word
advertisement

International Conference on:
“New Role for the World Sugar Economy in a Changed Political and
Economic Environment ”
Optimal egyptian factors affecting nonsugar elimination
in beet juice purificaton and economic return
on sugar recovery
Samir Y. El-Sanat (2), Aref A.M. Aly (1),
Mohamed M. El-Tabakh (3) and Ibrahim Abdel-ghaney (3)
(1)
Chemistry Department, Faculty of Science, Assuit University, Egypt
Food Technology Department, Faculty of Agriculture, Kafrelsheikh University, Egypt
(3)
Delta Sugar Company, Egypt.
(2)
Abstract:
The quality of sugar produced in sugar beet industry is highly dependent
on the efficiency of the chemical treatment i.e. clarification process, which can
be considered as the bottleneck of sugar manufacture . Therefore, any
improvement of the clarification process reflects itself on the quality of sugar and
its yield. Production of sugar from sugar beet requires a series of sequential unit
operations, which comprise beet preparation, extraction clarification, evaporation,
crystallization, centrifugal separation, drying and packaging.
The main goal of any sugar technology is to get rid of impurities from
sucrose solutions and to produce sugar of high quality. Separation of nonsugars
from sugar is the aim of almost every step of sugar production and the purpose of
juice purification is to remove the majority of these nonsugars.
In Delta Sugar Company the percentage of nonsugar elimination is
relatively low compared to the theoretical ones .The aim of the present study is to
suggest effective procedures to increase removal of nonsugars from beet juice
clarification in order to increase the purity of the produced sugar and to achieve a
low sugar content in molasses during conditions of both hot and cold liming.
Keyword: Sugar beet, α-amino nitrogen liming and nonsugar elimination (NSE).
1. Introduction:
“Sugar is made in the field, not in the factory" So, the quality of beet
plays an important role in the sugar manufacture. Although year and site are
important factors influencing beet quality, the beet growers may improve the
quality of the beet by optimal fertilization, choice of varieties, optimal plant
population, prevention of stress conditions, control of pests and diseases, way of
topping and harvest and storage under optimal conditions[1]. The application of
excessive amounts of nitrogen fertilizers not only increases most of the major
non-sugars, in particular α-amino nitrogen resulting in lower crystallizable sugar
10-13 November 2012, Aswan, Egypt
Ibrahim Abdel-ghaney et al
TL2.2/
1
International Conference on:
“New Role for the World Sugar Economy in a Changed Political and
Economic Environment ”
and alkalinity, but it also has detrimental effects on sugar content and marc,
invert sugar, lime salts and color, raffinose and the physical strength of beet
tissue[2].
“The sugar factory does not make sugar, it separates nonsugars.”, so
the aim of sugar beet processors world-wide is to produce pure sugar, at least
expense, from the roots which they have purchased and which represent their
major manufacturing cost. Although the efficiency of processing depends to a
large extent on the factory equipment and the way in which it is utilized, it is the
quality of the roots which is by far the most important parameter affecting
processing. The efficiency of sugar manufacturing depends largely on the quality
of the raw beet material. Good processing quality is characterized by a
combination of high sucrose concentration and low concentration of non sucrose
substances that impair white sugar recovery. In the technological process of sugar
production the main problem is the separation of non-sucrose compounds.
Purified sugar solution, which is tobe crystallized, consists of non-sucrose
compounds diluted in water. Colored matters as non-sucrose compounds have the
tendency to form inclusions in the sugar crystal or to be adsorbed on the surface.
In sugar factories, the color of sugar depends on the quality of the sugar-beet and
on the suitability of clarification and the evaporation process of juices [ 3 ].
Sugarbeet roots contain a number of nonsucrose carbohydrates that coextract with sucrose during processing. These carbohydrate impurities are present
at low concentrations relative to sucrose, but have a significant impact on
sugarbeet processing quality and sucrose yield. Carbohydrate impurities form
during the production and postharvest storage of sugarbeet roots with the largest
accumulation of impurities occurring during storage. As metabolic derivatives of
sucrose, carbohydrate impurities are directly responsible for sucrose loss in
sugarbeet roots. Their impact on sucrose yield is compounded by their ability to
interfere with processing. Carbohydrate impurities cause color, crystallization
and filtration problems during sugarbeet root processing and increase the loss of
sucrose to molasses. Carbohydrate impurities include monosaccharides,
oligosaccharides and polysaccharides. The major monosaccharide impurities in
sugarbeet root are the invert sugars, fructose and glucose. These two sugars are
formed by the enzymatic degradation of sucrose. Invert sugars co-extract with
sucrose, but degrade during processing to organic acids and colored compounds.
The major oligosaccharides in sugarbeet roots are the trisaccharides, raffinose, 1kestose, 6-kestose and neo-kestose. In sugarbeet processing, raffinose and the
kestoses co-extract with sucrose without degradation. Their presence significantly
reduces the rate of sucrose crystallization and alters sucrose crystal morphology
causing an increase in sucrose loss during crystal filtration. The major
10-13 November 2012, Aswan, Egypt
Ibrahim Abdel-ghaney et al
TL2.2/
2
International Conference on:
“New Role for the World Sugar Economy in a Changed Political and
Economic Environment ”
polysaccharide impurities in sugar beet root are the gums, dextran and levan [4].
A higher dextran and raffinose contents considerably increase the dextrarotation, giving rise to sucrose content apparently higher than true sucrose. This
apparent sucrose causes an error in the sucrose balance of the sugar factory and
leads to increase of sugar loss in molasses [5].
In the purification process the non-sugars are to be removed from the raw
juice to the greatest possible extent.Usually, burned lime is used as an auxiliary
agent for purifying the raw juice. A by-product of lime production is carbon
dioxide (CO2). Adding carbon dioxide to the juice in the purification process
removes excess lime and, thus, improves the juice quality [6].
CaO consumption of individual factories may vary significantly between 1
and 3 % on beet. A general CaO consumption of 90 -120 % on raw juice
nonsugars may be considered normal [7].
The goal of sugar technology is to remove the impurities from sucrose
solutions and produce sugar that consists of pure crystals. Therefore, sugar
technology mainly concentrates on improving impure sucrose solution.
2. Materials and Methods
Materials
The delivered heterogeneous well- topped beet materials of various
qualities, which have been performed through two successive working seasons
from 2010 until 2011, in Delta Sugar Company, Elhamoul Mill, and Kafrelsheikh
Governorate, Egypt were used in this study. Collected samples were transferred
to laboratory, the extracted juice was analyzed daily for sugar polarity, sodium,
potassium, α-amino nitrogen, apparent and true sucrose, invert sugar and
raffinose. The campaign is divided into 11 periods, every one consists of 10 days.
Methods
Chemical analysis
Total soluble solids (TSS) of beet juice was determined by using a fully
automatic digital refractometer, model RX-5000 (ATAGO Co., LTD). The
determination included 0-95% Brix and temperature compensation 15 to 40 °C
according to the procedure of Delta Sugar Company. Sucrose percentage (%) was
determined polarimetrically on lead acetate extract of fresh macerated roots by
using automatic saccharimeter, model sucromat, and apparent purity percentage
(%) was determined as a ratio between sucrose % and TSS % of roots as the
method described by [8]. The concentrations of sucrose, potassium, sodium and
α-amino nitrogen were determined from beet brei-clarified by aluminum sulphate
10-13 November 2012, Aswan, Egypt
Ibrahim Abdel-ghaney et al
TL2.2/
3
International Conference on:
“New Role for the World Sugar Economy in a Changed Political and
Economic Environment ”
for each section by an automatic beet laboratory system (Venema automation BV
– analyzer ΙΙ G - 16 -12- 99, 9716JP /Groningen/Holland, the results were
calculated as millimoles/100g beet). Sucrose was analyzed polarimetrically,
potassium and sodium were determined by flame-photometry (Minilyser, Fa.
Venema) according to [9] and α-amino nitrogen was analyzed by the fluorometric
OPA-method [10,11]. True sucrose, Raffinose and inverted sugar were
determined by The Berlin Institute method Asadi [1] by using double polarization
(inversion method)for true sucrose, raffinose determinations, while inverted sugar
was determined by ofner method according to the following equations:
% True sucrose = (0.512 DP- IP/0.839)
% Raffinose = (0.33 DP + IP/1.563)
where: DP is the direct polarization and IP is the invert polarization.
%Invert sugar = (ml Thiosulfate Blank – ml Thiosulfate Sample – 0.2)/g Sample ×10
Each data of analysis represents ten replicates.
Assessment of the technical quality
The highest sugar loss in a sugar factory results from the sugar in molasses
which is not crystalizable. Therefore, the attempt was made to evaluate the
technical quality of sugar beet with estimation formulas of selected non-sugars in
beet. For the current study, the standard molasses loss and the yield of molasses
were calculated according to the formula as follows:
The loss of sugar in molasses % ob =
SM = (SC – 0.6) 100 – PTJ
PTJ
×
PM
100 - PM
Where SM is the sugar in molasses (% OB), SC is the sugar in cossette
(%), PTJ is the purity of thick juice and PM is the purity of molasses.
Yield of Molasses (%OB) =
mM = 100 (SM) + NSTJ
DSM
Where mM is the amount of molasses produced and DSM is the molasses
dry substance.
The juice purification efficiency and the sugar recovery were
determined based on the modification of the sugar recovery formula suggested by
Moore [12] as follows:
Juice purification efficiency ( η jp) =
100 ×{1- (purity of raw juice) × (100 - purity of thin juice ) }
10-13 November 2012, Aswan, Egypt
Ibrahim Abdel-ghaney et al
TL2.2/
4
International Conference on:
“New Role for the World Sugar Economy in a Changed Political and
Economic Environment ”
(Purity of thin juice) × (100 - purity of raw juice)
Where η jp is the juice purification efficiency.
Sugar recovery =
(purity of thin juice – purity of molasses) ×10000
Purity of thin juice (100 – purity of molasses)
Mass of non-sugar in raw juice % OB =
(Sugar content of beet – sugar loss in pressed pulp) × (100-Purity of raw juice) ×100
100
(Purity of raw juice)
Mass of non-sugar in thin juice % OB =
(Sugar content of beet – sugar loss in pressed pulp-sugar loss in mud ) × (100-Purity of raw juice) ×100
100
( Purity of raw juice)
Non sugar elimination% OB=
(purity of thin juice – purity of raw juice) × 10000
Purity of thin juice - (100 – purity of raw juice)
Gain in juice purification=
Purity of thin juice - purity of raw juice
3
Quantity of lime (m ) =
Quantity of Raw juice( m3 ) × alkalinity of mainliming juice (g CaO / L)
No. of grams of CaO per liter
CaO % B =
Milk of lime %OB × No. of grams of CaO per liter
1000
Statistical analysis
All obtained data were statistically analyzed according to the technique of
analysis of variance (ANOVA) for the split–plot design to each experiment and
for correlation coefficient according to Dowdy et al., [13] and for standard
deviation according to [14].
3. Results and Discussion
Technological characteristics of fresh sugar beet roots
Total soluble solids (TSS)
From data summarized in Table1 minimum total soluble solids (TSS)
value (19.00%) was observed in period (1), (this is owing to the early harvesting
of the beet (premature beet)), while maximum TSS value of 24.35 % was noticed
10-13 November 2012, Aswan, Egypt
Ibrahim Abdel-ghaney et al
TL2.2/
5
International Conference on:
“New Role for the World Sugar Economy in a Changed Political and
Economic Environment ”
in period (7). The over all mean was 24.68 %.The decrease in TSS % is due to
excessive nitrogen application which increases root and weight diameter, tissue
water content as well as partitioning of more photosynthates to the tops than to
the roots of sugar beet plants and consequently TSS %may be lowered.This
conclusion was alsoreported by Mostafa et al., [15], Sers and Curtin [16].
pH
From the results in Table (1), it could be noticed that the pH value of the
beet juice along the eleven periods during the 2011campaign was between 6.2
and 6.8,while the over all mean was 6.6. These data were compatible with those
reported by Brukner[17] and Burba [18], who found that the pH value of the
cell juice of healthy plants ranged between 6.2 and 6.5 and sugar beet have to
synthesize organic acids (oxalic acid, citric acid and malic acid ).
Beet quality
As evident from Table (1) along the eleven periods during the
2011campaign a gradual increase in beet quality was noticed. Maximum Beet
quality (80.43%) was seen in period (11) and minimum (65.65%) was observed
in period (1), while the over all mean was 75.94 %. These results are near
somewhat from those reported by Hilde et al. [19] who, stated that higher
concentrations of α-amino N and K + Na decrease the quality of beet because
their presence in the beet interferes with the crystallization process, which causes
a great proportion of the sugar to be recovered as molasses with a reduction in
refined sugar. Also Abdel-Rahman [20] who mentioned that regarding beet
sugar production, differences between theoretical and practical quality during
sugar extraction from sugar beet and an increase of molasses purity have been
observed in the Egyptian sugar beet factories and in many another countries,
especially at the end of the industrial season. Climatic conditions and long time
from harvesting to manufacturing cause a drop of sugar beet quality. Also
freezing and thawing cause considerable changes in the chemical composition,
and thus processability of sugar beet. Finally similar results were reported by
Abou- shady [21], Hozayen [22] and Feweez et al., [23].
Beet purity
Data presented in Table (1) showed that beet purity along the eleven
periods during the 2011campaign gave high significant differences. Beet purity
values were ranged between (86.55 and 80.37%) with over all mean 84.35%.The
reduction in sucrose and apparent purity percentages due to increasing nitrogen
fertilizer levels may be due to the role of nitrogen in increasing non-sucrose
substances such as proteins and alpha amino acid, and hence decreasing sucrose
content in roots. Moreover, it is a fact that increasing nitrogen levels results in
10-13 November 2012, Aswan, Egypt
Ibrahim Abdel-ghaney et al
TL2.2/
6
International Conference on:
“New Role for the World Sugar Economy in a Changed Political and
Economic Environment ”
increasing water retention by the tap root and in turn a decrease in sucrose
percentage of root fresh weight, Droycott [2]. Similar results were reported by
Zalat [24], Hozayen [22], and Abou EL-Maged et al., [25]. They found that
purity of sugar beet juice ranged between 81.18 % and 93.74 .
Carbohydrate nonsucrose
Reducing sugar
Data illustrated in Table (1) show the overall mean of reducing sugar
was 0.31%. The maximum and minimum values were 0.37% in period 11 and
0.24% in period 1), respectively.
These results are in accordance with those confirmed by Wyse [26], who
stated that higher storage temperatures generally increase the accumulation of
invert sugars, especially when they exceed 10°C. Similar observations were
reported by Akeson [27], who reported that genetic factors and defoliation
method also influence invert sugar accumulation. Threefold difference in the
extent of invert sugar accumulation during storage has been attributed to genetic
variation. Mahn et al. [28] and Steensen & Augustinussen [29] mentioned that
defoliation method also affects invert sugar concentrations at harvest and during
storage by impacting the frequency of leaf regrowth. Because invert sugar
concentrations are three to five times greater in crown tissue than in the
subtending root, topped roots have lower invert sugar content at harvest than
roots defoliated by flailing.
Raffinose content
The data shown in Table (1) revealed a high significant difference for
raffinose content among the eleven periods during the 2011 campaign. Maximum
raffinose content (0.52%) was noticed in period (11) and minimum value was
0.35% in period (1),while the overall mean was 0.45%. These results are in good
agreement with those confirmed by Martin et al. [30] who reported that during
storage raffinose concentrations change with the magnitude and direction of
change dependent on storage conditions. Wyse [31] found that raffinose
concentration is dependent on genetic and environmental factors. Genetic
variability influences raffinose content at harvest and its accumulation during
storage. Greater than fourfold differences in raffinose content at the time of the
harvest, and twofold differences in its rate of accumulation during storage has
been attributed to genetic variability. Finally, Wyse &Dexter [32] mentioned that
the raffinose content at harvest is dependent on temperature conditions before
harvest. Low temperatures prior to harvest elevate raffinose concentration at time
of harvest. After storage, raffinose content is largely determined by the
temperature at which the roots were stored and is independent of raffinose
10-13 November 2012, Aswan, Egypt
Ibrahim Abdel-ghaney et al
TL2.2/
7
International Conference on:
“New Role for the World Sugar Economy in a Changed Political and
Economic Environment ”
content at harvest.
Table (1): Technological characteristics of the fresh sugar beet roots.
Period
(10days)
TSS
(%)
pH
1
2
3
4
5
6
7
8
9
10
11
Overall mean
Significance
19.00g
20.42f
21.51e
22.20de
22.81cd
23.40bc
24.35a
24.35a
23.61abc
23.65ab
23.79ab
22.64
**
6.80ab
6.80ab
6.70b
6.70b
6.70ab
6.70ab
6.80ab
6.80a
6.40c
6.40c
6.20d
6.60
**
Beet
quality
(%)
Beet
purity
(%)
Reducing
sugar
(%)
Raffinose
(%)
65.65g
67.88f
71.48e
74.65d
76.70c
78.30b
79.76a
80.27a
79.90a
80.34a
80.43a
75.94
**
80.37e
81.87d
82.40d
82.76d
84.56c
84.98bc
85.69ab
86.55a
86.17a
86.28a
86.25a
84.35
**
0.24d
0.28bcd
0.34ab
0.33abc
0.30bc
0.28cd
0.33abc
0.30bc
0.32abc
0.33ab
0.37a
0.31
**
0.35d
0.41cd
0.47ab
0.46bc
0.44bc
0.44bc
0.49ab
0.45bc
0.47ab
0.49ab
0.52a
0.45
**
** High significant 1 %.
Means within each column followed by the same letters ( a , b, c, d, e, f and g ) indicate
significant differences (P<0.01).
The effect of hot and cold liming (% NS) addition on the juice
purification, sugar recovery, and sugar losses to molasses
The lime requirement for adequate purification depends on the beet
quality, in other words, the amount and nature of the nonsugars in the beet. When
processing low-quality beet, more lime is needed because the beets have more
nonsugars that must be removed. The nature of nonsugars is also important. To
process healthy beets, CaO consumption of 1.5 to 2.5% OB (equal to 3.0 to 5.0%
CaCO3on beet) is required (may reach 3% OB or more when processing
damaged beets). Although the amount of nonsugars of diffusion juice that can be
precipitated with lime (removable nonsugars RNS) is about 0.5% OB, during
purification 1.5 to 2.5% CaO on beet is used. This means that the amount of CaO
is threefold to fivefold. The excess is used as a filter aid [19].
Table: (2) Amount of lime used in hot liming during 2011 seasons decades.
(1)
(2)
Each value represents ten replicates during 10 periods along 2011 season.
calculated at milk of lime density 1.184(g / cm3), 66.1%actual purity, and CaO
10-13 November 2012, Aswan, Egypt
Ibrahim Abdel-ghaney et al
TL2.2/
8
International Conference on:
“New Role for the World Sugar Economy in a Changed Political and
Economic Environment ”
content in milk of lime is ( 183 g /liter ) at actual purity .
calculated on the basis of milk of lime contains 16.04 % CaO
(4)
calculated on the basis of juice draft 120 Liter % kg beet .
(3)
Specification
1
2
3
4
5
6
7
Lime
(% NS)(1)
65
67
69
70
71
72
73
Quantity
(ml/Lit.) of juice(2)
83.2
85.7
88.3
89.6
90.8
92.1
93.4
CaO
(%B)
2.16
2.23
2.30
2.33
2.36
2.40
2.43
Lime
(% on juice)(3)
9.85
10.15
10.45
10.60
10.76
10.91
11.06
Lime
(% on beet)(4)
11.82
12.18
12.54
12.73
12.91
13.09
13.27
Table: (3) Amount of lime used in cold liming during 2011 seasons decades
(1)
Each value represents ten replicates during 10 periods along 2011 season.
calculated at milk of lime density 1.173(g/cm3), 65.9% purity and CaO content
in mi9lk of ( 156 g /liter ) lime at actual purity.
(3)
calculated on the basis of milk of lime contains 13.93 % CaO
(4)
calculated on the basis of juice draft 120 Liter % kg beet .
(2(
Lime
Quantity(ml/Lit.) CaO
Lime
Lime
(% NS)(1)
of juice(2)
(%B) (% on juice)(3) (% on beet)(4)
1
65
96.7
2.12
11.34
13.61
2
68
101.1
2.22
11.86
14.23
3
71
105.6
2.32
12.39
14.86
4
75
111.5
2.45
13.08
15.70
5
78
116.0
2.55
13.61
16.33
6
80
119.0
2.61
13.96
16.75
7
81
120.5
2.65
14.13
16.96
Table (4): The effect of hot liming (% NS) addition on the juice purification efficiency,
sugar recovery, and sugar losses to molasses during 2011 seasons decades.
Specification
Specification
72%
73%
Sig.
Raw juice purity %
N.S in Raw juice
% on Beet(2)
86.3
86.3
86.3
86.3
86.3
86.3
86.3
NS
2.86
2.86
2.86
2.86
2.86
2.86
2.86
NS
Thin juice purity % on Beet(3)
88.5d 88.7.0cd
88.8c
89.0bc
89.3ab
89.5a
89.3ab
**
N.S in Thin juice % B
2.34a
2.29ab
2.27abc
2.22bcd
2.16cd
2.11d
2.16cd
**
N.S Elimination in juice purification %B
0.52e
0.57de
0.59cd
0.64bc
0.70ab
0.75a
0.70ab
**
Juice purification efficiency%
18.18d 19.93cd
20.63bc
22.38b
24.48a
26.22a
24.48a
**
Recovery%
81.30d 81.70cd
81.90c
82.20bc
82.80ab
83.10a
82.80ab
**
2.5cd
2.7bc
3.0ab
3.2a
3.0a
**
33.472bc
37.191ab
39.670a
37.191a
**
Gain in purity
Sugar increasing
(Ton/ day)(4)
65% 67%
Lime %N.S(1)
70%
71%
2.2e
2.4de
69%
27.27e 29.753de 30.993cd
10-13 November 2012, Aswan, Egypt
Ibrahim Abdel-ghaney et al
TL2.2/
9
International Conference on:
“New Role for the World Sugar Economy in a Changed Political and
Economic Environment ”
Sugar loss to Molasses
% on Beet (5)
3.31a
3.25ab
3.21abc
3.15bcd
3.05cd
2.99d
3.02cd
**
Molasses% on Beet
4.17 a
4.09ab
4.05abc
3.97bcd
3.84cd
3.76d
3.84cd
**
** High significant 1 %.
NS: non significance.
Means within each column followed by the same letters ( a , b, c, and d) indicate significant
differences (P<0.01).
1. Each value represents ten replicates during 10 periods along 2011 season.
2. At pol % on beet (18.31 %) and loss of pulp % on beet (0.3 %).
3. At pol % on beet (18.31 %), loss of pulp % on beet (0.3 %) and loss in Carb. Lime %
(0.01%on beet).
4. At 7000 tons crushing beet per day and mean sugar introduced into the sugar house
17.71% on beet.
5. At molasses brix 80%, purity 59%, molasses coefficient 1.44 , and sugar introduced into
the sugar house 17.71% on beet
Table (5): The effect of cold liming (% NS) addition on the juice purification
efficiency, sugar recovery, and sugar losses to molasses during 2011
seasons decade.
Specification
Raw juice purity %
N.S in Raw juice
% on Beet 2)
Thin juice purity % on Beet 3)
N.S in Thin juice % B
N.S Elimination in juice
purification %B
Juice purification efficiency%
Recovery%
Gain in purity
Sugar increasing
(Ton/ day) 4)
Sugar loss to Molasses
% on Beet 5)
Molasses% on Beet
Lime %N.S1)
75% 78%
65%
68%
71%
80%
81%
Sig.
86.3
86.3
86.3
86.3
86.3
86.3
86.3
Ns
2.86
2.86
2.86
2.86
2.86
2.86
2.86
NS
88.4e
2.36a
88.9d
2.25b
89.3c
2.16c
89.6bc
2.09cd
89.9ab
2.02de
90.2a
1.96e
89.8ab
2.04d
**
**
0.50e
0.61d
0.70c
0.77bc
0.84ab
0.90a
0.81ab
**
17.48e
81.1e
2.1e
21.33d
82.0d
2.6d
24.48c
82.8c
3.0c
26.92bc
83.3bc
3.3bc
29.37ab
83.8ab
3.6ab
31.47a
84.4a
3.9a
28.32b
83.7ab
3.5ab
**
**
**
37.191c 40.910bc 44.629ab 48.348a
43.390b
**
26.034e 32.232d
3.34a
3.18b
3.05c
2.96cd
2.86de
2.77e
2.89d
**
4.21a
4.01b
3.84c
3.72cd
3.60de
3.49e
3.64d
**
** High significant 1 %.
NS: non significance.
Means within each column followed by the same letters (a, b, c, and d) indicate significant
differences (P<0.01).
1. Each value represents ten replicates during 10 periods along 2011 season.
2. At pol % on beet (18.31 %) and loss of pulp % on beet (0.3 %).
3. At pol % on beet (18.31 %), loss of pulp % on beet (0.3 %) and loss in Carb. Lime %
(0.01%on beet).
4. At 7000 tons crushing beet per day and mean sugar introduced into the sugar house
10-13 November 2012, Aswan, Egypt
Ibrahim Abdel-ghaney et al
TL2.2/ 10
International Conference on:
“New Role for the World Sugar Economy in a Changed Political and
Economic Environment ”
17.71% on beet.
5. At molasses brix 80%, purity 59%, molasses coefficient 1.44 , and sugar introduced into
the sugar house 17.71% on beet.
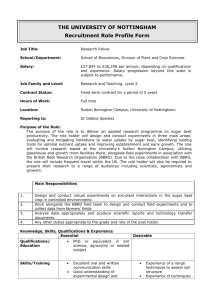
Thin juice purity
As regarded to (Tables 4,5) and Figure ( 1 ), it could be noticed that the
thin juice purity gave a gradual increase with increasing the amount of lime %
NS addition till 72% and 80% hot and cold liming addition respectively. On the
other hand, the purities gained in all cold liming additions were the best
comparing with hot liming additions. The preceding results agreed with Asadi
[1], who reported that the amount of CaO added should be kept at a moderate
level of about 80% of nonsugars entering the purification station in the diffusion
juice. Low-quality beets require 120% or more, similar observations were stated
by Van der Poel et al.[6], who believed that decreasing lime consumption below
70% when processing good-quality beets may result in the following unwanted
results: decrease in juice purity, increase in thin-juice color, increase in hardness
content and filtration and sedimentation difficulties.
N.S.% Hot liming addition
65%
68%
71%
75%
78%
80%
81%
90.5
Purity %
90
89.5
Thin juice purity
%(Cold liming)
89
Thin juice purity
%(Hot liming)
88.5
88
87.5
65%
67%
69%
70%
71%
72%
73%
N.S.% Cold liming addition
Fig .(1): Development of thin juice purity with lime % NS added during hot and
cold liming.
Thin juice nonsugar (% B)
Data illustrated in Tables (4 and 5) show a gradual decrease in the thin
juice non-sugar with increasing the amount of lime % NS added till 72 % and
80 % hot and cold liming addition respectively. Minimum thin juice nonsugar %
B (2.11 %) was noticed at the hot liming 72 % NS addition, while it was 1.96 %
at cold liming 80 % NS addition. These results were in accordance with those
reported by Carruthers and Oldfield [33]. They pointed out that potassium and
sodium salts, amino acids, and betaine constituted about 70 % of the nonsugars
second carbonation juice, implying that they are little removed by juice
purification procedures and remain in the purified juice to exert their individual
inhibitory effects on sucrose recovery .
Similar results were obtained by Draycott [2], who found that all non10-13 November 2012, Aswan, Egypt
Ibrahim Abdel-ghaney et al
TL2.2/ 11
International Conference on:
“New Role for the World Sugar Economy in a Changed Political and
Economic Environment ”
sugars not removed in carbonatation must contribute to the loss of sugar to
molasses. Thus, not only potassium and sodium and the amino acids, but also
betaine, invert sugar degradation products, raffinose, nitrate, etc., and residues of
citrate, malate and sulphate must be included in considerations of
melassigenicity.
Nonsugar elimination in juice purification (% B)
From the results recorded in (Tables 4 and 5) the hot liming 72 % NS
addition gave a maximum nonsugar elimination value, while the maximum
nonsugar elimination value was obtained at cold liming 80 % NS addition. These
results are in accordance with those reported by Burba et al. [34],who reported
that only about 30% by weight of these total non-sugars would be removed in the
carbonatation purification. Glutamine would be partially decomposed to yield
pyroglutamic acid (PGA) and ammonia. invert sugar would be mostly degraded
to acidic products and colored substances. Both unreacted glutamine, invert
sugar, PGA and the invert sugar degradation products would pass through
carbonatation and so influence the rest of the process. These changes are
fundamental to the acid-base balance, with the removal of anionic substances
(oxalate, phosphate, citrate, malate, sulphate and pectin) releasing free base being
counter-balanced by the production of acids from glutamine and invert sugar
degradation. In addition, ammonia (a base), released by decomposition of
glutamine, is lost by volatilization at the high temperatures during carbonatation.
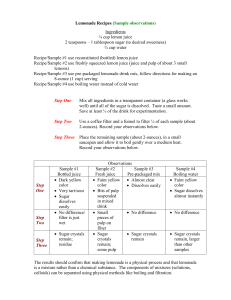
Juice purification efficiency %
In respect to Tables 4 and 5and Figure 2 it should be noted that there was a
gradual increase in the juice purification efficiency % with increasing the amount
of hot lime % NS added from 65 % to 72 %,while with increasing the amount of
cold lime % NS added from 65 % to 80 % a gradual increase in the juice
purification efficiency % was observed. Maximum value ( 26.22% ) was noticed
by the hot liming 72 % NS addition and 31.47% was the maximum value for
cold liming 80 % NS addition. These findings are in agreement with those
obtained by Asadi [1], who found that in the purification station, 20 to 30% of
nonsugars, such as invert sugar, colloids, and coloring substances, are removed.
10-13 November 2012, Aswan, Egypt
Ibrahim Abdel-ghaney et al
TL2.2/ 12
International Conference on:
“New Role for the World Sugar Economy in a Changed Political and
Economic Environment ”
N.S.%Cold liming addition
Juice purification efficiency %
65%
68%
71%
75%
78%
80%
81%
33
30
Juice purification
efficiency%
(Cold liming)
Juice purification
efficiency%
(Hot liming)
27
24
21
18
15
65%
67%
69%
70%
71%
72%
N.S.%Hot liming addition
73%
Fig . (2): Two diagrams illustrating the development of the juice purification
efficiency with lime % NS added during hot and cold liming.
Recovery %
The obtained data are presented in Tables 4, 5 and figure 3 . It could be
noticed from the result that the hot liming 72 % NS addition gave a maximum
recovery % value, while the maximum recovery % value was obtained at cold
liming 80 % NS addition. Such findings coincide with those reported by Asadi
[1] who stated that sugar yield is increased by increasing the purity (decreasing
nonsugars) of the juice (increasing the juice purity by 1% increases sugar yield by
approximately1.5%).
N.S.%Cold liming addition
Recovery %
65%
68%
71%
75%
78%
80%
81%
85
84.5
84
83.5
83
82.5
82
81.5
81
80.5
Recovery%
(Cold liming)
Recovery%
(Hot liming)
65%
67%
69%
70%
71%
72%
73%
N.S.%Hot liming addition
Fig . (3) : illustrates the development of the sugar recovery with lime % NS added
during hot and cold liming.
Sugar increasing ( Ton / day )
Concerning the above results in Table 4 and figure 5 the maximum sugar
increasing value (39.670 Ton / day) at hot liming of 72% NS addition was
observed.
On the other hand, the maximum sugar increasing value (48.348 Ton / day)
was noticed by cold liming 80% NS addition in the results summarized in (Table
18). Results from Tables 17and 18 graphed in Figure (20) show a gradual
increasing in the sugar increasing (Ton / day) with increasing the amount of both
hot and cold liming %NS additions till 72% and 80% respectively. Moreover, all
10-13 November 2012, Aswan, Egypt
Ibrahim Abdel-ghaney et al
TL2.2/ 13
International Conference on:
“New Role for the World Sugar Economy in a Changed Political and
Economic Environment ”
values in cold liming curve were relatively high compared with the hot one also
was noticed in Figure (4).
N.S.%Cold liming addition
65%
68%
71%
75%
78%
80%
81%
50
Ton/day
45
40
Sugar increasing
(Cold liming)
35
Sugar increasing
(Hot liming)
30
25
65%
67%
69%
70%
71%
72%
N.S.%Hot liming addition
73%
Fig . (4): Sugar increase (Ton /day) vs. lime % NS added during hot and cold liming
Sugar loss to molasses % on beet
A gradual decrease in the sugar loss to molasses % on beet with increasing
the amount of lime % NS added till 72 % and 80 % hot and cold liming addition
respectively was shown in Tables 4, 5 and Figure(5). Minimum sugar loss to
molasses % on beet (2.99 %) was noticed at the hot liming 72 % NS addition,
while it was (2.77 %) at cold liming 80 % NS addition. These results are near
somewhat from those reported by Asadi [1] who stated that molasses yield and
sugar losses to molasses are decreased by increasing juice purity (increasing juice
purity by one unit results in a decrease of sugar losses in molasses by about 0.2%
OB). This leads to lower sugar losses to molasses (the percentage of sugar in the
beet that leaves the factory in molasses). Each nonsucrose substance causes a
different increase in molasses production (the lower, the better), and
consequently, a different sucrose loss that ends up in molasses. In sugar terms,
this is known as the melassigenic effect. The general statement for the
melassigenic effect of nonsugars is that each kg (ton or pound) of nonsugars
carries about 1.5kg (ton or pound) of sugar into molasses. The damage to sugar
yield (extraction) is also 1.5%, since sugar that does not end up in the sugar silo
ends up in molasses.
N.S.%Cold liming addition
%On beet
65%
68%
71%
75%
78%
80%
81%
3.5
3.4
3.3
3.2
3.1
3
2.9
2.8
2.7
2.6
2.5
Sugar loss to
Molasses% on
beet (Hot liming)
Sugar loss to
Molasses % on
beet(cold liming)
65%
67%
69%
70%
71%
72%
73%
N.S.%Hot liming addition
10-13 November 2012, Aswan, Egypt
Ibrahim Abdel-ghaney et al
TL2.2/ 14
International Conference on:
“New Role for the World Sugar Economy in a Changed Political and
Economic Environment ”
Fig . (5): The decrease in the sugar loss to molasses % on beet with lime % NS added
during hot and cold liming .
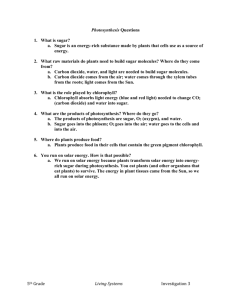
Comparison between hot and cold liming at their best additions (%NS)
The analysis of the variance shown in Table (6) gives a high significant
difference between hot and cold liming at their best lime% NS additions 72 and
80 % respectively. Thin juice purity, nonsugar elimination in juice purification
(%B), juice purification efficiency(%), gain in purity(%),recovery (%),lime
consumption (% on beets), and invert sugar destruction (%) are higher in cold
liming than in hot liming, while nonsugar in thin juice (% B), color formation in
thin juice (IU at 420nm), thin juice hardness (mg/100DS), sugar loss to molasses
(% on Beet), and molasses (% on Beet) are higher in hot liming than in cold
Liming . Furthermore, these results agreed with Asadi [19], who stated that cold
liming is more effective because decreasing temperature increases the solubility
of CaO in the juice which leads to an increase in the reaction of lime with
nonsugar , i.e. the solubility of CaO in a 14% sucrose solution at 40°C, is 1.5%
by mass, but at 80°C, it is about 0.5%. The greater lime solubility in solutions
with higher sucrose concentration is due to the formation of more calcium
saccharate, Ca (C12H22O11)2. The reason for the difference in solubility is the
higher saccharate hydrolysis at a higher temperature. Also during the liming
process, the amount of CaO used (1 to 3% by mass of the juice) is much higher
than can be dissolved (only 0.26% in a 14% sucrose solution at 80°C). The
excess of lime is used as the adsorbent for adsorption of nonsugars and as an aid
during the juice-filtration process.
As a result of the increase in cold liming thin juice purity than hot liming
one by about one percent(1%), molasses yield and sugar losses to molasses were
decreased (increasing juice purity by one unit results in a decrease of sugar losses
in molasses by about 0.2% OB). Also sugar yield was increased by increasing the
purity (decreasing nonsugars) of the juice (increasing the juice purity by 1%
increases sugar yield by approximately 1.5%). Mathematically, nonsugar removal
efficiency during purification is expressed by a nonsugar elimination (NSE)
formula. Nonsugar elimination in cold liming was increased by about 5% due to
the increase in purity too.
The lime consumption in cold liming was higher than hot liming that led to
decreasing the color of the cold liming juice because more of the coloring
substances were precipitated, i.e., calcium carbonate has a high ratio of surface
area to volume. Coloring materials are nonpolar compounds of high molecular
weight, so they are adsorbed at the surface of the lime.
10-13 November 2012, Aswan, Egypt
Ibrahim Abdel-ghaney et al
TL2.2/ 15
International Conference on:
“New Role for the World Sugar Economy in a Changed Political and
Economic Environment ”
1200
Color % brix
1100
Hot liming
72%N.S
Hardness
Cold liming
80%N.S.
1000
900
800
700
1
2
3
4
5
6
7
8
9
10
Periods
Fig . (6) : Two diagrams illustrating the development of the color formation ( color %
brix ) with campaign periods during hot and cold liming.
From the data presented in Figure(6) the period (5) gives the best results
(minimum values of hot liming juice color), while the lowest thin juice color was
observed in period (7).While period (6) gives the best results (minimum values
of cold liming juice color), the lowest thin juice color was noticed in period (10).
Even though, destruction of monosaccharides results in more highly
colored thin juice , this is considered preferable to allowing them to form acids or
color in the evaporation or crystallization stages . About half of the amino acids
in diffusion juice is glutamine and unless it is deamminated in juice purification it
will do so in the evaporators and the juice PH will drop. Ammonia which is
produced by this reaction( along with ammonia from protein degradation prior to
processing) is driven off. Also glutamine which has been converted to 2pyrrolidone -5- carboxylic acid is unavailable for color forming reaction (Clarke
and Godshall [35]).
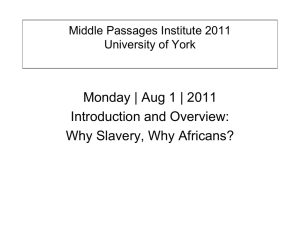
The hardness content of cold liming thin juice was in the normal range,
similar results were obtained by Asadi, [1] who found that hardness content of 50
to 200 mg/100 DS is normal. Hardness can get too high (up to 600) when a
factory processes damaged beet (deteriorated beet due to a long campaign period
or frost). During evaporation, part of the hardness precipitates, forming scale on
the evaporators ’heating surfaces. But part of hardness passes the evaporation and
crystallization process and ends up in molasses. Besides scaling, hardness causes
an increase in the viscosity of the juice when concentrated, a decrease in the
crystallization process, and a decrease in sucrose recovery.
Hardness (mg/100DS)
40
35
Hot liming
72%N.S
Hardness
Cold liming
80%N.S.
30
25
20
15
10-13 November 2012, Aswan,
Egypt
10
Ibrahim Abdel-ghaney et al
TL2.2/ 16
5
1
2
3
4
5
6
Periods
7
8
9
10
International Conference on:
“New Role for the World Sugar Economy in a Changed Political and
Economic Environment ”
Fig . (7): illustrates the development of the hardness formation (mg/100DS) with
campaign periods during hot and cold liming.
From the data presented in Figure(7) period (5) gives the best results
(minimum values of hot liming juice hardness), while the lowest thin juice color
was recorded in period (6).While period (6) provides the best results (minimum
values of cold liming juice color), the lowest thin juice color occurs in period
(10).
Table (6): Comparison between hot and cold liming at their best additions (%NS)
Indicators
Hot liming
(72%NS)
Cold liming
(80%NS)
Purity of Raw juice (%)
86.3
Purity of Thin juice (%)
89.5 b
Gain in purity(%)
3.2b
N.S in Raw juice( % B)
2.86
N.S in Thin juice (% B)
2.11a
N.S Elimination in juice purification
0.75b
(%B)
Juice purification efficiency (%)
26.22b
Recovery (%)
83.10 b
Lime consumption (% on beets)
2.40 b
Color %brix in thin juice (IU at 420nm)
950 a
Thin juice hardness (mg /100DS)
28.0 a
Sugar loss to Molasses (% on Beet)
2.99a
Molasses (% on Beet)
3.76a
** High significant 1 %.
NS non significance .
Means within each column followed by the same letters (a and
differences between Hot liming and Cold liming (P<0.01).
Sig.
86.3
90.2 a
3.9a
2.86
1.96b
ns
**
**
Ns
**
0.90 a
**
31.47a
84.40a
2.61a
850 b
19.0b
2.77 b
3.49 b
**
**
**
**
**
**
**
b) indicate significant
4. Recommendations
The researcher recommends the following:
1- Beet growers must control the addition of nitrogen fertilizer, where it not
only increases most of the major nonsugars, in particular α-amino nitrogen
10-13 November 2012, Aswan, Egypt
Ibrahim Abdel-ghaney et al
TL2.2/ 17
International Conference on:
“New Role for the World Sugar Economy in a Changed Political and
Economic Environment ”
resulting in lower crystalizable sugar and alkalinity, but it also has
detrimental effects on sugar content, marc, invert sugar, lime salts, color,
physical strength of beet tissue and raffinose.
2- Reducing sugars, betaine and raffinose should be included in quality
assessments more regularly.
3- The necessity of manufacturing sugar beets just after harvesting to
reduce sugar losses during manufacturing and prevent degradation of
sucrose to invert sugar and colored compounds, which decrease the
crystallization of sucrose.
4- The beets should be cut below the green leaf stalks of the epicotyl because
sugar losses during storage increase when beets are cut below or above the
normal level.
5- Plant population should be between 21000 -26000 plants /Fadden to get
the highest root yield with high polarization and quality. As the plant
population increases as the value of nitrogen fertilizer for every beet root
decreases, this leads to decreasing the Impurity value (IV
6- The harvesting time not less than 6-7 months to get the highest yield and
quality of sugar.
7- Using of cold liming is better than that of hot liming due to:
Sugar recovery, gain in purity, removable non sugar (RNS), consequently
N.S.E, and destruction of invert sugar is higher than that of hot liming. On
the other hand, lime salt content (Hardness), sugar color and sugar losses in
molasses are less than that of hot liming.
References
1-
Asadi, M. (2007). Beet-Sugar Handbook. John Wiley and Sons, Inc.,
Hoboken, New Jersey.
2-
Draycott, A. P. (2006).
Oxford, UK
3-
Cooke D.A and Scott R.K.( 1993 ). The sugar beet crop . Chapman &
Hall .
4-
Darrin M. H., Karen L. K., and Larry C. (2008). Impact of storage
temperature, storage duration, and harvest date on sugarbeet raffinose
metabolism. Postharvest Biology and Technology 49, 221–228.
5-
El-Syiad, S. I. (2010). Assessment of true sucrose in sugar beet under
Egyptian conditions. Agriculture and Biology Journal of North America.
Sugar Beet.
10-13 November 2012, Aswan, Egypt
Black Well Publishing Ltd.,
Ibrahim Abdel-ghaney et al
TL2.2/ 18
International Conference on:
“New Role for the World Sugar Economy in a Changed Political and
Economic Environment ”
2151-7517.
6-
Van der Poel, P.W., Schiweck, H., Schwartz, T. (1998). Sugar
Technology, Beet and Cane Sugar Manufacture. Verlag Dr. Albert
Bartens KG- Berlin.
7-
Vukov, K. (1972). Physik und Chemie der Zuckerrübe als Grundlage der
Verabeitungsverfahren . AkademiaiKiado, Budapest.
8-
Carruthers, A. and Oldfield, J. F. T. (1960). Methods for the
assessment of beet quality. Int. Sugar J., 63, 72-74.
9-
ICUMSA 1994 International Commission for Uniform Methods of
Sugar Analysis" Methods GS 417-1.
10- Burba, M. and Georgi, B. (1975). Die fluorometrische Bestimmung der
Aminosäuren in Zuckerrüben und Zuckerfabriksprodukten mit
Fluoreszamin und o-Phtalaldehyd. Zuckerindustrie 25, 667–672.
11- Burba, M. and Georgi, B. (1976). Die fluorometrische Bestimmung der
Aminosäuren in Zuckerrüben und Zuckerfabriksprodukten mit
Fluoreszamin und o-Phtalaldehyd. Zucker industrie 26, 322–328.
12- Moore's. (1951) : Beet Sugar Technology.1st.ed.Reinhold Publishing
Corp., New York.
13- Dowdy S, Wearder, S., and Chilko, M. (2004). Statistics for research.
3rd ed., New Jersey John Wiley & Sobs INC.
14- Jaisingh, L. (2000). Statistics for utterly confused New York, McGrawHill.
15- Moustafa, S. N and Abou shady, K.A. (2000). Influence of nitrogen
fertilizer on some quality, technological aspects, productivity and amino
acids accumulation of sugar beet. J. Agric. Sci. Mansoura Univ., 25(8),
4795-4806.
16- Sers, J.K. and Curtin, D. (1987).Soil and fertilizer sulphur in UK
Agriculture. The Fertilizer Soc., London, pp. 1- 43.
17- Brukner ,B. (1968 ). In, Schneider ,F.(Hrsg.), Technologie Des Zuckers.
2.Auflage . M.F.H.Schaper . Hannover.
18- Burba , M., (1976) . SugarTechnology.Verlage Dr. Albert BartensKU,
Berlin .
19- Hilde, D.J., Bass, S., Levos, R.W. & Ellingson, R.F. (1983). Grower
practices system promotes beet quality improvement in the Red River
Valley. Journal of the American Society of Sugar Beet Technologists 22
10-13 November 2012, Aswan, Egypt
Ibrahim Abdel-ghaney et al
TL2.2/ 19
International Conference on:
“New Role for the World Sugar Economy in a Changed Political and
Economic Environment ”
(1), 73– 88.
20- Abdel-Rahman E. A. (2007). Investigations on the influence of dextran
during beet sugar production with special focus on crystal growth and
morphology. Journal of Food Engineering, 25, 4795-4806.
21- Abou- shady, Kh. A .A. (1994). Chemical and technological studies on
sugar beet and its wastes. M. sc. Thesis, Fac. of Agric., Al- Azhar univ.
22- Hozayen , A.M.A (2002) .Technological and chemical studies on
sugarbeet roots. M.Sc. Thesis, Fac. of Agric. Ain Shams Univ.
23- Ferweez , H., Abbas H.M. and Abou El-Maged , B.M.(2006).
Determination of the losses in yield, quality and profitability of sugar
beet roots resulted from exceeding nitrogen fertilization and processing
delay .Minia j. of Agric., Res., and Develop., 26 ( 1 ), 27-44.
24- Zalat , S.S. (1993). Effect of some cultural practices on sugar beet. ph.
D. Thesis , Fac .of Agric. Zagazig Univ.
25- Abou El-Magd, B.M, Youssif, S and Nariman, O.A. (2004). Effect of
some chemical treatments on the chemical quality and storability of sugar
beet roots after harvest. Egypt. J. Appl. Sci., 19 (11): 263-277.
26- Wyse, R. (1978). Effect of low and fluctuating temperatures on the
storage life of sugarbeets. Journal of the American Society of Sugar Beet
Technologists 20, 33–42.
27- Akeson, W.R. (1973). Environmental factors influencing storage loss.
Postharvest losses of sucrose in sugarbeets. Proceedings of the Beet
Sugar Development Foundation Conference. Monterey, CA, pp. 67–75.
28- Mahn, K., Hoffmann, C. & Marlander, B. (2002).Distribution of
quality components in different morphological sections of sugar beet
(Beta vulgaris L.). European Journal of Agronomy 17, 29–39.
29- Steensen, J.K. & Augustinussen, E. (2003). Effect of rubber flail
topping and scalping versus non-scalping on yield, internal quality, and
storage losses in sugarbeet. Zucker industrie 128, 100–105.
30- Martin, S.S., Narum, J.A. & Chambers, K.H. (2001). Sugarbeet
biochemical changes during pile storage. Part I. Sugars. Journal of Sugar
Beet Research 38, 35–53.
31- Wyse, R.E. (1973). Influence of cultural practices and storage conditions
on quality losses during storage. In: Postharvest losses of sucrose in
sugarbeets. Proceedings of the Beet Sugar Development
Foundation
Conference. Monterey, CA, pp. 76– 85.
10-13 November 2012, Aswan, Egypt
Ibrahim Abdel-ghaney et al
TL2.2/ 20
International Conference on:
“New Role for the World Sugar Economy in a Changed Political and
Economic Environment ”
32- Wyse, R.E. & Dexter, S.T. (1971a). Effects of agronomic and storage
practices on raffinose, reducing sugar, and amino acid content of
sugarbeet varieties. Journal of the American Society of Sugar Beet
Technologists 16, 369–383.
33- Carruthers, A. & Oldfield, J.F.T. (1962). Methods for the assessment
of beet quality. In: The technological value of the sugar beet. Proceedings
of the XIth Session of the CITS. Frankfurt, 1960, Elsevier, Amsterdam,
pp. 224–248.
34- Burba, M., Junghans, E., Wohlert, W. & Eggers, W. (2001).Die
Automatisierte Rubenanalytik als Grundlage der Qualitatszuchtung bei
Zuckerruben. Zuckerindustrie 126,606–618.
35- Clarke M.A. and Godshall M.A.(1988).Chemistry and Processing of
Sugarbeet and Sugarcane .Elsevier Science Publishers B.V., Amsterdam.
10-13 November 2012, Aswan, Egypt
Ibrahim Abdel-ghaney et al
TL2.2/ 21