the whole document
advertisement

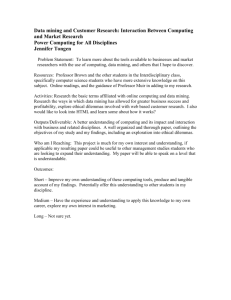
“Strategic Planning Models using Mathematical Programming Techniques” Presented at METSOC Canadian Institute of Mining, Metallurgy and Petroleum (CIM) COPPER 2003-COBRE 2003 November 30 to December 3, 2003, Santiago, Chile 1 of 14 Strategic Planning Models using Mathematical Programming Techniques R. Jerez Mineral Industry Consultants 5730 East Princeton Ave. Englewood, Colorado 80111, USA rjmic@ecentral.com R. Featherstone and L. Scheepers Large Scale Linear Programming Solutions P.O. Box 145790 Brackenhurst 1452 South Africa lou@global.co.za ABSTRACT Since World War Two, the depletion of the most accessible of the world's high grade reserves has taken place, forcing the mining industry into working with material of declining grade. As a result, three aspects of mineral technology have become critical: Improved mining methods More efficient metallurgical extraction technologies Advanced strategic planning Recent advances in mathematical programming and computer technology are now providing Top Management with extraordinary strategic planning and decision support power from the point of view of maximization of NPV over multi-time horizons whilst at the same time avoiding sub-optimization within the organization. This holistic approach to strategic planning and decision support, if fully implemented within a mining and metallurgical complex, is the only effective way to optimally exploit mineral resources and to remain competitive. This paper illustrates the holistic and optimization approach to strategic planning using mathematical programming techniques. The benefits of this approach to the executive and managerial levels are highlighted. 2 of 14 INTRODUCTION During the past six decades, mineral complex business modelers (mathematicians, geo-statisticians, mining and metallurgical engineers and accountants) have been actively applying their intellect to finding more effective and comprehensive mathematical models. These models would not only solve the operational planning problems relating to mining and metallurgical complexes, but also provide optimal answers in terms of maximum profitability over the life of the mine, the associated metallurgical beneficiation and final product manufacturing (where applicable), i.e. from rock face to metal order book. As far back as May 1964, Lerchs and Grossmann (10) realized this and reported that "a mathematical model taking into account all possible alternatives simultaneously would provide optimal answers in terms of maximum profitability, however, it would be of formidable size and its formulation and solution would be beyond the means of present know-how". Although this was stated in the context of an open-pit mining problem, the generalization of this statement in which the entire integrated mining and metallurgical complex is included, is equally true. Since the 1960's, meteoric developments have taken place in the computing sciences and today, with modern day computers and workstations, mathematical programming models constituting hundreds of thousands of variables and/or integer variables in hundreds of thousands of constraints, are successfully solved within a finite time period. The consequence of these latest advances within the computing sciences is that the “present know-how” limitations of the Lerchs and Grossmann “mathematical model” in terms of “formulation and solution”, are now surmountable. In contrast to mathematical programming models, input-output modeling, which are typically spreadsheet based and highly user-friendly, fail to optimize the complexity of the interactions between the various process units. As a direct consequence, large integrated mining and metallurgical complexes, which utilize planning by combining the outputs of the various plants’ spreadsheet model results, are in fact being planned suboptimally, even though each spread-sheet model solution may be optimal for each plant. The sum-total of the optima of the individual plants can at most be equal to the global optimum, but it is highly unlikely to be so in modern day large mining and mineral processing complexes. “The whole is more than the sum of its parts” by Aristotle (11). Strategic planning requires strong corporate governance that can successfully bring together and optimize the combined performances of individual plants with varying objectives in order to accomplish the most effective overall course of action. It requires thorough analysis and knowledge of each plant’s economics, processes, distribution, and markets. Mathematical programming techniques that are illustrated in this paper find the OPTIMAL COMPROMISE plan among the divergent objectives of the different plants. This level of sophisticated strategic planning and decision support is not attainable with input-output modeling tools, such as, for example, spreadsheet applications. 3 of 14 MATHEMATICAL PROGRAMMING - LINEAR (LP), MIXED INTEGER (MIP) AND RECURSIVE (RP) PROGRAMMING. LP-models find the optimal solution to problems that are formulated in terms of an objective function and subject to constraints. Objective: The objective function consists of revenue and cost coefficients and is used by the optimization algorithm to evaluate the “profitability” of the plan. The search algorithm is able to detect when optimal profitability has been reached and the search will cease at that point. The objective function can be used to optimize criteria such as “cash flow before tax”, “NPV – net present value” or even simply, to minimize costs. Constraints: Each constraint is defined in terms of a range, which the variables must adhere to. Thus for example the throughput of a plant cannot exceed “x” tons per time period, or a shaft has a minimum hoisting capacity of “y” tons per month and a maximum of “z” tons per month. An example of a constraint is for instance the opening reserve of an ore body in a given time period, less the tons mined in the same time period, this equals the closing reserve and this closing reserve becomes the opening reserve of the subsequent time period. Another example of a chemical constraint in a blast furnace is the reaction FeO + C Fe + CO, where iron oxide combines with carbon to form liquid iron and carbon monoxide gas. The FeO is in its turn constrained by the grade and availability of the iron ore. In order to ensure a practical LP-model derived plan, which can be implemented, considerable care must be taken in defining achievable constraints. Variables: These variables can be either continuous or integer. The tons mined and the tons of iron ore consumed in the blast furnace in the examples above, are continuous variables. Integer variables can only take on the values of one or zero and are used to model non-linear relationships (e.g. mineral recovery curves) or go no go investment decisions (e.g. in what future year must capital be spent on a shaft expansion, if at all ?). In modern day large integrated mining and metallurgical complexes, there are ten of thousands of variables in as many constraints exist and the latest advances in optimization technology permit automated data driven matrix generation (4,5) (from user friendly spreadsheet inputs) and high performance optimization (2,3) and report generation. The solution of large-scale models (1) takes place in minutes rather than hours on e.g. 2.0 – 2.5 GHz personal computers. Two of the most important benefits in obtaining a holistic optimal solution to a large integrated mining and metallurgical complex problem formulation (5,6,7,8), are : A maximized NPV (net present value) plan of the entire metallurgical supply chain – any change(s) to the plan will result in a lower NPV. The avoidance of sub-optimization – some plants may well operate at lower than maximum capacity rates, but always with good and logically motivated reason. The following case study illustrates the above principles. 4 of 14 TECHNO-ECONOMIC RATIONALIZATION OF A NUMBER OF CU/NI MINING AND METALLURGICAL ENTERPRISES The diagram in Figure 1, on page 13, summarizes a mining and metallurgical complex with several business centers defined as the sources of production, processing, smelting, refining, and marketing. Its primary product is nickel and sub-products include copper, cobalt and platinum group metals (PGM’s). The company has operations in four countries, involving multiple currencies and exchange rates. The flow sheet illustrates the material flow from mines to metal markets. The solid lines represent base cases of current operation and the dashed lines indicate investment expansions, new processes in the pipeline, and different production modes such as startup, standby or steady state production. The mining business unit is composed of several open pit and underground mines. Some of them are in production, while others are under construction or at a feasibility stage. For example, the eastern region in country A, is planning to shut down one of the mines while the southern district in country B, is planning to add a new underground operation. The southeast area in country C, defined as the leaching center of the company, has one project at the feasibility stage and another under construction. Two new leaching technologies are planned for full production parallel to the current conventional copper extraction. The company has interests in various nickel operations. The operations comprise NCK Limited, NIC mine in the southern district, as well as NCC Corporation and NCL Limited, which has a base metal refinery The refining, smelting and concentrating units are facing escalating energy costs. Pressure is mounting on management to develop new ideas to explore lesser expensive strategies, which may include price protection programs to ease exposure to price fluctuations. Over the last few years, the marketing group has seen declining nickel and copper prices and is now taking advantage of the best opportunities it may find in the contract portfolio. The latter is composed of global customers and a range of products is offered from copper cathode, blister, PGM products, concentrates and scrap copper to byproducts. The PGM products are currently getting high prices, however, the volumes extracted are small due to low grades. Management is facing what has been stated by Roling in (9) as the old adage in the commodities markets: “gluts create shortages and shortages create gluts”, referring to the fact that companies are now paying dearly for their own over- investments in the early nineties. 5 of 14 Environmental issues are obligations that play a major role in strategic decisions. They have to be included in the modeling process, in particular when incremental costs arise as the number of standby or shutdown facilities grow. In the middle 1990’s a project was undertaken to review long-term strategies. Apart from the bearish outlook for metal prices, the concerns were the mature stage of some of the operations (for example, NCK and NIC complexes), declining nickel output, the quality of the ore reserves, and future utilization of smelter and refinery capacity. The approach taken by the company was to classify the problem into three distinctive courses of action: 1. Analysis and optimization that were to start with the existing business system as base case, and to determine the flexibility and maneuverability within it’s confines. 2. Investigation of the future of the ore resources; what ore quantities from which sources should be processed in order to extend the reserves for as long as possible. 3. Toll treatment possibilities – the opportunity, the price and quantity that each operation could charge and process. For example, the company was treating metal through two local refineries, one in-house, and one abroad. The shipment routes between smelters and refineries were also open to analysis. A comprehensive analysis of the above problem showed clearly that input-output spreadsheet type tools are not sufficiently adequate in function to provide the level of decision support required by management in order to strategize widely. It was subsequently decided to follow the holistic and optimization approach to planning using linear and mixed integer programming techniques. LP model decision support The objective of setting up a linear programming model in the above case was to integrate all the enterprises (each consisting of mines and plants) in which the company has an interest, into one holistic optimization model as graphically represented in the diagram of figure 1 and to permit Top Management to strategize as follows: Suspending all capital expenditure and assuming no changes in the current metal markets and prices, what should the entire operation look like if it were to maximize cash flow before tax ? A run of the LP-model clearly showed which operations were to be operated at minimum capacities and which were to be operated at maximum capacities and which were to be shut down. 6 of 14 Relaxing the constraints on capital expenditure, and allowing expansions to take place at all the activities that the LP-model indicated should be run at upper limits, revealed a totally different picture with an increased cash flow before tax. By permitting capital expenditures (expansions) to take place one by one instead of simultaneously, the effect that each expanded shaft or plant had on the entire operation was quantified and the implications were studied. Optimal sizing of expansion projects were analyzed in the manner that each expansion took place in steps up to that point where no further gains were registered by the LP-model. Permitting shut downs to take place at all the activities which the LPmodel indicated to be run at lower limits, revealed once again a totally different picture and cash flow before tax also increased. By permitting shut downs to take place one by one instead of simultaneously, the effect that each shut down had on the entire operation was quantified and the implications were studied. (The LP-model identified shut downs that caused minimum harm to cash flow). Permitting both, capital expenditure (expansions) and /or shut downs (contractions) to take place simultaneously, based on OPTIMAL TECHNO-ECONOMICS, registered a dramatic improvement in cash flow before tax by the LP-model. These runs produced optimal plans that were communicated to the Managing Directors of the participating enterprises and the General Managers of the various mines and plants with a view to obtaining their comments and enabling them to invest in and participate in this innovative approach. Valuable feedback was obtained and re-runs of the LP-model took place to accommodate this feedback. However, as was to be expected, each of the subsequent LP-model runs registered decreased cash flows, compared to the OPTIMAL TECHNO-ECONOMIC RUN above. This had great value in itself in that Top Management was enabled to understand the cost of making the new strategy practical and acceptable to all the Managements of the participating mines and plants. Applying sensitivity analysis to the integrated model in terms of : o Timing of start-ups o De-bottle-necking of activities at upper limits o Determining the techno-economic worths of the ores and concentrates at various metal prices o Optimization of raw material intakes; renegotiating contract deals with suppliers o Optimization of concentrate mixes 7 of 14 o Optimization of haulage routes from the most mature mines o Optimization of intermediate products to the smelters and refineries (toll smelting; TC/RC and freight rates) It is stressed that the above sensitivity analyses are done by running the LP-model in its entirety or holistically, so as to achieve results within the context of the entire operation and not on a stand-alone and therefore sub-optimized basis. As LP-models are being built, extensive studies are being carried out by each operating site and process to better understand the contributions of each of these assets to the long-term value of the company as a whole. These studies within the organization and across various business units may include, among others, strategizing and decision support (see Table I below for an illustration of a typical DECISION TABLE), optimization of planning at each site, techno-economic analysis (see Table 2 below for an illustration of a typical “techno-economic ore worth” table) and influence of commodity market trends, sales forecasts, selling prices and exchange rates on the company’s plans. The LP-model was used to quantify the techno-economic worth of the various ores. Various ore resources were classified into their respective relative “worth” at different metal prices. “Ore worth” is defined as the marginal value per ton of ore. As a 8 of 14 result the objective function of the base case will be changed by a “delta value” for any increase or decrease in tonnage of that ore resource by one ton. The amount by which the objective value varies with a change of one ton, is called marginal profit or “shadow” price or reduced cost of that particular ore. Table II illustrates the “worth” of participating ores. From all the ore resources available to the company in Figure 1, Melhi and Alto from the Eastern Region are the least valuable. These two uneconomic operations are planned to be replaced by SX/EW projects from the Southeast Area. TABLE II - Worth of Ore Resources US ($/ton) * US$ US$ US$ Ore Source 0.65/Lb 0.75/Lb 0.95/Lb Copper Copper Copper Eastern Region MEHI -9.42 0 5.01 ALTO -3.1 1.53 4.34 JEDI 28.56 36.87 46.1 Southern District SAHIR 95.71 123.11 138.2 SELBI 6.26 14.08 24.03 South East Area STON 1.035 2.35 3.85 STON NW 20.34 32.35 64.69 Feasibility MERK 15.07 16.01 23.65 MERK #2 20.34 32.35 64.69 North District ATA 13.11 15.45 18.01 HUNT 88.41 94.12 127.87 * For proprietary reasons all numbers and names have been changed. This table is only an illustration Case Study Conclusions The above generic description of the holistic approach to strategic planning within a number of linked large integrated mining and metallurgical complexes, is based on an actual development that was undertaken for Anglo American Corporation of South Africa in the mid-nineties. Model results indicated clear strategies resulting in the more than doubling of the group NPV compared to the existing planning. Worth-while Southern African opportunities for pooling Cu/Ni resources, including the shutting down of production units and the expansion of others, were identified and after presentations to the Boards of the companies as well as to committees of some of the regional Governments, the strategic planning of the Companies were adjusted accordingly. 9 of 14 LP-MODEL DEVELOPMENT AND IMPLEMENTATION The successful development and implementation of an LP model requires gaining consensus on the part of the teams and leaders in each discipline. Without the enthusiastic cooperation of various levels of staff from the various disciplines, an LP-modeling approach will fail. The model is the culmination of all the joint efforts across the enterprise. During the development stage of a model for a large integrated mining and metallurgical complex, each ore source is defined by its proven, probable and possible reserves, metal grades, capacities, and yearly schedules. The concentrators are modeled using the mass pull ratios and metal recoveries. Their capacities are defined in terms of grinding energy. The smelters are modeled in such a manner that the constituents of the concentrate are used as basis to calculate the metal recoveries. The metallurgy and slag chemistry to stoichiometric levels of detail are included together with the heat balances. The refineries are described by their metal recoveries, product grades and marketing and distribution costs. All operating units are allocated fixed and variable costs, capital and ongoing capital replacement expenditures. The most common assumptions made are: The database consists of one opening year and the applicable mine budget production schedules, operating costs, capital and ongoing capital replacement expenditures for that particular year. A long term forecast of metal prices, sales volumes and exchange rates; No taxation is applied to avoid any bias in the model towards the lowest tax paying company. A hurdle rate (e.g.10% per annum, which may be varied by the user) is used for discounting purposes The linear programming objective function is to maximize the before tax cash flow NPV @ e.g. 10% (which may also be varied.) Initial model implementation may follow these steps: 1. Each production unit is modeled as a stand-alone operation in the first time period. This is like a snapshot of the operation, i.e. a single period and in today’s money. 2. Accuracy tests are applied to the stand-alone models. This step consists of improving data sources and modeling up to acceptable levels of accuracy. Historic data and stringent judgmental and reasonability tests are applied. 3. The stand-alone models are integrated. All these models are combined into one model. Model accuracy and behavior against previous production log sheets are thoroughly checked. 10 of 14 4. The production planning and income statement sections are incorporated. Custom reporting with detailed financial and accounting information is developed. 5. NPV and capital are added to the model. This phase incorporates the NPV objective function instead of “today’s money” together with the capital expenditure schedules. 6. Multi-time periods are implemented. The model is extended to multi-time horizons. Running a model without the time element gives only a single period snapshot of the distribution of production, shipment and capital expenditure. The base case is established. Usually the base case is the in-house long term (e.g. a ten or fifteen year or life of mine plan) budget, force fed to the LPmodel. All further runs of the model is then compared to the base case. Normally, the first run after having established the base case, is the “open case strategy run” in which the base case is improved. The base case is used to do a final accuracy calibration. 7. 8. Constraints are relaxed and the “open case strategy” found. The open case strategy is the one that allows the model to improve on the base case, i.e. the inter-company and inter-mine-plant “political” constraints are removed. However, constraints are still to be practical in order to enable plan implementation. This case is normally an eye opener to Top Management as it is now realized what the inter-mine-plant and inter-company politics are costing the company. (Typical example is the age old “miner/geologist – metallurgist” argument of “you will process what I mine” and “what you mine cannot be processed”). 9. The model is now ready for implementation. After an operator training period, strategic planning and sensitivity studies are conducted. 10. At this stage the LP-model and its optimal plans are ready for presentation to Top Management by the development team. During the implementation phase, different cases are built from the original base case. Fresh perspectives will emerge for the individual business units related to quality of ore reserves, ore mineralogy, smelting recoveries, processing costs, refining/smelting contract terms, etc. This happens in the context of the optimization of the entire business: what is good for the one is to the detriment of the other and the LP-model finds the optimal compromise: the holistic approach avoiding sub-optimization. 11 of 14 CONCLUSIONS Strategic decisions are concerned with critical time related issues with which large mining and metallurgical complexes are confronted. Over multiple time horizons these may involve alternative start-up situations, capital expansions, downsizing and the implementation of new processes. These decisions are made at the executive level of an organization with regard to the direction of the company within a constantly changing environment, and they can have dramatic effects on the profitability of a company and consequently on shareholder interests. It has been stated that strategic planning requires strong governance that can successfully bring together individual business units with varying objectives in order to accomplish the overall course of action leading to the ultimate corporate-wide objective. A compromise must constantly be reached as different units review their plans to achieve their best long-term objectives. At this level strategic planning often relies heavily on various input-output type analyses that can only render a once off snapshot like picture of the scenario under consideration. It has been pointed out that such decision-making tools are severely limited in their ability to accommodate the variability of the number of factors and their impact on any particular business over a period of time. Each must be analyzed as a separate variable. Consequently, the degree of certainty offered by the analysis must be questioned as there is no guarantee that the answer provided is anywhere close to the optimum solution. On the other hand, as has been stressed in this paper, the approach offered by Linear, Mixed Integer, and Recursive Programming, results in the optimum solution with every run of the model, subject to the constraints applied. As such, this approach is considered to be the only method to exploit optimally all the resources at the disposal of a company, consequently, to empower that company to remain at the competitive edge of the industry in which it is involved. ACKNOWLEDGEMENTS The authors would like to thank Anglo American Corporation of South Africa for permission to publish this paper in particular Mr. A. Ramsay, now Managing Director of Anglo American Research Laboratories for permitting the inclusion of the case study. 12 of 14 REFERENCES 1. L. Scheepers, D. Wellbeloved, “Optimization of Integrated Mining and Metallurgical Complexes by means of Linear Programming and Case Study”, Survival Strategies for the Metallurgical Industry, SAIMM, Johannesburg, South Africa, November 1992. 2. CPLEX Version 8.0 2003, Registered trademark of ILOG Corp., Paris, France. 3. XPRESS-MP Version 2003, Registered trademark of Dash Optimization-UK, Englewood Cliffs, NJ, USA. 4. OMNI Version 3.0 2003, Registered trademark of Haverly Systems Inc., Denville, NJ, USA. 5. R. Jerez, S. Tivy, “Applications of Linear Programming at Cyprus Minerals Company”, XXIII APCOM Symposium, Tucson, Arizona, USA, February, 1992. 6. S. Hoerger, J. Bachmann, K., Criss, E. Shortridge, “Long term mine and process scheduling at Newmont’s Nevada operations”, XXVIII APCOM Symposium, Colorado School of Mines, 1999 7. A.R. Guest (1), G.J. Van Hout (1), A. Von Johannides (1), L.F. Scheepers (2), “An application of Linear Programming for Block Cave Draw Control”. (1) De Beers Corporate Headquarters, Johannesburg South Africa; (2) Large Scale Linear Programming Solutions, Johannesburg, South Africa. 8. G. Benson, “Evolution of the OMNI LP Model, Potash Corporation of Saskatchewan Inc, Canada”, 28th MUG Conference, Haverly Systems, 1999. 9. D. A. Roling, “The State of the Copper Market from a Financial Point of View”, CRU 2nd World Copper Conference, Santiago, Chile, April 2003. 10. Helmut Lerchs & Ingo F. Grossmann, “Optimum Design of Open-pit Mines”, Joint C.O.R.S. and ORSA Conference : Montreal, May 27 – 29 1964. Transactions, CIM, Volume LXVIII, 1965, pp 17 – 24. 11. J. Daniel Cougar and Robert W. Knapp, “Systems Analysis Techniques” by John Wiley & Sons. 1974. p5. ISBN 0-471-17735-0 13 of 14 14 of 14