stir casting technique for low melting point metal
advertisement

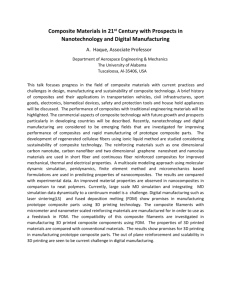
World Journal Of Engineering STIR CASTING TECHNIQUE FOR LOW MELTING POINT METAL MATRIX COMPOSITES AND CHARACTERISTIC STUDY Jagannath K1, S.S.Sharma2 , N S Mohan3 & P R Prabhu4 1 Profesor, Dept. of Mechanical Engineering, MIT, Manipal Professor ,Dept. of Mechanical Engineering,MIT, Manipal 3 Professor ,Dept. of Mechanical Engineering,MIT, Manipal 4 Professor ,Dept. of Mechanical Engineering,MIT, Manipal 2 Email: jagan.korody@manipal.edu Metal-matrix composites (MMC’s) are now attracting enormous interest among the researchers. One of the prime reasons for this is that significant advances made in recent years on the development of fabrication routes, which are economically attractive and generate material of high micro structural quality. In particular, it is possible to produce composites, which are relatively free from gross defects Among metallic composites low melting point matrix composites have the additional advantages of getting uniform distribution. Semi-solid forming method is adopted in industries for the production of metal matrix composites. This method has an advantage compared to die casting, squeeze casting or forging. Because of the well dispersed particles in metal matrix composites using semi-solid forming process. This paper describes stircasting method for production of high-density, low melting point metal matrix composites such as tin with graphite. The melting is performed in nitrogen gas environment to avoid oxidation. Paper presents low cost stir casting technique for metal matrix production. Micro structural examination and characteristic study of the metallic composites are discussed. the temperature and nitrogen gas purged for improving the metal yield. A measured quantity of tin is taken into the crucible. The cap is closed on the top of the crucible and air is purged out using nitrogen. Gas burner is turned on to melt the tin. When it is melted, the stirrer is brought down and motor is actuated. Stirrer mixes the molten tin with uniform measured quantity of graphite. The secondary step involves the preheating of the graphite particles. The graphite may contain impurities like water vapor, sulphur etc. The graphite is heated to the matrix temperature to remove these impurities. When the metal melts, heat supplied from the burner is cutoff and it is allowed to cool, so that it attains a semi-solid state. In this state, the calculated amount (wt %) of graphite is slowly added and stirred continuously for few minutes. The composite is then allowed to solidify inside the crucible only. After removing the composite from the crucible, it is cut into required shapes using micro-cut machine. The surfaces are then polished using grinding and polishing machine for micro structural analysis. The specimens are made into required shapes for mechanical and wear testing. Key words: Metal matrix composites, stir casting, matrix,stiffness The stir mechanism designed is shown in Fig.1 which consist of threaded rod carries a four bladed disc. It can be raised or lowered by handle depending upon the molten metal solid or liquid. A thermocouple is provided to measure 511 Figure 1: Stirrer Assembly . World Journal Of Engineering Results and Discussion: Wear Measurement: Microstructural Analysis: The Pin on disc machine is used for wear measurement of tin-graphite composite. Fig..4 shows the wear rate vs. sliding distance for tingraphite composite under the constant load. It is observed that wear rate reduces with increase in the wt% of the graphite. It appears that the addition of graphite is beneficial in improving the sliding wear resistance of tin-graphite composite. The characteristics of the micro structural features of the composite are shown in the Fig.2 for the magnification of 100x. The micro structural examination shows uniform distribution of the graphite particles in the matrix without dendritic characteristics. The favorable feature is that the supply of nitrogen gas avoids oxidation, hence casting defects such as entrapped gas and inclusions of slag are eliminated. Figure.4 Experimental wear rates for tin-graphite composite Figure 2. Microstructure of 5% tingraphite composite (Magnification X 100) Conclusion: Mechanical Properties: a) The tensile stress and hardness is observed to increase for tin-graphite composite with wt % of graphite increases. b) The wear rate reduces with increase in wt % of graphite in the tin. c) Uniform distribution of the particulate in matrix is observed up to 5 wt % of particulate. Fig.3 illustrates the stress-displacement diagram for tin-graphite composite. Results reveal that as the wt % of graphite increases in the matrx, there is increase in the ultimate tensile strength of the material. STRESS-DISPLACEMENT DIAGRAM FOR TIN-GRAPHITE COMPOSITE 30 Reference: Stress (MPa) 25 20 [1] 15 10 5 0 0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5 5.5 6 6.5 Displacement (mm) 1wt% Graphite 3wt% Graphite [2] 5wt% Graphite Figure.3. Stress vs. displacement for tin-graphite composite 512 T.W.Clyne and J.F.Mason, The squeeze infiltration process for fabrication of metalmatrix composites, Metallurgical Transactions, Vol. 18, 1987, pp. 15191529. D R. M. K. Young and T. W. Clyne, Journal of Material Science, Vol.21, 1986, pp. 1057-1069