The target considered for this analysis is made of 50

Target CHARM: numerical analysis report
M.Delonca
Target general assumptions
Geometrical considerations
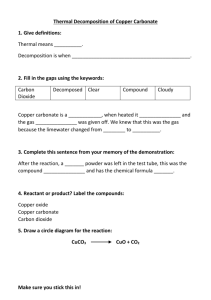
The target considered for this analysis is made of 50 identical 10 mm-thick slices of Copper fixed together thanks to 4 half-a-meter long Stainless Steel bars with threaded ends (cf Figure 1).
Figure 1: target geometry
To maintain the full assembly tight together, 4 bolts and washers are used on each side.
The aim of this study is to check the thermo mechanical integrity of the full assembly (rods of Copper and “closing system” of washer and screws) in operational conditions.
Material consideration
This target will be done in two distinct materials: Copper and Aluminum. However, it has been decided that the Aluminum target would be used with a beam intensity reduced by a factor of 4 compared to the one sent to the Copper target [1]. As a consequence, this analysis has been done considering only a copper target.
The material used for the analysis is the Copper UNS C10100 (OFE Copper) having the following main material properties [2]:
Table 1: material properties of Copper UNS C10100
Parameter
Density
Specific heat
Thermal conductivity
Thermal expansion
Young modulus
Poisson’s coefficient
Yield limit
Ultimate limit
Maxi temp of use
Melting temperature
Units kg/m 3
J/kg.K
W/m.K
K -1
GPa
-
MPa
MPa
° C
° C
Value
8938
383
387
1.77e-5
115
0.31
260
280
≈ 80
≈ 1100
For the Stainless Steel bar and locking screws, the material considered is the Structural Steel A36 [3]:
Table 2: material properties of Structural Steel
Parameter
Density
Specific heat
Thermal conductivity
Thermal expansion
Young modulus
Poisson’s coefficient
Yield limit
Ultimate limit
Maxi temp of use
Melting temperature
Units kg/m 3
J/kg.K
W/m.K
K -1
GPa
-
MPa
MPa
° C
° C
Value
7850
434
60.5
1.2e-5
200
0.3
250
460
≈ 600
≈ 1400
As a matter of fact, the maximum temperature should stay below the melting point of the material and the maximal stress below the yield limit to prevent any plastic region. Furthermore, it is advise for the Stainless Steel part to maintain the temperature below the maximum temperature of use, temperature after which the mechanical properties decrease significantly.
Beam consideration
The beam parameters used for this analysis are representative of the worst possible beam load [4].
Table 3: beam parameters
Parameter
Number of particles
Pulse time
Pulse period ơ x
* ơ y
Beam Energy
Power deposited
Units
- ms sec mm
GeV
W
Value
5.10
11
350
7.6
6.6 * 8
24
90
Numerical results
All the numerical analyses have been conducted considering one fourth of the complete geometry thanks to the double symmetry of the assembly. The initial state of the assembly that has been considered is the following:
temperature at room temperature (22 ° C),
no pre-constraints,
assembly considered without any support.
Two types of analyses have been done: a one-pulse transient analysis and a steady state analysis. The main difference between those two types of analysis is that no time consideration is done for the steady state one. It is thus the result of the equilibrated state. A steady state analysis gives a good approximation of the final state of an object under a pulsed beam, where multiples pulses are hitting the object.
1 pulse analysis
This is a transient analysis, performed for duration of one single beam pulse.
Figure 2: Temperature rise at the end of one beam pulse
The corresponding increase of temperature is lower than 1 K.
An analytical estimation has been done to compare with the numerical results. It considers the exchange as adiabatic and neglects the diffusivity effect within the material:
𝛥𝑇 =
𝐸 ∗ 𝜌. 𝐶 𝑝
(1)
Table 4: numerical vs analytical estimation, one-pulse analysis
Value
Analytical estimation
0.77
Numerical result
0.54
% of difference
30
The difference between the both results can be explained by the length of the pulse time. Indeed, it is quite long and thus, the diffusivity of the temperature within the material has time to start and allows a lower final temperature.
Steady state analysis
Steady analysis: thermal part
For the steady state analysis, it has been assumed that the target is only passively cooled through radiation with ambient. In this case, the contact that will exist between the support of the assembly and the target itself is not considered. This assumption is conservative since it is considering the cooling to be done only by radiation and not also thanks to the evacuation of the heat through the other piece of the support.
The following analytical formula allows the temperature at the surface of the target to be estimated:
𝑃(𝑊) = 𝜀 ∗ 𝜎 ∗ 𝑆 ∗ (𝑇
𝑆
4
− 𝑇 𝑎𝑚𝑏
4
) (2) with ε = emissivity value, ơ = Stefan-Boltzmann constant, S = emission surface, T s
= temperature at the surface and T amb
= ambient temperature.
For the emissivity value ε of the copper, a conservative value of 0.07 has been considered which stand for a highly polished copper. In practice, the emissivity value of the copper can go from 0.07 in case of highly polished copper to 0.8 for an oxidized copper. Consequently, the calculated temperature is an upper limit since it represents the worst case.
The field of temperature increase obtained numerically with the pre-mentioned condition is shown
Figure 3.
Figure 3: Steady State field of temperature gradient
A comparison has been done between the numerical results and the analytical ones. Results are presented in the following table:
Table 5: numerical vs analytical estimation, steady state analysis
Value
Analytical estimation
360
Numerical result
368
% of difference
2.3
The comparison of the results shows a good agreement between theoretical and numerical results.
Time to reach steady state
To have an idea of the time necessary to reach the final steady state temperature, a transient thermal analysis has been performed. Results are presented in the following Figure.
Time to reach steate state condition
400
350
300
250
200
150
100
50
0
0 5 10 15 20 25
Time (hour)
30 35 40 45 50
Figure 4: time to reach state state
On the Figure 4, it is shown that the steady state condition will not be reached before about 40 hours. This can be explained by the fact that the cooling is here passive which make the process being quite long.
Comments on thermal results:
At that temperature, none of the materials risk to melt. However, the copper will, at that point, be considered as annealed and thus, its mechanical properties will change (cf Figure 5).
Figure 5: behavior of copper under temperature
On this Figure, it is shown that for 375 ° C, in 10 minutes, the Vickers hardness reduces of 50%. The copper is then considered as totally annealed.
The properties of the copper will more or less stay the same except for the yield strength and the limit strength as presented in the table below:
Table 6: mechaical properties of hard and soft copper
Parameter
Yield strength
Limit strength
Units
MPa
MPa
Hard copper
260
280
Soft copper
60
160
Steady analysis: structural part
With such a high steady-state temperature in the target, it exists a risk of too high thermal expansion leading to a damage of the fixation and locking system. This aspect has been checked thanks to an analytical and numerical analysis.
Any increase in temperature will result in a thermal expansion characterized by the thermal expansion coefficient α of the material as following:
𝜀 = 𝛼 ∗ ∆𝑇 𝑎𝑛𝑑 𝜀 = 𝑑𝐿
𝐿
(3)
Considering the initial length of the target of 0.5 m and the thermal expansion coefficient of the copper, for an increase of temperature of 368 K, the target should expand of 3.2 mm in total.
A numerical analysis has been done to confirm this value. Figure 6 shows the thermal expansion deformation due to the steady state field of temperature.
Figure 6: thermal expansion due to the steady state field of temperature, in mm
One can see that an expansion of about 1.6 mm happen in both sides. This expansion will have to be compensated. At the actual state of the design, the locking system would risk to be exposed to a high load.
Figure 7 shows the resulting stresses (for the field of temperature shown Figure 3) on the locking system.
Figure 7: field of Von-Mises stress on washer and screw locking system
If considering the yield limit at 250 MPa, it is clear on the Figure 6 that the washer will almost entirely enter in plasticity and possibly break (the value over the plastic limit are not representative of the real state of stress since no plastic curve has been implemented for the definition of the considered material).
This is not acceptable and an alternative solution must be chosen for the locking system.
Comments on results / conclusion
The thermo-mechanical analysis shows that, if considering the worst thermal loading case, there is a risk of damage or failure of the locking system. To compensate the thermal expansion due to the steady state thermal condition, it is advised to use several Belleville washers to absorb the thermal expansion. They should compensate a total of 3.2mm of expansion and their maximum charge should be as low as possible. This is important to ensure the thermal expansion to be compensated by the washer and not by the steel threaded bars.
References
[1] Target and control functional specifications for the PS-EA mixed-beam irradiation facility (MIF), M.
Brugger, EDMS 1282369
[2] JAHM Software, Inc., Release 2003, Material properties database
[3] Swanson Analysis System, Inc., ANSYS® Academic Research, Release 14.5, Material properties database
[4] Mail exchange with M. Brugger