Aerospace Fastener Application

Fasteners in the Aerospace Industry:
Aerospace Fastener Applications,
Part 2
Lecture Notes
(Slide 2)
Aerospace Rivets
Rivets are primarily used to fasten aerospace skins to the sub-structure and to fabricate structural assemblies.
Such joints are generally concerned with shear and tension loads.
There are two rivet classes: o Solid Rivet o Blind Rivet
(Slide 3)
Aerospace Rivets
Right image is a zoom-in of the left image.
Image is of rivets on the skin of a Boeing 737
(Slide 4)
Aerospace Solid Rivets
1
(Slide 5)
Aerospace Solid Rivets
Right image is a zoom-in of the left image
Image is of some universal head type rivets on the skin of the Boeing 737
Note that the universal head type rivets are not flush with the aircraft’s skin
(Slide 6)
Aerospace Solid Rivets
Right image is a zoom-in of the left image
Image is of some countersunk head type rivets on the skin of the Boeing 737
Note that the countersunk head type rivets are flush with the aircraft’s skin
(Slide 7)
Aerospace Solid Rivets
(Slide 8)
Aerospace Solid Rivets - Identification
Aerospace Rivets Identification code:
Airframe fasteners are generally specified and catalogued by their hardware identification code (or dash number ) which consists of the AN/MS/NAS basic
2
specification followed by a series of numbers/letters. Rivets manufactured in accordance with the AN/MS standards are identified by a four part code:
– firstly the AN or MS specification and head type, then
– one or two letters that indicate the material, followed by
– a number which indicates the shank diameter in 1/32nd inch increments, then
– a dash followed by a number that indicates rivet length in 1/16th inch increments.
(Slide 9)
Aerospace Solid Rivets - Identification
Aircraft rivets are made of many materials, and come in a wide variety of shapes and sizes
How do you select the right size?
How do you select the right material?
We must know what the part number tells us…
(Slide 10)
Aerospace Solid Rivets - Identification
Example (color coding on slides show the naming breakdown)
Example:
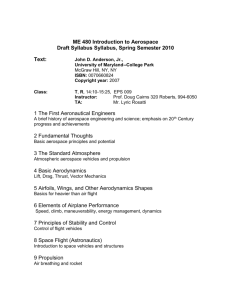
A standard universal head solid rivet manufactured from 2117-T4 aluminium, 1/8 inch diameter and 5/16 inch in length would be coded either AN470AD4-5 or MS20470AD4-
5.
AN = manufactured to Air Force – Navy specs
470 = universal type rivet
AD = 2117-T4 Aluminum
4 = 4/32, or 1/8 inch rivet diameter
-5 = 5/16 inch rivet length
3
(Slide 11)
Aerospace Solid Rivets - Identification
The code for the same rivet in the softer 1100 aluminium is AN470A4-5 or MS20470A4-5.
AN470 or MS20470 denote the specification for universal head types
(AN426 or MS20426 denote countersunk head types)
AD is the material code for 2117-T4 (A=1100, B=5056, C=copper, D=2017, DD=2024,
F=stainless and M=Monel)
4 = 4/32 or 1/8 inch diameter and
-5 = 5/16 inch length. Half sizes in length are indicated by '.5', e.g. -5.5 would indicate a length of 11/32 inch.
(Slide 12)
Aerospace Solid Rivet Installation
Rivet installation summary
– Drill appropriately sized holes
– Deburr holes
– Secure pieces together with Clecos
– Install rivet, buck with rivet gun or use a rivet squeezer
(Slide 13)
Aerospace Solid Rivet Installation
•
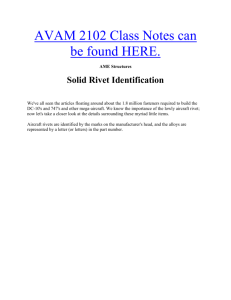
Image of tools, from left to right (except the center punch is above the rivet gun in the image, and the chuck key and cleco are below the drill)
• 032” 2024-T6 sheet aluminum to be joined with rivets
•
Rivet gun
•
Bucking bar
•
Cleco pliers
•
Drill
•
Drill bit and chuck key
•
Center punch
•
Cleco
4
(Slide 14)
Aerospace Solid Rivet Installation
•
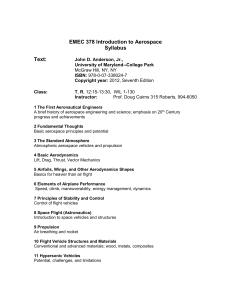
Drilling holes with a #30 drill bit
•
Use 1/8” rivets with a #30 (.1285”) drill bit
•
Image is of drilling the holes with a pneumatic drill
•
Note the drill is 90 degrees from the plane of the material being drilled in
•
Note the side clecos holding the 2 pieces of aluminum sheet together
•
Rivet gun is in the foreground
(Slide 15)
Aerospace Solid Rivet Installation
•
Deburr the holes by rotating (by hand) a much larger drill bit in the holes
•
This removes any metal shavings caused by drilling
•
Make sure both sides of each hole are deburred
•
Prior to riveting, each hole should be smooth with no metal shavings or rough edges
(Slide 16)
Aerospace Solid Rivet Installation
•
Position the pieces together and secure using Clecos
•
Clecos maintain proper alignment of the pieces while rivets are being installed
•
Clecos are sized specific to the hole/rivet size being used, make sure you are using the correct corresponding cleco size
•
Generally you want to install a cleco about every third or fourth hole
(Slide 17)
Aerospace Solid Rivet Installation
•
Place the rivet in the hole
•
Make sure you are using the correct size, material, and type of rivet
5
(Slide 18)
Aerospace Solid Rivet Installation
•
Align the rivet gun on the rivet head
•
Hold the bucking bar on the opposite end of the rivet
•
Pull the trigger on the rivet gun to hammer the rivet in place
•
Place more body weight/pressure on the rivet gun side than the bucking bar side
•
Maintain perpendicular alignment of the rivet gun to the rivet head, and the bucking bar to the shank of the rivet
(Slide 19)
Aerospace Solid Rivet Installation
•
This slide contains a video that should play automatically
•
If the video does not play, click anywhere on the video image
•
If you would like to replay the video, click it again when it has ended
•
This video demonstrates proper pneumatic riveting
(Slide 20)
Aerospace Solid Rivet Installation
•
Solid rivets can be installed using a rivet squeezer instead of a pneumatic rivet gun
•
The squeezer is hand operated
•
The squeezer uses various inserts depending on the type and size of rivet being installed
•
Only certain easily accessible rivets can be installed with the squeezer
•
Image is of the rivet squeezer (top) and a set of squeezer inserts (bottom) for various types and sizes of rivets
(Slide 21)
Aerospace Blind Rivets
Blind rivets are used in conditions where there is no physical access to one side of the work
A blind rivet, being hollow, does not have the same tensile strength of a solid rivet of the same diameter so stronger material or larger diameter rivets — or more of them — are
6
necessary; and of course the retained steel stem makes them perhaps 20–50% heavier than a solid aluminum rivet performing the same function. However a filled core improves the shear strength of the aluminum rivet.
Good quality blind riveting requires precise hole drilling.
(Slide 22)
Aerospace Blind Rivets
Blind Rivets Installation (figure below)
(Slide 23)
Aerospace Rivets – Fuselage Repair
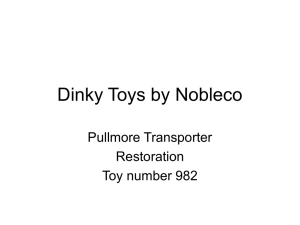
Image is of a fuselage skin patch on an aircraft mock-up stand. Image was captured from the exterior side of the repair patch.
Note that solid fasteners are used except in the middle of the patch
Why would you use blind fasteners in this application?
Answer: because of restricted access to buck the shank side of the rivet caused by the aircraft stringer
The universal rivets are used where normal bucking is feasible
Blind rivets are the only option when access is restricted
7
(Slide 24)
Quality Assurance of Aerospace Fasteners
Aerospace Fasteners Material Selection
Aerospace Fasteners Testing
(Slide 25)
Aerospace Fastener Material Selection
Background o Selection of aerospace fasteners for a given application should require the design engineer to look at the minimum acceptable material properties that will do the job, and how available these materials are on the open market o It is not good, from both cost and schedule, to specify a fastener that requires a special material and custom processing o Every attempt should be made to utilize fasteners made to consensus standards, such as AN, MS, MIL, NAS, SAE, etc., so that the fastener geometry (and a selection of materials) is defined up front o Some factors to be considered before material selection are:
the maximum and minimum operating temperatures
the corrosiveness of the environment
galvanic corrosion of dissimilar materials
fatigue and impact loading, and thread locking
J-threads, with a class 3 fit, are the norm for aerospace threaded fasteners.
The use of stress corrosion sensitive materials should also be avoided.
(Slide 26)
Aerospace Fasteners Material Selection
Alloy Steels o Alloy steels are great, as long as they are coated to keep them from corroding.
They have fairly narrow temperature limits, and the protective coatings are more of a limitation than the base material itself.
8
o Heat treating alloy steel above 220ksi strength brings on some caveats such as low elongation and decarburization, as well as increasing its stress corrosion susceptibility. o Hydrogen embrittlement from any electroplating process is also a worry item. For the above reasons, most "off-the-shelf" alloy steel aerospace fasteners are usually up to 190ksi strength.
Aluminum o Aluminum is normally used for rivets. o These rivets can be cold-headed up through 0.156 inch diameter with few problems. For larger diameters, cold-heading can develop cracks unless materials and processes are closely controlled. o In yesteryear, 2024 "icebox" rivets (stored at 0°F until used) were used in 0.188 and 0.250 inch diameters. At that temperature, they could be bucked without cracking. Now it is 7050-T73 aluminum that is used for these diameters, since these rivets will form at room temperature without cracking. o Note that some rivets are still being made of 5056 aluminum, although it is stress corrosion sensitive. o Unfortunately, aluminum strength drops drastically above 250°F, so it can't be used in high temperature areas.
Titanium o Titanium is a very popular aerospace fastener material, since it has the strength of medium alloy steel with approximately half the weight of steel. o In addition, it is much more corrosion resistant than alloy steel, requiring no protective coating in many applications.
9
o It also has a wider temperature range (-350°F to 800°F) than most alloy steels. This makes it a widely used fastener in engine support structures. o Titanium is also a good rivet material, and it can be bucked at room temperature.
Titanium rivets have higher strengths than aluminum rivets. o Most titanium fasteners are made of Ti-6-4 alloy.
Stainless Steel o The 300 series stainless steels (CRES) are not strong enough to be aerospace structural materials in most applications, but screws and bolts of 300 CRES are used for fastening covers and small brackets for electronics. One exception is that some inserts are made of 300 CRES. 300 series CRES is not heat treatable and can only be strengthened by cold forming. o 400 series CRES can be heat treated up to about 150ksi before low elongation becomes a problem. However, most of the 400 series CRES materials have only 12% chromium, which allows some surface rusting. o Other regular heat treatable stainless steels used for bolts and nuts are 17-4PH and 17-
7PH. These fasteners are available with 160ksi strengths. However, they can have stress corrosion problems, so their design environments must be carefully checked beforehand.
Superalloys o These are the fastener "bread and butter" materials of the aerospace world. o These include (but not limited to) A286, Inconel 718, Wasp alloy, Haynes, MP35N,
MP159, etc. o Of all of these, A286 is the most widely used. It is not the highest strength, but it can be used from -423°F to 1200°F. o It is not stress corrosion or hydrogen embrittlement sensitive.
10
o The typical A286 bolt is 140 to 160ksi minimum tensile strength with an elongation of about 12%. o The only precaution here is that if the manufacturer decides to give you a bonus of bolts at 160ksi and up, the elongation can drop below 8%, which could cause fatigue. o The nickel and cobalt base alloys usually give the best strengths at high temperatures.
They are used in aircraft engines o Inconel 718 is probably the most widely used of this group. With combined heat treat and cold work, it can have a tensile strength of 220ksi, and still have an elongation above 10%. Its strength drops fast above 900°F; hence the 900°F temperature limit. o The other lnconels and Haynes alloys are very similar in general characteristics to lnconel 718. Wasp alloy has a much lower RT strength (160ksi) than lnconel 718, but it can be used up to 1600°F. o MP35N and MP159 (by SPS) are very high strength (up to 260ksi at RT), and can be used up to 1100°F. They also have good resistance to fatigue, stress corrosion cracking, and general corrosion. However, at this strength level, the material elongation is in the 5% to 8% range, which is well below the ductile fastener limit of
10%. o Aircraft landing gear bolts are usually made of high strength alloy steels, such as
4340, 300M, D6AC, or H11 tool steel. These materials have good fatigue and impact strengths, but they are not corrosion resistant. Consequently, many of them are chrome plated to prevent corrosion.
(Slide 27)
Aerospace Fasteners Material Selection
Aluminum, in various alloy forms, is the predominant material used in the manufacture of commercial aircraft.
For example, Table 3 lists the typical aluminum alloys used in commercial aircraft.
11
(Slide 28)
Basic Aerospace Fasteners Application
The basic applications (or needs) for aerospace fasteners are: o Shear o Tension o Fatigue o Fuel tightness o High temperature o Corrosion control
(Slide 29)
Aerospace Fasteners Testing
Analyzing a Joint o Calculate all the load required for each type of joint failure:
Rivet Shear
12
(Slide 30)
Sheet Tensile
Bearing
Sheet Shear o Failure will occur in the mode that corresponds with the lowest load carrying capability.
Aerospace Fastener Standardization
Most aerospace hardware is manufactured per government standards
The standards evolved over time from the old Army Air Corps (Air Corps), the Navy
(NAF = Naval Aircraft Factory)
These were then consolidated into AN, and NAS
Then later these were consolidated into MS
The three most common aircraft fastener standards used are: o AN = Air Force/Navy o NAS = National Aerospace Standards o MS = Military Standards
(Slide 31)
Common Standardized Fasteners
Examples of typical standardized fasteners include: o Bolts o Nuts o Washers o Turnbuckles o Cotter pins o Screws o Rivets o Plumbing fittings (pipes and tubes)
13
Review of
Fasteners in the Aerospace Industry:
Aerospace Fastener Applications
At the conclusion students should be able to
Demonstrate an understanding of the aerospace fasteners & their specifications
Demonstrate an understanding of aerospace bolt terminology such as bolt head types and aerospace bolt head markings
Demonstrate an understanding of bolt standardization
Demonstrate an understanding of bolt sizing and installation
Demonstrate an understanding of aerospace nut types and their usages
Explain the differences between different nut types
Demonstrate an understanding of basics of aircraft nut installation
Demonstrate an understanding of aerospace rivet types: solid and blind
Explain the aerospace fastener material selection and factors defining it
Demonstrate an understanding of aerospace fastener standardization
14