IOP PUBLISHING JOURNAL OF PHYSICS D: APPLIED PHYSICS
advertisement

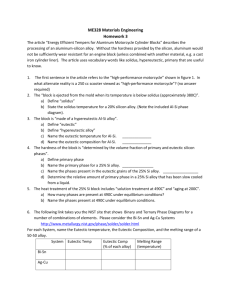
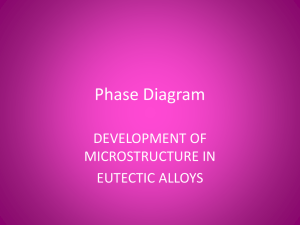
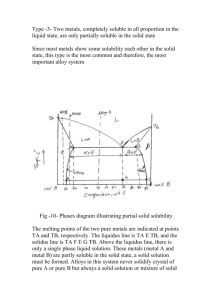
IOP PUBLISHING JOURNAL OF PHYSICS D: APPLIED PHYSICS J. Phys. D: Appl. Phys. 41 (2008) 235401 (5pp) doi:10.1088/0022-3727/41/23/235401 Microstructure and mechanical behaviourof nano-eutectic Fe83B17 alloy prepared bya self-propagating high temperaturesynthesis combining rapid solidification Licai Fu1,2, Jun Yang1,3, Qinling Bi1, Laijun Li1,2 and Weimin Liu1 1 State Key Laboratory of Solid Lubrication, Lanzhou Institute of Chemical Physics, Chinese Academyof Sciences, Lanzhou 730000, People’s Republic of China2 Graduate University of Chinese Academy of Sciences, Beijing 100039, People’s Republic of ChinaE-mail: jyang@lzb.ac.cn (J Yang) Received 13 August 2008, in final form 2 October 2008Published 4 November 2008Online at stacks.iop.org/JPhysD/41/235401 Abstract The limited room temperature ductility of nanostructured materials with uniform grain sizedistribution restricts practical applications. To circumvent this problem, we employ aself-propagating high temperature synthesis combining a rapid solidification process to preparethe bulk nano-eutectic Fe83B17 alloy, which can lead to simultaneous high strength and largeductility. The microstructure of the Fe83B17 alloy has been examined in detail using x-raydiffraction, scanning electron microscopy and transmission electron microscopy. The Fe83B17 alloy is composed of the eutectic of tetragonal Fe2B and α-Fe phases. The t-Fe2B and α-Fephases display a fine lamellar eutectic structure with lamellar spacing of about 50 nm. The sizeof the eutectic colonies is in the range 3–25μm. High yield strength (1089MPa) and largeductility (∼24.9%) are observed simultaneously in mechanical behaviour tests. The rotation ofthe eutectic colonies, accompanying viscosity plastic flows to release the localization of theshear stress, can contribute to the simultaneous high strength and large ductility. 1. Introduction Nanostructured materials have attracted much attentionbecause of their unique properties especially strengthening [1–4]. But the limited room temperature ductility ofnanostructured materials with uniform grain size distributionrestricts practical applications. Recently, some researchers [5–7] pointed out that nanoscale grains rotate duringplastic deformation and can integrate along the directionsof shear. This leads to the elimination of the barrierpresented by the boundary between them, providing moreextended dislocation motion. Hence the limited ductilityoften presented in the homogeneous nanostructured alloys. But the ultrafine/nanostructured eutectic alloys display largeplasticity because of the spherical eutectic colonies withfine structure [8]. The eutectic colonies have considered3 Author to whom any correspondence should be addressed. asymmetrical grains, the wide grain size distribution is helpfulin obtaining outstanding ductility for nanostructured materials. The length-scale heterogeneity in the fine eutectic coloniesfacilitates the eutectic colonies rotation, which leads to theformation of a wavy and discontinuous shear band, whichfurther results in releasing the shear stress concentration toenhance the macroscopic plasticity [9]. The development of nanostructured materials forengineering applications must address the issue related to thefabrication of large bulk samples. A number of methodsto prepare bulk nano/ultrafine-structured materials have beeninvestigated in the last two decades. These processesusually use a two-step approach including the synthesisand consolidation of fine powder and particle or a onestepapproach such as electrodeposition, devitrification ofamorphous and severe plastic deformation [7, 10, 11]. In thetwo-step approach, the materials often suffer from porosity, contamination and weak bonding resulting in low ductility, 0022-3727/08/235401+05$30.00 1 © 2008 IOP Publishing Ltd Printed in the UK J. Phys. D: Appl. Phys. 41 (2008) 235401 L Fu et al Table 1. Properties of the raw material powders. Powder Size (mesh) Purity (wt%) ImpurityFe2O3 100 _ 99 Cl−, SO2− 4, Cu, NAl 100–200 _ 99 Fe, Si, Cu, H2OB amorphous _ 99 —whereas the one-step approaches are limited to synthesis ofsmall-scale products. Therefore, it is of interest to develop newprocesses that are convenient, low in cost and capable of beingscaled up, for instance a self-propagating high temperature synthesis (SHS) technique. In this paper, we have successfully prepared bulk nanoeutecticFe 83B17 alloy by making use of a self-propagating hightemperature synthesis (SHS) processing that is convenient, inexpensive and capable of being scaled up [12–15]. The nanoeutecticFe83B17 alloy simultaneously exhibits high strengthand large ductility. 2. Experimental Ferric sesquioxide, aluminium and boron powders wereweighed according to the stoichiometry of the aluminothermicreaction (equation (1)). The reactant powders were drymixedfor 8 h in Al 2O3 spheres and then about 80 g of themixed powder was cold-pressed in a copper mould (70mmin diameter) under a uniaxial pressure of 50MPa. Thecharacteristics of the reactant powders are given in table 1. Fe2O3 + 2Al + 34/83B = 2/83Fe83B17 + Al2O3 940 kJ mol−1 (1) Three grams of Al, S and MnO2 powder mixture in the massratio of 1 : 1 : 1 was pressed into a pellet with dimensions of15mm (diameter) × 3 mm. The pellet was put on top of thepressed mixed powder as an igniter. The chemical reaction ofthe igniter can be initiated by heating to about 260 ◦C, whichresults in an instantaneous release of a large amount of heatthat ignites the aluminothermic reaction. The copper mouldwith the reactants was placed in an SHS reactor [16]. Thereactor was purged with argon gas at room temperature, heatedto 180 ◦C, and then purged for a second time. Heating of thereactor continued after the introduction of 7MPa of argon gas. The reaction of the igniterwas started when the reactor reached260 ◦C. The released heat ignited the aluminothermic reactantsand the synthesis reaction was subsequently finished in a fewseconds. The products were kept in the reactor under argongas pressure to cool down. After cooling to room temperature, the products weretaken out of the reactor. The resulting product was about 3mmthick and 25mm in diameter. The black Al2O3 product was ontop of the target product, which separated naturally from thedesired Fe 83B17 product and could be removed by hand. The polished cross sections were investigated withx-ray diffractometry ((XRD) Philips X’per) using Cu K αradiation. The samples before and after compressive test wereobserved using a JSM-5600LV scanning electron microscope (SEM). Several specimens punched from the cross sectionsof the Fe 83B17 product were electro-chemically thinned inFigure 1. XRD pattern of the Fe83B17 alloyFigure 2. Calculated B–Fe phase diagram. an electrolyte of nine parts methanol and one part perchloricacid with twin-jet electropolish at −30 ◦C and were examined with a JEM 1200EX transmission electron microscope (TEM) with a magnetically shielded object lens pole-piece operatedat 120 kV. Quasi-static uniaxial compressive tests wereperformed at room temperature with a crosshead speed 6 ×10−4 s−1. The cylindrical compressive specimens with agauge length of 3mm and a diameter of 3mm were cut usingan electro-discharging machine, the specimen surfaces werepolished with 1000-grit emery paper. In order to minimizefriction effects, the specimen–die interfaces were lubricatedwith graphite. 3. Results and discussion 3.1. MicrostructuresThe chemical reaction of the igniter is initiated at 260 ◦C.Then the igniter mixture transforms to MnS2 and Al2O3 andinstantaneously releases large heat, which ignites the reactionof the reactants. Then combustion wave of the reactionpropagates from top to bottom of the reactant compacts andthe reactants transform to Fe83B17 and Al2O3 where the2J. Phys. D: Appl. Phys. 41 (2008) 235401 L Fu et al Figure 3. SEM secondary electronic images of the Fe83B17 alloy. Figure 4. Bright-field TEM images of the Fe83B17 product: (a) lamellar eutectic with nanostructure along near [¯1 3 2]t; (b) correspondingSAED pattern. combustion wave has passed. The adiabatic temperature (Tad) of the combustion reaction is calculated to be about 3200 ◦C [16, 17]. The Fe83B17 and Al2O3 are in a very superheatedliquid state at 3200 ◦C; since liquid Al2O3 is immiscible withliquid Fe83B17, it is automatically separated and raised to thetop due to its low density, and the product is deposited on thecopper substrate surface. Figure 1 shows the XRD pattern of the Fe83B17 alloy. TheFe83B17 alloy is composed of tetragonal Fe2B and body centrecubic Fe phases. The XRD peaks are significantly broadened, indicating small grain/domain sizes. The Fe–B binary alloyphase diagram (figure 2) [18] serves to demonstrate the eutecticreaction between γ -Fe and Fe2B, that is L → Fe2B + γ -Fe atTe = 1195 ◦C at the Fe-rich side; then the γ -Fe transformsto α-Fe at Ta = 912 ◦C. The nano-eutectic is achieved at aeutectic point, the abrupt liquidus (figure 2) near the eutecticpoint which facilitates the formation of the nanostructuredeutectic. TheSEMsecondary electronic images of the Fe83B17 alloyare shown in figure 3. The Fe83B17 alloy displays a typicaleutectic microstructure. The Fe2B and α-Fe phases are markedby arrows (figure 3(b)). The size of the eutectic colonies isin the range 3–25μm. The eutectic microstructure cannotbe highly resolved using the SEM. The TEM observationsof the Fe83B17 alloy are represented in figure 4. Figure 4(a) displays the nano-eutectic. The t-Fe2Bandα-Fe phases exhibita fine lamellar eutectic structure with a lamellar spacing ofabout 50 nm. A statistical analysis shows that on average thedimensions of the t-Fe2B and α-Fe phases are about hundredsof nanometres to a few micrometres in length and 20–30 nm inthe transverse direction. The SAED was employed to identifythe phase compositions inside the eutectic colony. In theSAED pattern (figure 4(b)), one set of spots is indexed as thediffraction pattern of the [.1 3 2] zone axis of t-Fe2B, and theother set of spots is identified as the [0 2 .2] zone axis of α -Festructure. The XRD and SAED reveal the coexistence of thetwo phases, t-Fe2B and α-Fe, in the eutectic colonies. At the solidification of the liquid product, the nanoscalemicrostructure originates from both a high nucleation rateand slow growth of the crystalline nuclei. The contaminantsintroduced from the reactants and the igniter are dissolved inthe metallic melt owing to the very high superheating degree. Thus, there are no heterogeneous nucleation sites for the liquidto crystallize on. Consequently, the metallic melt gets purifiedand the degree of undercooling is greatly increased, whichresults in a large number of small homogeneous nuclei beingsimultaneously formed during solidification. On the otherhand, the time of nuclei growth is short, because of the highcooling rate resulting from the copper substrate quenching. The Fe83B17 nanostructured lamellar eutectic is formed asa result of the thermodynamic and kinetic conditions of theliquid solidification [19]. The components of the eutecticreaction product in the Fe–B binary system are t-Fe2B andγ -Fe. At lower temperature, the γ -Fe transforms to α-Fein the eutectoid transformation. In fact, the about 50 nmspacing of the lamellar eutectic in our products is similarto that of 50 nm in an Al–Al2Cu eutectic [20], obtained ina rapidly quenched sample derived from splat quenching. It also effectively creates a relatively deep L → γ + βeutectic, promoting the formation of a nanoscale eutecticstructure. 3J. Phys. D: Appl. Phys. 41 (2008) 235401 L Fu et al 3.2. Mechanical behaviourThe compressive load–displacement curve of Fe83B17 alloy isshown in figure 5. The nano-eutectic Fe83B17 alloy displayshigh strength and large ductility simultaneously. The Fe83B17 alloy exhibits a fracture stress of 1263MPa, a yielding strengthof 1089MPa and intriguing plastic strain of 24.9%. Theyielding strength is far higher than the reported 580MPa ofthe coarse crystalline Fe83B17 alloy prepared by the traditionaltechnique, and the plasticity strain retains a high value at thesame time [21]. The Fe83B17 alloy presents continuous workhardening with increasing strain until failure. Figure 6 shows SEM secondary electron images obtainedfrom the fractured surface of the Fe83B17 alloy. A largenumber of shear bands in the surface are visible, as shown infigure 6(a), indicating that therewas no significant localizationof the shear bands. There two groups of tortuous shearbands, which are observed in most areas of the specimen, intersect with each other under perpendicular orientation asmarked by black arrows. It is suggested that the tortuousshear bands might be caused by the high plastic flow duringcompression [22, 23]. The two groups of shear bands areactivated that help to accommodate more plastic strain duringcompression; moreover, it could trigger off the rotation ofthe eutectic colonies. Figure 6(b) shows eutectic colonies arehomogeneously distributed. Some of the traces of rotation areFigure 5. Compressive engineering stress–displacement curve of the Fe83B17 alloy. Figure 6. Fractography of the Fe83B17 alloy: (a) the black arrows indicate the primary and the secondary shear bands; (b) the white arrowsshow the rotation of the eutectic colonies. marked by white arrows. Figure 6(b) also displays distinctviscous shear flow traces. The viscous flow, which wasintroduced from the rotation of the eutectic colonies, indicatesthat a deformation fracture is induced by local temperatureincrease and local ‘softening’ of the alloys at the momentof fracture. It is suggested that the eutectic colony rotationreleases the stress concentration resulting in enhancement ofthe ductility [9, 24]. The mechanism of rotation of the eutecticcolonies is illustrated as follows: the submicron eutecticareas rotate along the boundaries of the spherical eutecticcolonies. Moreover, the nano-eutectic areas encapsulated bythe submicrometre eutectic areas act as a centripetal pointduring the rotation of the eutectic colonies because of theinteraction of the perpendicular shear bands. Such rotationalmotion of the eutectic colonies accompanies viscosity plasticflows to dissipate the localization shear stress. Consequently, high strength and large ductility are obtained simultaneously. Thus, the Fe83B17 alloy can be considered as a soft magneticmaterial with applications in large structure engineering. 4. Conclusions In this work, we applied a simple and effective method (SHS combining rapid solidification) to prepare the bulknano-eutectic Fe83B17 binary alloy. The Fe83B17 alloy ischaracterized by a lamellar eutectic with t-Fe2B and α-Fephases. The eutectic laminar space is about 50 nm and thesize of spherical eutectic colonies is in the range 3–25μm. The nano-eutectic is formed by deep undercooling. TheFe83B17 alloy presents simultaneous high strength and largeplasticity, a yield strength of 1089MPa,and a plastic strain of24.9%. It is attributed to the nanostructured eutectic of theFe 83B17 alloy. The perpendicular shear bands may help toaccommodate more plastic strain during compression, and itcan contribute to the rotation of the eutectic colonies. Suchrotation accompanies viscosity plastic flows to dissipate thelocalization of the shear stress, which leads to the simultaneityof large ductility and high strength. Our nano-eutectic materialfabricated technique (SHS combining rapid solidification), which is convenient, low in cost and capable of being scaledup, is expected to be applicable to many alloy systems fortailoring the microstructure on the nanoscale for coexistinghigh strength and large ductility. 4J. Phys. D: Appl. Phys. 41 (2008) 235401 L Fu et al Acknowledgments This work was supported by the National Natural Science Foundation of China (50801064) and the National 973 Project of China (2007CB607601). References [1] Koch C C, Youssef K M, Scattergood R O and Murty K L2005 Adv. Eng. Mater. 7 787 [2] Trelewicz J R and Schuh C A 2007 Acta Mater. 55 5948 [3] Tjong S C and Chen H 2004 Mater. Sci. Eng. R 45 1 [4] Kumar K S, Van Swygenhoven H and Suresh S 2003Acta Mater. 51 5743 [5] Sergueeva A V, Mara N A and Mukherjee A K 2007 J. Mater. Sci. 42 1433 [6] Jia D,Wang Y M, Ramesh K T, Ma E, Zhu Y T and Valiev R Z2001 Appl. Phys. Lett. 79 611 [7] Meyers M A, Mishra A and Benson D J 2006 Prog. Mater. Sci. 51 427 [8] Phaniraj M P, Prasad M and Chokshi A H 2007 Mater. Sci. Eng. A 463 231 [9] Park J M, Kim D H, Kim K B and Kim W T 2007 Appl. Phys. Lett. 91 131907 [10] Hq Li and Ebrahimi F 2003 Mater. Sci. Eng. A 347 93 [11] Valiev R Z, Islamgaliev R K and Alexandrov I V 2000Prog. Mater. Sci. 45 103 [12] Moore J J and Feng H J 1995 Prog. Mater. Sci. 39 243 [13] Sritharan T and Murali S 2001 J. Mater. Process Technol. 113 469 [14] Puszynski J A 2002 Thermochemistry and KineticsedAWWeimer (London: Carbide, Chapman and Hall) p 183 [15] Yang J, Ma J Q, Liu W M, Bi Q L and Xue Q J 2008Scr. Mater. 58 1074 [16] La P Q, Yang J, Cockayne D J H, LiuWM, Xue Q J and Li Y D 2006 Adv. Mater. 18 733 [17] Yang J, La P Q, Liu W M and Hao Y 2004 Mater. Sci. Eng. A382 8 [18] Rompaey T V, Kumar H K C andWollants P 2002 J. AlloysCompounds 334 173 [19] Parisi A and Plapp M 2008 Acta Mater. 56 1348 [20] Shao G and Tsakiropoulos P 1994 Acta Metall. Mater. 42 2937 [21] Nowackl J and Klimek L 1992 J. Mater. Sci. 27 3651 [22] Kim K B, Das J, Bair F and Eckert J 2005 Appl. Phys. Lett. 86 171909 [23] Zhu B, Asaro R J, Krysl P and Bailey R 2005 Acta Mater. 53 4825 [24] Kim K B, Das J, Xu W, Zhang Z F and Eckert J 2006Acta Mater. 54 37015