2. Results and Discussions
advertisement

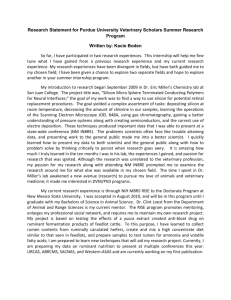
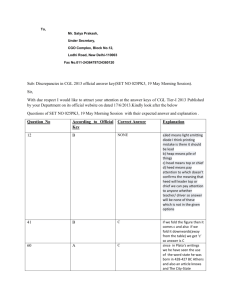
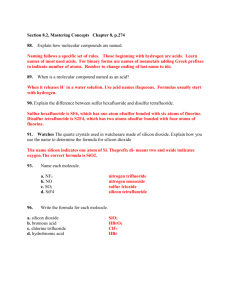
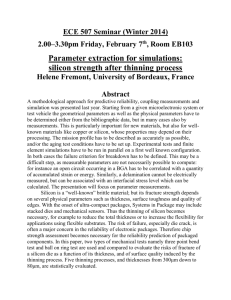
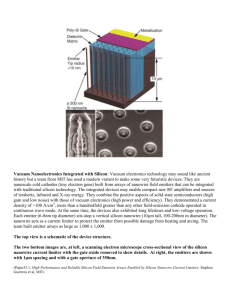
Materials and Processing for the Realisation of Microhotplates Operated at Elevated Temperature P. Fürjes, Cs. Dücso, M. Ádám, I. Bársony Res. Inst. for Technical Physics and Materials Science – MFA H-1525 Budapest, P.O. Box. 49, Hungary E-mail:ducso@mfa.kfki.hu A. Morrissey National Microelectronics Research Centre – NMRC University College, Lee Maltings, Prospect Row, Cork Ireland E-mail: amorisey@nmrc.ucc.ie Formation of integral micro-filaments and micro-hotplates is the key element in the development of integrated gas sensor array chip used for olfactory gas detection. The most perspective candidates for the monolith integration of the sensing elements are the micro-pellistors and the Taguchi type gas sensors, however, both type has to be operated at temperature of 200-900oC. Critical steps in micro-hotplate processing are the thermal isolation, the selection of appropriate structural materials, formation of stable contacts to the filaments and the deposition of gas sensitive layers. In this work the alternative processes and solutions are encountered and discussed with emphasis on wiring and contact formation. their stability and performance. One of the most promising application is the integrated micro-pellistor, which detects combustive gases by measuring the generated heat during their catalytic oxidation at typical temperature of 300-600oC. The transduction principle is the resistance change of a catalysator coated filament caused by the deliberated heat in the exothermal reaction. Therefore the filament has to be formed from chemically resistive material of high thermal coefficient of the resistivity (TCR), such as Pt in conventional discrete devices. The need for minimisation of power dissipation is twofold: enables the construction of a battery operated device and eliminates the risk of explosion even over the low explosion limit (LEL) concentration level. 1. Introduction 2. Results and Discussions Abstract Microelements operated at elevated temperature of 200-900oC play essential role in integrated gas and flow sensors, micro IR sources and thermo-mechanical actuators. Beside the high operational temperature, these devices must withstand a large number of heating-cooling cycles without loosing 2.1. Design, selection of materials The low power dissipation requirement determines the geometric parameters of the hotplates. At steady state conditions one can count with the next sources of heat loss [1, 2]: •radiation Pr= 2 a surf ( Tf – Tk ) 2 4 4 •conduction via air Pc, air = A l (Tf - Tk ) / x •conduction via suspensions Pc,h = n [(sivii)] (Tf - Tk)/lh 2.2. Structure and processing The single crystal silicon filament is attached to a 100100m2 silicon-nitride pad on top. The n-type silicon heater is suspended and connected across a 60-80m deep groove by two wires embedded in silicon-nitride (Fig. 1). •convection Pconv = kconv a2 (Tf - Tk ) where - Stefan-Boltzmann constant, a – side of the rectangular hotplate, surf- emissivity of the hotplate material, x- cavity depth, - heat conductivity, s,v,l - dimensions of the beams, i- index of materials, Nu- Nusselt number, kkonv = Nu / L, L- characteristic length The size of the hotplate is determined by the targeted power consumption (<20mW at 500oC) and the thermal properties of the construction material. Taking into account it’s mechanical properties and process compatibility, reduced stress SiN1.05 was selected for this purpose. The hotplate size has to be reduced to 100 x 100 m2 according to model calculations. For the selection of the micro-filament material the heating power (P= I2R) and the maximum allowable current density have to be considered, which is limited by electronmigration induced degradation of metals at ca. 1mA/m2. Therefore the filament has to be formed from material of high resistivity, which is obviously silicon in this case. Bearing in mind the complicated characteristics of TCR of polycrystalline silicon [3] the filament material was formed from single crystalline Si. For the selection of contact material a few alternatives can be considered, as discussed in section 2.3. Fig. 1. SEM views of suspended heaters (a) and a single crystalline silicon microfilament (b). The selected SiN1.05 layer is deposited by LPCVD process at 800oC using SiH2Cl2:NH3=4:1 mixture. The small dissolution rate of the non-stoichiometric silicon-nitride layer in 20%HF (6nm/min) used in the porous silicon formation was considered in geometric design. The free suspension thermal isolation of the heater is realised by removal of the silicon under the filament by porous silicon micromachining [4]. The sacrificial porous Si technique is based on the selective porous etching of p-type Si leaving the n-doped regions intact providing their concentration level is kept below 1018/cm3. In order to maintain device integrity this is the very last step in the process flow. The resistance of the filament can be set in a wide range (102105 ) by doping and the three dimensional shape. 2.3. Wiring and contacts The main issue in the selection of contact material is the high temperature of contacts during subsequent processing and functional operation. There are several alternatives, however, each suffers from disadvantageous properties, such as high thermal and low electrical conductivity, unfavourable TCR dependence vs. temperature, high residual stress, non-stability of contacts at high temperature and non-compatibility with silicon processing. All the materials considered is soluble in HF (in case of Pt the adhesive Ti layer), therefore the wires have to be encapsulated by another SiN1.05 layer. (Table 1). Unfortunately, the high deposition temperature makes the application of Al obsolete. NiFe is not compatible with silicon processing. Fig. 2. Ti/Pt/silicon contact as deposited (a) and degraded after annealing at 800oC for 2 hrs. (b). Microscopic views. Polycrystalline silicon R [kOhm] Although the contacts between polycrystalline silicon and the filament are inherently perfect, the high resistance in combination with the high positive TCR of Table 1. Guide for selection of the poly-Si limits the operation temperature materials for wiring Al Ti/Pt p-Si TiSi2 NiFe of the structure. At low temperature the resistance of the filament is typically ten heat transfer a a a a times higher, while increasing the input resistivity/TCR ++ ++ + ++ power (and temperature) the resistance of contact ++ ++ + the polysilicon wires starts to dominate. This stress + + + + a effect results in a malfunction of the device. e- migration a a + + a The filament is heated up first, but at higher chemistry + ++ a input power the major part of the heat is ++ excellent, + good, a acceptable, - not acceptable generated in the polysilicon wiring: Ti/Pt therefore one starts to heat the suspensions The excellent chemical compatibility and instead of the hotplate. (Fig. 3.) low resistivity of Pt offer the most attractive 30 solution for wiring. The generated heat is 25 negligible in the Pt wires while the heat 20 transfer can be kept at low level by forming 15 of minimised cross section in the suspension beams. Nevertheless, the high operational 10 Heater temperature of the contacts between the Si 5 Si heater and Pt results in a continuous poly-Si 0 deterioration by the formation and lateral 0 20 40 60 80 100 120 creeping of silicide phase (Fig.2.). P [mW] Application of a conductive diffusion Fig. 3. Resistance of the polysilicon barrier, such as TiN may eliminate the contacted hotplate vs. input power. The problem, providing the barrier layer can polysilicon wiring is heated over 60mW. stand the high temperature and cycling without loosing its mechanical integrity. Nevertheless, this combination can be used up to ca. 300oC. Most of the Taguchi-type sensors operates in this temperature range. TiSi2 TiSi2 and other refractory silicides are the most promising materials because of their low resisitivity, low contact resistance, stability at high temperature and chemical compatibility. Due to the superior electronmigration resistance of TiSi2 thin layers can be formed with reduced stress and thermal conductivity. 2.4. Thermal characterisation The temperature vs. input power characteristics is the most important feature of the structure. The inflexion of TCR of silicon and the contact problems mentioned above make the temperature calibration indispensable. The most obvious way is the integration of an independent thermometer, e.g. a Pt resistor in the hotplate. However, the wiring of the thermometer results in extra heat loss and more complex multilayer structure. Unfortunately this method doesn’t provide any information about the temperature distribution of the structure, therefore the elaboration of a non-contact temperature mapping is essential. This is the analysis of the emission spectrum. Taking into consideration the dimensions of the Fig. 4. SEM and IR camera views of a micro- hotplate. The temperature of the core is ca. 300oC hotplate and the characteristic wavelengths of the temperature range investigated one can make rough mapping, however the small size of the structure and the lack of emissivity data makes the calibration difficult. In Fig. 4. the limitation of an IR camera is demonstrated. The temperature scale still has to be calibrated. 3. Conclusions The crucial step in processing of minimised power consumption silicon micro-filament is the formation of stable contacts operated at elevated temperature. There are two alternatives: application of conductive diffusion barrier between metal and silicon, or selection of appropriate silicide for metallisation. 4. Acknowledgements The assistance of A. L. Tóth in SEM analysis is gratefully acknowledged. This work was supported by the European Community in the frame of the ”SAFEGAS” project (Project G1RD-CT-1999-00167 of the FW5 programme) and the Hungarian OTKA grants (T 031727, T 033094) . 5. References [1] U. Dibbern, “A Substrate for Thinfilm Gas Sensors in Microelectronic Technology”, S & A B, 2 (1990) pp. 63-69. [2] J.G.E Gardeniers, “Silicon Micromachined Microheater”, “Progress Report of Copernicus PORSIS project”, January, 1995 [3] J.W.Seto, “The electrical properties of polycrystalline silicon films”, J. Appl. Phys.,46 (1975) pp.5247-5254 [4]Cs.Dücső, et al.:”Porous Si Bulk Micro-machining for Thermally Isolated Membrane Formation”, S & A A 60, (1997) pp.235-239.