AN OPTIMIZATION APPROACH TO HEAT INTEGRATION WITH
advertisement

A PROPERTY-INTEGRATION APPROACH TO THE
DESIGN AND INTEGRATION OF ECO-INDUSTRIAL
PARKS
Eva M. Lovelady and Mahmoud M. El-Halwagi
Department of Chemical Engineering, Texas A&M University
College Station, TX 77843-3122, USA
Irene M.L. Chew, Denny K.S. Ng and Dominic C.Y. Foo
Department of Chemical and Environmental Engineering
University of Nottingham Malaysia, Broga Road, 43500 Semenyih, Selangor, Malaysia
Raymond R. Tan
Center for Engineering and Sustainable Development Research, De La Salle University-Manila
2401 Taft Avenue, 1004 Manila, Philippines
Abstract
An eco-industrial park (EIP) represents an infrastructure that provides integrative services to multiple
industrial processes. The primary objective is to induce integration of materials exchange, utility
sharing, waste treatment, and discharge. Because of the high level of interaction provided by the EIP, a
system integration approach must be adopted to design the common infrastructure and to make decisions
on the optimal allocation of streams. The objective of this work is to develop a systematic approach to
the design of EIPs using a property-integration framework. Interfaces among the various processing
facilities are characterized in terms of key properties. Next, property integration techniques are used to
synthesize the EIP. A structural representation is used to embed potential configurations of interest. The
representation accounts for the possibilities of direct reuse/recycle, material (waste) exchange, mixing
and segregation of different streams, separation and treatment in interception units, and allocation to
process users (sinks). A case study is solved to illustrate the applicability of the devised approach.
Keywords
Eco-industrial parks, Property integration, Process integration, Sustainability
Introduction
The concept of an eco-industrial park (EIP) is gaining
much interest as an effective organizational framework
and operating facilities involving a cluster of several
processes that share a common infrastructure that is
designed and operated primarily to induce integration of
materials exchange, waste treatment, and discharge. A
well-designed EIP provides numerous ecological and
economic benefits (Gibbs and Deutz, 2007). They also
lead to benefits for the local governments by generating
more revenues and taxes and by lowering the burden on
local treatment facilities (Lowe, 1997). Recently, there
have been many successful cases of well-functioning EIPs.
A commonly-referenced EIPs is Kalundborg Park, located
in Denmark. Other successful examples span in various
parts of the world.
Recent research contributions have been made in the
area of locating and designing EIPs. Chew et al. (2008) as
well as Lovelady and El-Halwagi (2009) developed an
integrated framework and an optimization formulation for
the design of a multi-facility EIP with composition-based
constraints. Fernandez and Ruiz (2009) developed a
mathematical model that can be used to locate EIPs.
Sendra et al. (2007) used a framework of materials flow
analysis to keep track of the various inputs and outputs of
the EIP. Zhao et al. (2007) developed a dynamic model to
simulate and retrofit an EIP in Changchun Economic and
Technological Development Zone in China. Spriggs et al.
(2004) developed a framework to characterize the
challenges associated with EIPs and grouped them into
two classes: technical/economic challenges and
organizational/commercial/political challenges.
p
p p, j p
p
max
p, j
j, p
(1)
max
where p min
p , j and p p , j are given lower and upper
bounds on permissible values of the pth property
entering the jth sink.
A set of process waste streams referred to as sources:
SOURCES = {i| i = 1,2, …, Nsources}. Each source has
a given flow rate, Fi, and properties pp,i.
The objective is to develop a systematic procedure for
the optimal design of an EIP that treats various sources
and assigns them to different sinks. The EIP requires the
installation
of
a
set
of
interception
units:
INTERCEPTORS = {k | k =1,2, …, NInt} to be used for
treating the effluents by modifying the targeted properties
to allow them to be assigned to various process sinks for
further recovery or environmental discharge. The
interceptors can be either a fixed outlet concentration or
removal types. Available for service are f th fresh (external)
resources that can be purchased to supplement the use of
process sources.
where p p,i and p p are linearized operators on the
property p of stream i and the mixture property p p ,
respectively, and xi is the fractional contribution of stream
i of the total mixture flow rate.
i=1
j=1
i=2
j=2
Plant A
Int 1
Int 2
Fresh
resource
EIP
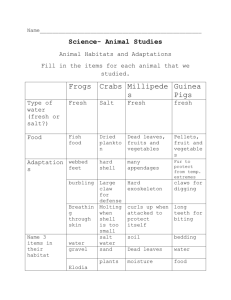
A source-interception-sink superstructure (Figure 1) is
used here, analogous to the composition-based EIP
framework developed by Chew et al. (2008) as well as
Lovelady and El-Halwagi (2009). Each source is split into
several fractions that are fed to interceptors (Int k) which
adjust properties. Intercepted streams are allowed to mix
and be allocated to process sinks or to final discharge.
j=3
i =3
j = Nsinks
i = Nsources
Figure 1. Superstructure for property-based EIP
The optimization objective is to minimize the total
annualized cost of the interception devices in the EIP and
the cost of fresh resource(s). Therefore, the objective
function is given by:
Minimize total annualized cost =
N int
F
k 1
Int
k
C kInt
N fresh
F
f 1
Fresh
f
(3)
C Fresh
f
where CkInt is the unit cost associated with the kth
interceptor (including fixed capital cost) and C Fresh
is the
f
unit cost of the fth fresh resource. FkInt is the total
intercepted flow rate at interceptor k while FfFresh is the
total amount of the fth fresh resource.
The model is subject to the following constraints:
Distribution of sources for reuse/recycle,
interception devices and final waste discharge:
Fi
Optimization Model
(2)
i
Plant B
Given a set of multiple processes with the following:
A set of process sinks (units): SINKS = {j | j = 1,2, …,
Nsinks}. Each sink requires a certain flow rate, Gj and a
given constraint on inlet property for each property p:
min
p, j
p p xi p p ,i
Waste
discharge
Problem Statement
Before proceeding to the mathematical formulation, a
mixing rule is needed to define all possible mixing patterns
among individual properties. One such form for mixing is
the following expression (Shelley and El-Halwagi, 2000):
N int
N sinks
H
j 1
i, j
wi , k wiwaste
i∈{1…NSources}
to
(4)
k 1
where Hi,j is the reuse/recycle flow rate between the ith
source and jth sink, wi,k is the ith source entering the kth
interceptor and wiwaste is the waste flowrate discharged
from the ith source to the environment without interception.
Material balance for the mixed sources before
entering the kth interceptor and its property mixing rules:
Wk
N sources
w
i ,k
k ∈ {1…Nint}
(5)
k, p
(6)
i 1
N sources
w
Wk ( p p,k )
i ,k ( p p ,i )
j, p
max
Sink constraints: p min
p, j p p, j p p, j
(1)
This is a nonlinear program (NLP) that can be solved
to determine the allocation of streams and design of the
EIP. A property-based water minimization case study is
next used to illustrate the proposed method.
i 1
Water Minimization Case Study
Distribution of intercepted streams from the EIP:
Wk
N sinks
g
k
wkwaste
k, j
(7)
j 1
where Wk is the intercepted flowrate, and gk,j and wkwaste are
the flow rate of the kth source fed to the jth sink and
wastewater discharge to the environment, respectively.
Mixing of the distributed streams before the jth sink
and its property mixing rules:
Gj
N sources
H
i 1
i, j
N fresh
F
f
N int
f ,j
j
gk, j
Two industrial wafer fabrication plants that possess
similar process water characteristics, i.e. resistivity and
heavy metal content are located within an EIP. Table 1
tabulates the process sinks and sources for both plants,
adapted from Ng et al. (2009) and Gabriel et al. (2003),
respectively. Resistivity is taken as the main characteristic
in evaluating water reuse/recycle opportunity between
both plants and ultra pure water (UPW) is used to
supplement the use of process sources (with a unit cost of
$2/t). The mixing rule for resistivity is given as follows:
(El-Halwagi, 2006).
(8)
1
k 1
R
G j ( p p , j )
N sources
H
i 1
p p ,i
i, j
N fresh
F
p Fresh
p, f
f,j
(9)
f
N int
g k , j ( p int
p ,k )
j
k 1
where Ff,j is the flow rate of the fth fresh resource, while
and pint
are the properties for the fth fresh resource
p Fresh
p ,k
p, f
and the kth intercepted source, respectively.
The total flow rate of the fth fresh resource is given as:
j (10)
F Fresh F
f
R
xi
i
(11)
i
Two interceptors with fixed resistivity value and
heavy metal concentration are given for use in the EIP, to
treat process sources either for further reuse/recycle or
environmental discharge. Each of them has different
performance and unit treatment cost, as shown in Table 2.
Meanwhile, heavy metal concentration is chosen as the
main characteristic for final discharge and is given as 2
ppm.
f,j
j
Table 1. Limiting data for case study
Plant
Process
Flow rate
(t/h)
Resistivity, R (MΩ)
Lower
Upper
bound
bound
Operator, ψ( MΩ-1)
Lower
Upper
bound
bound
Heavy metal
concentration
(ppm)
(Sink)
Wet (SK1)
Litography (SK2)
CMP (SK3)
Etc (SK4)
Plant A
(Ng et al., 2009)
500
450
700
350
7
8
10
5
18
15
18
12
0.1429
0.1250
0.1000
0.2000
0.0556
0.0667
0.0556
0.0833
-
(Source)
Wet I (SR1)
Wet II (SR2)
Litography (SR3)
CMP I (SR4)
CMP II (SR5)
Etc (SR6)
250
200
350
300
200
280
1
2
3
0.1
2
0.5
1
0.5
0.3333
10
0.5
2
5
4.5
5
10
4.5
5
(Sink)
Plant B
(Gabriel et al.,
2003)
Wafer Fab (SK5)
CMP (SK6)
182
159
16
10
20
18
0.0625
0.1
0.0500
0.0556
-
(Source)
50 % spent (SR7)
100 % spent (SR8)
Ultra pure water (UPW)
227
227
?
8
2
18
0.1250
0.5000
0.0556
5
11
-
Table 2. Performance and unit cost for interceptor
Outlet
concentration of
Interceptor
heavy metal
(ppm)
I
2
II
2
References
Resistivity Interception
(MΩ)
cost ($/t)
5
8
0.9
1.5
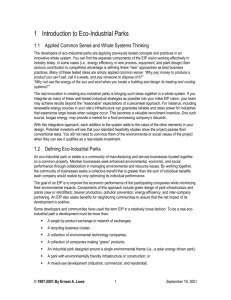
It is further assumed that the EIP is operated for 8760
hours per annum. The CPLEX linear solver of GAMS v2.5
was used to solve the optimization model. Minimum total
annualized cost is determined at $ 28.69 million/year,
associated with a total UPW flow rate of 473 t/h and
discharge effluent of 166 t/h.
Fig. 2 shows the optimized EIP design for the case
study. It is observed that, while both interceptors
regenerate water for further reuse/recycle in Plant A and
B, interceptor I also treat wastewater for final discharge.
Note that there is one cross-plant pipeline that connects
between SR7 of Plant B and SK1 of Plant A.
Conclusion
This paper has presented a structural representation
and optimization formulation for the design of EIPs with
property-based constraints. Plants are allowed to exchange
streams, intercept them, and discharge unused portions. It
is observed that processes participating in an EIP are likely
to gain savings in the forms of cost reduction for fresh
resource(s) and overall reduction in waste discharge as
well as treatment through material exchange and common
infrastructure for interception and treatment. A case study
was solved to illustrate these points.
Chew, I. M. L., Ng, D. K. S., Foo, D. C. Y., Tan, R. R., Majozi,
T., Gouws, J. (2008). Synthesis of Inter-Plant Water
Network. Ind. Eng. Chem. Res., 47 (23), 9485-9496.
El-Halwagi, M.M. (2006). Process Integration, Amsterdam:
Elsevier.
Fernandez, I., Ruiz, M. C. (2009). Descriptive Model and
Evalutaion System to Locate Sustainable Industrial
Areas. J. Clean. Prod., 12, 87-100.
Gabriel, F. B., Harell, D. A., Dozal, E., El-Halwagi, M. M.
(2003). Pollution Targeting via Functionality Tracking,
AICHE Spring Meeting. New Orleans.
Gibbs, D., Deutz, P. (2007). Reflections on Implementing
Industrial Ecology through Eco-Industrial Park
Development. J. Clean. Prod., 15, 1685-1695.
Lovelady, E. M., El-Halwagi, M. M. (2009). Design and
Integration of Eco-Industrial Parks for Managing Water
Resources. Env. Prog. (article in press)
Lowe, E. A. (1997). Creating By-Product Resource Exchanges:
Strategies for Eco-Industrial Parks. J. Clean. Prod., 5
(1-2), 57-65.
Ng, D. K. S., Foo, D. C. Y., Tan, R. R., Tan, Y. L., Pau, C. H.
(2009). Automated Targeting for Conventional and
Bilateral Property-Based Resource Conservation
Network.
Chem.
Eng.
J.
(doi:
10.1016/j.cej.2008.10.003).
Sendra, C., Gabarrell, X., Vincent, T. (2007). Material Flow
Analysis Adapted to an Industrial Area. J. Clean.
Prod., 15, 1706 – 1715.
Shelley, M. D., El-Halwagi, M. M. (2000). Componentless
Design of Recovery and Allocation Systems: A
Functionality-Based Clustering Approach. Comput.
Chem. Eng., 24, 2081–2091.
Spriggs, H. D., Lowe, E. A., Watz, J., Lovelady, E. M., ElHalwagi, M. M. (2004). Design and Development of
Eco-Industrial Parks. AIChE Spring Meeting. New
Orleans.
Zhao, Y., Shang, J. C., Chen C., Wu, H. (2007). Simulation and
Evaluation of the Eco-Industrial System of Changchun
Economic and Technological Development Zone,
China. Environ Monit Assess. 139, 339-349.
252
163.8
SK3
SK2
450
448
SR1
85.4
SR2
200
SR3
350
SR4
300
SK1
UPW
SK4
255.4
469.3
635.4
200
SR6
280
Interceptor I
k =1
SK6
166.1 t/h
101.8
125.2
SR7
18.2
1153.4
Interceptor II
k=2
164.6
SR5
SK5
Discharge
effluent
350
119.3
57.2
227
944.6
Plant A
EIP
Figure 2. EIP design for case study
Plant B
SR8