maple direct write - Faculty Web Sites at the University of Virginia
advertisement

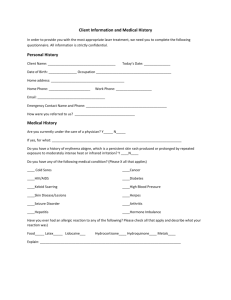
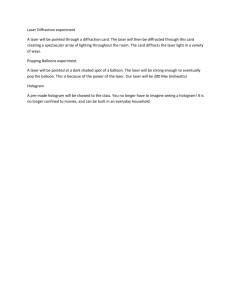
MAPLE DIRECT WRITE: A NEW APPROACH TO FABRICATE FERROELECTRIC THIN FILM DEVICES IN AIR AT ROOM TEMPERATURE J.M. Fitz-Gerald1, H.D. Wu2, A. Pique1, J.S. Horwitz1, R.C.Y. Auyeung2, W. Chang3, W.J. Kim2, and D.B. Chrisey1 1 Naval Research Laboratory, Washington, D.C. 2 SFA, Inc., Largo, MD 3 George Washington University, Washington, D.C. ABSTRACT MAPLE Direct Write or MAPLE DW is a new direct writing technique which combines some of the major positive advantages of laser induced forward transfer and matrix assisted pulsed laser evaporation (MAPLE). This novel laser driven direct writing technique has demonstrated the deposition of metal, ceramic, and polymer materials in air and at room temperature and with sub-10 micron resolution for active and passive prototype circuit elements on planar and nonplanar substrates. Here, we have used MAPLE DW to synthesize ferroelectric devices for tunable microwave device applications. For ferroelectrics and the other functional materials, MAPLE DW can be used to investigate directly the properties of powder materials as a function of grain size, doping, and processing technique. The best properties obtained for Ba0.5Sr0.5TiO3 and BaTiO3 films were dielectric constants of 40, with loss tangents of about 0.025 with ~ 1% tuning. Keywords MAPLE DW; LIFT; MAPLE; Excimer Laser; Ribbon; Grain Size; Matrix INTRODUCTION The use of electronic systems has increased by orders of magnitude in the last ten years. However, the demand for faster and smaller products has placed an enormous emphasis on miniaturization and increased functionality. In order to fabricate electronic assemblies with reduced weight, volume, cost, and time, new materials and / or methods to process them must be developed. Until now limited progress in this area has been achieved with surface mounted electronic components. This process is based on an old technology that relies on a three-fold strategy of first designing, then patterning, and finally mounting each of the system components on a circuit board. Modifications of device performance require a time consuming iteration of the above steps. Rapid prototyping provides a solution to these time consuming problems. With rapid prototyping processes, it is possible to direct write elements and components onto any surface called for in the circuit design, essentially eliminating the above steps and time constraints. Furthermore, the fact that these techniques are compatible with current computer software for integrated design and manufacture (CAD/CAM) is an added advantage. By utilizing the positive advantages of laser induced forward transfer (LIFT) and matrix assisted pulsed laser evaporation (MAPLE), a novel laser driven direct write technique has been developed. This technique is termed MAPLE Direct Write (MAPLEDW). In this paper, we will outline the approach to the MAPLE-DW process along with its advantages. We will show experimental results for ferroelectric single layer capacitors, electronic multi-layer devices, conducting lines, resistors, and in-situ laser annealing. Discussion of device properties will be limited to the area of ferroelectric materials and devices. BACKGROUND Laser Induced Forward Transfer (LIFT) Over the past decade, many direct write techniques based on laserinduced processes have been developed for depositing materials for a variety of applications. Among these techniques, laser induced forward transfer (LIFT) has shown the ability to direct write metals for interconnects and mask repair and also simple dielectric materials such as metal oxides. LIFT was first demonstrated using metals such as Cu and Ag over substrates such as silicon and fused silica utilizing excimer or Nd: YAG lasers [1-2]. LIFT is a simple technique that employs laser radiation to transfer a thin film from an optically transparent support onto a substrate placed parallel to it. Patterning is achieved by moving the laser beam (or substrate) or by pattern projection. The former is a method of direct writing patterns. In order to utilize LIFT there are several experimental requirements that can have significant effects on the quality of the pattern or device fabrication. The laser fluence should be adjusted so that the process is carried out near the energy threshold to transfer only the film material. Target films typically do not exceed a thickness of a few 1000Å. Distances between the target film and the substrate must be controlled, generally 25-75 µm. Overall, LIFT has proven to be a simple technique that can be used on a wide variety of metals, and some simple oxides, but not with complex multi-component materials such as ferroelectrics. Matrix Assisted Pulsed Laser Evaporation (MAPLE) A new, laser assisted, vacuum deposition technique, known as matrix assisted pulsed laser evaporation (MAPLE) [3] has been developed at NRL for depositing thin, uniform layers of chemoselective polymers [4,5,6] as well as other organic materials, such as carbohydrates [7]. This hybrid laser transfer mechanism associated with MAPLE enables the deposition of complex organic molecules into thin films that is not possible by conventional PLD processing. In MAPLE, an organic compound is dissolved in a matrix material, generally a volatile solvent such as alcohol to form a solution. This solution is frozen to ~ 77K in the form of a laser target (2.5 cm diameter disk, 1 cm thick). When the laser strikes the surface of the target, it causes rapid vaporization of the solvent molecules. Part of the thermal energy acquired by the solvent is transferred to the organic molecules. When these molecules become exposed to the gastarget interface, they are transported into the gas phase with sufficient kinetic energy to be desorbed from the target surface without being denatured in the process. A film will be formed on a substrate placed opposite to the target, while the solvent is pumped away. MAPLE Direct Write The MAPLE-DW technique [8] utilizes all of the advantages associated with LIFT and MAPLE to produce a laser driven direct write technique capable of transferring materials such as metals, ceramics and polymers onto polymeric, metallic and ceramic substrates at room temperature. Overall resolution for this technique at this time is on the order of 10µm. Since the MAPLE-DW process uses a highly focused laser beam, it can easily be utilized for micromachining, drilling and trimming applications, by simply removing the ribbon from the laser path; this flexibility allows the synthesis of multi-layered structures and patterning. Thus, MAPLE-DW is both an additive as well as subtractive direct write process. EXPERIMENTAL DETAILS The key to the MAPLE-DW process is the development of a suitable matrix containing the material to be transferred. This matrix is then used to form a very uniform coating on the surface of a transparent substrate, i.e., the ribbon. The matrix is chosen so that it strongly absorbs the laser wavelength being used; generally, laser fluences below the ablation threshold of the matrix material are used. The purpose of the matrix is, in part, to hold the material in place until heating from the laser pulse causes the matrix to decompose resulting on the material being ejected from the ribbon and transferred to the receiving substrate. Because the laser fluence employed is selected to be lower than the ablation threshold of the material being transferred, no decomposition takes place, so the functionality of the transferred material is never affected. Similarly, MAPLE-DW requires that the ribbon be held in close proximity to the substrate. In MAPLE-DW, the area coated per laser pulse also depends on the size of the laser spot striking the ribbon as well as the gap between the ribbon and the substrate. Figure 1 shows a simple schematic diagram of a MAPLEDW system. Laser Forward Transferred Material UV Transparent “Ribbon” Pulsed Laser Energy Micromachined Channel Receiving Substrate Material to be Deposited Focusing Objectives Micromachined Through-Vias Figure 1. Schematic diagram, illustrating the basic elements of a MAPLE-DW system. CAD/CAM control enables multi-axis motion for complex design, features and micromachining. This work was performed with a pulsed excimer laser (KrF mixture, =248 nm), so fused silica quartz discs 5.0 cm diameter x 2 mm thick were used as ribbon supports due to their low absorption at 248 nm. Table I list the details concerning the experimental parameters for the results to be discussed. Various substrates were used for the transfer experiments including silicon, glass, polyimide and various types of circuit boards such as FR-4 and Rogers RO4003. TABLE I Experimental Device Fabrication Parameters Devices Transfer Process Material Ribbon Thickness Spot Size (µm) Energy mJ/cm2 Au Lines Resistors Capacitors (tri-layer) Inductor LIFT LIFT MAPLE-DW 1600Å 2000 Å 3-5 µm 25 25 25 550 1500 400 3-5 µm 25 500 Interdigit. Capacitors MAPLE-DW Cr, Au Ni-Cr BTO (BaTiO3) YIG (Y3Fe5O12) BSTO (Ba0.5Sr0.5TiO3) 3-5 µm 200 500 MAPLE-DW In all the transfer experiments, the coated side of the ribbon was separated by 25 µm from the receiving substrate. Both the substrate and ribbons were held in place using a vacuum chuck with a x-y translation stage. The output from a KrF excimer laser was directed through a circular aperture and then through a 10x UV grade objective lens. By changing the aperture size, beam spots from 8 m to 200 m were generated. The laser fluence was estimated by averaging the total energy of the incident beam over the irradiated area. EXPERIMENTAL RESULTS Conductive Lines and Resistor Elements Using the gold coated ribbons, Au conducting lines were deposited by the LIFT technique as shown in Figure 2(a). In order to improve the morphology of the transferred gold it was necessary to operate at laser fluences only slightly above the ablation threshold of the gold films. At higher fluences, any part of the laser pulse that is not absorbed by the Au layer on the ribbon can interact with the transferred gold over the substrate and ablate it off the substrate. Furthermore, multiple passes were required in order to build the gold lines to the desired thickness of 10 µm. The average resistivity of these lines was measured to be 75 cm at room temperature, which is about 30 times higher than that of bulk Au (2.4 cm). The five coplanar resistors shown in Figure 2(b) were made using nichrome ribbons. The overlap between successive passes was optimized in order to improve the uniformity of the nichrome structures. The final thickness of the nichrome resistors was about 10 µm. The measured resistances ranged from 65 to 190 and their properties scaled with respect to cross section and length as expected. The resistivity of the transferred nichrome was considerably larger than that of bulk and is likely due to the high degree of porosity present in the transferred nichrome as well as oxidation of the alloy during transfer. (a) 125 m (b) 400 m 400 m Figure 2. (a) Au lines deposited by LIFT on RO4003 circuit board. The Au line width is approximately 30 µm after a final laser trimming process, which was performed along both sides of the line, (b) shows a micrograph of the nichrome coplanar resistors after processing. Multi-Layer Capacitors and Inductors For the fabrication of the capacitors and inductors a hybrid approach was used. First, a 3 µm thick gold layer was e-beam deposited onto a bare Rogers RO4003 substrate, which is a hydrocarbon ceramic composite circuit board used for RF applications. The bottom electrodes were then patterned with the laser. The ablation patterning was performed with a 25 µm laser spot and a fluence of 3 J/cm2. Then a ferroelectric layer consisting of BaTiO3 (BTO) in the case of the capacitors or a ferrite layer consisting of Y3Fe5O12 (YIG) in the case of the inductor was deposited by MAPLE-DW. Finally, the top Au electrodes were deposited by LIFT using the same conditions employed for making the conduction lines. Figure 3 illustrates the above steps schematically. 1) 2) Patterning of Botton MAPLE-DW of Au Electrode Dielectric 3) LIFT of Top Au Electrode Figure 3. Schematic showing the fabrication steps for the parallel plate capacitors. (1) Pattern the bottom Au electrode, (2) MAPLE-DW of the dielectric layer, (3) LIFT of top Au electrode. In both cases the morphology and thickness of the BTO and YIG layers was quite uniform, and the surface roughness variations were due primarily to the imperfections of the underlying substrate. The parallel plate capacitors, as shown in Figure 4(a), were evaluated from frequencies ranging from 1 MHz up to 1.8 GHz using a HP4291A impedance analyzer. The capacitance ratio between the large and small capacitors was close to their area ratio (4:1) as expected with some variations attributed to non-uniformities on the BTO transfers. Capacitance of all capacitors ranged from 2 and 40 pF and dissipation factors between 0.11 to 0.17. These capacitors were then annealed in a furnace at 200 °C for two hours. After the annealing step, the capacitance’s dropped by about 40% while the dissipation factors decreased by an order of magnitude. From these results, the effective dielectric constant of the capacitors was estimated to be around 25 after the annealing step. The YIG core inductor (four turn) had a measured inductance of 9 nH at 1 MHz. The inductor exhibited very high losses and the effective permeability was estimated to be about 70. This result can be attributed to the fact that the fabricated inductor had a porous YIG core creating a large number of air gaps. Figure 4(b) shows a micrograph of the inductor. (a) 1.8 mm (b) 125 m Figure 4. (a) BaTiO3 capacitors with Au electrodes made by MAPLEDW. The larger capacitor was 1.8 mm x 1.8 mm, the other is 25% smaller, (b) Four turn inductor with YIG core fabricated by MAPLEDW. Interdigitated Capacitors Interdigitated capacitors were fabricated on MgO substrates by photolithography and metal lift-off patterning using a multi-level resist process. To minimize the metallic losses in the interdigitated electrode structure at microwave frequencies, a 2.5-µm thick layer of Ag, followed by a thin Au layer, which preserves the surface for electrical contact, was employed. A variety of device geometries were fabricated with finger lengths varying from 40 to 80 µm, and finger gaps varying from 3 to 9 µm with the finger width fixed at 13 µm. Note that a small finger gap will enhance the relative dc bias electric field strength for dielectric tuning, and a short finger length is used to fit the pitch size of the microwave probe. A thick layer of ferroelectric material was then deposited on top of the interdigitated electrodes using MAPLE DW. In order to cover the large area of the electrodes a 200 µm laser spot size was used. Figure 5 shows the device structure before and after the MAPLE DW process. (a) 20 m (b) 20m Figure 5. (a) Interdigitated capacitor structure on MgO prior to MAPLE DW processing, (b) interdigitated structure after MAPLE DW transfer of BSTO across the electrode structures. DISCUSSION The microwave reflection measurements (S11) of the interdigitated capacitors were performed using a HP 8510C vector network analyzer and Cascade Microtech probe station with a 200-µm pitch microwave probe. DC bias was applied to the capacitor under test through the internal bias of the network analyzer test set. The capacitance and quality factor (Q) were determined as a function of frequency and bias field from the measured S11 parameters by fitting it to a parallel resistor-capacitor model. Finally, the dielectric constant and loss tangent (tan) of the MAPLE DW ferroelectric material were calculated by conformal mapping techniques which convert the interdigitated geometry to a parallel-plate capacitor structure. Figure 6 (a) and (b) show the x-ray diffraction (XRD) patterns of precursor powder for the BTO and BSTO ribbons, respectively. The peak splitting of the BTO XRD patterns clearly indicate the tetragonally distorted perovskite structure, which is the room temperature phase of BTO. Figure 6 (b) shows no apparent splitting, suggesting a nearly cubic room temperature phase of BSTO. Figure 7 (a) and (b) show the dielectric constant and Q versus frequency for the MAPLE DW (BTO) film (8.8 µm thick) with no dc bias and with 40 V dc bias voltage. This film shows a dielectric constant of 30, a Q of 32 (i.e., tan = 0.031) at 10 GHz, and a dielectric tuning of ~1.5% with 135 kV/cm dc bias field. Figure 8(a) and (b) show the dielectric constant and Q vs. frequency for the MAPLE DW (BSTO) film (3.5 µm in thickness) with no dc bias and with 40 V dc bias voltage. This film shows a dielectric constant of 22, a Q of ~100 (i.e., tan ~ 0.01) at 10 GHz, and no dielectric tuning at 80 kV/cm dc bias field. The low dielectric constant observed for the MAPLE DW film structures can be explained by the small grain size powders used for the precursor materials. The dielectric constant is lower due to the high porosity exhibited by the films, in addition to the residual polymer that was retained during the matrix transfer. 20 (300) (113) (311) 78 (103) (310) 76 (222) (003) 74 (212) (221) (202) (220) 72 (003) (300) (112) (211) (102) (201) (111) (110) 40 50 60 70 80 (311) (310) (300) (221) (210) (220) (211) (200) Ba0.5Sr0.5TiO3 (111) 30 (002) (200) BaTiO3 (101) (110) (001) (100) (b) (100) Intensity (arb. units) (a) 90 2q (degrees) Figure 6. XRD patterns of (a) BTO and (b) BSTO ribbons used for MAPLE DW. The lowering of the dielectric constant by the porosity and residual polymer in the film is a complicated circuit structure made up of multiple capacitors in series and in parallel but can be accurately predicted by the logarithmic mixing rule. The functional dependencies of the logarithmic mixing is shown in Figure 9. It has been verified experimentally by McNeal et al. [9] that the observed mixing behavior of the BTO powder-polymer composite follows the logarithmic mixing rule. Also shown in Fig. 9 are two other common dielectric mixing rules, namely the parallel and series mixing rules. Dielectric Constant 31 0 kV/cm 135 kV/cm a) 30 29 5 10 15 Frequency (GHz) 50 20 b) 0 kV/cm 135 kV/cm 45 Q 40 35 30 25 5 10 15 Frequency (GHz) 20 Figure 7. (a) Dielectric constant and (b) Q-factor for the BTO film measured from 5 GHz to 20 GHz at room temperature. Dielectric Constant 23 0 kV/cm 80 kV/cm 22 a) 21 20 19 5 10 15 Frequency (GHz) 200 20 b) Q 150 100 50 0 kV/cm 80 kV/cm 0 5 10 15 Frequency (GHz) 20 Figure 8. (a) Dielectric constant and (b) Q-factor for the BSTO film measured from 45 MHz to 20 GHz at room temperature. 4 Dielectric Constant 10 Parallel Mixing Rule 3 10 2 Logarithmic Mixing Rule 10 Series Mixing Rule 10 1 0 0.2 0.4 0.6 0.8 1 Volume Fraction of BTO Figure 9. Dielectric constant of BTO powder-air composites for three different mixing rules. In Figure 9, we assume the BTO powder has a dielectric constant the same as the bulk BTO ceramic of 2000 at room temperature. Figure 9 shows that to achieve a dielectric constant of 40, the volume fraction of BTO must be 50 %. CONCLUSIONS We have demonstrated the efficacy of a novel direct write technique termed MAPLE DW. This technique allows the direct writing of various materials including metals, ceramics, and electronic materials into device configurations for resistors, capacitors, inductors, and conductive lines. In this paper, BSTO and BTO ferroelectric thin film capacitor devices were fabricated using an interdigitated geometry. Initial results show that properties of the particulate precursors namely grain size and polymers used in ribbon fabrication, greatly affect the performance of the devices. Dielectric constants ranged from 22-30, with loss tangents from 30-100 at X-band. Future research will be focused on reducing the porosity and the amount of polymer present in the devices as well as improving the properties of the precursor powders. REFERENCES 1. J. Bohandy, B.F. Kim, and F.J. Adrian, J. Appl. Phys. 60, 1538 (1986). 2. J. Bohandy, B.F. Kim, F.J. Adrian and A.N. Jette, J. Appl. Phys. 63, 1558 (1988). 3. R. A. McGill, D. B. Chrisey, Method of Producing Thin Film Coating by Matrix Assisted Pulsed Laser Deposition, Patent # WO9853767. 4. R.A. McGill, R. Chung, D.B Chrisey, P.C. Dorsey, P. Matthews, A. Piqué, T.E. Mlsna, and J.L Stepnowski, IEEE Trans. On Ultrasonics, Ferroelectrics and Frequency Control, 45, 1370 (1998). 5. R. A. McGill, D. B. Chrisey, A. Piqué, T. E. Mlsna, SPIE Proceedings, 3274, p. 255-266, 1998. 6. A. Piqué, R.C. Auyeung, R.A. McGill, D.B. Chrisey, J.H. Callahan, and T.E. Mlsna, Advances in Laser Ablation of Materials, MRS Proceedings, 526, p. 375, 1998. 7. A. Piqué, D.B. Chrisey, B.J. Spargo, M.A. Bucaro, R.W. Vachet, J.H. Callahan, R.A. McGill, D. Leonhardt, and T.E. Mlsna, Advances in Laser Ablation of Materials, MRS Proceedings, 526, p. 421, 1998. 8. D. B. Chrisey, R. A. McGill, A. Piqué, Matrix Assisted Pulsed Laser Evaporation Direct Write, US Navy Case No. 79,702. 9. M. P. McNeal, S.-J. Jang, and R. E. Newnham, IEEE ISAF ’96 Proceedings 837-840 (1996).