Paper
advertisement

PROBABILISTIC MODELING OF THE ELASTIC-PLASTIC
BEHAVIOR OF 63Sn-37Pb SOLDER ALLOYS
L.L. Meekisho1, K. Nelson-Owusu2
Portland State University, PO Box 751, Portland, OR 97207 USA
2
Oregon Graduate Institute, 20000 NW Walker Road, Portland, OR 97291 USA
1
Abstract
The reliability of solder joints under the influence of thermal-mechanical loads in
Electronic Packaging is influenced directly by the thermomechanical properties of the
solder alloys. Most of the solder alloy creep constitutive relationships reported in the
literature are based on a deterministic approach, which is known to be inadequate in
representing the complex phenomena associated with the hot deformation of solder
joints. This inadequacy in turn results in an additional uncertainty especially in the
mechanical behavior of near-eutectic (63Sn-37Pb) solders. It is well documented in
the literature that measured thermomechanical properties of the near-eutectic solders
exhibit large scatter even under relatively controlled, laboratory measurement
conditions. In order to minimize the impact of these uncertainties, continuum damage
mechanics (CDM) and neural networks principles (NNP) were applied to measured
Sn-Pb solder property data to predict optimum elastic-plastic material model
parameters. These parameters were used in a separate study to conduct detailed
nonlinear finite element analyses (FEA) of solder joints subjected to coupled thermalmechanical loads
1.0
Introduction:
Solder joint structural damage accumulation is an intrinsically random phenomenon
due to variations in the solder material microstructure, the joint loading history, and
the operating environment of the electronic package.(1-5) This is particularly true of
67Sn-37Pb solders used in electronic packaging, since the ratio of their operating
temperature to the melting temperature is high and hence promote hot deformation
damage. When a material is deformed above 0.5Tm, the resulting deformation is
referred to as hot deformation, where Tm is the material melting temperature. Failed
solder joints in electronic packaging data published in various journals revealed
significant degradation in microstructure resulting from hot deformation
phenomena.(6) Direct measurement of anisotropic material properties is a difficult
task to accomplish and therefore damage-related parameters have been used to
quantify the cumulative damage in the laboratory setting. Extensive metallurgical
interaction between the solder and the substrate metal induced by thermomechanical
loads can also cause changes in the solder microstructure resulting in the onset of
microcraking at the mesoscale. These microstructural defects may include voids,
discontinuities, and the material inhomogenetics. Different damage methods have
been proposed in literature to quantify damage in occurring in a material. This
includes plastic strain or maximum displacement method(7). The objective of this on
going research is to develop probabilistic continuum damage mechanics model to
predict the elastic-plastic constitutive parameters based on thermodynamic principles
to argument finite element analysis.
40
1.1
Time Dependent Deformation – Creep
The near-eutectic solder alloy (63Sn-37Pb) is the solder material used mainly for
interconnection of components in electronic packaging. The eutectic composition
(61.9Sn-38.1Pb) exhibits the lowest temperature for total solidification of the alloy.
The eutectic composition melting temperature is 183 oC and, for this study, was
assumed to be the melting temperature for the near-eutectic composition. The
characterization of solders presents a challenge since the material behavior is
dependent on temperature and strain rate. For thin solder layers commonly found in
electronic packages, the problem becomes very significant because of the
complication of simulating the thermomechanical loading history that may be
considerably different for different layers even under controlled laboratory
conditions.(8) In light of this fact, CDM principles are applied to experimental data by
Gilat(8) to develop probabilistic elastic-plastic constitutive parameters. From
fundamental creep theory, the uniaxial creep equation is known (9)
f , , t , T 0
(1)
Where (t) is strain history, T is temperature, (t) is stress response in time and t
denote time. Equation 2.9 may also be expressed in terms of creep strain as:
(2)
c f , t , T
Where c is the creep strain. Experimental studies of creep mechanisms found in
literature suggest that creep phenomena of Sn-Pb solders are mainly influenced by
temperature in two ways(8-10) which are: the dependence of solder material
constitutive constants on temperature, and the structural changes of the solder alloy
producing strain hardening or softening conditions. At an intermediate temperature
range ~ (0.4 < T < 0.5Tm), the strain hardening effect in the material is diminished by
the dislocation creep mechanism caused by thermal activity of the crystal lattice
structure of the material. Also at a higher temperature range ~ (0.5Tm < T < 0.6Tm),
the dislocation creep mechanism overcomes the strain hardening effect due to an
increase in thermal activity, resulting in a secondary phase. This is mainly true for the
steady state creep regime. Under these conditions, the solder strength may be greatly
reduced to a level that it may not be adequate to resist the hot deformation caused by
creep mechanisms acting on the joint.
Several creep consitivitive relationships have been proposed in literature(2) including
their respective inherent degrees of uncertainty. Mathematical models, in particular,
Sn-Pb eutectic creep models, are usually imperfect descriptors of the complex
physical phenomena; hence, predictions made from these models are plagued with
some levels of uncertainties.(11) To quantify these levels of uncertainties, a
probabilistic approach to material damage behavior called continuum damage
mechanics is presented where the damage in the solder alloy is considered as a
random variable that must be predicted.(13)
2.0
CONTINUUM DAMAGE MECHANICS APPROACH
2.1
Thermodynamic Representation of Damage
The relationship between material microstructural disorder (damage) and entropy may
be made by considering a deformable body R, receiving dilathermal Q from a heat
41
reservoir. The rate of change in the body’s entropy Ś, due to heat transfer Q under
constant temperature θ, based on the second law of thermodynamics is given by
Q
S 0
(3)
Furthermore, Boltzmann(13) using statistical mechanics proposed the connection
between disorder and entropy as
s k ln W
(4)
Where s, k, and W are the entropy of the system, Boltzmann constant, and the
disordered parameter respectively. The W is considered to be stochastic in nature
since it accounts for all the disorder or randomness in R including void interactions,
thermal fluctuations and environmental effects. In function like the Helmholtz free
energy when defined with respect to entropy is give as Φ = U-θS, where U is the
internal energy of R, θ is the absolute temperature and S, the entropy. If consider the
case of a unit mass in R, its entropy may be given by
S
Nok
ln W
ms
(5)
Where No and ms are the Avocado’s number and specific mass respectively. Substitute
equation 5 into equation 4 and following the work of Basaran and Yan (8) results the
following disorder expression.
U
N o k
(6)
ms
W e
If we denote the initial damage in R by Wo, then, the ratio of the change in disorder to
initial disorder is given by
W
D
Wo
(7)
Where D is referred to as the dynamic internal state variable of the R. It measures the
level of disorderness in R and can assumed any value between 0 (undamaged) and 1.0
(full damaged) depending on the degree of randomness or disorder in R and hence
becomes random variable. For small temperature change θ, equation 4 can be simplify
to yield the damage parameter D for this study as
D 1 e
2.2
U
N o k
ms
(8)
Mechanical Representation of Damage
Continuum damage mechanics (CDM), seeks to express the aggregate effect of
microscopic defects(14) present within the solder joint materials in terms of
macroscopically defined quantities. These include quantities that can be measured at
the macroscopic level such as, tensile strength, shear strength, hardness, and Poison’s
42
ratio. CDM defines damage as the density of defects/discontinuities on a cross section
in a given orientation, amplified by their stress-raising effect.(5) For isotropic damage
conditions, the concept of effective stress and strain equivalence may be used to
describe relative to constitutive relationship under uniaxially loading as follows(5,
15,16)
_
1 D
(9)
By application of the principle of strain equivalence (13), the damage may
alternatively be related to the fractional loss in material stiffness, given as:
_
E
D 1
E
(10)
Where is the normal stress, is the effective stress, D is the scalar damage
variable, and E and E are the elastic modulus of the undamaged and damage
materials. Equations 9 and 10 provide a means for measuring the extent of damage in
a structural component experimentally using one of the many conventional and nondestructive methods, including direct tension tests, ultrasonic pulse velocity, and the
measurement of electrical resistivity have all been used to generate constitutive
data(8). For the purpose of this work, failure in the solder material is assumed to
occur when the damage variable equals a critical damage value Dc. It does not
necessarily correspond to rupture but rather to the formation of macroscopic defects.
The parameter Dc varies from 0.15 to 0.85 for engineering alloys,(5) hence it is
treated as a random variable and is used in this study for the purpose of providing the
basis of stochastic CDM equation formulation.
2.3 Stochastic Creep Damage Growth Prediction
Various constitutive relations for Sn-Pb eutectic solder joint alloy that account for
both time-independent plasticity and steady-state creep have been developed and
reported in the literature.(2) If we assume that the total strain rate consists of elastic
strain and plastic strain rates, then in terms of pure shear, the total strain can be
expressed as follows
total e p A t 1
G
(11)
Where G is the elastic shear modulus; A is the material constant; is assume to be
1.0 for steady-state conditions, is the effective shear stress, and t is time.
The second part of equation 11 is the Bailey – Norton Creep strain rate relation under
uniaxial loading condition. Under constant stress or steady state creep, the increment
in total strain is the same as that in creep strain and therefore using the work of
Bhattacharya (5), when data noise is neglected, the following damage expression can
be used to predict the critical damage parameter.
1
m 1 m 1
4 A
Dc f 1 1 Do m 1 o
3 f
43
(12)
Where o is the far-field stress acting on the surface approximately equal to residual
stress; Dc ( f) is the critical value of D; A is the material constant determining from
test data; f is the true failure stress; m is the exponential material constant assumed
to be unaffected by damage and determined by test data, assumed to be 1.2 for this
work; and taken to be1 for steady-state condition; (5) and finally D o which is the
initial damage (disorder in the material) assumed to equal to initial strain. Equations 8
and 10 all seek to define the disorder or damage parameter D, though from different
perspective. Also equation 12 assumes that, given an experimental data set, the
critical damage parameter Dc ( f), may be estimated indirectly by stochastic methods.
For this work, the probabilistic neural networks (PNN) method was used and
therefore a holistic aspect of neural networks is presented in the next section.
3.0
NEURAL NETWORKS
1
x1
x
x
Output Layer
Hidden Layer
Input Layer
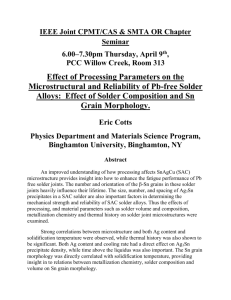
A neural network is a parallel distribution processor made up of simple processing
units or nodes. It has a natural propensity for storing experimental knowledge and
making it available for use. (17) The network has the ability to learn a test data set of
the material by adaptation of the weights it assigns to each data set or point to achieve
the desired objective. Figure 1.0 illustrates a typical neural network structure showing
the input layer, the hidden layer, and an output layer.
1
2
y
2
1
2
3
3
x4
y2
x5
Figure 1.0
Partially Connected Feed-forward Back Propagation Neural Network.
Similar connections exist for the other hidden neurons in the network. To satisfy the
weight-sharing constraints for each of the neurons in the hidden layer of the network,
the same set of synaptic weights are used. This weight-sharing constraint concept
may be applied to figure 1.0, where three local connections are connected to one
neuron to make a total of three neurons. We may express the induced local field of
hidden neuron j as given by equation 13 as follows:
3
u j wi X k
j 1,
2, 3
(13)
j 1
Where {wi}6i=1 constitute the same set of weights shared by all four hidden neurons,
and Xk is the signal picked up from the source node k = i + j – 1.
44
3.1
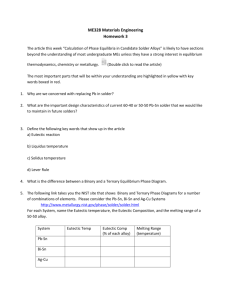
Neuron Models:
The basic element (neurons) of neural was reported in the early 1940’s. (18) Consider
the basic neuron model shown in figure 2.0, consisting of a processing element with
synaptic input connections and a single output. In this simple model, inputs are
multiplied by their respective connection weights wi, which will yield the effective
input to the processing element given in equation 14.
w1
x1
w2
x2
f(z)
Output
wn
xn
Figure 2.0
Simple Neuron Model.
n
Z wi X i
(14)
i 1
This weight input is then passed to an activation function called the sigmoid function,
which is expressed as
1
f (Z )
(15)
1 e (Z T )
Where Z is the weighted input processing element and T is the bias parameter used to
modulate the output element. The proper weight coefficients, wi and the bias
parameter, T are determined in the network training process.
3.2
Network Training
Neural network requires training before it can be used to optimize an objective
function. Weights are systematically modified so that the response of the network
progressively approximates the desired response. Such process may be interpreted as
optimization of the objective function. The design variables of the optimization are
the synaptic strengths (weights) and biases within each node, as well as the objective
function. The output error function is defined by
F d kn Output kn
n k
2
n 1, N ;
k 1, K
(16)
Where N is the number of training trials, and K is the number of output nodes. The
learning algorithm modifies the weights so that the error decreases during the learning
process. Once the network is trained so that errortrained errormax, it can be used as a
function approximator for both continuous and discrete optimization problems.
In order to find the optimum solder alloy elastic-plastic parameters neural networks
method was used to learn the mapping of the input variables (stresses) to the
continuous output variable (strain). The data set is divided into three data subsets,
which are the training, verification, and the testing sets respectively. For performance
comparison with the standard regression analysis methods, neural network computes
the standard least square fitting parameters, i.e. Pearson-R correlation coefficient
between the actual and predicted outputs. A perfect prediction will have a correlation
45
coefficient of unity. (19) The probabilistic neural network (PNN) was used for this
study with the results given in tables 2.0 and 3.0.
4.0
Application to 63Sn-37Pb Solder Data
Consider solder joint constitutive experimental data given in table 1.0.
Table 1.0
Strain
0.000
0.005
0.010
0.015
0.020
0.040
0.060
0.080
0.100
0.200
0.300
0.400
0.500
0.600
0.700
Digitized Eutectic 63Sn-37Pb Solder Data at 25oC Ref. Temperature. (4)
Stress-A
0.00
10.00
20.00
30.00
36.00
41.20
43.80
44.60
46.60
49.50
49.80
48.80
47.60
46.20
45.00
Stress-B
0.00
10.00
20.00
30.00
36.00
40.00
41.20
42.20
43.00
45.80
46.80
46.70
45.00
42.80
41.80
Stress-C
0.00
10.00
20.00
30.00
36.00
41.20
43.80
45.00
46.00
49.00
49.80
48.80
46.20
43.00
40.00
Stress-D
0.00
10.00
20.00
30.00
36.00
40.00
42.20
43.00
44.00
47.00
48.00
48.80
47.60
45.20
42.80
Stress-E
0.00
10.00
20.00
30.00
36.00
40.00
41.20
42.50
43.00
45.80
46.80
46.70
46.20
43.00
40.00
Stress-F
0.00
10.00
16.80
24.00
27.30
31.00
32.20
32.80
33.00
33.00
32.40
30.80
27.80
24.00
20.40
Stress-G
0.00
10.00
16.80
24.00
27.30
31.00
32.20
33.20
33.80
34.20
32.40
30.00
26.40
22.80
19.20
Stress-H
0.00
10.00
16.80
24.00
27.30
31.80
33.50
34.20
34.60
33.60
30.40
26.00
21.80
17.80
14.00
Note: Solder joint sample thickness = 0.25 mm (4)
Values for Stress-A to Stress-E were obtained from high strain rate (0.09 to 0.21 s-1)
Values for Stress-F to Stress-H were obtained from low strain rate (0.002 to 0.003 s-1)
It is believed by many numerical modeling researchers that, the success to performing
any numerical simulations using finite element analysis is contingent upon the
selection of the right constitutive relationship in this case, solder joints. It is generally
postulated, as an experimental fact, that yielding of a material can occur if the stress
, in the material satisfies the general criterion f (, ) = 0, where is a hardening
parameter. The yield condition may be visualized as a surface in an n-dimensional
space of stress with the position of the surface dependent on the instantaneous value
of the state parameter . For eutectic solder, at high temperature, the rate at which
creep strain develops depends not only on the current state of the stress and the strain
but, on the full history of the development. Thus, to determine the increment of strain
at a particular time interval, it is necessary to know the history or the state of stress
and strains at all preceding time steps. For this study, the mapping and learning
capability of neural networks were recognized as a material constitutive modeling tool
for synthesis and optimization of the test data, particularly, for strain rate dependent
eutectic Sn-Pb solder material properties.
5.0
Discussions and Conclusion:
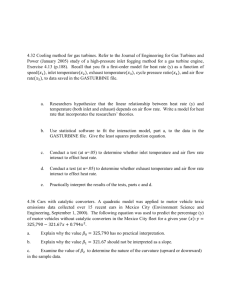
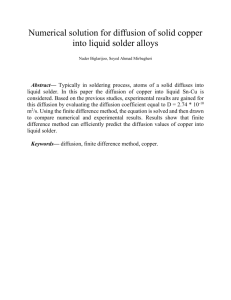
The thermomechanical properties variability of eutectic or near-eutectic Sn-Pb alloys
is so large that no two identical data sets could be found in published research papers,
as shown by the Box and Whisker Plot in figure 3b, hence the need to explore a
statistical method. A neural network statistical method was found to be appropriate
46
for this study. The network was trained to identify all the limiting constraints that
exist between the low and high strain rate data shown in Table 1.0 by diagnosis of the
data sets, interpreting the data sets, debugging or removing extreme data points,
making prediction and validating the prediction during its operation.
Table 2.0: Creep and Shear Properties of 63-37 Tin-Lead Solder (Ref. Temp. = 25oC)
Parameter
A
m
f
E
K
Do
Dc
Nominal
0.025
1.2
1
10
49
48.2
234
0
0.625
(MPa)
(MPa)
(MPa)
(MPa)
-
0.228
-
0.228
-
0.228
Det.
N
Det.
N
S. D.
Distribution
LN
N
N
Note: LN = lognormal, N= normal, Det. = deterministic, S.D. = standard deviation
During the neural network analysis, the strain was set as the dependent variable. The
computed standard deviation ratio between the data mean and the predicted mean
were found to be 0.0126, with a corresponding correlation coefficient of 0.9923.
These are good modeling indicators and confirmed that neural networks were
successfully used to predict eutectic solder material constitutive parameters. For this
study, all the indicators mentioned above were found to be lower than unity. The
predicted critical damage or disorder in the material was found to be 62.5% of the
undamaged material strength using equation 12 and the corresponding strain was
subsequently used to compute the strain hardening parameters for FEA.
a)
b)
Box & Whisker Plot
55
Internal Neuron Activations
Min-Max
25%-75%
Median value
0.9
45
Activation f(z)
0.8
0.7
35
0.6
0.5
25
0.4
15
0.3
0.2
5
0.1
0.0
0
1
2
3
4
5
6
-5
7
Neuron (Stresses)
c) 63Sn-37Pb Solder Damage Histogram
A
B
Input
Stresses
4
D
E
F
G
H
d) Network with best performance
B
C
D
0
C
8
E
F
H
Figure 3.0 Neural Network Results:
47
Output
Strain
Acknowledgements
We appreciate the support from OGI Materials Science and Engineering Department.
Reference
1. Meekisho, L., and Nelson-Owusu, K., Stress Analysis of Solder Joint
with Torsional Eccentricity Subjected to Based Excitation. Conference
Paper Presented at the 12th International Conference on Mathematical
and Computer Modeling and Scientific Computing, Chicago, USA,
August 1999.
2. Lau, J.H., and Pao, Y., Solder Joint Reliability of BGA, CSP, and Flip
Chip, and Fine Pitch SMT Assemblies. New York, McGraw-Hill,
1997.
3. Nelson-Owusu, K., The Thermal-Structural Optimization and
Reliability of Leadframe Solder Joint Geometry in Electronic
Packaging. Ph.D. Dissertation, Department of Material Science and
Engineering, Oregon Graduate Institute of Science and Technology,
Portland, OR. 2000.
4. Frear, D.R., and Kinsman, K.R., Solder Mechanics - A State of the Art
Assessment. Warrendale, PA, Minerals, Metals, and Material Society,
1991.
5. Bhattachaiya, B., and Ellingwood, B.,
“Continuum Damage
Mechanics – Based Model of Stochastic Damage Growth,” Journal of
Engineering Mechanics, September 1998, 1000-1009.
6. Ohring, M., Reliability and Failure of Electronic Materials and
Devices. San Diego: Academic Press, 1998.
7. Basaran, C., and Yan, C. Y., A Thermodynamic Framework of
Damage Mechanics of Solder Joints. Journal of Electronic Packaging,
1995 (10-1) 365-376.
8. Gilat, A., and Krisha, K., “The Effects of Strain Rate and Thickness on
the Response of Thin Layers of Solder Loaded in Pure Shear”, Journal
of Electronic Packaging, 1997, (119) 81.
9. Skrzypek, J.J., and Hetnarski, R.B., Plasticity and Creep-Theory,
Examples, and Problems. Florida, CRC Press, Boca Raton, 1993.
10. Boresi, A.P., et al., Advance Mechanics of Materials. 5th ed. Canada:
John Wiley & Sons, 1993.
11. Devletian, J. H., Private Communication, Oregon Graduate Institute of
Science and Technology, Portland, OR. January 1999.
12. Lau, J. H. ed. Solder Joint Reliability - Theory and Application. New
York, Van Nostrand Reinhold, 1991, 279.
13. Boltzmann, I., Lectures on Gas Theory. Univ. of California Press,
Berkeley, CA, 1898 (Translation by S. Brush, 1964)
14. Muju, S., et al., “Predicting Durability,” Mechanical Engineering
Magazine of ASME, March 1999, 64-67.
15. Grunwald, J., and Schnack, E., “Models for Shape Optimization of
Dynamically Loaded Machine Parts,” WCSM01, Proceedings,
Germany, Oxford: Pergamon 1995, 307-310.
16. Lemaitre, J., A Course on Damage Mechanics. Springer-Verlag,
Berlin, 1996, 11-36.
48
17. Haykin, S., Neural Networks – A Comprehensive Foundation. 2nd ed,
Upper Saddle River, NJ, Prentice-Hall, 1997, 2-10.
18. Dayhoff, J., Neural Network Architectures – An Introduction. New
York: Van Nostrand Reinhold, 1990, 217-243.
19. Statistical Neural Networks User Manual. Tulsa OK, Statsoft Inc.,
1999.
49