INFLUENCE OF PARAMETERS DEFORMATION ON THE
advertisement

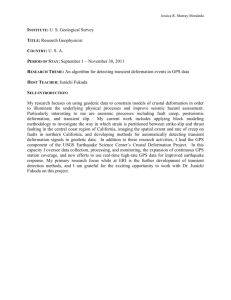
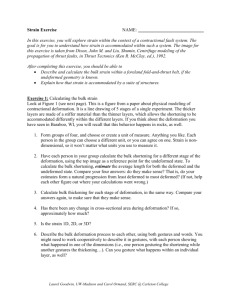
INFLUENCE OF PARAMETERS DEFORMATION ON THE STRUCTURAL PHASE TRANSITIONS IN STEEL AND Ti-Al ALLOYS Sheyko S.P., Zaporozhye National Technical University, cand. sci. tech. Belokon’ Y.A. Zaporozhye State Engineering Academy, cand. sci. tech. The influence of plastic deformation on structural and phase transformations in low-alloy steel and Ti-Al alloys. The optimal hot-working conditions for the investigated low-alloy are in the temperature range 850-950 oC and at the strain rate of 100 s-1. The structure is formed 58-62 % ferrite and 38-42 % pearlite. The optimal hot-working conditions for the investigated γ-TiAl alloy are in the temperature range 1000-1100 oC and at the strain rate of 0.001 s-1 to 0.1 s-1. The structure is formed γ-TiAl and α2-Ti3Al. Keywords: deformation, structural, low-alloy stell, Ti-Al alloy. Currently, hot plastic deformation is considered one of the most promising ways to obtain a fine-grained structure of metals, which can provide a high the level of mechanical properties. In this work we study the effect of deformation parameters at constant and variable temperature on the structure and properties of steels and Ti-Al satisfied to test complex Gleeble-3800 [1]. Operating parameters of plastometer: - temperature t = 20…1700 °C, - rate of movement of puncheon to 2000 mm/s, - logarithm of deformation сom 0,01...1,2; ten 0,01...0,15. At research on plastometer, standards were measuring d x h = 10 x 12 mm chambered, into that air was pumped out and created a vacuum for the exception of oxidization of metal. Management by a plastometer it was come by true by the special computer programs on a temperature, speed and degree of deformation. At stated intervals in the process of ladening tension of fluidity and logarithmic deformation was fixed. In table. 1 the thermomechanical parameters of the deformed standards are presented. Table 1 Parameters of deformation Standards 1 2 3 4 5 Temperature, °C 770 800 850 900 950 1 100 Speed of deformation, s Degree of deformation 0,01…1,2 To develop modes of plastic deformation, ensuring the best possible structure refinement of low-carbon low-alloy steels, requires detailed information about the influence of the mode of deformation of austenite on the formation of structural elements in steel. To determine the critical deformation degree, to ensure the formation of the recrystallized austenitic grains were studied influence of the degree of deformation and temperature on the structure of the low alloy carbon steel. Deformation temperature was varied from 770 °C to 950 °C, samples were deformed by 50% with a strain rate of 100 s-1. Microstructure and distribution diagrams for grain size and phase are shown in Fig. 1. а b c d f g Fig. 1 - Alloy steel microstructures 10ХФТБч 50% after deformation at a temperature of 770 оС (а), 800 оС (b), 850 оС (c) 900 ° C (d) 950 ° (f) 1100 ° C (g) and strain rate of 100 s-1, x5000. 50% after deformation at a temperature of 770 °C in the steel is formed of ferrite-pearlite structure with an average grain size of 11 points, the maximum grain size of 14 2.42% 28.344% in the structure of the structural elements comprise grains score 10 h (Fig. 2 a). In the steel produced 81.5% and 18.5% ferrite pearlite. This is possible due to the fact that the deformation takes place in the two-phase region to form a large proportion of the ferrite (Fig. 2 b). а b Fig. 2 - Results of studies of the structure of steel after deformation of 50% at a temperature of 770 °C and a strain rate of 100 s -1: a - grain size distribution; b - the distribution of the phases. After deformation of 50% at 850 °C formed structure with an average grain size of 12 points in the structure there is 33.358% grain size of 11 points, 31.091% - the size of 12 points, the maximum score of 14 grains of 5.633%. The structure is formed 62.041% ferrite and 37.959% pearlite. This testifies to the grinding α-phase - the formation of subgrain structure within the grains. A further increase in temperature to 950 °C leads to a slight increase in the average size of the structural member after the strain of 50% (Fig. 3 a) 24.52% in the structure of the grain size is 11% 20.166 - 12. The maximum grain size of 14 points of the grain size is 10.503 %. The structure is formed 58.469% ferrite and 41.531% pearlite (Fig. 3 b). а b Fig. 3 - Results of studies of the structure of steel after 50% deformation at 950 ° C and a strain rate of 100 s-1: a - grain size distribution; b - the distribution of the phases. When considering the distribution histograms of structural elements in size grain size (Fig. 2-3 a) it can be seen that the distribution of approximately the same at different deformation temperatures. When analyzing the histogram distribution phases (Fig. 2-3 b) visible differences: the deformation temperature of 770 °C comes to the peak of the distribution and the proportion of ferrite is 80% Bolle at higher temperatures, the proportion of ferrite is reduced and is in the range 58-62% that indicates a change in the ratio of the structural components of the ferrite (predominantly of large-misorientations between grains). On the samples was measured microhardness. The dependence of the microhardness and medium-sized structural element of the deformation temperature. In sample deformed with a degree of 50% at a temperature of 770 °C, the lowest microhardness value and is 260 HV, raising the temperature to 850 °C increases the hardness of 60 HV, a further increase in temperature does not affect the value of microhardness. The lowest microhardness value was obtained for samples deformed at a temperature of 770 ° C, although these samples had very fine-grained structure. Perhaps this is due to the fact that the plastic deformation extends in the two-phase region during deformation and a large amount of ferrite, characterized by low strength (hardness). The data obtained are in good agreement with modern ideas about the mechanisms of structure formation depending on the temperature deformation of steel. According to this concept [2], at a temperature of 770 °C strains prevalent mechanism of grinding structure is fragmented, consisting in the partition of austenitic and ferritic grains uniform initial orientation disoriented subgrain (fragments) low-angle dislocation boundaries of deformation origin. At higher temperatures, implemented two competing mechanisms - fragmentation and initial processes of dynamic recrystallization of austenite. By forming the ferrite at a temperature of 770 °C minimum observed hardness values, the maximum values of hardness in combination with the small size of the structural element after deformation observed at 850 °C deformation degree of 50%. Thus, an appropriate choice of modes on the steel of the same composition can be obtained higher strength and plastic properties that allows you to manage obtaining a given set of properties, and in the future - steel uniform chemical composition to obtain a rolled sheet of various categories of strength or sheet rental with different plastic properties, depending on the operating conditions. The Al-Ti system is characterized by presence of main compounds TiAl, Ti 3Al and TiAl3. The compounds TiAl and TiAl3 are formed by peretectic reaction at temperature 1460 and 1340 ºC agreeably and is formed by peretectoid reaction at 1600 ºC. The Ti3Al compound has the hexagonal lattice, TiAl has the tetragonal lattice and TiAl3 has the space-centered tetragonal lattice. The formation of Ti3Al phase takes place by reaction β + γ → α2 [3]. The strength decreasing with synchronous plasticity increasing in intermetallic compounds is observed with aluminum content increasing. Thus the titan monoaluminide has the considerable high-temperature strength and low plasticity at normal temperature. It happens cause this compound has approximately 70 % metallic and 30 % covalent bond. The structurization mechanism is greatly depended on reactionary mix proportion. The initial stage of titan aliminides structurization is the melting of aluminum which was evoked by heat impulse. Then the melted aluminum flows through the canals in capillary-porous mediums. The further diffusion of aluminum atoms into lattice of titan particles leads to generation of inermetallic TiAl 3 compound in diffused zone. The internal compressive stress external tighten stress appears during intermetallic formation. They can lead to titan aluminide destruction. In system where aluminum is 39.6 % wt. the formed layer limits the displacement of aluminum atoms into titan base. At the same time the layer TiAl3 is piled up. It leads to depletion of aluminum mass and to following formation of titan monoaluminide. With process propagation deep into titan mass the aluminum concentration decreases. It becomes the reason of Ti3Al formation. The final structurization stage is the homogenizing of intermetallic layers first of all owing to recrystallization of Ti 3Al into TiAl. The hot deformation behavior of a γ-TiAl alloy has been studied using the processing map approach (Fig. 4). Compression tests were conducted in the temperature range of 1000-1150 and the strain rate range of 10-3 s-1 to 0,5 s-1 on a Gleeble-3800 testing system. The flow stress was found to be strongly dependent on the temperature and the strain rate. The optimal hot-working conditions for the investigated TiAl alloy are in the temperature range 1000-1100 oC and at the strain rate of 0.001 s-1 to 0.1 s-1. Thematerial exhibited dynamic recrystallization to produce a fine-grained microstructure in these conditions. In the temperature range 1150 oC with the strain rate 0.001 s-1, the alloy exhibited superplasticity. a b c d o Fig. 4 – Flow curves of γ-TiAl alloy deformed at 1000 C (a), 1050 oC (b), 1100 o C (c), 1150 oC (d): 1 – 0,5 s-1, 2 – 0,1 s-1, 3 – 0,01 s-1, 4 – 0,001 s-1. Conclusions Study experienced steels 10ХФТБч plastometer using special computer programs installed critical points of phase transitions and optimal power parameters of hot deformation, allowing to choose the temperature range of hot deformation is 850-950 ° C. The optimal hot-working conditions for the investigated γ-TiAl alloy are in the temperature range 1000-1100 oC and at the strain rate of 0.001 s-1 to 0.1 s-1. References 1. Metodika issledovaniy soprotivleniya deformatsii na plastometricheskom komplekse / A.I. Potapov, V.P. Mazunin, D.A. Dvoynikov, E.A. Kokovihin // Zavodskaya laboratoriya. Diagnostika materialov. – 2010. - № 9. – P. 59-63. 2. Ryibin, V.V. Bolshie plasticheskie deformatsii i razrushenie metallov / V.V. Ryibin. - M.: Metallurgiya, 1986. - 224 p. 3. Sereda, B. The Modeling and Processes Research of Titan Aluminides Structurization Received by SHS Technology / B. Sereda, A. Zherebtsov, Y. Belokon’ // TSM-2010. – Seattle, USA. – 2010. – P. 99-108.