Abstract-Papers up to 4 pages should be submitted using this format
advertisement

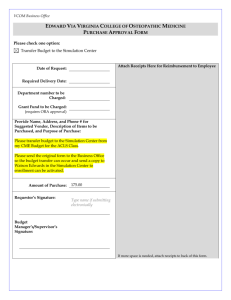
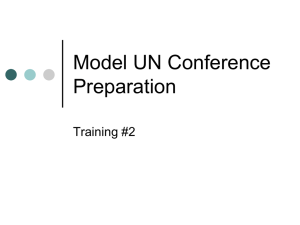
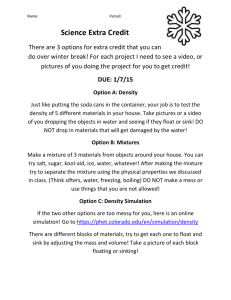
Simulation and Optimization of a Kind of Manufacturing &PackingProcesses Chun-youLi College of Transportation & Logistics, CSUFT, Changsha, HN, China Accounting School, GXUFE, Nanning, GX, China (lcy0731@qq.com) Abstract - There’re many factors that influence each other in production-packaging processes. Resources, objects, processes and their properties & behaviors can be simulated to construct a computer simulation model across the whole production-packing process. Usually, the minimized cost, maximized profit or reasonable utilization was targeted as the decision objective, and concerned parameters was configured as conditions in the simulation model. With enough repeated runs, the optimization module can seek the best equipment combination and the best production schedule. Keywords - Manufacturing & packing, Simulation, Optimization I. INTRODUCTION In some industries such as food & tobacco industry, the terminal product is generally made from the production line and packaged into small boxes or small bags. The basic process is to produce these products through one or more production lines, and delivery or transfer products to packaging. Finally, the smallpackaging products are filled into a larger container through one or more packaging equipments continuously or partially and gotten out the lines. Fig.1 is the schematic diagram of such production and packaging process, two manufacturing lines produce the same kind of products, then transfer them to three coordinate packing lines through a series of buffer vessels, finally package them into finished goods. In cases such as designing and recreating a new packaging process or managing an existing process, we often have to face the following questions as: how to reduce process failure? How to reduce the processing cycle time? How much is the reasonable buffer capacity and the buffer stock? How to deal with the change of production scale? And is it necessary to add more and higher ability production lines, packaging lines and container? To simplify the analysis, we can do analysis and make decision with single process and single factor. For example, the expansion of the production and logistics ability can be determined with the output of production or both speeds. But the whole process is complex and the relationship between processes is uncertain. Additionally, there’re various factors influencing mutually in processes and these factors always interact dynamically along with time and events. Once a suggestion was put forward or a measure was imposed, it may be hard to predict the ultimate effect brought by the changes, so it is very difficult to determine the exact priority order of the measures. For example, in order to maintain the reliability and the inventory balance across processes, designers can use greater inventory to deal with the less reliability of equipments. On the contrary, by improving the reliability of the upstream through equipment, he can reduce the storage in the processes. Both measures can ensure to meet the needs of the downstream material and ensure that production runs smoothly. Even if the relationship among production, package or buffer process is certain, there are still many factors interact each other. For example it is difficult to evaluate the influence degree of the mutual isolated factors on the production scheduling, as well as the control of the operation sequence and rhythm, the product quantity, structure of the production, or the characteristics of products and so on. These factors may affect production speed, lead to the failure or production conversion. In addition, due to manufacturing and packing may be arranged in different positions apart from each other, and the difference of scheduling method and the enterprise culture require different rhythms of production, the complexity to solve the problems will also be increased. There’s a variety of decision tools and the experimental methods to deal with in this kind of material Buffer 1 material Package 1 Machine 1 Buffer 2 material Package 2 Buffer 3 material Machine 2 Buffer 4 Package 3 Fig.1.the schema of production & packaging process Final goods problems that schedule manufacturing & packing with multifactor. This paper presents a simulation method that simulates the process and interacting factors. It analyses and evaluates the problems and forecast the effect of the decision that have been designed or improved. It provides a tool to test design idea or improvement effect by developing a manufacturing-packing simulation model. Just as simulation driving-cabin can help the driver to learn driving in the best way and to build a good habit, a manufacture & packaging simulation model can be used to test and optimize the manufacture & package[1]. II. MODELING AND SIMULATING GENERALLY The tool that is used to simulate and solve the problem is the simulation model, or called simulator. Specific simulation model is based on the research goal concerning with the problem to solve. This paper involves a factory to build a new manufacture & packing system. Preliminary design assume there were two production lines in the factory and each production line can produce any kind of the basic specifications. There were three packaging lines to pack the products into kinds of size and the shape of the containers with different labels. There were many parallel buffer tanks between production lines and packing lines which can receive products from any production line, then put the products to any packing line. The production lines and the buffer tanks should be cleaned before transform the line for new products. The simulation model is developed to solve the following problems: Can the new equipments match the new production combination and schedule? What kind of scheduling strategy will make best operation of new equipment? How many buffer tanks will be need and what is the reasonable specification of buffer tanks ? How is reliability? what influence will the production cycle time brings? Are more packaging lines or production lines needed? The model is implemented in the ExtendSim that is a simulation platform developed and published by Imagine That. It is a set of software that contains simulation libraries and tools. It is used to simulate discrete event, continuous process and discrete process based on rate. The continuous flow stands for large-amount or highspeed flow, this software includes controls and schedule parts used for modeling process, and layered structure templates used to represent a higher level[2,3]. Fig.2 is the general simulation model that shows the two production lines, four buffer tanks and three packing lines. The actual parts of the model are included in a level module. You can double-click any region of higher level modules image to open lower level modules. The timetable, equipment performance, fault characteristics, the conversion rate and other data are included in a builtin a database table of the model and could be visited through a logical scheduling structure. In this case, the model manufactures and packs products by running manufacturing machines and packing equipments under the control of a logic scheduler. The scheduler controls the simulation by an order table that lists products and the amount. The utilization ratio of equipment was set by the logical scheduler and we can use the logical scheduler to instruct equipment for conversion when it’s necessary. The report submitted by the operation model is like the actual business report. The researcher can check out these subject reports, and points out the existing problems. The simulator is widely used for helping the project team of the factory, to make sure the number and configuration of the new manufacturing lines, packaging lines and buffer tanks. A few test schedules are developed to represent production requirements in the typical situation and in the extreme cases. These models are Fig.2.the simulation model of manufacture & packaging the effect of improvement of manufacture & packaging based on the existing factory model and a series of packing line designs that are recommended. III. SIMULATINGOBJECTS, ATTRIBUTES AND ACTIVITIES A. CreationandTransformationof Objects When the simulation model operates, the simulation clock keep recording the running time increasing with simulation steps. Productions and packaging steps are not predefined with a table, but caused by events. In this model, items as objects are produced by a Create module, and the production rate of the item is decided by "interval time of two items". The interval can be represented by species and parameters of designated random distribution that depicts the item production condition of the making line. For example, the interval in this case is described with an exponential distribution.Themean value for one conduction line is 0.2 and another is 0.4. Both location values are all zero. Production characteristic of the two production lines is depicted with different valuesof the parameter[4]. The manufacture or the packaging process could machine. In order to coordinate the input and manufacture or packaging, a Queue module is needed between input and the activity as a buffer. Queue module will store items and wait to release them to next module based on the rules predetermined. In the module dialog box we can select or set queuing rules such as resource pool queuing, according to attribute value, FIFO(first in first out), LIFO(last in first out), priority, etc. With rule Resource pool queuing, the resource will be caught from the resource pool module where the resource number is limited. A queue based on the attribute value will sort items by an optional attribute. FIFO queue is the most common queuing way; LIFO is a kind of reverse queuing, also known as stack, which means the latest item into the stack will leave first; under Priority queuing way, the module uses the Priority attributes to determine the releasing order of item. Fig.3. production process model change the measurement unit. For example, five small items of product form a larger one after packing. It can be simulated with a merger module named Batch, it allows C. INVENTORY AND BUFFER TANK multiple sources of objects merged into one thing. It will be of great help in coordinating different machines to assembling or fusing different parts. In the module dialog box, we can set the number of each input objects to produce an output objects, as well as objects from other input are not allowed to put into this module if some input objects are not arrive or quantity is not enough. B. Productionand Packaging We can simply use a process with time parameters to simulate the manufacturing or packaging. The most important activity module of ExtendSim is Activity. Its basic parameter is Delay that is the processing time of the activity module. In addition, it can also define and deal with several items at the same time. In the module dialog box, the processing time can be designated as a fixed value, or input from the D(Demand) port of the module, or fromattribute value of another module, as well as from an inquiring form. The last 3 ways can realize more plenty and slightly modeling for processes. In this case, the initial processing time of two host machines was set constants, more detailed time table can be set up in the subsequent according to the specific situation of the There exist differences of space distance and rate between the Processing and packing process. In practice, it often use the way of setting up stock in factory or production inventory to coordinate the contradiction. The specific physical form of this inventory may be a universal warehouse, some cargo space or buffer tanks exist between the processing and packing line. In this case we assume the way of buffer tank. A buffer tank store the same kind of products only, but receive the products from different production lines, it can also release to any packing line for packaging. We still use Queue module to realize the simulation of buffer tank. But since there are multiple buffer tanks, the model needs to choose the reasonable buffer tank to store the products from the end of production lines. And because there are more than one packaging lines, the model should also do a reasonable choice when the buffer tanks release products so as to put the products into the free packing line. We can use two kinds of module like Select Item In and Select Item Out to realize the simulation of the product routing. A Select Item In module receives items from more input branches and release items out through its only output port. A Select Item out module receives items from its only input port and release items by choosing one of export branches. The selections in the dialog box include based on priority, random selection, sequential selection or based on Select port selection. In this case, between production line and buffer tank, and firstly establish a Select Item In with two inputs branches, output randomly to Select Item out with four branches, completing the routing of bulk products from the buffer tank to the packing line. Between the buffer tanks and packing lines, establish a Select Item In with four input branches, randomly output to a Select Item out with three output branches to realize the route from the buffer tank to the packaging line. Fig.4. routing of production lines to buffers D. ABOUT THE SCHDULE The simulation model is driven to operate and interact by a schedule, just like an opera showing step by step with a script written by the editor. The model can be used to evaluate potential of a specific schedule in realworld, or compare one schedule against another, on the basis of how well schedules perform in the model. We can discover which schedule is the best by testing with the different schedules, as well as what kind of scheduling generating rules is the best. Since for each schedule, the model will show real-world operation results such as production, utilization, and down time[5]. A simulation model of using schedule should be able to introduce a sequence of operations that was created by embedded data table or database, or use a external table or external database to manipulate the schedule. There is a built-in module in some simulation model, for setting scheduling method, rapidly and flexibly IV. TO EVALUATE AND OPTIMIZE PROCESSES A.EVALUATION INDEXES The simulation model is used to analysis the manufacturing & packaging system and the problems are to be solved. Some models involve manufacturing operation only or involve packaging operation only, and the other involves both. Normally, it’s based on problems which will be solved to determine the corresponding evaluation index such as the equipment utilization, the processing cost and the queue length[7]. Utilization.Utilization is the ratio of the working time and all running time of the equipment. Low utilization means that the resources haven't been made fully use, but high utilization rate is sometimes not a good thing because it means ability tension. Once the equipment runs failure, inevitably leads to the production halt and extend the production cycle, which leads to the failure of the production scheduling[8]. Ult = ∑n i=1 ti T (1) Ult - equipment utilization Ti - the processing time of product number i i - ID of products T - running time of the equipment Cost.Any manufacturing & packaging process must spend some resource and its cost is a key management tool. An activity module has cost parameters in the dialog box that can simulate the cost of the process. We can set the cost information in the cost page in the dialog box. According to the character of cost, we can set two kinds of cost, fixed cost and time cost. Fixed cost is the cost that happens when deal with every product, its value is a constant, unrelated with the delay of products. The time cost is relevant with the processing time, it equals to the multiplication of the cost per unit time and the operation time[9]. The module will automatically calculateits cumulative cost and display on the plot. to generate the typical schedule or the experimental schedule. It can be based on demand conditions, or on the TotalCost = ∑ni=1 t i ∙ Cpertimeunit + qi ∙ Cperitem (2) actual demand schedule. These scheduling modules can calculate some certain evaluation measures, also can put the execution of the schedule to the simulation model to get a complete operation results by capturing the dynamic Total Cost- total processing cost Cpertimeunit- unit time processing cost Cperitem- fixed cost of every processing a product qi - total products exited from the module situation of real world. That is generating any sure schedule for the whole simulation scope, or producing B. OPTIMIZATION internal schedule obey to the model commands and the set time or conditions in advance in the entire operation[6].It can be showed in the model what is the demand degree, as well as the state of all products in the whole time range. The simulated optimization, also named goal seeking, is seeking the optimal answer to the question automatically, or the optimal value of parameters. In parameter range given in the model, we can run the model repeatedly to search the solution space and find out the best parameter-values that satisfy the conditions as well as reach the decision target. In the optimization model including an Optimizer module, the issue is usually presented as a target function or a cost-profit equation. In order to realize the cost minimization or the profit maximization, the ExtendSim simulation models help researchers not only find the best solution automatically but also put out of the long boring process that repeated trying different parameter-values[10]. The running conditions can be changed in the optimization model. For example, we can set the value range, value method and constraint conditions of parameters by limiting value scope of decision-making or defining constraints equations. We can also affect the solving precision by the setting run parameters, such as deciding the total sample cases, the search times of each case, when to check convergence, and optimal number of member cases in the convergence[11]. Optimizer does not have the function of refusing faults, so any Optimizer maybe converges to the second best solution not the first best solution, especially when its running time is not long enough. So we should consider to run more times and get enough operation results, and ensure getting the same convergence to close to the optimal solution before using the best solution for actual application. V. CONCLUSION The simulation is a good tool to study the problems of manufacture & packaging operation. It is because of multiple factors interact through a variety of means.A simulation model can provide more real ways to improve decision effect than other research models. In fact, a simulation model is just like a virtual factory to test the new design idea, or assessment recommended projects. The simulation model discussed in this paper is designed in the ExtendSim condition. It can be used to optimize the process of manufacture, package and logistics in the factory. REFERENCES Wang, Perkins J.R.,Khurana A., “Optimal Resource Allocation in New Product Development Projects: A Control-Theoretic Approach”,Automatic control, IEEE Transaction on, Vol. 47, No. 8,pp.1267-1276,2002. [1] Yanfeng Krahl, D., “ExtendSim advanced techology: Integrated simulation database”,in Simulation Conference (WSC), Proceedings of the 2010 Winter, pp.32-39. [3] Krahl, D., “Extendsim technology: Scenario management”, Simulation Conference (WSC), Proceedings of the 2011 Winter, pp.12-19. [4] Sun Hu, Lin-weiXu, “Simulation and Optimization for Noshery Service System”,in Information Engineering and Electronic Commerce, 2009.IEEC'09.International Symposium on,pp.721-723. [5] Pinedo, M.,“Scheduling: Theory, Algorithms, and Systems”, 2 Edition, Prentice Hall, pp.124-126,2002. [6] Pinedo, M., X. Chao,“Operations Scheduling with Applications in Manufacturing and Services”, McGraw Hill, pp.68-74, 1999. [7] Lian-fu Jiang; Gai-tao Sun; Na Zhang,” Layout research of campus traffic system based on system simulation”, in Technology and Innovation Conference 2009 (ITIC 2009), International, pp.1-5. [8] Dessouky, Y., Maggioli, G., and Szeflin, D., “A Simulation Approach to Capacity Expansion for the Pistaschio Hulling Process”. In Proceedings of the 1994 Winter Simulation Conference, IEEE, pp.1248-1252, Piscataway, NJ. [9] Harrell, C. R., 1993. “Modeling Beverage Processing Using Discrete Event Simulation”.Proceedings of the 1993 Winter Simulation Conference, IEEE, pp.845-850., Piscataway, NJ. [10] Rui Wang, Qing-min Li, Hong-bing Zhu, Ying-wuPeng,” A Simulation Model for Optimizing Support Resources in Requirement of Warship Mission Reliability”, in Computer Technology and Development, 2009. ICCTD '09. International Conference on,pp. 144 – 148. [11] Zheng-chao Zhang,Jian-hui Liu, “Extend-based research in positioning and optimizating the bottleneck process of MTO enterprises”, in Computer Application and System Modeling (ICCASM), 2010 International Conference, pp.479-481. [2]