273 - Feasibility study of a hydrometallurgical process for the
advertisement

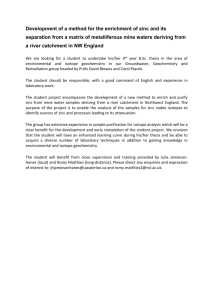
Feasibility study of a hydrometallurgical process for the recycling of blast furnace sludge M.M. Aubrya, P.Y. Kleina, M.C. Magniéa , F. Tedjarb a INERTEC 6 rue de Watford, 92000 Nanterre b RECUPYL Rue de la métallurgie, 38420 Domène Abstract The study described here and carried out jointly by RECUPYL and the INERTEC company led to the assessment of the feasibility of a treatment of blast furnace sludge to allow its recycling in the steelmaker’s process. The blast furnace gases are stemming from the reduction of the iron ore. During the extraction of these gases, solid dusts are carried away, which are recovered by the wet process. Ideally, such sludge could be recycled in a blast furnace, owing to their carbon and iron content ; but due to their too high zinc content (and lead content, to a lesser extent), recycling is impeded. Following an important chemical and mineralogical characterization phase of the blast furnace sludge, a process was developed in the laboratory, and partly at mini-pilot scale, which can help to reach the objective of less than 0.3% zinc in the dry matter. The view point of Lead was not analyzed specifically, but the stages to be implemented are already anticipated, based on the former know-how acquired during similar projects. It can be broken down into two phases : A physical pretreatment phase, whereby it is possible to consider in an hydromechanical way a direct recycling of over ¼ of the dry matter, A second phase of soft etching, whereby zinc could be extracted from the dry matter, which could contribute therefore to the increase of the recyclable part of the dry matter. This study, carried out at the laboratory and mini pilot level, brought on therefore promising results on the feasibility of blast furnace sludge recycling by hydrometallurgical process. Keywords: blast furnace sludge, recycling, hydrometallurgy. 1. Introduction For steel manufacturing, blast furnaces use a mixture of two types of raw material : iron ores and recovered galvanized scraps. During gas extraction, solid dusts are carried away and are generally collected by wet process, which makes up the blast furnace sludge. The volume of this sludge is estimated at 200 000 tons/year in France. Following a cyclone pretreatment, whereby the heavy fraction can be returned to the blast furnaces, through the sintering plant, this sludge is dehydrated in a press filter or lagoon-type facility on an inside site, so as to allow the solid fraction to settle and to remove the supernatant water. Until a few years ago, the solid fraction could be removed in a cement plant ; but the too high zinc content precludes this practice nowadays and these products are stored presently in a landfill inside. Blast furnace recycling is not possible for this last particlesize fraction, because the zinc content is too important (3 to 4%). The typical composition of this sludge is as follows : High water content, variable according to the collecting point. Composition of the dry matter : 3 to 4% zinc, 40 to 50% carbon and 30% Iron. The internal recycling solutions go through abatement processes of the zinc content below the 0.3% threshold of the dry matter. Several processes can be considered, to make this sludge consistent with the objective established for recycling : The biological process (zinc bioleaching), not much used nowadays on an industrial scale, The pyrometallurgical process, The hydrometallurgical process in acid phase. The hydrometallurgical process looks interesting, because such processes are already widely used for ore treatment on an industrial scale, while requiring less investment than pyrometallurgical processes. Notwithstanding, it is a matter of examining its applicability to blast furnace sludge. The study performed includes therefore : A characterization of the samplings achieved, A physico-chemical and structural analysis of the phases at hand, The deployment of laboratory tests, taking into account this characterization, which enables the operator to test various conditions of sludge treatment, A critical examination of the results obtained, whereby treatment processes can be brought out. 2. Characterization of blast furnace sludge The chemical analyses of the samplings of blast furnace sludge are similar to the values usually recorded. The SEM analyses of dried sludge show : A very heterogenous product, with availability of grains over 100 µm, An intermediate fraction (50 to 100 µm), comprising mainly metal iron and carbon, A very fine phase, but made of average size agglomerates close to 50µm. While looking for zinc with an EDX sensor, it was possible to underscore that zinc is located in the fine fraction and combined with the sulphur element (see photos below). This characterization leads therefore to two main conclusions : Zinc is mainly located in the fraction under 50 microns, This zinc is under the form of zinc sulphides. Figure 1. Analysis of blast furnace sludge 3. Treatment tests of blast furnace sludge Based on the analyses carried out, a two phase-treatment was considered : A physical pretreatment phase, aimed at disaggregating the solids and thus releasing the fine particles ; several techniques can be considered for this physical separation : attrition, cyclone separation, scrubbings… A chemical extraction phase, whereby zinc available in the fine particles can be extracted. The treatment tests were performed by the Récupyl company. 3.1 Physical pretreatment The process developed includes the following operations : 1. A mechanical attrition operation which consists, in a specific tank, in using the impact and friction strength of the particles one against the others, to segregate the clusters and release the basic units. The purpose of this stage is to manage to isolate the large particles from the small one, so as to put apart those which do not contain zinc. The results of this stage are given in the graph below. Considering the results, it appears that : The attrition tests are reproducible, insofar as the same particle-size distributions are found, Thanks to the attrition tests, it is possible to record an increase in the percentage of fines. 80% raw dust After attrition test 1 After attrition test 2 70% 60% 50% %40% 30% 20% 10% 0% >250 >150 >100 Diameter µm >50 <50 Figure 2. Particle size distribution before and after mechanical attrition 2. A dilution and cyclone separation operation, with cut point at 50 microns, whereby it is possible afterwards to make a particle-size separation between large particles, low in zinc (underflow), and the zinc-rich fine particles (overflow). The efficiency is given in the graph below, which provides the zinc content in the underflow and the overflow. The graph below shows that, with the pretreatment completed, zinc is definitely located mainly in the fine fraction under 50 microns. Considering the residual content in the underflow, a backwashing was implemented in the cyclone, in order to optimize the particle-size separation. In this way, a zinc content under 0.3% is reached in the underflow. The SEM analyses performed show that the coarse fraction (underflow) consists of various carbon and iron-rich products, with a very low zinc and sulphur level. The analysis shows that this phase is very rich in iron : quite symmetrical balls, with an average diameter of 20 to 30 µm were detected. Their analysis shows that they comprise mainly iron. This explains the availability of such fines in the underflow, because there is competition between the size effect, which should drag them along towards the underflow and the density effect, which drags them towards the underflow. 6 5 4 3 2 1 0 ER DER >250 >150 0.86 >100 0.62 >50 <50 0.63 5.6 0.58 0.82 Figure 3. Zinc distribution in both fractions 3. A press filter is positioned downstream from the overflow, so as to be able to recycle the waters partly towards the dilution stage. The surplus waters will be discharged. They will have a composition close to the supernatant waters of the historical lagoons. 3.2 Chemical treatment At the end of the physical pretreatment phase, more than a quarter of the dry matter is extracted and meets the criterion of 0.3% maximum zinc. To reach this objective on the remaining dry matter, it is advisable to perform a chemical treatment. It is known from analysis that zinc is in the form of sulphides (same for lead). Under the present situation, the selection of the type of chemical treatment turned towards a soft acid leaching with a pH between 2 and 4, this in order to avoid the iron dissolution and the strong release of H2S, which would have been generated by direct acid treatment. The tests include : An extraction phase : the overflow is put in contact under stirring with an acid solution intended to extract the available zinc. A liquid/solid separation phase (filtration), in order to recover the solid part, a priori low in zinc. Finally, the cake is washed with clean water to drive away the zinc-rich interstitial water. This water is recycled in the upstream stages of the leaching process. Various parameters were tested and adjusted during the laboratory study, so as to optimize the conditions of the chemical process : solid/liquid ratio during leachings, residence time, temperature, pH, number of soft leachings … It was noticed, for instance, that the extraction of zinc decreases when the pH increases. Iron rate % Zn rate % 62 14 12 60 10 58 8 6 56 4 54 2 0 52 1.5 2 2.5 3 3.5 4 4.5 pH Figure 4. Iron and Zinc rate with pH It is therefore better to place oneself in a lower range of pH, to carry out the zinc extraction. It will also be noticed that it is not possible, with one single leaching stage, to reach the objective of 0.3 % in zinc, as the best values obtained are around 1 %, whereas this objective can be reached with two stages in a row. In the final analysis you get therefore : A solid residue depleted in zinc, A zinc-enriched solution, which can be directed towards channels of zinc upgrading. 4. Conclusion The results obtained within the framework of this study are therefore positive and show the feasibility of a treatment of blast furnace sludge, so as to reach a zinc content of 0.3%, whereby internal recycling can be considered. Following the first stage in the physical separation, it is already possible to isolate part of the zinc-depleted waste : The fraction recovered in the underflow is depleted in zinc, Whereas the part recovered above the overflow is zinc-enriched. The fine part recovered at the level of the overflow amounts to around ¾ in mass of the treated sludge ; it is the reason why additional studies were performed, so as to try to lessen the quantity of zinc available in the fraction of the overflow. Two sets of tests were performed on this fine fraction, in order to extract the zinc chemically. Considering the results obtained : A treatment with a single stage (i.e. a chemical extraction followed by liquid/solid separation) results in a first solid residue, with 1 % zinc content, A treatment in two stages (i.e. by applying once more chemical extraction and liquid/solid on the first residue) results in a second solid residue, containing around 0.3% zinc. The results of this study are therefore promising and need now to be validated by pilot tests on a larger scale. Acknowledgements The authors wish to thank SITA group and ADEME for the support provided during the study.