Oxygen control systems and impurity purification in LBE
advertisement

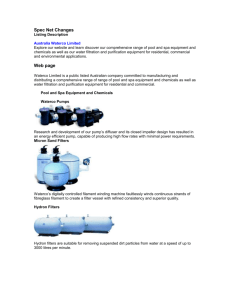
Oxygen control systems and impurity purification in LBE: learning from DEMETRA project L. Brissonneau1*, 1 : CEA/DEN, Cadarache, DTN/STPA/LIPC, F-13108 Saint-Paul-lez-Durance, France *corresponding author, laurent.brissonneau@cea.fr Abstract Operating a system using LBE (Lead Bismuth Eutectic) requires a control of the dissolved oxygen concentration to avoid corrosion of structural materials and oxide build-up in the coolant. Reliable devices are therefore needed to monitor and adjust the oxygen concentration and to remove impurities during operation. In this article, we describe the learning gained from experiments run in the framework of the DEMETRA project (IPEUROTRANS 6th FP contract) on the oxygen supply in LBE and on impurity filtration and management in different European facilities. An oxygen control device should supply oxygen in LBE at sufficient rate to compensate loss by surface oxidation, otherwise local dissolution of oxide layers might lead to the loss of steel protection against dissolution. Oxygen can be supplied by gas phase H2O or O2, or by solid phase, PbO dissolution. Each of these systems has substantial advantages and drawbacks. Considerations are given on devices for large scale facilities. The management of impurities (lead oxides and corrosion products) is also a crucial issue as their presence in the liquid phase or in the aerosols is likely to impair the facility, instrumentation and mechanical devices. To avoid impurity build-up on the long term, purification of LBE is required to keep the impurity inventory low by trapping oxide and metallic impurities in specific filter units. On the basis of impurities characterization and experimental results gained through filtration tests in different loops, this paper gives a description of the state-of-art knowledge of LBE purification with different filter media. It is now understood that the nature and behaviour of impurities formed in LBE will change according to the operating modes as well as the method to propose to remove impurities. This experience can be used to validate the basis filtration process, define the operating procedures and evaluate perspectives for the design of purification units for long-term application in lead-alloys liquid metal coolant systems. Keywords : Lead Bismuth Eutectic ; oxygen control, purification, filtration 1. Introduction The development of the chemistry control and monitoring is one of the issues that are critical for nuclear systems using lead alloys either as a spallation target or as a coolant [1]. The aim is on the one hand to avoid oxide formation, lead oxide or corrosion products, that might induce fouling (deposits that eventually reduce the heat transfer capacity) or even plugging of the smaller ducts. On the other hand, it is to ensure the formation of protective oxide layers to prevent (or slow down) metallic element release. It is then necessary to maintain the oxygen concentration within a range between the dissolution limit of the protective oxide film to avoid fast dissolution of the metal and the solubility limit of oxygen to avoid formation of lead oxide [2, 3]. It should be noted that the anisothermal nature of system might induce mass transfer in particular from the hot point (higher dissolution rate or oxide removal, higher solubility) to the cold point (higher deposition rate, lower solubility…). As oxygen is consumed by oxidation of the surface, a constant oxygen supply is required. Oxygen can be brought from gas or solid phase with respective advantages and drawbacks for both methods. One other important scope of development or validation is the management of impurities (lead oxide and corrosion products) which presence in the liquid phase or in the aerosols is likely to impair the facility, instrumentation and mechanical devices. Main contamination sources (apart oxygen) are identified as the corrosion products (Fe mainly, Ni, Cr, etc.) expected to be generated continuously at a rate depending on the operating temperature, liquid metal flow rate, material composition…The contamination by impurities will occur during start-up operation (first filling) or after maintenance or repair phases, and under normal operation of the system at a continuous rate. Some impurities such as iron potentially present long-term and cumulative effects. One of the processes considered for purifying LBE relies on filtration, the other on sedimentation. 2. Definition of an oxygen concentration operating domain. The oxygen is the most important chemical element for lead management, because of its potential contamination of the liquid by forming solid oxides and its main influence on the corrosion rate of structure. Excess of oxygen might come from the start-up operations (dissolved oxygen in liquid metal), from the maintenance phase as well as possibly from bad tightness (by air ingress) during normal operating mode. Oxygen consumption comes from the corrosion (oxidation) of the structures. The oxygen concentration must be adjusted to a specified value for corrosion control and to avoid production of lead oxides (mainly PbO) during service lifetime. A relatively limited working range for oxygen is therefore defined, in a range of temperature going from the cold stop operation (typically 350°) to the hot spot on the fuel pin (typically 50°C above the normal hot leg temperature). For the upper limit, this corresponds to the solubility limit of oxygen in lead to avoid forming lead oxide. For the lower limit, this corresponds to the limit below which the magnetite layer (Fe3O4) is dissolved and therefore no longer protects the metal walls from corrosion [4]. We report only here the limits for LBE, but similar and close results might be obtained for lead. Upper limit [5]: Several authors propose a solubility limit for the formation of PbO from oxygen in LBE. From comparison, it was decided to work with the following expression for the limit oxygen concentration CO* from Gromov [4] and confirmed by other authors (see [5-8]): 5000 for 623K <T < 773 K (1) T With CO* in wt% and temperature in Kelvin This in good agreement with the solubility law proposed by Ganesan (most recent paper) 5100 for 812K <T < 1012 K log( C O* ) 4.32 T With CO* in at% log( C O* ) 3.2 The solubility limit is reported in Figure 1. Lower limit: Following [5], it might be considered that oxygen activity in Pb has a chemical potential close to the one of PbO (though PbO might not be stable at low oxygen content). The free enthalpy of the reaction (2a): 3Fedis + 4PbO ↔ 4PbL + Fe3O4 (2a) where subscript dis holds for the element dissolved in liquid, is decomposed in 3Fes + 2O2 (g) ↔ Fe3O4 = 2 GO2(Fe3O4) (2b) 4PbOs ↔ 2Pbs + 2O2 = -2 GO2 (PbO) (2c) 3Fedis ↔ 3 Fes = - 3RT ln aFe(dis) (2d) 4Pbs ↔ 4 Pbdis = 4 RT ln aPb(dis) (2e) 4ºdis (= 4 PbOdis) ↔ 4 PbOS = -4 RT ln aO(dis) (2f) GO2 are the partial molar free enthalpies of oxygen as classically tabulated in Ellingham diagram, the free enthalpies of formation of the pure species Fe, Pb at solid states are taken to be 0 and therefore their activities are 1. At equilibrium G (eq.2a)= 0 and then using Eq.(2b) to Eq.(2f) yields: 2 GO2(Fe3O4)-2GO2(PbO)+4RTlnaPb(dis)-3RTlnaFe(dis)-4RTlnaO(dis) = 0 (3) GO2(PbO) and GO2(Fe3O4) are given by classical thermodynamic data (reported in [5]) The lead activity is taken as 1. According to Henry’s law (justified by the very few amount of O and Fe atoms dissolved in liquid): aFe= CFe/C*Fe (5) and aO= CO/C*O (6) where C* holds for the solubility limit for precipitating Fe and PbO respectively. The iron solubility limit in Pb is given in [4]: logC*Fe (wt%)= 0.34-3450/T (7) With C*Fe in wt% and 823K <T<1053 K By using equations (4) to (7) in Eq.(3), it comes easily: * log( CO min ) 3 log C Fe 2.355 10600 4 T (8) With COmin in wt% and temperature in Kelvin, and is better reliable with T ≥ 450°C. Considering an iron activity of one in the liquid, it yields the lower limit curve as reported in Figure 1. Obviously, it is more likely that iron concentration would not reach the limit for iron precipitation (at maximum it should correspond to the equilibrium with magnetite Fe3O4), and hence the above equation should be considered only as indicative of the lower limit, as magnetite decomposition could occur at higher oxygen concentrations, depending on iron concentration in LBE; obviously, it varies as aO4.aFe3. It should be noticed that, due to the anisothermal nature of a nuclear system, iron concentration should vary in the circuit, some precipitations might occur in the cold parts, allowing for some release in the hot parts until the concentration comes into equilibrium with magnetite. The lower limit can be also be derived by writing that the activity of oxygen in the magnetite is the one of oxygen dissolved in lead : aO(Fe3O4)=aO(Pb)=O.xO, by using the relationship between oxygen activity coefficient O as given by Ganesan [7]: O2 ,1at % exp 16.906 * T 121349 .T PO2 xO GFe3O4 aO Fe3O4 T xO Pbeq _ Fe3O4 O Pb) exp 16.906 * T 121349 . T (9) (10) It can be shown in Figure 1 that very few difference arise from the different methods used for calculating the lower limit. between equations (8) and (10). In expression (10), the influence of iron activity is not directly expressed as the dependence of the limit with the iron concentration but the solubility limit should always behave as the solubility product aO4.aFe3. A large domain of oxygen concentration vs. temperature (simple hatched, Figure 1) can be defined, between the lower temperature/higher oxygen content that permits the lead oxide formation and the higher temperature/lower oxygen content that permits magnetite formation. The operating domain is about 3 orders of magnitude large in oxygen concentration between 10-3 to 5.10-1 ppm. However, a narrower domain should be considered: At cold stop at 340°C, no lead oxide should be allowed to form, and as oxygen content increase the oxidation rate of the structures, it should be limited to a minimum: then the upper limit should be one or two order of magnitude lower. To enlarge the operating domain to the high oxygen content, it has to be questioned if PbO precipitation might be acceptable at cold stop. Considering 4000 metric tons of Pb in the vessel and a cold stop at 350°C, PbO would precipitate if oxygen content is higher than 10-1 ppm. If operation are conducted at oxygen level of 5.10-1 ppm (higher limit of the large operating domain described above), up to 22.31 kg of PbO can precipitate. So the highest reasonable limit for the oxygen content is 8.10-2 ppm. As the lower limit is defined with the assumption of iron saturated lead alloy, which is not conservative, and as the temperature on the hot spot of the claddings can be up to 40°C higher than the lead at core exit, and also as some temperature transients can be experienced, the highest temperature to be considered should be 50°C higher than in the hot leg. As a consequence, the lower limit is about one order of magnitude higher. As a consequence, the normal operating domain should be about two orders of magnitude for oxygen content between 10-3 and 10-1 ppm, which is quite narrow (see Figure 1, double hatched). However, some short transients should be allowed in the larger domain. 1,E+02 PbO (Gromov) 1,E+01 PbO (Ganesan) 1,E+00 Large operating domain [O] (ppm) 1,E-01 1,E-02 Narrow operating domain 1,E-03 1,E-04 operating extension if protected claddings 1,E-05 minimal concentration to form Fe3O4 ___ at Fe saturation in Pb (Gromov) ___ idem (Ganesan) ----- at 10% Fe saturation in Pb 1,E-06 1,E-07 340 360 380 400 420 440 460 480 500 520 540 560 Temperature (°C) The operating domain could be enlarged if GESA coatings is applied only on the claddings. Still, the hot legs remain to be protected. It means that the lower temperature to be considered in the system is the temperature of the hot leg: 480°C. According to the lower limit draws on the figure above, it would enlarge the domain down to about 2.10-4 ppm of oxygen. If a coating is applied on the hot leg, the oxygen content could be as low as 5.10-5 ppm, in order to avoid steel dissolution in the cold plenum at 400°C. As the kinetics of corrosion are very low at this temperature, some excursion at lower values could be accepted on restricted periods. 1 (223/16)*4.10-7*4.109 = 22300 g Another strategy to be considered is tantalum coatings. As tantalum does not dissolve in Pb, the tantalum oxide formation is to be avoided If equilibrium with tantalum oxide Ta2O5 is considered, the oxygen content at equilibrium in Pb is between 10-18 at 350°C to 10-12 at 550°C. If Tantalum is used as coatings for the SGU tubes and the hot leg, the oxygen content in the lead should be about less than 10-15 ppm. If large surfaces of tantalum are present in the vessel, oxygen initially present in the lead will be trapped at the hotter surfaces. Then colder surfaces will oxidize and hotter will be reduced. Any extra oxygen, from the gas phase… must be trapped in order to prevent further oxidation of the tantalum (which would eventually lead to large release of tantalum oxide in the coolant). Accidental conditions 1) Air ingress In case of a large air ingress in the primary vessel (e.g. the air leak in the argon flow of Superphénix that lead to the introduction of 52 kg of oxygen in the sodium), it is likely that oxides would form first at the surface, due to the low solubility of oxygen in the lead compare to the one in sodium (about 3 orders of magnitude at 480°C). The dissolution of lead oxide might be mainly driven by the presence of vortices at the surface. Such leak could be detected in the cover gas (N2 or O2 detection E..G by MS or gas chromatography) of by the slow increase of the oxygen content in the lead by the oxygen probes. 2) Water ingress In case of leak at SG, H2O decomposition could lead to oxygen increase in the lead, as well as H2. However, as H2O is very stable compare to O2 in lead, most of H2O should be eventually found in the cover gas. This could be detected by O-meter or H-meter in the gas plenum or by MS or IR spectroscopy. In both cases it seems that the kinetics of lead pollution should be rather slow and detection should arise before considerable amount of oxygen are dissolved in lead. However, after detection, the coolant has to be cleaned. See further: H2 reduction ?, filtration ? 4.3. Recommendations for oxygen control in large scale facilities In large scale facilities, oxygen control in liquid lead or lead-bismuth is a real challenge: the targeted oxygen content must be maintained at any time of operation in every part of the coolant. Oxygen control of liquid lead alloys in industrial-scale reactors involves conditioning of liquid metal amounts in the order of 1000 metric tons rather than 0.1–1 metric tons as in today’s experimental facilities. Many oxygen sources and wells may exist in the facility. The working reactor is by nature anisothermal, with complex hydrodynamic features that might induce particular local flow rates and the oxidation process depends on time, temperature and oxygen content. It is believed that due to large surface areas susceptible to oxidise in the reactor, the more difficult task is to supply enough oxygen to the coolant to prevent oxygen depletion due to the oxidation of the (hot) steel surfaces. Too weak oxygen content may locally lead to the dissolution of the oxides on the hot parts of the steel elements and eventually to their direct dissolution in the coolant. It should be underlined that even when the targeted oxygen content is reached, or at even lower concentrations, some lead oxides may still exist in some parts of the circuits (calm, cold parts) which might play the role of local sources for oxygen and might lead to incorrect understanding of the real oxygen content in the coolant (especially if oxygen release is located near an oxygen sensor). In the general case, it should be assumed that the oxygen content might be heterogeneous in all parts of the circuit. This has been clearly illustrated by the STELLA tests. It is then recommended that some mass transfer model should be used to describe at least roughly the oxygen and iron behaviour in the circuit. It can probably be assumed that the oxygen content of the liquid metal initially exceeds the range of oxygen control and that the additional oxygen makes up for the comparatively high initial oxidation rates of the reactor walls and internals, especially if no appropriate preoxidation treatment has been applied to the metallic construction materials. In this case, mass-exchangers for oxygen transfer have to be designed chiefly for replacing oxygen once the actual content falls below the target value. The amount of oxygen that has to be replaced depends on the specific materials (steels) used for the reactor components, the surface area in contact with the liquid metal and local temperatures, and also on the targeted oxygen content, which should be as low as possible, observing a sufficient safety margin from the transition to substantial dissolution of the materials. In the case of the currently studied pool-type reactors, the general strategy of oxygen transfer consists in extracting a certain amount of liquid metal for conditioning in the massexchanger(s) and re-feeding into the pool, preferentially where oxygen is predominantly consumed in the designed steady state of operation (core, steam generators). The massexchanger may be either an internal component of the reactor or part of an external loop, irrespective of whether solid/liquid or gas/liquid oxygen-transfer is chosen. The basic requirements are that it permits to deliver oxygen at a sufficient rate that compensates oxygen consumption by oxidation of steels, without leading locally to the formation of lead oxide and ideally: - can be easily controlled by the oxygen sensors, - need the less maintenance or intervention by personal, - not lead to risk of contamination or induce a risk for the safety, with most simple designs and auxiliary systems. Considering the designed steady state of operation of the reactor—involving oxidation of the reactor components at a constant level of oxygen dissolved in the liquid metal—, the mass of dissolved oxygen would change at an instantaneous rate rmO , if oxygen control is not applied ( rmO 0 for oxygen consumption). Dividing by the mass of liquid metal in the reactor, mLM, yields rcO , the corresponding rate at which the average oxygen concentration would change without oxygen control. rcO , along with the minimum temperature Tmin in the massexchanger, is of critical importance for the minimum percentage of the liquid-metal inventory that must be recycled. It will drive the pumping capacity needed for an efficient oxygen control [11]. The corresponding maximum residence time of the liquid metal, max, calculates as max cO* (Tmin ) cO rcO (22) where c O denotes the average oxygen concentration in the reactor pool (target concentration) and cO* is the saturation concentration of oxygen in the regarded liquid metal, and can be calculated according to equation (1). LM ;min , to be supplied in the oxygen-transfer The minimum mass flow of liquid metal, m device(s) follows as: m LM ;min mLM (23) max The minimum mass flow in the oxygen transfer device is obtained when saturated LBE exits the device. The absolute amount of oxygen that has to be supplied is | rmO | , irrespective of the actually LM m LM ;min . However, the choice of m LM significantly influences the recycled mass flow m driving force available for oxygen transfer, resulting from the difference between cO - the oxygen concentration to be achieved in the mass-exchanger- and cO* at the temperature of oxygen transfer. For isothermal conditions in the oxygen-transfer sub-system, m LM ;min cO cO* (24) cO cO* 1 m LM LM 10 m LM ;min can provide 90% of the theoretical maximum driving showing that, e.g., m LM ). force (calculated with for m Proper dimensioning of the oxygen-transfer system for the steady state of operation critically depends on correct estimation of the need for oxygen supply in the reactor. Quantitative data, from long-term experiments on the performance of ferritic/martensitic steel T91 in flowing LBE at 550°C, cO ≈ 1.6×10-6 mass% and a flow velocity v = 2 m/s, indicate rates of material consumption (in terms of metal recession) in the order of 0.01 and 0.001 µm/h for the first 4,000 h of exposure and the following period from 4,000 to 15,000 h, respectively [13]. Assuming that the consumed steel is quantitatively converted into oxides—either immediately at the specific site of consumption or, after convective transport in the form of dissolved metals, somewhere else within the reactor—the estimated decrease (without oxygen control) of the dissolved mass of oxygen relative to the effective surface area is approximately 0.003–0.03 g/(m² h). In this estimation, the steel has been identified with pure iron (Fe), converted quantitatively into magnetite (Fe3O4). Multiplying by the effective surface area gives | rmO | . The European demonstration plants studied with respect to the application of lead alloys in industrial-scale nuclear reactors are the XT-ADS and EFIT. The reactor of XT-ADS contains 2000 metric tons LBE, its total internal surface area of 1300 m², the surface with temperatures ranging from 385°–>400°C that are regarded as decisive for oxygen consumption from the liquid metal correspond to an effective area of 150 m². The larger reactor EFIT contains 6000 metric tons liquid Pb at a total surface area of 7500 m², from which 3000 m² at 400°–480°C are considered responsible for the main part of oxygen consumption. Still using data for T91 oxidation rates obtained at 550°C, the estimated need for oxygen supply at constant cO = 10-6 mass% varies For XT-ADS from 0.45 to 4.5 g/h. Assuming 0.45 g/h oxygen consumption and LM ;min = 0.1 kg/s, as follows Tmin = 400°C, the minimum mass flow to be recycled is m from the respective rcO = -6.25×10-12 mass%/s. Decreasing Tmin by 50°C LM ;min = 0.4 kg/s. (Tmin = 350°C) results in m For EFIT, from 9–90 g/h, which corresponds to rcO = -(4.17×10-11–4.17×10- LM ;min ) mass%/s. The minimum mass flow through the mass-exchanger m 10 calculates as 5.96–59.6 kg/s at Tmin = 400°C, and 1.75–17.5 kg/s at Tmin = 450°C. LM ;min actually required for keeping up the In both cases, but particularly for XT-ADS, m targeted oxygen concentration may be somewhat smaller than estimated, as the temperatures in the reactor are lower than the temperature at which the oxidation data used for approximating oxygen consumption was determined (with T91 steel at 550°C). The main outcome of the analysis is, that the pumping power required for oxygen control in the steady operating state of the investigated reactors is probably marginal in comparison to the capacity of pumps installed for supporting heat removal from the liquid-metal pool, even if provision is made for temporarily transferring higher amounts of oxygen after accidental loss of oxygen. The volume flow of pure gaseous oxygen (referred to 25°C) that has to be supplied continuously to a gas/liquid mass-exchanger follows from the estimated need of oxygen and the ideal gas law as VO2 ; 25C = 5.8 cm³/min and 116–1160 cm³/min for steady-state operation of XT-ADS and EFIT, respectively. In order to prevent significant formation of solid PbO in the mass-exchanger or to meet safety regulations, dilution with Ar or another inert gas (with negligible solubility in the liquid metal) may be required. Estimating the oxygen flux through the gas/liquid interface on the basis of the experience from operating the CORRIDA loop, i.e., jO ≈ 2×10-8 kg/(m² h), results in a free liquid-metal surface inside the oxygen-transfer device in the order of 6 m² and 120–1200 m² for XT-ADS and EFIT, respectively. This means, that jO must be at least two orders of magnitude higher, so as to achieve a reasonable size or number of mass-exchangers for gas/liquid oxygen-transfer on the industrial-scale. For judging the technical feasibility for industrial purposes, it is therefore essential to prove the limit of jO imposed by the transfer kinetics, which can only be done by specifically designed experiments. Considering transfer by solid phase, it should be considered that a typical mass exchanger contains 50 kg of PbO pellets, corresponding to 3.6 kg of oxygen. With an oxygen supply rate of 0.45-4.5 g.h-1, it leads to a total consumption of the PbO in the device in such short periods as 33-330 days. Even if one such mass exchanger supplies oxygen per steam generator and one for the core, the higher oxygen supply rates would require frequent filling operations that might be detrimental to personal exposure and reactor availability. These operations should then be performed automatically, without stopping the auxiliary loop and the need of personal near the exchanger (radiation exposure, see later). It has been shown by STELLA experiments that oxygen control by solid phase is not trivial: there is no indication on the state of the PbO pellets, they might be dissolved in LBE/Pb or covered by contamination oxides (iron, chromium oxides). Indeed, Russians specialists recommend much more complex mass exchanger designs that the one used in STELLA [14]. A precise control of the temperature and LBE/Pb mass flow must be performed and pellets contamination by oxides must be avoided by using a LBE/Pb feedback in the device. Doing so, dissolved iron and chromium precipitates as oxides before they reach the pellets. A safe concept of oxygen control must also include a loss-of-oxygen scenario, e.g., take into account temporary failure of the oxygen-control system, after which raising the oxygen content of the whole liquid-metal inventory by an exceptionally high amount, in appropriate time is required. It should be also underlined that the grace period, define as the time which leads to the total consumption of oxygen by the structures if no oxygen is provided, might be quite short. For a 9 g.h-1 oxygen consumption in EFIT, it is about 2 hours, which may be very uncomfortable for reactor management in case of the momentary loss of an auxiliary loop. Though being out of range of operation, it can be considered that the dissolution rate of the magnetite is rather slow, and that no real damages are caused to the materials immediately after the end of the grace period: the surfaces at the hottest temperature where dissolution is fast should have the thicker oxide layers. However, the dissolution of the magnetite itself might induce a large mass transfer in the reactor and completely disturb its chemistry. 4.4. Advantages and drawbacks Oxygen control by gas phase works: NRI experiments permit to maintain oxygen concentration between 10-5 to 10-6 wt% with H2/H2O ratio of 1/11. In CORRIDA, the right order of magnitude of oxygen quantities to reach is searched by injecting air without bubbling. The difference between the two is the size of the loop (100 l of liquid for CORRIDA and 1.7 l for COLONRI). The main point is the amount of oxygen to be injected compared with the system. The bigger is the facility the more efficient must be the mass transfer device, as more oxygen must be supply. It is more difficult to obtain the right amount of oxygen with H2/H2O, as enough oxygen must be supply to offset consumption while remaining at the equilibrium concentration. However, for a nuclear system, using gas can cause contamination problems in case of leakage. The advantages of oxygen control by dissolution of PbO are the efficiency of mass exchange between solid and liquid phases, the elimination of some gas lines and to avoid the possible solid oxide formation and eventually excess of slagging within the system. This leads to cleaner operation and less degradation of the thermal hydraulic performance. Moreover, an easy control could be performed via the flow rate or the temperature regulation [14]. The disadvantages include having to insert a fixed reserve of solid oxides into the LBE/Pb system that, if depleted, is harder to replenish [15]. It is a drawback for the maintenance of this system. Nonetheless, it requires a complex design for the mass exchanger, especially in order to avoid the risk of oxide (of iron…) precipitation on lead oxide solid, leading to sluggish dissolution kinetics. To synthesize, the main drawbacks and advantages of the two Oxygen Control System (OCS), gas and solid phase types, are reported in Table 1: Advantages Drawbacks Gas phase type - Same device for O2 control and purification by H2 - No operation on the device in normal operation - Regulation rely on dissolved oxygen measurements in liquid phase by oxygen sensors if non equilibrium gases (Ar/H2…) is needed - Need for a (very) efficient bubbling if equilibrium gases (H2/H2O) are used - Risks of oxide formation (Ar/O2…) - Large gas flow rates at the beginning of operation - Need of a large dilution gas loop (Ar) with purification system (Fission Products, Activated Products, Tritium, Polonium) - Risk of contamination exposure for operators (gas leakage) Solid phase device - No gas management - No risks of plugging (oxide formation) - rather easy control by flow rate and temperature - More complex design for mass exchangers - More maintenance : pellets filling - Personal exposure (Activated corrosion products as 54Mn or 60 Co deposited on the cold part of the device) - Risks of oxide precipitation on pellets and sluggish kinetics for dissolution Table 1: Advantages and drawbacks of each method of oxygen control systems. 5 Purification 5.1. Liquid phase filtration In principle, only the solid impurities, non dissolved elements or oxides particles should be gathered in a line containing filtration capabilities. The filtration appears as one of the most suitable process for the lead alloys coolant but its efficiency depends on numerous parameters, constants or variables during the operations. The type of impurities (nature, form and size, concentration…) influences the choice of the filtration method to trap impurities (surface filtration or deep bed filtration), the type of filter medium, the filter removal ratings and the required level of filtering as well. The Russian experiments showed that the filtering media used in deep bed filtration with a texture promoting coagulation-sedimentation and adhesion mechanisms were more promising to retain fine dispersed particles (size ≤ 1μm) [16]. Liquid metal properties (viscosity, density, corrosion properties) and operating parameters (flow conditions, flow rate and temperature ranges, pressure, filter pressure drop monitoring) can affect the choice of the filter medium and the design of the filter unit. The flow rate through a filter medium affects the retention of colloidal particles and aggregates. Some manufacturers recommend not to exceed a filtration rate (flow velocity divided by the filter area) of about 2 cm/s for liquid metals. Otherwise, the filters housing must be properly implemented in the loop to avoid turbulence at the inlet of the filters created by elbows or valves. In STELLA loop, a horizontal portion of the circuit was selected for the filter housing location to avoid the return of impurities trapped by the filter to the liquid metal flow by hydrodynamic separation. Moreover, the implementation of the filter unit in the cold parts of the circuit must be preferred compared to hot zones to prevent dissolution of metal from structural wall and mass transfer to other cold surfaces of the system. The mode of operation (continuous or batch), the duration of the process and the regeneration process are other parameters to consider for the design of the filtration system. Different types of filters were also tested on STELLA loop (see Figure 5). The aim of the STELLA filtration test programme was to assess the suitability of commercialized and conventional filters applied to LBE purification. Analysis of all these design and operating parameters in the comparison of the possible filtering media depends mainly on technical characteristics data given by manufacturers. Thanks to the feedback from Russian LBE filtration studies [3] and preliminary experiments on STELLA loop, three kinds of filters (see Figure 5) were selected by favouring media with appropriate removal ratings (few to tens µm), and specifications such as high holding capacity or high filter area, low clean pressure drop, good mechanical strength for high operating pressures and temperatures. Poral filters are made of sintered Stainless Steel (316L) matrix and are generally more appropriate for cake filtration. These filters are known to have very good resistance to high temperatures and high flow rates. PALL Dynalloy mesh media filters are specifically used for deep bed filtration. They are made of a uniform layer of woven stainless steel (316L) fibres. This layer is compacted and sintered to ensure good resistance and integrity. The porosity of this medium is high (~60%) which improves its hydraulic resistance and its retention capacity. These Dynalloy mesh medium filters have good mechanical resistance at high temperature - up to 477°C according to manufacturer’s data. A particular welding technique (steel/mesh sandwich weld method) has been developed to improve the thermal and hydraulic resistant of Dynalloy media filter prototypes. For PALL Standard PMM cartridges, the medium is a thin matrix of stainless steel (316L) powder within the pore of SS wire mesh. This results in a porous material with high mechanical properties (no wire mesh shift, pore size integrity maintained). The maximum admissible temperature for use is 677°C. Four filtration tests are presented with two Poral filters of different removal ratings, a Dynalloy filter and a PMM cartridge. Main results and operating conditions of STELLA filtration tests are summarized in Error! Reference source not found.: Poral filter CL20 Poral filter CL10 Filter Dynalloy 15CO PMM 150 filter Removal ratings 35 μm 20 μm 10 μm 9 μm Temperature 400 °C 400 °C 400 °C 400 °C 0.25 / 0.36 0.44 / 0.3 0.2 / 0.5 0.08 3.10-7 wt% - - 1.9.10-5 wt% 1.9.10-7 wt% 1.8 / 3.2 mbar/h 30 mbar/h - 2.5 mbar/h 156 h 24 h 98 h 306 h Type Filter characteristics Operating conditions Filtration tests parameters Flow rate range (m3/h) Oxygen concentration Average pressure drop rise Duration of the test Pb7Bi3-Bi with PbO-Bi micron-size agglomerated particles Impurities characterisation forming filaments containing iron, chromium oxides + In, Sn, Pb, Si Trapping method Surface (inner layers into filters) Table 2: Synthesis of results and operating conditions of LBE filtration tests Monitoring of the pressure drop values (figure 6) showed a steadily increase over time for the 4 filters tested. It suggests that impurities were gradually trapped. It could be assumed that the pressure drop continued to increase beyond the maximum value of the pressure transmitter measurement range (max. 1040 mbar) and would have been rising up to a plateau. Only Dynalloy filter pressure drop monitoring reached this plateau (about 620 mbar) whereas other tests were stopped before reaching it. Many assumptions are possible to explain this plateau: hydraulic limit of the line, no more impurities in LBE to be trapped by the filter or local stretching of the meshes of the filter, leading to the release of some particles previously trapped. Metallographic observations by optical of scanning electronic microscopy showed no stretch of the filter mesh nor filter degradation, when previous tests on vertical lines lead to large cracks in filter welds. In general, the retention of the particles lead to the formation of an inner (close to the mesh) grey compact deposit and an outer porous deposit of some hundreds of microns. The microstructure of the deposits is complex. The main and larger compounds are Bi and Pb7Bi3, together with PbO, which is usually more easily detected by X- Ray diffraction than by SEM analyses, certainly due to the sub-micron size of the PbO particles. Micron size particles or filaments of oxides are aggregated between grains of heavy metal compounds. The oxides are generally iron rich but may contain chromium, lead, and in some cases indium, tin, silicon…The atomic ratio between the elements is generally: Cr:1, Fe:2, Pb 5-8, Bi 8-10. No impurities were trapped in the mesh of the filters: Deposits observed at the inner surface did not seem to have entered into the medium filter. Globally, impurities were trapped by surface filtration, not by in-depth retention For PALL PMM 150 cartridge, very few deposits were observed on this filter and there were fewer filaments retained than in the other media filters: a few on the surface of the mesh and nothing on the surface of the perforated internal wall. 5.2. Sedimentation, cold trapping Sedimentation or settling process based on precipitation of impurities could be investigated as an alternative purification system. Considering the properties of impurities (micrometric size, low density, tending to agglomerate), it should be possible to separate them in the liquid phase in a (cold) quasi-stagnant auxiliary vessel. Sedimentation principle is based on the difference of density between solid impurities and liquid. The impurity comes to the surface because their density is lower. The sedimentation velocity vs (m/s) is given from the Stokes law by the following relationship: d 2 .( ).g p s l v s 18. (25) The time of sedimentation depends principally on: dp (m), the particle diameter; the other parameters are: relative density of LBE, ρl (kg/m3) and lead oxide, ρs (kg/m3) and viscosity of fluid, μ (kg/m/s). This method of purification by sedimentation requires a specific tank in the liquid circuit. After filling, the LBE into this tank, particles tend to float and settle to the interface. Thereafter, the clean liquid metal is draining from the bottom while keeping in the tank the impurities concentrating at the liquid/gas interface before starting the recirculation of the clean liquid metal in the loop. The study of this process was foreseen on STELLA; the loop was equipped with a decantation tank but this process was not yet tested. No test has been carried out to rate the feasibility and efficiency of this device. Nonetheless, some restriction could be addressed for the purification of micrometric size particles which could be carried along by thermal convection flow. However, the sedimentation principle was studied by NRI in the COLONRI loop using another device. The loop is equipped with an equalising tank used as a cold trap. This system permits to precipitate and condensate impurities which float on the colder surface of the liquid. Impurities can be separate from liquid phase and concentrated in the equalizing tank using a metallic mesh filter implemented in the bottom of the equalising tank next to the draining line. The equalising tank, in the upper part of the loop (Figure 2), is the container where impurities of liquid metal condensate and float on the surface of the liquid metal. In fact, this tank is usually operating at about 350oC, which is the lowest temperature in the loop. However, the main stream of LBE is flowing through the square structure and only partially bypassed into the equalising tank. In this way, only about 50% of the flux is purified into the tank and the rest continues flowing along the loop. At the end of each experiment, the equalizing tank is opened and the impurities are removed by manual/mechanical way. The disadvantage of this method is that it is not possible to quantify the amount of impurities collected because some LBE is co-trapped with the impurities. However, this method is valid for purification, since the analyses of the liquid metal flowing in the loop confirmed its good composition after the several thousand hours. In particular analyses of the LBE after 7000 hours in operating conditions were carried out. The bulk, homogeneous material was a solid solution of the alloying elements (43.9% Pb and 56.1% Bi) and a small percentage of Si (about 0.2%). Small, localized precipitates (<20 μm) were observed. They were homogeneously distributed in the bulk alloy and their analyses showed enrichment in elements such as Fe (about 80 wt%), Cr (about 10 wt%), Ni (about 3 wt%), Sn (about 1.8 wt%). For this device as well as for a conventional settling vessel, the tank must be opened during maintenance period to remove impurities by manual/mechanical way. This problem remains a main issue for an industrial use. Another solution to investigate could be the use of an overflow line at the upper part of the vessel so that floating impurities would be entrained with a fraction of the liquid and then could be trapped in a filter. 5.3. Gas phase Appropriate filters are required for purification of gas circuits from aerosols. Paper, tissue or ‘Argon’ type filters were used to collect aerosols. Deposits trapped by the filters were a thin black powder containing mainly particles of 2 µm sizes or less, with presence of lead and bismuth (mainly in the form of Bi, Pb7Bi3, PbO) and traces of magnetite. Examinations of filter located at long distance from the testing tank showed less presence of PbO. 5.4. Discussion on filtration Tests of about hundreds of hours had shown a good mechanical resistance at 400°C: no defects on the welds and nor stretch of the wires were observed -only little distended for Dynalloy- and the pore integrity was maintained, and there was very few oxidation of the stainless steel mesh. Results of metallographic analyses showed that impurities were trapped mainly by surface (cake) filtration for these conventional type filters. Analyses detected lead oxide (PbO) in deposits but not in large amount and also presence of iron and chromium oxides. These oxides were probably coming from peeling of the oxide coatings of structural materials. Also the initial impurities of lead bismuth (tin, indium) tend to be trapped. Deposits formed uniform layers on the inner surface of filters: sometimes thicker in the downstream part of the filters with variable thickness, according to the radial height in the filter. Trapped particles were varied in size and shape. They were micron-size aggregated particles of lead oxide and long micron-size filaments of iron and chromium oxides contained in a heterogeneous mixture composed of Pb7Bi3-Bi (and to some extent PbO). These differences in size, structure and shape involve different mechanisms and rates of trapping according to the medium design parameters (removal ratings and the holding capacity), but also depending on operating conditions. It must be considered that the amount of impurities present and the oxygen content in LBE were probably not the same at the beginning of each test. The first test with Poral CL20 filter was performed after a period of maintenance when the amount of impurities is assumed as not negligible. However, the level of impurities in the loop was never known nor the rate of their formation. It was therefore difficult to compare filters tests one with each other, and not possible to provide a quantitative analysis of filters efficiency. The only way to evaluate filters real-time performance was by following the variations in the pressure drop over time due to the filter module, thus giving an indication of the increase in resistance linked to particle retention in the filter.It was estimated that only few grams of Fe and Cr oxides were trapped on these classical filters. In order to provide efficient removal of impurities from the liquid and gas systems by filtration devices, impurities have to circulate through this one for being trapped. The impurities that remain stagnant or stuck to walls can not be trapped and could participate to mass transfer. Moreover, it is known that impurities are not uniformly present in all cold and hot parts of a circuit. Whatever the choice of the filter medium, these points must be solved when designing the circuits and the purification unit as well as the issue of the filter replacement after its lifetime expiration. Finally, these filter media are promising. The real trapping of impurities for all filters tested (Poral, Dynalloy and PMM cartridge filters) was confirmed by the pressure drop monitoring as well as the metallographic post-analyses.. Qualification by more long-term tests (2000 hrs) using other removal ratings and under various operational conditions (high or low air pollution level) with monitoring of the impurity content by regular samplings would better assess their performance in terms of mechanical and thermal resistance, trapping efficiency,… 5.5. Recommendations for basic processes definition Some preliminary recommendations can be set out for the design of the filtration units. Nature and behaviour of impurities formed in LBE change according to the operating mode (initial start-up and filling, re-start or transient states, off-normal operating conditions, normal operations and steady states). In normal operating conditions, fine dispersed particles of iron and chromium oxides are coming from metallic impurities dissolved in the coolant by diffusion through the oxide coating of structural materials. The use of a reducing gas in the filter unit should make it possible to reduce the quantity of impurity, the main impurities being the lead oxide that is reduced back to liquid lead. The subsequent destruction of the oxide particles is only possible by using micrometric hydrogen gas bubbles for a combined action: first the breaking of the crystallite or agglomerate structure, and then the lead oxide reduction with hydrogen through the fresh lead oxide surface generated by the cracking of the particles. The iron oxide reduction is kinetically very slow so that these particles or aggregates containing iron oxides remain stable in solution and should be trapped in a special filtration unit. The bubbling allows for the removal of the sticking deposits on the structures, and to transport them to the purification unit. Then, remaining slags are purified in the filtration medium not only by filtration, but by combined mechanisms of coagulation/concentration and filtration. The trapping in filters is done by adhesion strength between particles aggregates and the surface of the filter material. Under these operating conditions, mainly non reducible iron and chromium oxides (Fe3O4, Fe2O3, Cr2O3) should be trapped by the filtration process [3, 16]. Two filtration methods and systems could be proposed. Cake filtration with conventional filters (Poral, Dynalloy and PMM cartridge filters) which are suitable to remove impurities formed consequently to an excess of oxygen (after a large air ingress and during filling, startup and re-start operations) in order to prevent a large oxidation of the structure and the formation of lead monoxide. These filters could be located in filtration units especially designed for batch operation. For the whole service time and normal operating modes, active oxygen control for corrosion protection, and impurity reduction and elimination processes are required. Special prototype filters have to be designed promoting deep bed trapping for thin particles of non-reducible oxides. The coagulation and adhesion mechanisms are mainly depending on the filtration medium holding capacity and characteristics such as tortuosity, porosity, specific surface area. These characteristics have to be taken into account in the design of the filtration unit. For instance, a Dynalloy medium with multiple layer of different ratings removal should improve the depth filtration. Other important parameters are specifications of filtration rates which must not exceed a maximum value of about 2 to 10 cm/s. Filter unit systems could be proposed for semi-continuous operations in auxiliary circuits or by-pass lines of the facility. Moreover, filtration processes need to be coupled with other systems of management of impurities: H2 gas bubbling (in a vessel or into the filter housing) could be used for the reduction of lead oxides and the cracking of oxide particles, or sedimentation to remove large agglomerates during start-up or restart. The regeneration is an important point in order to increase the service life-time of these units, and reduce the need for removal/replacement. Large quantity of oxides is likely to be in circulation in the coolant and not only because in the case an air ingress. In worst estimation, it could be assumed that the magnetite layer, which is half of the thickness of the duplex oxide formed on the T91 steel, is removed by the LBE flow. As a consequence, with typical values of oxidation rates considered above, (0.45 g of oxygen consumed per hour on 3000m² for EFIT) it would lead to about 7 kg of oxide to be filtered in a year. It could be estimated that about 8 grams of iron-chromium oxides (about 1/3 of total trapped mass) were trapped on the 250 cm² filters tested in STELLA, which lead to a pressure drop increase after the filter of about 0.5 bar. This means that, even if large surface area filters are used, regeneration should be necessary to prevent their frequent replacement. The replacement operation could be very detrimental, as it is probable that the filters would contain some contamination products (mainly 54Mn from 55Fe activation, and to a lower degree 60Co from austenitic stainless steels activation). 6. Conclusion Numerous lessons are learned from experiences performed within the DEMETRA project on practical technological problems related to LBE chemistry management. Concerning oxygen control, gas/liquid oxygen-transfer by injection of H2/H2O was found to be quite an efficient way to control the oxygen in small loop, but was quite ineffective on larger facility. In that latter case, the use of humidified dissolved air was found to be appropriate for maintaining a constant level of dissolved oxygen, as demonstrated by operating the CORRIDA loop. The amount of oxygen actually supplied through the plane gas/liquid interface inside the mass-exchanger of the CORRIDA loop was however small in comparison to the need for oxygen estimated for industrial-scale reactors. In order to prevent a prohibitively large size or number of gas/liquid mass-exchangers, industrial-scale application requires an oxygen flux that is at least two orders of magnitude higher than was necessary for operating the CORRIDA loop at the target oxygen concentration, so that further experiments determining the kinetic limits are recommended. Concerning oxygen control by the solid phase method, it was found that simple mass exchanger does not allow for an satisfying oxygen supply and mass exchangers with more refined designs are required. One of the main difficulties is to determine and control the dissolution kinetic to adjust the oxygen concentration in a whole system. By regulating the coolant flow rate (adjusting bypass valve opening), temperature and bypass opening duration, the oxygen concentration in LBE could be controlled. Estimations of the mass-flow of liquid metal that has to be conditioned in either solid/liquid or gas/liquid mass-exchangers are encouraging, showing that the required pumping power is by far lower than the capacity of pumps provided for ensuring sufficient heat removal from the liquid metal Whether solid/liquid and gas/liquid oxygen-transfer is more appropriate for industrial-scale oxygen-control is a question of the kinetics of the respective transfer process—i.e., how compact the transfer device can be—and the peripheral equipment required for supplying oxygen in the form of PbO or gaseous oxygen (O2). Both types of oxygen transfer can, in principle, be performed in mass-exchangers that are either integrated into the reactor or part of an external loop. In the case of the latter, oxygen transfer can be optimized without restrictions imposed by the temperature distribution inside the reactor. Nevertheless it has to be pointed out that, as demonstrated by the tests in the different facilities, LBE chemistry is the result of numerous interactions between the impurities present in the coolant in various chemical forms, leading to a complex chemical behaviour. The reactor chemistry has to be understood and then controlled, if proper oxygen control wants to be reached at all times and locations, especially if out of range conditions were attained in some parts of the circuits. The filtering tests performed in the STELLA loops brought large information on the nature of the impurities that can be trapped by classical stainless steel mesh filters in a LBE system. They can also serve to validate the basic design of the filtration processes, to define the operating procedures and to assess the perspectives for the design of purification units for long-term application in lead-alloy liquid metal coolant systems. Nevertheless, kinetics of impurity formation remains still unknown, especially under nonisothermal conditions of dynamics loop and transient states. This is coupled with the issue of on-line and quantitative measurements of impurity contents in liquid or gas. Thus, most of the filtration experimental program does not lead to a parametric and qualitative definition of the process. This point should be improved in the future for the next steps of performance assessment, engineering study and design, and finally for the demonstration of an industrial purification system. Acknowledgments This work was funded by the UE commission, in 6th Framework Programme for Research and Technological Development (PCRD), in the DEMETRA domain (DEvelopment and assessment of structural materials and heavy liquid MEtal technologies for TRAnsmutation systems) of the EUROTRANS (European Research Programme for the Transmutation of High-Level Nuclear Waste in Accelerator Driven Systems). References 1. Fazio, C., "Handbook on Lead-bismuth Eutectic Alloy and Lead Properties, Materials Compatibility, Thermal-hydraulics and Technologies ". published by OECD, Paris, 2007.. 2. Gromov, B. F., et al. In "Physical-chemical principles of lead-bismuth coolant technology", Liquid Metal Systems. Material behaviour and physical chemistry in liquid metal systems 2., Karlsruhe; Borgstedt, H. U., Ed. Plenum Press, 1993; pp 339-343. 3. Zrodnikov, A. V., et al., "Heavy liquid metal coolant lead-bismuth and lead technology". Atomic Energy 2004, 97, (2), 534-537. 4. Gromov, B. F., et al. In "The problems of Technology of the Heavy Liquid Metal coolants (Lead Bismuth, Lead)", Heavy Liquid Metal Coolants in Nuclear Technology, Obninsk, 1998. 5. Courouau, J. L., "Chap. 4 : Chemistry control and monitoring systems". In Handbook on Lead-bismuth Eutectic Alloy and Lead Properties, Materials Compatibility, Thermal-hydraulics and Technologies Fazio, C., Publishe by OECD: Paris 2007; pp 129-177. 6. Ganesan, R., et al., "Diffusivity, activity and solubility of oxygen in liquid lead and lead–bismuth eutectic alloy by electrochemical methods". Journal of Nuclear Materials 2006, 349, 133-149. 7. Kishimoto, A., et al., "Solubility and activity of oxygen in Pb-Bi melts". Materials Transactions 2006, 47, (1), 122-128. 8. Schroer, C.; Konys, J. "Physical Chemistry of Corrosion and Oxygen Control in Liquid Lead and LeadBismuth Eutectic"; Report FZKA 7364 <http://bibliothek.fzk.de/zb/berichte/FZKA7364.pdf>; Forschungszentrum Karlsruhe: 2007. 9. Ilincev, G., et al., "The effect of temperature and oxygen content on the flowing liquid metal corrosion of structural steels in the Pb-Bi eutectic". Nuclear Engineering and Design 2006, 236, (18), 1909-1921. 10. Schroer, C., et al., "Oxidation behaviour of P122 and a 9Cr-2W ODS steel at 550 °C in oxygencontaining flowing lead-bismuth eutectic". Journal of Nuclear Materials 398, (1-3), 109-115. 11. Schroer, C., et al., Nuclear Engineering and Design submitted for publication. 12. Villermaux, "Génie de la réaction chimique: conception et fonctionnement des réacteurs". Tec et doc: Paris, 1985. 13. Schroer, C.; Konys, J., Journal of Engineering of Gas Turbines Power to be published. 14. Martynov, P. N., et al. In "Designing mass exchangers for control of oxygen content in Pb-Bi (PB) coolants in various research facilities", Proceedings of ICONE17, Brussels (Belgium); ASME, 2009. 15. Li, N., "Lead-alloy coolant technology and materials - technology readiness level evaluation". Progress in Nuclear Energy 2008, 50, (2-6), 140-151. 16. Papovyants, A. K., et al. In "Purifying Lead-bismuth Coolant from Solid Impurities by Filtration", Heavy Liquid Metal Coolants in Nuclear Technology, Obninsk, 1998.