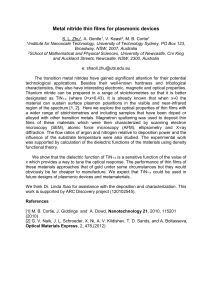
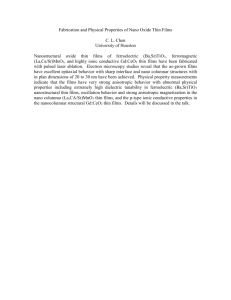
UNIT-II ELEMENTS OF THIN FILMS Structure 2.0 Introduction 2.1 Objectives 2.2 Concept of Thin Films 2.3 The Electrical Conduction in Thin Films 2.3.1 Generations of charge carriers 2.4 Deposition of Thin Films by Thermal Evaporations 2.5 Cathodic Sputtering 2.6 Evaporation at Reduced Pressure (Vaccum Evaporation) 2.7 Thickness Measurement 2.7.1 Multiple-beam Interferometry 2.7.2 Tolansky Technique 2.7.3 Four Probe Method 2.8 Size Effect 2.9 Fuchs- Sondheimer Model 2.10 Lets Us Sum Up 2.11 Check Your Progress: The Key 2.0 INTRODUCTION The use of thin films for the construction of resistors goes back at least 50 years When used for the fabrication of discrete resistors, thin films offer improved performance and reliability as compared with resistors of the composition type-and lower cost for comparable performance when compared with precision wire wound resistors. It is in the area of integrated circuitry, however, that thin film resistors have really come into their own. For resistors having minimum dimensions of 5 to 10 mils, fired glazes can compete very well with thin films; but where precision resistors are needed (with dimensions of 5 mils or less), the use of thin films becomes mandatory. The application of thin films to discrete resistors has been reviewed in a number of places. More recent work has been done on thin film resistors in integrated circuit applications. Choice of Materials A. Film-resistor Requirements 59 Defects in crystals and Elements of thin Films e Most film-resistor requirements can be met with films having Rs (sheet resistance) in the range 10 to 1,000 ohms/sq. Resistors below 10 ohms are rarely needed, whereas resistors with values in the megohm range can be realized through use of very long path lengths. There remains, however, a limited, but urgent, need for films with Rs greater than 1,000 ohms/sq, and much of current research on thin film resistors is devoted to finding a solution to this problem. Besides a suitable sheet resistance, films must possess a low temperature coefficient of resistance (generally less than 100 ppm/0 c). They must also be sufficiently stable so that any changes in resistance value that Occur during their operating life may reliably be expected to fall below some pre specified value. Finally, the process that is used to prepare the resistors must be such that the final product can be made to meet its specifications at a reasonable cost. B. Sources of Resistivity in Films It can be inferred from the foregoing remarks that materials used for resistive thin films should have resistivities in the range 100 to 2,000 µohm-cm. It will be recalled, however, that metals in bulk cannot have resistivities much in excess of the lower limit of this range (as is summarized in Table 1). Bulk semiconductors can readily satisfy these resistivity requirements, but this is invariably at the price of a large negative temperature coefficient. Semi metals such as bismuth and antimony (and their alloys) show about an order of magnitude increase in resistivity over the metals but their low melting points and relatively large temperature coefficients make these materials unattractive for resistor applications. TABLE 1 Approximate Maximum Contribution to the Residual Resistivity by Various Types of Defect Type of defect Contribution, µohm-cm Dislocations. 0.1 Vacancies. 0.5 Interstitials 1 Grain boundaries. 40 Impurities in equilibrium, 180 Fortunately, many materials, when deposited In film form, achieve resistivities that are significantly higher than their bulk counterparts, without necessarily acquiring large temperature coefficients. Some of the ways in which this comes about include: 1. There may be a significant amount of scattering of the conduction electrons at the film surface (Fuchs-Sondheimer effect), leading to high resistivity as well as low temperature coefficient. However, because of the very small thickness normally required to produce 60 Elements of Thin Films e the effect, this increased resistivity is extremely sensitive to any changes in the thickness. In addition, such films are liable to agglomerate rather easily and therefore have very limited mechanical integrity. Practical thin film resistors rarely rely directly on this phenomenon as a source of resistivity. 2. The material may contain impurities or imperfections in concentrations greatly in excess of thermodynamic equilibrium. This, too (by Mathiesseri's rule), will lead to a low temperature coefficient. However, drastic departures from equilibrium are liable to lead to precipitation later (during the operating life of the component). Even if excessive defect concentrations are not present, any change in the defect concentration (for whatever reason) will be reflected as a resistance change during the life of the film. In practice, this problem is overcome either by incorporating a stabilizing heat treatment into the resistor fabrication process or by employing only very refractory materials, or both. 3. Two-phase systems (metal-insulator or cermet films). This type of system "dilutes" a conductive film by dispersing it in an insulator matrix so that the physical thickness of the film is considerably greater than its electrical thickness. The resistivity of such a film may, consequently, include a significant contribution from the surface scattering of electrons. The film itself will be much more robust than a film in which surface scattering results from a straight forward reduction in thickness. A significant problem with such films is the control of composition which, if lost, may lead to large negative temperature coefficients as well as to poor stability. 4. Low-density or porous films. These are similar to those of type 3 above, in that they have a physical thickness considerably greater than their electrical thickness. An example of such a film is low-density tantalum. One problem with this type of film is that it has a very large surface area and is therefore very susceptible to oxidation effects. If suitably protected, however, such a film can have high resistance with low temperature coefficient and adequate stability. 5. Semi continuous films. These are films that are still in the "island" stage of growth. The spacing between islands is such that the positive temperature coefficient of the metal islands just balances the negative temperature coefficient associated with electron transfer between islands . In such films, there is always a danger of agglomeration. The films are also susceptible to oxidation effects, as well as presenting a control problem during deposition. Successful resistors of this type have, however, been reported for the case of rhenium. 6. Stratified films. A thin layer with a positive temperature coefficient and low resistivity may overlay a thicker layer having negative temperature coefficient and high resistivity, 61 Defects in crystals and Elements of thin Films e giving a combination that has high resistivity and low temperature coefficient. Such films are obtained as a natural result of gettering during deposition . Many chromium and Nichrome films are in this category. Their principal problem is control since the exact amount of contaminant taken up by such films varies with the deposition conditions. 7. New crystal structures. Certain materials may assume, when in thin film form, a crystalline structure, which does not exist in bulk. These structures often exhibit relatively high resistivity and low TCR, probably as a result of having a low density of conduction electrons. The best-known example is ß-tantalum. The phenomena are summarized in Table 2. Description Mechanism for Effect on Resistivity increase TCR Ultrathin.............. Fuchs- Trapped ........ . ... Insulating .... . ... gas. phase. . . . . . . . . . . . . . . . Netlike Sondheimer t Impurity ->0 In tergra.in -> scattering barriers Construction resistance ->0 . Discontinuous. ...... Particle separation ->- Double - _ .. New structure. Iayer . TCRs cancel Fewer carriers ->0 ->0 Example Effec ->0 T a. nitride Cermets Low-density Ta Rhenium I Cr Ta TABLE 2 Mechanisms Causing Metal Films to Have Resistivities Greater than the Bulk Check Your Progress 1 Notes : (i) Write your answer in the space given below (ii) Compare your answer with those given at the end of the unit What is thin films deposition? ……………………………………………………………………………………………. ……………………………………………………………………………………………. ……………………………………………………………………………………………. ……………………………………………………………………………………………. 62 Elements of Thin Films e 2.1 OBJECTIVES The Main aim of this unit is to study Thin flim.After going through the unit you will be able to understand 2.2 Describe the Thin Film Method for creating thin films Method for measuring thickness of thin film CONCEPT OF THIN FILMS The thin films have got the surface only not thickness but this is ideal difference of films. All the films have surface thickness and therefore when the thickness of the surface layer is of the order of a fraction of the millimeter this called the thin films. The thin films may be of metallic it is called metallic thin films. The thin films may be of polymers are isutullared materials called polymers thin films. The thin films can be deposited add by the following methods (i) (ii) (iii) (iv) (v) (vi) (vii) Blowing methods Photolytic methods Vaccum Evaporation Films formation from solution Iso thermal immersion technics Costing from solution Thermal Evaporation 2.3 THE ELECTRICAL CONDUCTION OF THIN FILMS Electrical conduction in polymeric dielectrics is mainly due to transport of free charge carriers present in the bulk of the polymer and from a number of different conduction processes taking place simultaneously depending upon the experimental conditions. The structures of these materials are sensitive to their electrical, mechanical and thermal history so that the mode of conduction differs from polymer to polymer and the sensitivity of measurement is different for different materials. When a polymer is subjected to different conditions they often undergo structural transitions making charge carrier generation and transport phenomenon more complicated. No universally accepted theory has been propounded till date, which can explain the conduction phenomenon in all the polymeric dielectrics. However, attempts have been made to explain the observed conduction behavior on the basis of various existing theories. Many workers have tried to explain the dark conduction in polymers in their own way, such as traps and their energy 63 Defects in crystals and Elements of thin Films e distribution, tunnelling of charge carriers, Schottky emission avalanche breakdown etc. Still, despite inconsistencies in understanding the conduction mechanism, one can conclude on the basis of various studies reported in the literature that some of the phenomena Occurring during electrical conduction in polymers are similar and have physical origin similar to those observed in solids of poor electrical conductivity. In general, polymers are amorphous or semi crystalline substances. The transport mechanism in amorphous bodies is more complicated than the crystalline materials, especially for mono crystals where long range order exists. Thus, the charge transport mechanism in dielectric solids can be better understood from modifications applied to the quantum mechanical band theory of solids. Hence, band model of disordered materials has some of the gross features of that of crystalline Structure, but with significant differences details. Electronic conduction may be due to the motion of free electrons in the conduction band or holes in the valence band or alternately due to the motion of quasi localized carriers. If the concepts of band model are applied directly to organic solids, a very large energy gap between valence and conduction bands is expected, so that thermal activation in the normal temperature range is too small to transfer an electron from the valence band to the conduction band. In amorphous substances, there are many localized charge carrier levels and carrier mobility is very low. The low lying states may be treated as trapping sites (levels) but in comparison with crystalline substances they are not related to the discrete activation energy values because they are situated in the broadened edges of conduction band and valence band. Hence, it is difficult to consider the transport behavior of polymers in terms of a generalised theory. It is, therefore, not surprising to see controversies on transport theories in the literature or no single mechanism is able to explain the entire conduction in these materials. However, the theories proposed for amorphous and polycrystalline inorganic solids are normally applied to describe the conduction behavior of these Materials with a few limitations. 2.3.1 Generation Of Charge Carriers Most of the materials reveal in dark an exponential temperature dependence of conductivity (σ) of the form, σ = σ0 exp (- A/kT) Where A is the activation energy, k is the Boltzmann constant and T is the temperature. This led the earlier workers to assume that carriers are intrinsic in nature and hence they equated the experimental activation energy to half the band gap. The resistivity of polymers is high because both the mobility and carrier concentration are low. The concentration of carriers produced intrinsically by thermal ionization is also very low since the band gaps are several electron volts. Hence, it seems more likely that ionization of impurities is responsible for any outstanding 64 Elements of Thin Films e concentration of carriers Impurities may also provide carriers by internal field emission in the presence of gross doping. The charge carrier generation through the injection of electrons and holes from the electrodes has been widely accepted and this is probably the main source of carriers in high polymers. It is important to note here that the carrier density within the material should be much greater than the material being treated, i.e., the contact should act as the reservoir of carriers. Carriers once injected have appreciable mobilities and life times. Several workers have studied the injection of charge carriers in polymer. Hofman has shown that conduction in atactic polystyrene (PS) depends on the injection of excess of electrons from metals. Davies studied injection in polyvinyl fluoride and has shown that injection continues for a long time and for both polarities of applied potentials, although some asymmetry is indicated. Despite a great deal of work done, there are still plenty of unanswered questions about the origin of free charge carriers, which take part in conduction under electrical stream. It is still not evident whether the measured current is by the motion of charge carriers inherent to the polymers or those injected from the electrodes. Adamec and Calderwood measured current in polymethyl methacrylate (PMMA) under two conditions; first when the specimen was in direct contact of the electrode, and second when an insulating air gap was present between the specimen and electrode. The finding that the conductivity determined by the experiment with contact less electrodes is the same as that obtained with evaporated electrodes supports the contention that the free charge carriers originate in the bulk of the polymeric dielectric. Doping of polymers with donors and acceptors and blending of two or more polymers increases/decreases the conductivity by several orders of magnitude and also modifies the charge carriers response for conduction. 2.4 DEPOSITION OF THIN FILMS BY THERMAL EVAPORATIONS Usually, the choice of deposition method is made after the material has been selected. In a limited number of cases, however, a particular deposition technique may be preferred if it fits more easily into a larger process. At any rate, before the final choice can be made, three questions must be asked: Will the method work for this type of material? What degree of control will it allow? How much will it cost? Thin film are produced from polymers by thermal evaporation of bulk material here material to be deposited is heated to a high temperature at very low pressure and in extremely clean conditions where it vaporizes .The vapour is then allowed to condense on a substrate placed above the source to form a film. Thermal evaporation was reported to lead to a wax like deposit on a substrate, together with gaseous fractions and solid residue. 65 Defects in crystals and Elements of thin Films e Evaporated polymer films are contaminated due to the vigorous boiling action of the molten polymer and due to the rapid evaluation of break down products. However uncontaminated film can be obtain by choosing a low evaporation temperature and thus a slow rate of deposition and by specially designed thermal evaporation method, combination of internal baffles and flash evaporation and laser evaporation. 2.5 CATHODIC SPUTTERING This is a preferred. method for very refractory metals such as tantalum) and for alloy systems (such as nichrome) when a very high degree of control is required. During conventional sputtering, there is a greater likelihood of contamination than during evaporation. However, the introduction of techniques such as bias sputtering and getter sputtering has considerably improved this situation resistance monitoring during sputtering is difficult because of interference from the discharge plasma. However, control of thickness through deposition time alone is usually easier during sputtering than during evaporation One of the major limitations to sputtering is that the material to be deposited may not always be available as a sheet large enough to form a cathode. Relatively little work has been done on the use of very large cathodes in batch systems. However, sputtering is well suited for use in a continuous-feed system, since there is no source replenishment problem. Masking however is difficult during sputtering, unless in-contact masks are used. Substrate temperatures are comparable with those required for evaporated films, but their control is much more difficult during sputtering. 2.6 EVAPORATION AT REDUCED PRESSURE (VACCUM EVAPORATION) The most widely used method for resistor film- deposition is vacuum evaporation, since most materials lend themselves to deposition through this technique. The commonest exceptions are the refractory metals and materials such as tin oxide which may decompose on evaporation. Major problems associated with vacuum evaporation arc the great sensitivity of the amount of contamination to the deposition conditions, and the difficulty of obtaining uniform film thickness over large areas. This, in turn, is intimately related to cost, since if large number can be processed at one time, the process will obviously be cheaper. Resistance monitoring during vacuum evaporation is straightforward and easily implemented, provided the rate of deposition is not too great. Considerable engineering work has already been done in industry on large vacuum-evaporation systems so that 66 Elements of Thin Films e much tooling and fix Turing are already commercially available. To date. Most evaporation systems have been of the batch rather than of the continuous-feed type because it is difficult to replenish the evaporant source constantly without breaking the vacuum. In cases where the tolerances involved allow the use of masks to define the resistor patterns, evaporation is the preferred method, since manipulation of mask changers in vacuum does not present any serious problem. Check Your Progress 2 Notes : (i) Write your answer in the space given below (ii) Compare your answer with those given at the end of the unit What are different deposition methods ……………………………………………………………………………………………. ……………………………………………………………………………………………. ……………………………………………………………………………………………. ……………………………………………………………………………………………. 2.7 THICKNESS MEASUREMENT In this topic, the most useful techniques for determining film thickness and composition will be discussed in sufficient detail for the reader to understand them, but references will be given for further details. References will also be given for some film-thicknessmeasuring techniques, which are of limited applicability for general laboratory use. In other cases, we may not go into great detail because excellent reviews, books, and monographs have already been written on these particular techniques. Specifically the reader is referred to the books by Tolansky. Heavens. Vasicek. Mayer, and Francon, as well as to recent reviews written by Heavens' and by the Bennetts. Some of the advantages and disadvantages of many film-thickness-measuring techniques have been listed in a recent article by Gillespie. "The reader may also find of interest a survey by Keinath which covers very briefly Thickness-measuring techniques with emphasis on industrial applications up to 1955. The best technique for a specific application' or process, depends upon the film type, the thickness of the film, the accuracy desired, and the use of the film. These criteria include such properties as film thickness, film transparency, film hardness, thickness uniformity, substrate smoothness, substrate optical properties, and substrate size. 67 Defects in crystals and Elements of thin Films e In many cases there is no single best technique, and the particular one chosen will be determined by the personal preferences of the investigator. Since thin film thicknesses are generally of the order of a wavelength of light, various types of optical interference phenomena have been found to be most useful for the measurement of film thicknesses. We have thus tended to emphasize these. In addition to interference phenomena, there are other optical techniques, which can be used to measure thickness. Examples are ellipsometry and absorption spectroscopy. In addition to the optical techniques, there are mechanical, electrical, and magnetic techniques, which have been used for film-thickness measurements. Among these, the one that has found the widest acceptance is the stylus technique 2.7.1 Multiple-beam Interferometry The sharpness of the fringes increases markedly if interference occurs between many beams. This can be accomplished if the reflectivities at the two interfaces are very high as indicated in Fig. 1, where each of the two parallel glass plates has a thin partially transparent silver film indicated by CDEF and IJLK deposited on it. Another condition for multiple-beam interference is small absorptivity A of the silver film through which light must be transmitted. In the case of multiple beam reflection, only the silver film CDEF need be fairly transparent (low absorptivity), whereas for multiple-beam transmission both silver films must have low absorptivities. More details on the conditions necessary for good multiple-beam interferometry may be found in the works of Tolansky or Flint Fig.1 Schematic representation of multiple-beam interference between two silvered glass plates. In this figure, R and T denote the amplitudes of reflection and transmission. 68 Elements of Thin Films e To understand multiple-beam interferometry better, the equations which describe the fringe positions and relative intensities must be discussed. In Fig. 1, the medium between the two glass plates has a refractive index n1 and thickness t, The angle of incidence of the radiation is . In the case of transmission the intensity is given by the Airy formula. Equation (2) does not rigorously consider the phase changes occurring on reflection however; in practice this has little effect Fabry called F the "co-efficient of finesse." In English texts it is generally called the coefficient of fineness. This coefficient is a measure of how fine or sharp the interference fringes can become. With properly evaporated silver films, a reflectivity of near 0.95 is possible, which gives a value of F of over 1,200 (for details see Tolansky"). Thus, as long as sin (' /2) has any significant value, the intensity of the transmitted light I is very small, as can be seen from Eq. (1). If sin ('/2) becomes zero, I reaches the maximum of Imax, This occurs only if ' is an integral value of 2π and therefore, very sharp interference fringes with intensity maxima for integral values of N are observed. In the case of multiple-beam interference by reflection, the interference pattern formed-the so-called interferogram-is just the opposite of that seen in transmission provided the absorptivity is small. In other words, where there are sharp, bright fringes on a dark background in transmission for integral values of N, observation of the reflected light gives sharp, dark fringes on a bright background. With an increase in the absorption A, the intensity of the entire transmitted pattern is decreased by [T/(T + A)]2. In the reflected-fringe system, however, an increase in the absorption A prevents the fringe minimum from going to zero. Hence, with larger A, the reflected fringes tend to become washed out under the same conditions where they would still be seen on transmission. Consequently, to obtain a sharply delineated reflected-fringe 69 Defects in crystals and Elements of thin Films e system, the absorption A should be kept to a minimum. In addition to the requirements of high reflectivity and small absorption for good quality fringes, the interplate distance t should be as small as possible. Referring back to Eq. (2), we can see that there are several factors which contribute to the formation of fringes. For practical applications, fringe systems are identified according to the method of fringe formation, and two cases are distinguished in multiple-beam interferometry. Fizeau fringes are generated by monochromatic light and represent contours of equal thickness arising in an area of varying thickness t between two glass plates similar to those shown in Fig. 1 This is accomplished by contacting the two glass plates such that they form a slight wedge at an angle α so that t varies between the two plates. The angle a is generally made very small so that consecutive fringes are spaced as far apart as possible. The angle of incidence is typically kept near 00 and the medium is air (n1 = 1.0). Hence, the spacing between fringes corresponds to a thickness difference of λ/2, where λ is the wavelength of the monochromatic radiation being used. Fig.2 Semitransparent optical flat (ABEF) with film sample (KLIM) including step (LM) for multiple –beem interferometric measurement of film thickness The second multiple-beam interferometry technique is referred to as fringes of equal chromatic order, or FECO. In this case, white light is used at an angle of incidence of 00 and the reflected or transmitted white light is dispersed by a spectrograph, thus offering a means of varying λ. According to Eq. (2), fringes will form for certain values of t/ λ. Thus, FECO fringes can be obtained with the two silvered surfaces parallel to each other, whereas the plates must be inclined relative to each other to produce Fizeau fringes. The spacing between FECO fringes on the interferogram (or spectrum) is inversely proportional to the thickness. Multiple-beam interferometry for the measurement of film thickness can be implemented by the method of Donaldson and Kharnsavi, which is shown in Fig. 2. The arrangement differs from Fig. 1 in that the substrate GHIJ supports a film KLM I whose thickness is to 70 Elements of Thin Films e be measured. A highly reflective opaque metal film NKJO is evaporated on top of the film KLMI. Silver films of about 1,000 A0 thicknesses are typically used for this purpose. The step LM in the original film may be formed either by etching the film after deposition or by masking the MJ part of the substrate during deposition. Evaporated silver replicates such steps accurately: the bottom surface of the reference plate ABCD has a thin, highly reflective, semitransparent film as in Fig. 1. To produce Fizeau fringes, the reference plate ABCD is inclined at an angle with respect to the substrate underneath it, as shown in Fig. 3 In the case of FECO fringes, the film substrate and optical flat are parallel to each other. The distance between the plates is adjusted according to the film thickness since the magnification, i.e., the spacing between the fringes on the interferogram, increases with decreasing separation between the plates. Note that with either of these techniques the film KLMI may be either opaque or transparent. The requirements for the methods are that a step or channel can be made in the film down to the substrate surface, that the substrate is fairly flat and especially smooth, that the film itself has a smooth surface for fringe formation, and that the film should not be altered by the deposition of the reflective coating. For example, some organic films are altered by the heat generated during the evaporation of the reflective metal and should not be measured by this technique. 2.7.2 Measurement of 'Fizeau Fringes (Tolansky Technique) The use of Fizeau fringes for thickness measurements is commonly called the Tolansky technique in recognition of Tolansky's contributions to the field of multiple-beam interferometry. A schematic representation of Fizeau fringes produced by multiple-beam interference is shown in Fig. 3 The sample, channel size, wedge angle, etc., are exaggerated for illustrative purposes and not drawn to scale. The film thickness is given by d = ΔN λ /2 where ΔN is the number of fringes or fraction 71 Defects in crystals and Elements of thin Films e Fig. 3 Schematic view of apparatus for producing multiple –been Fizeau fringes (Tolansky technique). thereof traversing the step. In the interferogram shown in Fig. 3, the depth of the channel (the film thickness) is exactly one-half of the separation between fringes (ΔN = 0.5), and therefore the film thickness is λ./4. If the wavelength were that of the green mercury line, the film thickness would be 1,365 A0. Commercial microscopes which utilize Fizeau multiple-beam interferometry are available. Examples are the Sloan Angstrometer M-1OO·* and the Varian A0-Scope Interferometer. In addition, conventional metallurgical microscopes can be easily equipped with Fizeau plate attachments for interferometric measurements. These plate attachments are generally equipped with three adjustable screws to determine the tilt of the plate relative to the specimen and thus control the direction and spacing of the interference fringes. These adjustments can be very tedious. An example of such an instrument has been described by Klute and Fajardo. Whose stage interferometer facilitates fairly convenient adjustments. Accurate thickness measurements require careful evaluation of fringe fractions. These may be measured by a calibrated microscope eyepiece, or more accurately and commonly on a photomicrograph of the fringe system. Either way, the evaluation requires a linear measurement, the accuracy of which is strongly dependent on 72 Elements of Thin Films e Fig.4 Schematic of apparatus for producing multiple-beam fringes of equal chromatic order (FECO) the definition and sharpness of the fringes. As previously mentioned, this would require the optical flat (Fizeau plate) to have high reflectivity and low absorptivity. Two other prerequisites for an accurate thickness measurement are (1) extremely flat, smooth film surface and (2) very well collimated and narrowband monochromatic light. Thickness measurements from 30 to 20,000 A0 can be made routinely to an accuracy of ± 30 A0. With care, film thicknesses can be measured to an accuracy of ± 10 A0 (b) Fringes of Equal Chromatic Order (FECO). Fringes of equal chromatic order are more difficult to obtain but yield greater accuracy than Fizeau fringes, especially if the films are very thin. A more detailed discussion of the subject can be found in the works of the Bennetts' and Tolansky. The principle will be understood from the schematic of the apparatus shown in Fig. 4. Collimated white light impinges at normal incidence on the two parallel plates. The reflected light is then focused on the entrance slit of a spectrograph. The image of the channel in the film must be perpendicular to the entrance slit of the spectrograph. Assuming an angle of incidence of = 0°, then sharp, dark fringes occur for integral values of N = 2t/ λ, as shown schematically in Fig. 5 for two different plate spacings t. The fringes are observed as the wavelength λ is varied by the spectrograph and are recorded on a photographic plate corresponding to λ = 2t/N. The resulting interferograms are shown schematically in Fig. 5 where the scale is assumed to be linear in wavelength. with a linear-wavelength scale, the fringes are not equidistant in the interferogram. Note, too, that the order of the fringe increases with decreasing wavelength of the fringe. 73 Defects in crystals and Elements of thin Films e Fig. 5. (a) Interferogram for parallel plate spacing o 2 (b) Interferogram for the same parallel plate spacing of 2 but with a channel 1,000 A0 deep corresponding tp a 1,000 –A0 film on the lower plate (c) Interferogram for parallel – plate spacing of 1 (d) Interfergram for the 1 but with a channel 1,000 Ao- deep corresponding to a 1,000 – A0 film . It is sometimes preferable to give the order as N = 2tѵ, where ѵ is the reciprocal wavelength or the frequency in wave numbers, as this relation shows N to be linear with wave number. However, this linearity is not found to be exactly true if the phase changes at the two reflecting interfaces vary with wavelength. Hence, there may be a slight dispersion with wavelength, but the effect of phase change on the determined fringes is very small. This has been treated more extensively by Bennett. In practice, the spacing between plates is not known a priori as assumed in the hypothetical case shown in Fig. 5. It is therefore necessary to deduce t as well as N from the wavelengths of the observed fringes. If N1 is the order of a fringe corresponding to wavelength λ1 , then N1 + 1 is the order of the next fringe with a shorter wavelength λo on the interferogram. Neglecting the small phase-change dispersion, we have Solving for N1 we obtain N11 N1 10 2t N1 0 1 0 (5) (6) And can now express t solely in terms of measured wavelengths : 74 Elements of Thin Films e t 10 N11 2 2(1 0 ) (7) To determine the film thickness, consider that a channel of depth d causes the fringe of the order N1 to be displaced to a new wavelength 1 Consequently the film thickness d must satisfy the relation N 11' 2 (8) N11' N11 1' 1 0 2 2 2 1 0 (9) td Thus, the film thickness d is given by d In fig. 5 b and d, the fringe displacements due to the channel are clearly related to the order N of the fringes outside the channel . However if the slop were so steep that the order in the channel could not be related ti that outside the channel, the film thickness could still be derived from the equation d 1 ' ' ( N 11 N11 ) 2 (10) Whereby the unknown order N1' must be obtained by observation of a second displaced fringe of order N1' + 1 as in Eq. (7). The effect of interplate spacing is shown by comparison of Fig. 5 a and b with Fig. 5 c and d. It is clear from these interferograms that the "magnification" increases with decreasing interplate spacing. The Bennetts' have concluded that it is possible to measure film thicknesses with an accuracy of 1 or 2 A0, provided very smooth optical flats are used, the films are carefully evaporated, the plates are carefully aligned, and the fringes are accurately measured. 2.7.3 Four Probe Method Many conventional methods for measuring resistivity are unsatisfactory for semiconductors because metal-semiconductor contact are usually rectifying in nature. Also there is generally minority carrier injection by one, of the current carrying contacts. An excess concentration minority carrier will affects the potential of other contacts and modulate the resistance of the material •. Described here overcomes the difficulties mentioned above and also offers several other, advantages. It permits measurement 0f resistivity in sample’s having a wide variety of shapes, including the resistivity of small volumes within bigger pieces of semi-conductors. In this manner the resistivity on both, sides of a p-n junction can be determined with good 75 Defects in crystals and Elements of thin Films e accuracy before the material is cut in bars making devices. This method of measurement is a1so, applicable to • silicon and other semiconductor materials. The basic model for all· these measurements is indicated in fig 6 four sharp probes are placed on a' flat surface of the material to be measured, current is passed through the two outer electrodes and the floating potential is measured across the inner pair. If the flat surface on which the probes rest is adequately large and the crystal is big the semi conductor may be considered to be a semi infinite volume. To prevent minority carrier injection and make good contact, the surface on which the probes rest may be mechanically lapped. the experimental circuit used for measurement illustrated schematically in fig 7. A nominal value of probe spacing which has been found satisfactory is an equal distance of 1.25 mm between adjacent probes. This permits measurement with reasonable current of n or p- type semi conductors from 0.001 to 50 ohms. cm. Fig.6 Model for the four probe resistivity Measurements Fig.7 Circuit Used for Resistivity Measurement 76 Elements of Thin Films e 2.8 SIZE EFFECT OR FOWLER NORDHEIM EQUATION The tunnel effect between metal electrodes was first studied, in elementary fashion, by Frenksl. Sommerfeld and Bethel made the first comprehensive studies, in which they included image-force effects but confined their calculations to very low (V « o/e) and very high (V» o/e) voltages. Holm made the next notable investigations and extended the calculation to intermediate voltages, although approximations he used have been found questionable. Stratton and Simmons further extended the theory, and the results of these studies are those currently most commonly used in the analysis of experimental data. These models appear to be quite suitable for predicting the salient features of the tunneling I- V characteristics. There have been several other studies of a more detailed nature. These have considered the effect of space charge, traps and ions in the insulator, the effect of the shape of forbidden band, representation of the insulator by a series of potential wells electric-field penetration of the electrodes and diffuse reflection. We will discuss the theory of the tunnel effect using the notation and type of approximation developed by the author. This formulation is readily applicable to potential barriers of arbitrary shape and to all practical voltage ranges. The generalized formula gives the relationship connecting the tunnel current density with the applied voltage for a barrier of arbitrary shape (see Fig. 8) as 1 1 I I 0 exp( A 2 ) ( eV ) exp[ A( eV ) 2 ] where I 0 e 2h( s) 2 and A 4s ( 2 m) h 1 2 (11) 8 = width of the barrier at the Fermi level of the negatively biased electrode = mean barrier height above the Fermi level of the negatively biased electrode h = Planck’s constant m = mass of the electrons e = unit of electronic charge = a function of barrier shape and is usually approximately equal to unity, a condition we will assume throughout Expressed in conventional units, except for s, which is expressed in angstroms, becomes 77 Defects in crystals and Elements of thin Films e Fig. 8 Energy diagram arbitrary barrier [see (14) illustrating the parameters and s. Since J1 = J2, the I-V characteristic is symmetric with polarity of basis for the Voltage range 0 V 1/e. (2) Voltage Range V > 1/e. From Fig. 10a we have for the reverse – biased condition ucing 1 =2 -1., 1 2 s s1 eV (12) (a) (b) Fig. 9 Energy diagrams of potential barriers for V > 2/e (see Fig. 10 for explanation of dotted lines) 78 Elements of Thin Films e Which on substitution in (15) yields 1 3.38 1010 (V ) 2 0.69 s1 2 j1 exp 1 2 V 1 1 2 2 2V 0 . 69 s 1 ( 1 2 V / ) 1. exp 1 1 V (13) From Fig 9b we have for the forward- biased condition 2 2 s s 2 eV (14) Which on substitution in (15) yields 1 3.38 10 (V ) 0.69 s 2 2 j1 exp 1 2 V 10 2 1 1 2 2 2V 0 . 69 s ( 1 2 V / ) 2 2. exp 1 1 V (15) 79 Defects in crystals and Elements of thin Films e In this case, Eqs. (13) and 15) are not equivalent. It follows, then that the J-V characteristics is asymmetric in this range. In actual fact not only is the J-V characteristic is asymmetric in this range. In actual fact, not only is the J-V characteristic asymmetric with polarity of bias, but also the direction of easy conductance reverse at some particular voltage , as shown in Fig. 10. Fig.10. (= J/V) – V tunnel characteristics for 1 = 1 eV , 2 = 2 eV, and s = 30, 30, and 40 A. At high voltages , i.e. V >> 2/e, both (20) and (21) reduce to the familiar Fowler Nordheim34 form : 1 10 2 3.38 10 F 0.69 2 J exp F Where F is the field in the insulator (16) 80 Elements of Thin Films e 2.9 FUCHS- SONDHEIMER MODEL Consider now a metallic thin film with an electric field x . The thickness of the film (in the zdirection) is t. When we lose the translational invariance in bulk conductors by using thin films, we have to take this into account by using the full time derivative of the electron momentum distriburion in the Boltzmann equation: df dt relaxation dg dz g e df 0 dz dt t m du x the first term is called the convective and can be rewritten u z (17) dg . Clearly this term (and dz its x and y counterparts) is zero in the bulk caso because g does not depend on any spatial variable when full translational symmetry is present. This equation has the solution g z e df u z 1 F ( u ) e m du x (18) where F (u) is determined by boundary conditions. Since the sign of uz changes at either boundary (at z = 0 and z = t), we must break up the solution into two pieces: one for the distribution traveling up and the traveling down: z e df u z g 1 F e m du x (19) tz e df u g 1 F e z m du x (20) The F+ and F- coefficients are determined by the boundary conditions. We assume diffusive scattering, meaning strong relaxation at the boundary imposes g ( z 0) 0 (21) g (z t) 0 (22) This determines the coefficients, F- = F+ = -1. Now we can determine the current flowing in the film, with the usual expression: j e 4 3 f (k , z )u x (k )dk where f(u,z) = [g+ (u,z) +g- (u,z)]. We again use spherical coordinates, and the (23) df o term reduces dk the volume integral to one over the sphere of radius kF. We also remember that since we 81 Defects in crystals and Elements of thin Films e have broken up our solution to uz > 0 and uz < 0 cases and u z k F cos( ) in spherical m coordinates, g+ is integrated only over the =0../2 hemisphere, and g- is integrated over the remainder. After doing the trivial integration of Cos2 (), we have z e 2 3 / 2 3 cos j( z) kF sin 1 e 4 2 m 0 where (t z ) d sin 3 1 e cos d /2 (24) k F is the mean free path. we can combine these two integrals into one with m the same bounds and simplify using t 2z e z e (t z ) 2e t / 2 cosh 2 (25) giving j( z) 2 t /2 e 2 k F3 t 2 z 2 3 2 cos 3 sin 1 e cosh d 2 2 0 2 cos 4 m 3 (26) Now since this is a function of z (i.e. the current density is different near the boundaries) we need to average over the cross section: t 3 / 2 1 t 3 2 cos j j ( z )dz 0 1 sin cos 1 e d 0 t 0 2 t (27) 82 Elements of Thin Films e 2.10 LET US SUM UP Thin films are thin material layers ranging from fractions of a nanometer to several micrometers in thickness. Electronic semiconductor devices and optical coatings are the main applications benefiting from thin film construction. Work is being done with ferromagnetic thin films for use as computer memory. It is also being applied to pharmaceuticals, via thin film drug delivery. Thin-films are used to produce thin-film batteries. The act of applying a thin film to a surface is known as thin-film deposition. Thin-film deposition is any technique for depositing a thin film of material onto a substrate or onto previously deposited layers. "Thin" is a relative term, but most deposition techniques allow layer thickness to be controlled within a few tens of nanometers, and some (molecular beam epitaxy) allow single layers of atoms to be deposited at a time. Deposition techniques fall into two broad categories, depending on whether the process is primarily chemical or physical. Chemical deposition is further categorized by the phase of the precursor: Plating, Chemical solution deposition, Chemical vapor deposition Examples of physical deposition include: A thermal evaporator uses an electric resistance heater to melt the material and raise its vapor pressure to a useful range. This is done in a high vacuum, both to allow the vapor to reach the substrate without reacting with or scattering against other gas-phase atoms in the chamber, and reduce the incorporation of impurities from the residual gas in the vacuum chamber. Obviously, only materials with a much higher vapor pressure than the heating element can be deposited without contamination of the film. Molecular beam epitaxy is a particular sophisticated form of thermal evaporation. An electron beam evaporator fires a high-energy beam from an electron gun to boil a small spot of material; since the heating is not uniform, lower vapor pressure materials can be deposited. The beam is usually bent through an angle of 270° in order to ensure that the gun filament is not directly exposed to the evaporant flux. Typical deposition rates for electron beam evaporation range from 1 to 10 nanometers per second. Sputtering relies on a plasma (usually a noble gas, such as argon) to knock material from a "target" a few atoms at a time. The target can be kept at a relatively low temperature, since the process is not one of evaporation, making this one of the most 83 Defects in crystals and Elements of thin Films e flexible deposition techniques. It is especially useful for compounds or mixtures, where different components would otherwise tend to evaporate at different rates. Note, sputtering's step coverage is more or less conformal. Pulsed laser deposition systems work by an ablation process. Pulses of focused laser light vaporize the surface of the target material and convert it to plasma; this plasma usually reverts to a gas before it reaches the substrate. Cathodic deposition are PVD which is a kind of ion beam deposition where an electrical arc is created that literally blasts ions from the cathode. The arc has an extremely high power density resulting in a high level of ionization (30-100%), multiply charged ions, neutral particles, clusters and macro-particles (droplets). If a reactive gas is introduced during the evaporation process, dissociation, ionization and excitation can occur during interaction with the ion flux and a compound film will be deposited. 2.11 CHECK YOUR PROGRESS: THE KEY 1. The act of applying a thin film to a surface is known as thin-film deposition. Thin-film deposition is any technique for depositing a thin film of material onto a substrate or onto previously deposited layers. "Thin" is a relative term, but most deposition techniques allow layer thickness to be controlled within a few tens of nanometers, and some (molecular beam epitaxy) allow single layers of atoms to be deposited at a time. It is useful in the manufacture of optics (for reflective or anti-reflective coatings, for instance), electronics (layers of insulators, semiconductors, and conductors form integrated circuits), packaging (i.e., aluminum-coated PET film), and in contemporary art (see the work of Larry Bell). Similar processes are sometimes used where thickness is not important: for instance, the purification of copper by electroplating, and the deposition of silicon and enriched uranium by a CVD-like process after gas-phase processing. Deposition techniques fall into two broad categories, depending on whether the process is primarily chemical or physical 2 A thermal evaporator uses an electric resistance heater to melt the material and raise its vapor pressure to a useful range. This is done in a high vacuum, both to allow the vapor 84 Elements of Thin Films e to reach the substrate without reacting with or scattering against other gas-phase atoms in the chamber, and reduce the incorporation of impurities from the residual gas in the vacuum chamber. Obviously, only materials with a much higher vapor pressure than the heating element can be deposited without contamination of the film. Molecular beam epitaxy is a particular sophisticated form of thermal evaporation. An electron beam evaporator fires a high-energy beam from an electron gun to boil a small spot of material; since the heating is not uniform, lower vapor pressure materials can be deposited. The beam is usually bent through an angle of 270° in order to ensure that the gun filament is not directly exposed to the evaporant flux. Typical deposition rates for electron beam evaporation range from 1 to 10 nanometers per second. Sputtering relies on a plasma (usually a noble gas, such as argon) to knock material from a "target" a few atoms at a time. The target can be kept at a relatively low temperature, since the process is not one of evaporation, making this one of the most flexible deposition techniques. It is especially useful for compounds or mixtures, where different components would otherwise tend to evaporate at different rates. Note, sputtering's step coverage is more or less conformal. Pulsed laser deposition systems work by an ablation process. Pulses of focused laser light vaporize the surface of the target material and convert it to plasma; this plasma usually reverts to a gas before it reaches the substrate. Cathodic arc deposition (arc-PVD) which is a kind of ion beam deposition where an electrical arc is created that literally blasts ions from the cathode. The arc has an extremely high power density resulting in a high level of ionization (30-100%), multiply charged ions, neutral particles, clusters and macro-particles (droplets). If a reactive gas is introduced during the evaporation process, dissociation, ionization and excitation can occur during interaction with the ion flux and a compound film will be deposited. 85 List of References and Suggested Reading Thin Film Materials- Stress, Defect Formation and Surface Evolution By L. B. Freund An introduction to physics and technology of thin films By Alfred Wagendristel, Yu-ming Wang An introduction to thin films- By Leon I. Maissel, Maurice H. Francombe Thin Film Device Applications-By K. L. Chopra, I. Kaur Size effects in thin films-By Colette R. Tellier, André J. Tosser KL Chopra. Thin Film Phenomena. McGraw-Hill Handbook of Thin Film Technology-By Leon I. Maissel, Reinhard Glang Handbook of thin-film deposition processes and techniques By Klaus K. Schuegraf 86