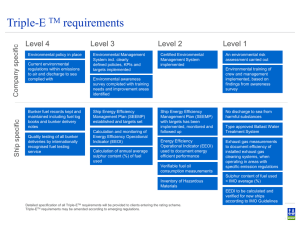
LNG Infrastructure ME-GI retrofit Description for LNG Operation Summary The purpose of this document is to provide the necessary basic information to the shipowner and shipyard for retrofit of a main engine to the dual fuel ME-GI engine. The ME-GI engine is capable of operating on conventional fuel oil or gas fuel, depending on the operator’s fuel preference. Thus providing a hitherto unseen degree of flexibility for the operator, accommodating the economical advantages of choice of fuel type, environmental benefits of gas fuel operation, and the accessibility of fuel oil. Contents Summary ........................................................................................................................................................................ 1 LNG as a Fuel .................................................................................................................................................................. 2 Application of ME-GI ...................................................................................................................................................... 3 Engine Operating Modes ............................................................................................................................................ 3 Safety Aspects ............................................................................................................................................................ 4 Safety Devices – External Systems ......................................................................................................................... 4 Safety Devices – Internal Systems .......................................................................................................................... 5 Engine modifications for ME-GI ..................................................................................................................................... 6 External Systems ............................................................................................................................................................ 7 Ventilation System ..................................................................................................................................................... 7 LNG Fuel Gas Supply system ...................................................................................................................................... 7 Block and Bleed Valve Arrangement .......................................................................................................................... 8 Gas Piping ................................................................................................................................................................... 8 Inert Gas System......................................................................................................................................................... 9 Sealing Oil System ...................................................................................................................................................... 9 Appendix I – ME-GI system diagram ............................................................................................................................ 10 LNG as a Fuel Figure 1: Requirement of LNG properties for ME-GI operation Further emission benefits appear when making a direct comparison between LNG operations in comparison with HFO operation. It is seen that gas gives a much cleaner exhaust. Having very low or no sulphur, SOx-sulphur oxides are negligible in the exhaust gas. Particulates will be reduced considerably as well as the emission of NOx where a reduction is found in the range of 12%, also for a Tier II engine. All typical NOx reduction techniques such as Exhaust Gas Recirculation and Selective Catalytic Reduction, can be used on an ME-GI engine, except water emulsification. When combining the EGR system with gas operation, it is expected that the EGR process can be significantly simplified since the exhaust gas coming from gas operation holds only a small amount of SOx and particulate matter. The cleaning of the exhaust gas in the EGR scrubber will become less comprehensive since the sludge amount coming from the cleaned water will be negligible, and it is very likely that the EGR scrubber can eventually be by-passed. From an EGR test, using HFO, it has been seen that quite promising results can be accomplished and MAN Diesel are close to fulfilling Tier III simply by using the EGR system alone. It is therefore foreseen that by using the EGR in combination with LNG as fuel, that no other reduction techniques are needed to fulfil Tier III. Application of ME-GI In general, the ME-GI engine series, in terms of engine performance (output, speed, thermal efficiency, exhaust gas amount and temperature, etc.), is identical with the well-established, type approved ME engine series. This means that the application potential for the ME-GI engine applies to the entire ME engine catalogue. In addition to the required engine modifications, additional auxiliary systems are required for gas fuel operation: Fuel Gas Supply (FGS) system for delivery of gas fuel to the main engine Block and bleed valve arrangement Ventilation system for venting the space between the inner and outer pipe of the double-wall piping, including HC leakage monitoring, and silencer Inert gas system, which enables purging of the gas system on the engine with inert gas Sealing oil system, delivering sealing oil to the gas valves separating control oil and gas Control oil supply for actuation of gas injection valves Please refer to Appendix I for ME-GI Gas System diagram (ref. dwg. No. 0787402-6) Engine Operating Modes One of the advantages of the ME-GI engine is its fuel flexibility. In addition, not only LNG carriers, but also other types of ships can benefit from burning LNG. The LNG may come from different sources and be of different compositions, which means that the heat value is a variable. The diesel working principle is well known to be capable of coping with such differences in the heat value. A two-stroke, high-pressure gas injection engine can burn different fuels without lowering the thermal efficiency of the engine. The control concept of the ME-GI comprises two different fuel modes: 1. The fuel-oil-only mode is well known from the ME engine. In this mode, the engine operates on fuel oil only, and the engine is considered to be “gas safe”. If a failure occurs in the gas system, this will result in a gas shutdown and a return to the fuel-oil only mode. 2. The minimum-fuel mode has been developed for gas operation, and it can only be started manually by an operator from the Gas Main Operating Panel (GMOP) located in the control room. In this mode, the control system controls the amount of gas fuel, combined with use of a minimum preset amount of fuel oil .The preset minimum amount of fuel oil (pilot oil) to be used is set at 5% on small and medium bore two-stroke engines. Both heavy fuel oil and marine diesel oil can be used as pilot oil. The min. pilot oil percentage is calculated from 100% engine load. When the engine passes the lower load limit, the engine returns to fueloil-only mode. Gas fuels correspond to low-sulphur fuels, and for this type of fuel we recommend the cylinder lube oil TBN40 to be used. Very good cylinder condition with this lube oil was achieved from the gas engine on the Chiba power plant. A heavy fuel oil with high sulphur content requires the cylinder lube oil TBN70. Operators intending to run their engine both on high-sulphur fuels as well as on low sulphur fuel for longer periods of time are recommended to install two lube oil tanks. Our general recommendation is that when changing from fuel oil to gas operation, or vice versa, for a period of two weeks or longer, it is also recommended to change the lube oil TBN type as well. Safety Aspects The normal safety systems incorporated in the fuel oil systems are fully retained also during dual fuel operation. However, additional safety devices will be incorporated in order to prevent situations which might otherwise lead to failures. Safety Devices – External Systems Leaky valves and fractured pipes are sources of faults that may be harmful. Such faults can easily and quickly be detected by a hydrocarbon (HC) analyser with an alarm function. An alarm is sounded when the gas concentration reaches max. 30% of the Lower Explosion Limit (LEL) in the vented duct, and a shutdown signal is given at 60% of the LEL. The safety devices that will virtually eliminate such risks are double-wall pipes and encapsulated valves with ventilation of the intervening space. The ventilation between the outer and inner walls is always to be in operation when there is gas in the supply line, and any gas leakage will be led to the HC-sensors placed in the outer pipe. Another source of fault could be a malfunctioning sealing oil supply system. If the sealing oil pressure becomes too low in the gas injection valve, gas will flow into the control oil actuation system, thereby, creating gas pockets, eventually preventing the ELGI valve from operating the gas injection valve at the correct time. Therefore, the sealing oil pressure is monitored by a set of pressure sensors and, in the event of a too low pressure, a second sealing oil pump will start. The engine will shut down the gas mode and return to the fuel oil mode if it is still not possible to generate an acceptable sealing oil pressure. Lack of ventilation in the double-wall piping system prevents the safety function of the HC sensors, so the system is to be equipped with a set of flow measurement sensors. If the flow measurements indicate no flow, or nearly no flow, an alarm is given. If no correction is carried out, the engine will be shut down on gas mode. In case of malfunctioning valves (not leaky) resulting in insufficient gas supply to the engine, the gas pressure will be too low for gas operation. This is dealt with by monitoring the pressure in the accumulator in the valve block on each cylinder. Safety Devices – Internal Systems During normal operation, a malfunction in the pilot fuel injection system or gas injection system may involve a risk of uncontrolled combustion in the engine. Sources of faults are: Defective gas injection valves Ignition failure of injected gas These aspects will be discussed in detail in the following together with the suitable counter-measures: Defective Gas Injection Valves In case of sluggish operation or even seizure of the gas valve spindle in the open position, larger gas quantities may be injected into the cylinder, and when the exhaust valve opens, a hot mixture of combustion products and gas flows out and into the exhaust pipe and further on to the exhaust receiver. The temperature of the mixture after the valve will increase considerably, and it is likely that the gas will burn with a diffusion type flame (without exploding) immediately after the valve where it is mixed with scavenge air/exhaust gas (with approx.15 per cent oxygen) in the exhaust system. This will set off the high exhaust gas temperature alarm for the cylinder in question. In the unlikely event of larger gas amounts entering the exhaust receiver without starting to burn immediately, a later ignition may result in violent burning and a corresponding pressure rise. Therefore, the exhaust receiver is designed for the maximum pressure (around 15 bars). However, any of the above-mentioned situations will be prevented by the detection of defective gas valves, which are arranged as described below: The gas flow to each cylinder during one cycle will be detected by measuring the pressure drop in the accumulator. This is to ensure that the injected gas amount does not exceed the amount corresponding to the MCR value. As it is necessary to ensure that the pressure in the accumulator is sufficient for gas operation, the accumulator will be equipped with a pressure switch and a differential pressure switch. An increase of the gas flow to the cylinder, which is greater than corresponding to the actual load, but smaller than corresponding to the MCR value, will only give rise to the above-mentioned exhaust gas temperature alarm, and is not harmful. By this system, any abnormal gas flow, whether due to seized gas injection valves or fractured gas pipes, will be detected immediately, and the gas supply will be discontinued and the gas lines purged with inert gas. In the case of slightly leaking gas valves, the amount of gas injected into the cylinder concerned will increase. This will be detected when the exhaust gas temperature increases. Burning in the exhaust receiver will not occur in this situation due to the lean mixture. Ignition Failure of Injected Gas Failing ignition of the injected natural gas can have a number of different causes, most of which, however, are the result of failure to inject pilot oil in a cylinder: Leaky joints or fractured high-pressure pipes, making the fuel oil booster inoperative Seized plunger in the fuel oil booster Other faults on the engine, forcing the fuel oil booster to “O-index” Failing pilot oil supply to the engine Any such faults will be detected so quickly that the gas injection is stopped immediately from the first failure to inject the pilot oil. In extremely rare cases, pilot fuel can be injected without being ignited, namely in the case of a sticking or severely burned exhaust valve. This may involve such large leakages that the compression pressure will not be sufficient to ensure ignition of the pilot oil. Consequently, gas and pilot fuel from that cylinder will be supplied to the exhaust gas receiver in a fully unburned condition, which might result in violent burning in the receiver. However, burning of an exhaust valve is a rather slow process extending over a long period, during which the exhaust gas temperature rises and gives an alarm well in advance of any situation leading to risk of misfiring. A seized spindle in the pilot oil valve is another very rare fault, which might influence the safety of the engine in dual fuel operation. However, the operating valve will still inject pilot oil, which will ignite the corresponding gas injection, and also the gas injected by the other gas valve, but knocking cannot be ruled out in this case. The cylinder pressure monitoring system will detect this condition. As will appear from the above discussion, which has included a number of very unlikely faults, it is possible to safeguard the engine installation and personnel and, when taking the proper countermeasures, a most satisfactory service reliability and safety margin is obtained. Engine modifications for ME-GI For conversion from ME to ME-GI engine: New cylinder cover Gas block High pressure gas branch pipes Gas injectors Gas dummy injectors Control oil high pressure pipes Gas Control System & Instrumentation Fuel oil high pressure pipes Exhaust valve high pressure pipes Gas main pipe Various pipes & cabling Engine Control System & Instrumentation Tools PMI online Engineering cost Commissioning 6 6 6 12 12 6 1 6 6 1 1 1 1 1 1 1 Supplier Installation Hours MDT MDT MDT MDT MDT MDT MDT MDT MDT MDT MDT MDT MDT MDT MDT MDT MDT MDT MDT MDT MDT MDT MDT MDT MDT MDT MDT MDT MDT MDT MDT MDT External Systems The detailed design of the external systems will normally be carried out by the individual shipyard and includes the inert gas system, the ventilation system, and the LPG gas supply system. Ventilation System The purpose of the ventilation system is to ensure that the outer pipe of the double-wall gas pipe system is ventilated with air, and it acts as a separation between the engine room and the high-pressure gas system. Ventilation is achieved by means of an electrically driven mechanical fan or extractor fan. If an electrically driven fan is chosen, the motor must be placed outside the ventilation duct. The capacity must ensure approx. 30 air changes per hour. More ventilation gives quicker detection of a gas leakage, but at the same time dilutes the gas leakage. Inert Gas System Both before and after running in the gas mode, the gas system on the engine should be purged with inert gas to avoid any mixing of air and gas. An inert gas supply of either N2 or CO2 needs to be established. LNG Fuel Gas Supply system The gas supply system for LNG carriers comprises: • A gas compressor or compressor system, which compresses the cold boil off gas from the LNG tanks at the temperature of −140°C to −160°C. The boil-off gas pressure in the LNG tanks should normally be kept within 1.03-1.25 bar. Several compressor types can be used to compress the cold gasses. But for the high pressure, only the reciprocating compressors are suitable to generate the required inlet engine pressure at full load, which is 250-300 bar. At 30% load, the pressure is reduced to 130-180 bar. The discharge pressure set points must vary within ±5%, and coolers keep the discharge temperature at approx. 45°C. • A buffer tank/accumulator must be installed. Their purpose is to provide smoothing of minor gas pressure fluctuations in the fuel supply, ± 2 bar is required. • An inlet filtration system to remove particle matter and entrained liquids from the gas stream. A twostage filter solution comprising a pre-filter and a coagulating filter. • A compressor control system ensuring that the required gas pressure is in accordance with the engine load, and that the amount is acceptable for constant pressure control. The minimum requirement for the regulation is down to 30% of max. flow, or the shipowner’s requirement. The controlsystem should be able to operate on normal start/stop, shutdown and emergency shutdown commands. The compressor unit should include a process monitoring and fault indication system. The control system unit should be able to exchange signals with the ME-GI control system. • A cargo monitoring system keeping track of the amount of available boil off gas. The unit should be able to report to the ME-GI control system, this could be made as a part of the compressor control system. Redundancy for the gas supply system is a very important issue. Redundancy in an extreme sense means two of all components, but the costs are heavy and a lot of space is required on board the ship. We have worked out a recommendation that reduces the costs and the requirement for space while ensuring a fully operational ME-GI engine. The dual fuel engine concept, obviously, includes redundancy. If the gas supply system falls out, the engine will run on heavy fuel oil only. Several solutions to the redundancy issues are being evaluated, and we recommend the reader to seek additional information from makers. In addition, the external systems comprise safety systems, which should include a hydrocarbon analyser for checking the hydrocarbon content of the air, both Block and Bleed Valve Arrangement The valve block incorporates a large-volume accumulator, and is provided with a shutdown valve and two purge valves on the top of the block. All high-pressure gas sealings lead into spaces that are connected to the double-wall pipe system, for leakage detection. The gas is supplied to the accumulator via a non-return valve placed in the accumulator inlet cover. To ensure that the rate of gas flow does not drop too much during the injection period, the relative pressure drop in the accumulator is measured. The pressure drop should not exceed about 20-30 bar at 100% load. Any larger pressure drop would indicate a severe leakage in the gas injection valve seats or a fractured gas pipe. The safety system will detect this as well as no pressure drop and shut down the gas injection. Any malfunction of the purge valve and blow off valve are also being monitored by this pressure drop measurement from the accumulator, the gas passes through a bore in the valve block to the shutdown valve which, in the gas mode, is kept open by compressed air. From the shutdown valve, the gas is led to the gas injection valve via bores in the valve block and in the cylinder cover. A blow-off valve is designed to empty the gas bores when needed. A purge valve, is designed to empty the accumulator when the engine is no longer to operate in the gas mode. To limit the number of connections that has to be disassembled during an overhaul of the combustion chamber component, the ELGI valve as well as the sealing oil pipes connection is placed in the valve block. The result is that only two gas pipe connections, one control oil connection and one sealing oil connection has to be dismantled in connection with an overhaul. Gas Piping Double wall pipe system Gas pipes from engine to deck will be double wall pipe where the space between the inner and outer pipe is ventilated. As this ventilation air could contain gas during abnormal operation, and only in a short period until gas shut down, the ventilation outlet must be in gas hazard zone 2 (in front of the accommodation) The air intake for this ventilation must be gas free, and could be anywhere suitable behind the accommodation front. To prevent the possible condensation in the ventilation air, which could lead to corrosion of the high pressure inner pipe, there are two options: 1. Installation of an air dryer at the air intake 2. Pipe material in duplex steel Single wall pipe system Gas piping from deck to block & bleed valve arrangement, and all gas piping on deck is single wall piping Inert Gas System Both before and after running in the gas mode, the gas system on the engine should be purged with inert gas to avoid any mixing of air and gas. An inert gas supply of either N2 or CO2 needs to be established. Sealing Oil System The sealing oil system supplies oil, via a double wall piping system, to the gas injection valves, thereby providing a sealing between the gas and the control oil, and lubrication of the moving parts. The sealing oil pump has a separate drive and is started before commencing gas operation of the engine. It uses the available system oil, at one bar supply pressure and pressurises it additionally to the operating pressure, which is 25-50 bar higher than the gas pressure. The consumption of sealing oil is small and when compared to the amount of fuel used the amount is insignificant. Appendix I – ME-GI system diagram
 0
0
advertisement


Download
advertisement
Add this document to collection(s)
You can add this document to your study collection(s)
Sign in Available only to authorized usersAdd this document to saved
You can add this document to your saved list
Sign in Available only to authorized users