Leaching
advertisement

Mining
Mining is the process of moving the ores from the deposit to the mineral processing plant.
The ores are first fragmented by blasting and then transported by trucks or conveyer
belts.
Extractive metallurgy
Extractive metallurgy is the practice of extracting metal from ore, purifying it, and
recycling it. Depending on the methods used to produce the metal, extractive metallurgy
is further divided into pyrometallurgy, hydrometallurgy and electrometallurgy. In many
cases metals are produced by combinations of these techniques.
The science of extracting metals from their ores is broadly divided into two areas, ferrous
metals and non-ferrous metals.
Ferrous metals
Iron is normally produced by reducing the oxide iron ore with coke and additions of slag
formers like sand and lime in a blast furnace. The production of iron accounts for more
than 90% of the world’s total output of new metals per year. Iron may be refined into
steel by oxidizing the impurities, either in an electric arc furnace or in a converter, in
which oxygen is blown through the molten iron.
Non-ferrous metals
The metals chromium, nickel, cobalt and manganese are used as alloying elements to
improve the properties of steel to obtain stainless steel. The non-ferrous metals produced
in greatest quantity include aluminium, copper, nickel, zinc, magnesium, lead, tin, and
titanium. The precious metals (gold, silver and platinum) and the “refractory metals” with
a very high melting point like tungsten and molybdenum are other important families.
Depending on the methods used to produce the metal, extractive metallurgy is further
divided into pyrometallurgy, hydrometallurgy and electrometallurgy. In many cases
metals are produced by combinations of these techniques.
Pyrometallurgy
In pyrometallurgical processes the ore is treated at high temperature to convert the ore
minerals to metals, or intermediate compounds for refining. Roasting, smelting and
converting are the most common pyrometallurgical unit processes.
Roasting is a process where sulphide concentrates are heated in the presence of oxygen.
During this treatment sulphur in the concentrate is oxidised to sulphur dioxide, a gas
which is collected and used for sulphuric acid production. In some cases the sulphur is
completely removed and a metal oxide is obtained, for example in the production of zinc
and in other cases sulphur is only partly removed which is common in the production of
copper and nickel.
Smelting of the product obtained after partly removing the sulphur by roasting is done
together with slag formers (sand) to remove impurities like iron, zinc etc. The melted
sulphide phase obtained is called matte.
Flash-smelting is a more recent process where copper sulphide concentrates is partly
oxidised (roasted) and melted into a matte in one process step.
In the converting process oxygen is blown through the melted matte and the remaining
sulphur is removed leaving a metal phase which subsequently is further refined to high
purity metal.
Electrometallurgy
Electrometallurgy is a method that uses electrical energy to produce metals by
electrolysis. Electrometallurgy is usually the last stage in metal production and is
therefore preceded by pyro- or hydrometallurgical operations. The electrolysis can be
done on a molten metal oxide (smelt electrolysis) which is used for example to produce
aluminium from aluminium oxide via the Hall-Hérault process. Electrolysis can be used
as a final refining stage in pyrometallurgical metal production (electrorefining) and it is
also used for reduction of a metal from an aqueous metal salt solution produced by
hydrometallurgy (electrowinning).
Hydrometallurgy
Hydrometallurgy is the technology where metals are extracted into an aqueous solution
and subsequently recovered by a variety of methods. Hydrometallurgy is mainly based on
the science of inorganic and physical chemistry.
Even though hydrometallurgy strictly defined only deals with applications of economical
interest, research and knowledge about natural geochemical processes involving metals
probably are related to a better comprehension of hydrometallurgy. Natural processes like
metal transformations may be interesting in its own right but also in order to better
understand environmental impacts by mining activities and to invent new applications of
economical interest.
The hydrometallurgical unit processes are generally abiotic but under some
circumstances microbes are used to enhance the chemical processes. Biohydrometallurgy
is a subfield within hydrometallurgy which includes aspects of microbes and
biotechnology.
Many hydrometallurgical unit processes involve metal transformations between a solid
and liquid phase as well as changes of oxidation state within the liquid phase.
2
Metal transformations
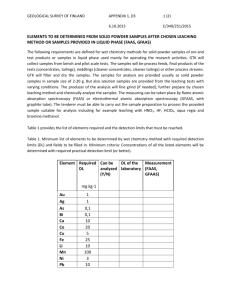
Figure 1 Metal transformations. The numbers are representing different metal transformations between
solid and liquid phase and within the liquid phase.
Metals may change between solid and liquid phase
Solid metal bearing materials may be dissolved by metal mobilization processes
(Figure 1a).
Metal ions in solution can turn into solid metal bearing material by metal
immobilization processes (Figure 1c).
Metal ions may change oxidation state within the
aqueous phase
Dependent on the redox potential in solution metals may change from one
oxidation state to another. A change in oxidation state can under certain
conditions lead to precipitation and in other cases to dissolution of a metal or a
metal compound. Changes in oxidation state can also happen within an aqueous
phase as is exemplified in Figure 1b.
Metal transformations may be purely chemical or classified as biochemical when
microbes are catalyzing some of the reactions.
Biohydrometallurgy
Biohydrometallurgy is a subfield within hydrometallurgy which includes aspects of
biotechnology.
Two definitions:
1. Interdisciplinary field involving processes that:
a. are driven by microbes - bio.
b. mainly take place in aqueous environment– hydro
c. deals with metal production and treatment of metal containing materials
and solutions – metallurgy
2. “Biohydrometallurgy may be defined, in very general terms, as that branch of
biotechnology dealing with the study and application of the economic potential of
the interactions between the microbial world and the mineral kingdom. It
concerns, thus, all those engaged, directly or indirectly, in the exploitation of
mineral resources and in environmental protection: geologists, economic
geologists, mining engineers, metallurgists, hydrometallurgists, chemists and
chemical engineers. In addition to these specialists, there are the microbiologists
whose work is indispensable in the design, implementation and running of
biohydrometallurgical processes.” {Giovanni Rossi #36}
3
Metal transformations of inorganic materials may be
enhanced by microbes
Natural processes
Microbial weathering of rocks
Soil and sediment formation and transformation
The genesis and degradation of minerals
Hydrometallurgy and supporting technologies
Processing of minerals in aqueous solutions. For example:
o Biomining - metal recovery in large-scale operations. In commercial use.
o Biobeneficiation. Not in commercial use.
o Wastewater treatment for removal of metals and sulphate. In commercial
use.
o Coal desulphurisation by removal of sulphide minerals from coal to reduce
emissions of sulphur dioxide. Not in commercial use.
Bio-sensoring - to use microbes to transform solubilized metals in such a way that
the metals can be detected. (Vad betyder transform här?)
Environmental problems caused by metal mobilization processes
Acid rock generation (ARD or AMD)
Microbial corrosion
One application is to minimize microbial activity to avoid acid rock generation and
microbial corrosion. (Har strukit economic)
Which of the enumerated transformations are metal mobilizations, immobilizations or
state transformations?
Hydrometallurgical unit operations
Hydrometallurgical metal production consists of a number of different basic processes,
these are called unit operations. Leaching, precipitation, adsorption, solvent extraction,
ion exchange, cementation, electrowinning and electrorefining are examples of
hydrometallurgical unit operations.
Leaching (mobilization)
Definition
Leaching (mobilization) is the process when a solid material is dissolved into an aqueous
solution. In other words, metals bound in minerals are transformed into metal ions that
are released into an aqueous solution, i.e. immobilized metals become mobilized.
4
Applied leaching
Leaching can be done on primary raw materials like metal containing ores and
concentrates or on secondary resources like metallic scrap or metal containing byproducts. In many cases the raw materials are pre-treated by grinding, flotation, roasting
etc. to enhance leaching yields and rates. Leaching is done with a number of different
leaching reagents and methods. The metal rich aqueous solution obtained is subsequently
processed for recovery of the metal.
Leaching can broadly be classified into two types, namely non-oxidative and oxidative
leaching.
Non-oxidative leaching involves a chemical dissolution process using water, acid or an
alkali as reagent. Some examples are the dissolution of oxidized copper ore
(CuSiO3.2H2O) or zinc calcine (ZnO) using sulphuric acid (H2SO4) as reagent and the
leaching of bauxite with sodium hydroxide (NaOH):
CuSiO3.2H2O + H2SO4 → CuSO4 + SiO2 + 3H2O
ZnO + H2SO4 → ZnSO4 + H2O
Al(OH)3 + NaOH → Na+ + Al(OH)4Oxidative leaching involves the use of oxidizing agents such as O2, Cl2, Fe3+, Cu2+ etc.
For example Fe3+ is used as oxidant in the leaching of uranium from uraninite (UO2) and
copper from chalcocite (Cu2S) respectively:
UO2 + 2Fe3+ → UO22+ + 2Fe2+
Cu2S + 4Fe3+ → 2Cu2++4Fe2++S
Under suitable conditions the ferric iron (Fe3+) can be regenerated by iron oxidising
microorganisms as is practised in heap bioleaching operations.
Natural leaching
Leaching also occurs naturally, for example when rocks weather in contact with water
resulting in the release of metals into the surroundings. One special case is the natural
leaching of sulphide minerals. Leaching of sulphide minerals may be enhanced by
microbes up to 100 000 times {Singer, 1970 #37}. Without the microbes, natural
leaching of sulphide minerals is a slow process.
Leaching Theory and Kinetics
Leaching is a heterogeneous reaction that takes place at the interface between a solid and
liquid phase and sometimes also a gaseous phase. At the boundary between the two
phases a diffusion layer is formed. In the case of a solid in an aqueous phase this layer
consists of a stationary aqueous layer. The diffusion layer can be made thinner by
vigorous stirring but never be completely removed. Typical thickness of the diffusion
5
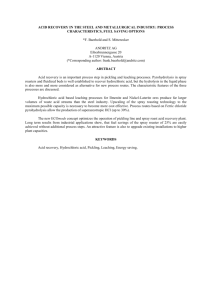
layer in a well stirred system is in the range 1-10 m. In figure 2 below the various subprocesses during leaching are shown.
Figure 2
1.
2.
3.
4.
5.
Diffusion of reagent through the diffusion layer
Adsorption of reagent on surface
Reaction on the surface
Desorption of product from surface
Diffusion of product through the diffusion layer
The slowest step in the leaching reaction is the rate-controlling step. Depending on which
process is rate-controlling, three different type reactions may be obtained, i.e. reaction
controlled leaching, diffusion controlled leaching and intermediate controlled leaching.
Figure 3
Reaction controlled leaching
In the case when the chemical reaction at the surface is much slower than diffusion of
reagents through the diffusion layer the leaching becomes reaction controlled. This also
implies that the concentration of reagent at the surface becomes equal to the
concentration in the bulk, i.e. Ci = C.
With the assumptions that the particles to be leached are spherical and of equal size and
that the concentration of the reagent is constant during leaching the following expression
can be derived:
1-(1-α)1/ 3 =
Where
k C
t
r0
= fraction leached
k = rate constant
C = concentration of reagent
t = time of leaching
r0 = initial radius of particle
= density of particle
This is also referred to as the shrinking particle model where the initial radius of the
leached particles gradually is decreasing which is visualised in figure 4. As is evident
from the equation, the leaching rate is inversely proportional to the radius of the particle.
6
The rate constant may be determined by plotting the left hand side against time in a
diagram.
Original particle with radius = ro
Not reacted core with radius = r
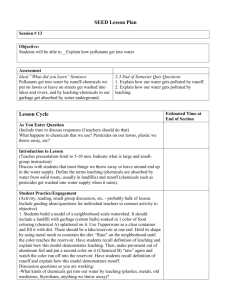
Figure 4
Schematic of leaching according to the shrinking particle model.
Diffusion-controlled leaching
When the chemical reaction on the surface is much faster than the diffusion then the
leaching becomes diffusion controlled. In this case the reagent concentration at the
surface becomes zero, i.e. Ci=0. The leaching mechanism might become diffusioncontrolled when, during the leaching, a porous product layer forms on the surface of the
particle to be leached. This can for example happen in the case of leaching of sulphides
where a layer of elemental sulphur can be deposited on the sulphide surface. The
mechanism of diffusion-controlled leaching of a spherical particle is often called the
shrinking core model. It is shown schematically in Figure 5.
Concentration of reactant at surface = Ci
Original radius = r0
Porous layer through
reactants are diffusing.
which
Actual radius = r
7
Figure 5.
Schematic of leaching according to the shrinking core model.
With the same assumptions as for the shrinking particle model i.e. that the reagent
concentration is constant and that spherical and equal sized particles are leached an
expression for diffusion controlled leaching can be arrived at by applying Fick’s law.
1-2/3α – (1- α)2/3 =
Where
2 M D C
t
r02
α = fraction leached
β = stoichiometric factor
M = molecular weight of leached mineral
ρ = density of particle
t = time of leaching
C = concentration of reagent
D = diffusion constant (gram/cm2 or mole/cm2)
r0 = initial radius of particle at time zero
As is evident from the equation, the leach rate is inversely proportional to the square of
the radius of the particle. The diffusion constant can be determined by plotting the left
hand side against time in a diagram. Given the assumptions that C is constant and that
volume changes has not been taken into account, this model is accurate until 80-90% has
been leached out.
Intermediate controlled leaching
In the case when the rate of chemical reaction at the surface is approximately the same as
the rate at which reactant diffuse through the diffusion layer the leaching becomes
intermediately controlled.
Factors affecting leaching kinetics
The equations arrived at for reaction controlled and diffusion controlled leaching have
implications on the operating cost for leaching operations. Such costs are for example
size reduction by grinding, leaching temperature and agitation rate. Depending on the
leaching mechanism, i.e. if the leaching process is reaction or diffusion controlled the
leaching kinetics are influenced differently by variations of these parameters.
Particle size
The leaching kinetics is affected by the particle size of the material that is leached and
generally, a smaller particle size gives faster leaching kinetics since finer particles have a
larger surface area.
8
For chemically-controlled leaching the dependence is proportional to
For diffusion-controlled leaching the dependence is proportional to
1
r
1
r2
That means that a smaller particle size has a greater influence on a leaching process that
is diffusion controlled.
Temperature
The temperature is a factor of great importance for the leaching rate. In general a higher
temperature gives faster leaching kinetics.
For reaction-controlled leaching the rate constant increases exponentially with
increased temperature in accordance with the Arrhenius’ equation:
k Ao e
EA
R T
Here Ao is a pre-exponential factor, EA is the activation energy, T the temperature in
degrees Kelvin and R is the general gas constant.
For diffusion-controlled leaching, however, the diffusion constant increases
linearly with the increasing temperature in accordance with the Stoke-Einstein’s
equation:
D
R T
1
.
N 2 r
In this equation R is the general gas constant, T the temperature in degrees Kelvin, r is
the radius of the diffusing molecule (assumed to be a sphere), the viscosity of the
medium and N is Avogadro’s number.
Stirring/Agitation rate
Increased stirring/agitation may reduce the thickness of the diffusion layer and it has the
following effects on the two leaching mechanisms:
Reaction-controlled leaching is not affected, or is affected to a limited extent by
the stirring/agitation rate, as the chemical reaction is much slower than the
diffusion through the diffusion layer.
9
In diffusion-controlled leaching the leach rate increases with increased
stirring/agitation as the diffusion layer becomes thinner.
Concentration of reagent
In general, leaching rate increases with increased concentration of reagent, but only up to
a certain level. The leaching mechanism may also change as a result of changes in the
concentration of reagent. The leaching mechanism may for instance be changed from
chemically controlled to diffusion-controlled when the concentration of reagent is
changed from high to low.
Leaching agents
Leaching agents are chosen based on a number of factors such as, chemical and physical
properties, cost, corrosion properties, selectivity, and possibility to regenerate.
Commonly used reagents are water, acids, and alkali. Sometimes metal salts and oxidants
like oxygen are used to facilitate dissolution.
Water: Is the cheapest of all reagents but has limited use since not many minerals are
water soluble. It is mainly used for dissolving naturally occurring sodium and
potassium salts as carbonates, chlorides, sulphates and nitrates. It is also used for
leaching of calcines obtained after sulphatizing and chloridizing roasting.
Acids: Are the most commonly used leaching agents and especially sulphuric acid
(H2SO4) is used due to low cost and possibilities to regenerate during electrolysis.
Other used acids include hydrochloric acid (HCl), nitric acid (HNO3) and
hydrofluoric acid (HF). Aqua regia, a 3:1 mixture of concentrated HCl and HNO3, is
used in gold refining because it can solubilise gold.
Bases: Sodium hydroxide (NaOH) is mainly used for leaching of bauxite in
aluminium production. Ammonia (NH3) is sometimes used for leaching of copper,
nickel and cobalt due to their tendency to form soluble ammonia complexes.
Salts: Salts are commonly used in leaching due to their complexing abilities.
Examples are sodium cyanide (NaCN), sodium and calcium chloride (NaCl, CaCl)
and sodium carbonate (NaCO3).
Oxidants: Air or pure oxygen, hydrogen peroxide (H2O2), ferric ion (Fe3+) and
chlorine gas (Cl2) are used when reduced compounds are needed to be oxidised during
leaching.
10
Figure 4 Demands on leaching reagents
Metal bearing material
Definition
Different forms of solid material, consisting of metal more or less bound to other
compounds. Often several different metals and mineral types are present in a metal
bearing material. Usually the amount of metal is much lower than the amount of matrix
holding the metal.
Different kinds of metal-bearing materials
Primary material or mineral deposits, exists in nature as a virgin resources.
Economic considerations decide when a mineral deposit should be known as an
ore.
Secondary materials has already been exploited by society and can be by-products
from mines and smelters, metal bearing scrap, ashes from combustion plants and
wastes derived from other industrial processes.
Concentrates obtained by pre-treatment of both primary and secondary material.
Different perspectives on metal-bearing materials
Rock and minerals formed by and exposed to natural geological processes
Source of valuable metals
Ecotoxicity of hazardous metals
Sources of valuable metals
The choice of technology and method to extract and recover metal from a metal bearing
material is partly based on economic attributes associated to the metal reserve holding the
metal bearing material. Important economic attributes of the metal bearing material that
affect income and cost for extraction includes size of deposit, metal grade, complexity,
eventual co-products, metal value as well as existing infra structure on site. Metals may
be extracted by different technologies and methods within extractive metallurgy.
Leaching objects
Leaching is one of the technologies to extract metals from metal-bearing materials.
Leaching is done on a number of different raw materials and the leaching objects can
broadly be classified according to types into the following groups:
metals
11
oxides
sulphides
other materials
Metals
Most metals resources are in the form of metals bound into compounds of sulphides and
oxides, metals in its native form are very scarce in nature. Exceptions are precious metals
as gold, silver and the platinum group metals (PGM). These metals are among the most
noble and are therefore less prone to form sulphides and oxides. They are therefore found
in their native form or in alloys with each other. Due to their properties, leaching of these
metals require rather hard leaching conditions, i.e. strong acids in combinations with
oxidising and complexing agents are usually used.
Oxides
Some of the compounds in the oxide group are natural oxides found in nature and some
have been converted to oxides. Carbonates are sometimes converted to oxides by means
calcinations and sulphides by roasting. Some examples of oxide minerals are:
Natural oxides
Bauxite
Copper oxides
Zinc oxide
Tin oxide
Uranium oxide
Al(OH)3
AlOOH
Cu2O
CuO
ZnO
SnO2
UO2
Gibbsite
Böhmite
Cuprite
Tenorite
Zincite
Cassiterite
Uraninite
Carbonates, converted to oxides by calcination
Copper carbonates
Cu2[(OH)2)(CO3)]
Cu3[(OH)(CO3)]2
Zinc carbonates
ZnCO3
Malachite
Azurite
Smithsonite
Sulphides, converted to oxides by roasting
Zinc sulphide
ZnS
Copper sulphide
CuFeS2
Sphalerite
Chalcopyrite
Sulphides
While the leaching of metals and oxide minerals has been practised for a relatively long
time, the leaching of sulphide minerals has only begun in relatively recent times. Most
sulphidic minerals are treated with pyrometallurgical methods or through
pyrometallurgical pre-treatment, for example by means of roasting into oxides or
sulphates followed by hydrometallurgical metal extraction. Direct leaching of sulphide
minerals, however, does occur on an industrial scale and there is great interest in
expanding this technique.
12
The sulphide minerals of interest with respect to hydrometallurgy are listed in the
following table:
Antimony
Arsenic
Cobalt
Copper
Iron
Lead
Zinc
Mercury
Molybdenum
Nickel
Silver
Sb2S3
As2S3
FeAsS
Co3S4
Cu2S
CuS
Cu5FeS4
CuFeS2
FeS2
FeS
PbS
ZnS
HgS
MoS2
(Fe, Ni)9S8
Ag2S
Stibnite
Orpiment
Arsenopyrite
Linnaeite
Chalcocite
Covellite
Bornite
Chalcopyrite
Pyrite
Pyrrhotite
Galena
Sphalerite
Cinnabar
Molybdenite
Pentlandite
Acanthite
Other Materials
Other materials that are treated by hydrometallurgical methods include:
Selenides and tellurides
Arsenides
Phosphates
Silicates
(More details can be included here)
Bioleaching for valuable metals
Bioleaching on commercial scale has been made on:
o Low-grade secondary copper sulphide ores by heap bioleaching.
o Refractory gold concentrates by stirred tank leaching as a pre-treatment
step. The bioleaching residue is further treated by cyanide leaching to
recover gold. A total of 10-12 plants are in operation.
o Cobalt from a cobaltic pyrite has been recovered in one plant.
Sulphidic minerals
As a consequence of weathering and mineral formation sulphidic minerals are often
found in a reduced environment.
13
Weathering as a cause of mineral layer formation
Different exposure to oxygen will affect what types of metal bearing materials that are
formed in the ground. As the concentration of oxygen is diminishing with depth, layers of
differently oxidised minerals will form. Therefore mineral types close to the surface (for
example metal oxides) usually have become totally oxidised by the oxygen in the air and
are hardly reactive with oxygen any more. Metal sulphides, on the other hand, are mostly
found deeper down in more reduced environments. As the concentration of oxygen is low
they stay stable there. But, because of anthropogenic activities they may cause ARD.
European non-ferrous metal resources
A large part of the European non-ferrous metal resources has the potential to benefit
significantly from integrated biotechnologies.
Description
European non-ferrous metal deposits are in general smaller in size and/or lower in grade
than world-wide deposits of the same type. E.g. porphyry copper deposits are one of the
important sources of copper in the world: worldwide average size and grade per deposit
about 700Mt containing 0.75% Cu; European porphyry copper deposits, occur in SE
Europe (Bor district, Skouries Greece, Recsk Hungary, Apuseni Mountains Romania,
Bulgaria, Macedonia), and in Sweden (Aitik), and are on average about 300 Mt
containing 0.45% Cu. For these types of copper deposits the copper grade below 0.5%
make them less attractive for the industry to target them, when based on conventional
processing routes. Other types of deposits like Volcanogenic Massive Sulphide (MVS)
deposits are a source for copper, zinc, lead, and other metals. Worldwide VMS deposits
are relatively small (< 20Mt) but contain high metal concentrations (4-14% Cu+Zn). In
Europe, e.g. Iberian pyrite belt (Spain & Portugal) the deposits are impressively much
larger 20-140 Mt but the metal content is lower 2-6% Cu+Zn; similar types of deposits in
Scandinavia have small sizes 10-30 Mt and in general low metal concentrations 2-4%
Cu+Zn.
In addition it is to be noted that most of all these deposits have the metal in a sulphide
mineral species which request more stringent processing techniques compared to oxidised
mineral deposits. In the future oxidised deposits will probably be exhausted across the
world.
How much is left
In general (2006) most non-ferrous metal potential in Europe is still "in the ground". I.e.
past metal production accounts for about 20% of the total amount of metal available. The
metal that has not been extracted yet is either present as reserve (economically available)
or resource (non economically / sub-economically available, or simply insufficiently
estimated).
Figur 5 “a review on non-ferrous mineral deposits in Europe", expressing individual percentages of
metal commodities in past production, current reserves and resources, as calculated from about 600
14
copper, gold or zinc deposits in Europe with expressed information on past production, reserves and
/ or resources (percentages indicated are calculated compared to the listed total metal amounts). The
graph also shows the amounts of other commodities that accompany these deposits.
So again, most metal is currently available in deposits' resources, this is: either
insufficiently evaluated and/or non-economically available when calculating with current
costs / revenues of available processing routes (often smelting). Bioleaching has the
potential to convert parts of these resources
Metal bearing material as a source of potentially
toxic metals and metalloids
Under certain circumstances metal bearing material may mobilise metals or metalloids of
such a kind and in such a dose that they are considered eco-toxic. At an equal dose some
mobilised metals or metalloids are more eco-toxic than others. Mines and mine waste
containing metal sulphides pose a special problem as they have the potential to cause acid
rock generation. There are different strategies to prevent acid rock generation in general
and in deposits for low grade metal bearing material.
Formation of metal bearing material such as
rock, soil, mineral, sediment, slam
Formation in nature
Minerals have formed over millions of years and are today still forming by the interaction
of the global forces of tectonism and erosion with the materials which make up the Earth.
Major processes of mineral formation:
crystallisation from molten rock – primary or igneous minerals
crystallisation from solution –may lead to precipitation from solution authigenic
minerals
chemical alteration (weathering or diagenesis) and recrystallisation – secondary
minerals.
o Porphory copper deposit.
Figur 6
Microbes are involved in the transformation of primary to secondary minerals.
Anthropogenic activities affecting formation
Mining may expose minerals for weathering which will change the mineral
composition.
15
Water treatment and industrial processes may for example lead to formation of
authigenic minerals by immobilization processes.
Other anthropogenic activities
By-products
The term by-product is sometimes used interchangeable with waste though the meaning
is not completely the same. Waste is a relative term which implies that the material is
useless. What is considered waste partly depends on economical considerations. Compare
with the term ore. By-product is a more neutral term which doesn’t exclude the
possibility that the by-product could be reused.
Mineral type
Another way to classify metal bearing materials is according to the inherent mineral
types:
Oxides
Sulphides
Other types
In contact with an aqueous solution some mineral types will generate acidity while others
will generate alkalinity. This is important when evaluating the potential for leaching and
ARD.
o Acid-consuming minerals: carbonates, hydroxides, oxides, silicates
o Acid-producing minerals: Total oxidation of pyrite to sulphate will generate
acidity
Ore
An ore is a mineral deposit containing a metal or other valuable resource in economically
viable concentrations. Usually, it is used in the context of a mineral deposit from which it
is economical to extract its metallic component. It happens that mineral deposits known
for a long time are reclassified to ores when the technology for metal recovery becomes
more efficient or when metal prices rice. Environmental regulations that require
restoration of the mine site when production has ceased might also affect whether a
mineral deposit is considered an ore or not.
Pre-treatment
The metal bearing material (especially ore) is generally pre-treated prior to leaching to
optimize the metal recovery. Pre-treatment operations include one or several operations
such as:
16
Cushing/grinding to increase the surface area and also liberate value minerals
from gangue. Blasting is a special case for in-situ mining to increase the
permeability for leaching reagents to access the ore.
Agglomeration of fine particles into bigger agglomerates is used in heap leaching
operations to increase permeability.
Concentration by flotation, gravity separation, etc to remove impurities and
increase the grade.
Converting difficult to leach minerals into a more easily leached mineral.
Sulphides can be roasted to form oxides, sulphates or chlorides and carbonates
can be converted to oxides by calcination.
Roasting
Oxidising roast. A complete roasting of sulphides to oxides also called dead
roasting. For example:
o Roasting of sphalerite to zincite:
ZnS + 3/2O2 → ZnO + SO2
o Roasting of chalcopyrite to cuprite:
6CuFeS2 + 18O2 → 3Cu2O+3Fe2O3+12SO2
Volatilising roast. Can be used to remove impurities such as arsenic (As),
antimony (Sb), mercury (Hg) etc as their volatile oxides during roasting.
Sulphatizing roast. Converts sulphides into sulphates. For example:
o CuS+2O2 → CuSO4
o ZnS+2O2 → ZnSO4
o CoS+2O2 → CoSO4
The corresponding sulphates are highly water soluble and can be selectively
solubilized leaving iron in the residue.
Chloridizing roast. Converts sulphides or oxides to water soluble chlorides in the
presence of chlorine gas or other chlorides. For example:
o MeS + 2NaCl + 2O2 → MeCl2 + Na2SO4
o MeO + Cl2 → MeCl2 + 1/2O2
Calcination
A heat treatment method that removes CO2 and H2O from carbonates and hydroxides
respectively, for example:
17
MgCO3 → MgO + CO2
CaCO3 → CaO + CO2
Mg(OH)2 → MgO + H2O
Leaching methods
Methods for leaching particular metal bearing material(s) are chosen with considerations
of a variety of techno-economic factors related to the:
Metal bearing resource (type of minerals, grade, etc…)
Demand and price of valuable metals
Energy-prices
Environmental and governmental regulations
Know-how and practice
etc.
Leaching methods include in-situ leaching, dump leaching, heap leaching, vat leaching,
stirred tank leaching and pressure leaching. These techniques differ in cost and in the
possibility to control and regulate the leaching conditions. Ideally, the reaction conditions
should be predictable and homogenous (uniform) in order to optimize leaching. Good
control usually costs more but may pay back with higher yields and more rapid leaching.
For high value metals a higher cost can be allowed for extraction and recovery if this
leads to greater yields. A higher yield from low value ores may not pay back the higher
costs for construction and operation of highly controlled processes. When it comes to
practice the companies may adapt and mix the techniques to favour desired goals.
Bioleaching methods (Jag tycker att
lakningsmetoderna ska komma först sedan kan
man diskutera biolakning eftersom den bygger på
samma teknik )
As the microbes do not necessarily need to contact the valuable metal bearing material
that is bioleached they can be physically separated from the valuable metal bearing
material:
Direct bioleaching
o The microbes are kept together with the valuable metal bearing material
Indirect bioleaching
o The microbes are kept in a pond external to the valuable metal bearing
material and provide the leaching chemicals at a distance.
Bioleaching involve abiotic and biotic reactions, often with different physicochemical
requirements. Indirect bioleaching is a way of satisfying the requirements independently
by separating the biotic and abiotic reactions. In direct bioleaching the challenge is to
18
select microbes that have living conditions that are as close to optimal conditions of the
abiotic leaching reactions as possible. (Det här stycket känns inte rätt)
In theory, all of the common leaching methods can be used if leaching chemicals
are produced indirectly. In direct bioleaching all methods except for pressure
leaching may be applied. The high pressure in pressure leaching would kill the
microbes.
In practice, heap leaching is the most common method for bioleaching and is
mainly used for secondary copper ores. Stirred tank leaching is used for refractory
gold concentrates where gold is locked into the pyrite/arsenopyrite matrix.
In-situ leaching
In-situ or in-place leaching means that the metal values are leached directly from the ore
without mining. Leaching reagents are pumped into the deposit through injection wells.
The leachate is collected in a central underground sump or wells and later pumped to the
surface for further processing through recovery wells. Permeability of the ore body is
important and if the ore does not have sufficient natural porosity it has to be fractured by
explosives so that the injected solution may flow through the deposit.
Ores suitable for in-situ leaching are usually located below the aquifer and the technique
has been used to extract copper, uranium and soluble salts like halite, potash, boron and
magnesium minerals.
Figur 7
Advantages:
Possibility to mine inaccessible sites
Shorter mine development time
Lower mining and infrastructure costs
Reduces visual impact of mining operation
Disadvantages:
Precipitation of secondary minerals might cause permeability problems
Risk of contamination of ground water (compare acid rock generation) because of
poor solution control
Comments on In-situ bioleaching
Quoted from {Rawlings, 2004 #38}:
In the 1960s, it was discovered that uranium could be recovered by bioleaching, and industrialscale uranium bioleaching was carried out by spraying stope walls with acid mine drainage and
by the in situ irrigation of fractured underground ore deposits. This same process has also been
applied to certain copper and other ore deposits. In situ bioleaching has the advantage that the
ore does not need to be removed from the ground and is usually carried out on the haloes of the
19
low-grade ore that are left behind after the high-grade ores have been removed. It is most
economic when old mine workings can be used to access the low-grade deposits.
Examples of in-situ bioleaching operations
Dump leaching
Dump leaching is carried out on rejected off-grade material that during normal mining
has been put aside in big dumps at the mine site. The particle size of the material is
generally big and the ore is processed for many years by sprinkling acidified water on the
dump surface. The leach solution percolates through the dump and is collected in ditches
at the base of the dump. It can be considered to be a crude version of heap leaching where
no special arrangements has been made to increase the leaching rate. Therefore, metal
recoveries from dump leaching operations are low and the duration of the operation is
relatively long. Problems may arise if the base of the dump is not properly prepared
which may cause losses of solution and might be a source of environmental pollution if
leachate escapes collection and flows into natural water-supplies. The initial plants for
copper recovery by dump leaching from oxide ore was a success and led to the
development of heap leaching for ores with higher grade.
Comments on dump bioleaching
Dump bioleaching has been done on some waste dumps containing chalcopyrite but both
leaching rates and recoveries are low. In cases where dump bioleaching of chalcopyrite
has been practised it is as a side operation where infra structure for metal extraction, i.e.
solvent extraction and electrowinning (SX-EW) already exists. One example of such
operation is at Gibraltar Mines in Canada.
Examples of in-situ bioleaching operations
3.2 Heap leaching
Heap leaching is, in contrast to many dump leaching operations, a pre-planned process
where arrangements are made to optimize conditions for leaching.
1. The soil on a slightly sloping ground is first compacted and then covered with an
impermeable pad like an asphalt layer or a flexible plastic sheet.
2. Crushed ore is stacked in big heaps on the pad. Often the fines are agglomerated
to increase permeability.
3. The heap is sprayed with leaching reagent.
4. As the reagent percolates through the heap the wanted metals are solubilized.
5. The leachate (metal containing solution) drained from the heap is collected in a
pond and the solution is subsequently sent for metal recovery.
Figur 8
Heap leaching takes months rather than years as for dump leaching. Compared to stirred
tank reactors, heap reactors form undesired gradients of pH and reagent levels. The
20
reaction conditions in a heap varies from top to bottom, from core to surface and
sometimes also locally in the heap. Still, the reaction conditions are less heterogeneous in
a heap than in a dump or in situ leaching operations.
Important factors for a successful heap leaching operation are:
Maintain a good permeability (precipitates like gypsum, ferric hydroxides and
clay minerals might cause clogging)
A good water balance. Sprinklers or drippers buried in the heap are used to
deliver the leaching solution over the heap.
pH control
more ?
Permeability is critical for the recovery rates from a heap (as well as from dump and insitu operations). If the heap material is too compact the leaching operation time increases
as the reagent liquor will only slowly percolate through the heap. If permeability in the
heap is uneven the leaching solution might cause channelling leaving parts of the heap
untreated. Therefore, fine particle are often agglomerated to ensure a good permeability.
Comments on heap bioleaching
In many cases air is actively blown into the heap by perforated piping connected
to fans installed near the bottom. Air is also passively drawn into the reactor as a
result of the liquid flow. Oxygen is often a limiting reagent in the heap
bioleaching processes and therefore aeration may increase leaching rates but is a
way to control the temperature in the heap as the leaching reactions are either
endo- or exothermic.
Thermofilms are sometimes used to cover the heap in order to reduce heat loss
from exothermic reactions. Usually a high temperature will increase the leaching
rate.
The most common bioleaching process mainly used for bioleaching of copper and
refractory gold-bearing ores.
Although one can rely on the natural movement of microbes to eventually inoculate
the heap, initial rates of bioleaching can be improved by effective heap inoculation, but
this is difficult to achieve.
BioHeap – A Bioleaching Process for Nickel Extraction
http://www.azom.com/details.asp?ArticleID=1601
Other examples of heap bioleaching …
21