Injection Molding Machine
COMMERCE TRADE Upgrading KLOCKNER-FERROMATIK DESMA
CommerceTrade © 2014, All Rights are reserved
COMMERCE TRADE Upgrading - KLOCKNER-FERROMATIK DESMA
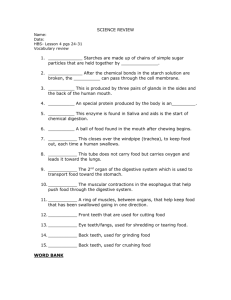
DESMA-KD 650/300 HLKEP 180 Aluminum wood
furniture
Model description
International size description
15000-3450
Clamping unit
Clamping force
[kN]
3000
Locking force
[kN]
3300
Max. mould opening stroke
[mm]
675
Min. mould height
[mm]
330
Max./enlarged mould height
[mm]
710/830
Overall size of platens/enlarged
[mm]
1385/1505
Mould platen (h x v)
[mm]
1040x950
Distance between tie bars (h x v)
[mm]
720 x 650
Ejection stroke
[mm]
200
Ejection force
[kN]
69
Retraction force
[kN]
31
Injection unit
Screw diameter
[mm]
Screw geometry
50 60 70 50 60
standard standard standard special1) special1)
L/D ratio
20 20 20 25 25
Injection pressure (up to 400 °C)
[bar]
2426 1905 1400 2426 1905
Cylinder head volume
[cm3]
530 763 1039 530 763
[g]
480 690 940 380* 540*
Max. shot weight (PS, PE*)
Rate of injection
> with accumulator
[cm3/s]
1570 1970 2290 1570 1970
Plasticising rate (PS, PE*)
[g/s]
49 76 78 41* 68*
Max. screw stroke
[mm]
270
Max. distance of nozzle retraction
[mm]
470
Max. nozzle dipping depth (SVO)
[mm]
20
Nozzle sealing force
[kN]
110
Hopper capacity
[ltr]
110
General data
Oil tank capacity
[ltr]
700
Installed electrical rating
> pump unit3)
[kW]
22
> electric screw drive3)
[»kw]
37
> capacity clamp unit3)
[»kw]
37
> heating capacity of screw cylinder
[»kw]
15 23 27 22 31
> total capacity
[»kw]
111 119 123 118 127
Dry cycles (EUROMAP 6)
[s-mm]
2,22-441
Net weight (without oil)
[»kg]
18700
Machine dimensions (l x w x h)4>
[»m]
4,65 x 1,70 x 2,70
Electric drive projection (H)5)
[mm]
454/894 758/1198 627/1097 852/1122 623/1093
COMMERCE TRADE give much emphasis on the quality and clients. We serve clients with the quality guideline of
being responsible for every working procedure, every product and every client. What we have done is for the
clients and we believe that quality is the best way to develop market. All of the products have passed the
authentication of ISO9001. Reliable and stable quality is the key to success; our products are well known at home
and abroad.
A critical machine that is out of operation could cost you thousands of dollars an hour!
One key machine that is operating at less than peak efficiency may cost you thousands of dollars a day!
Upgrading an aging machine can cost up to 90% less than buying new!
Upgrading an aging machine could reduce your energy usage up to 75%!
Company name: Commerce Trade LP
Registration ID: SL017200
Company address:
45 Rosehaugh Road,
Inverness, IV3 8SW,
Scotland, UK
e-mail: info@commercetrade.eu
Commercial representation in the Baltic States and the CIS
ETTORE TEXTILES LP
Reg.Nо. SL014654 ; Date of Registration: 06.11.2013
Address: Vienības gatve 109, Rīga, LV-1058, Latvija
EORI: GB017778003000
VAT: LV90010342850 ( 25.07.2014.)
Attorney : Sergei Kuchera
Account (multycurrency): LV73LATB0006100156715
SWIFT : LATBLV22
Bank: A/S Norvik banka
Address: E.Birznieka-Upisa street 21 ,Riga LV-1011 ,Latvia
Production and Logistics Mission
SIA KORNS
Reg. №: 40003117086
Address: Kurzemes pr. 128-38a, Riga, LV-1067, Latvija
Account (multycurrency): LV28LAPB0000066054164
Bank: AS Latvijas pasta banka
Address: Brīvības iela 54, Rīga, LV-1011
BIC/SWIFT код: LAPBLV2X
VAT - LV400031f 7086
EORI - LV40003117086
CommerceTrade © 2014, All Rights are reserved
Injection Molding Machine
COMMERCE TRADE Upgrading KLOCKNER-FERROMATIK DESMA
CommerceTrade © 2014, All Rights are reserved
COMMERCE TRADE Upgrading - KLOCKNER-FERROMATIK
DESMA-KD 650/300 HLKEP 180 Aluminum wood furniture
1. Programming Instructions
PA RT60 0703/e 1
COMMERCE TRADE Upgrading - KLOCKNER-FERROMATIK DESMA-KD 650/300 HLKEP 180 Aluminum wood
furniture Control System Programming Instructions
Valid from software version 60810i
1. General
4
2. Range of Application
5
3. Operating elements and displays
6
4. Switching on
8
5. Switching off
10
6. Displays
11
7. Programming
10
8. Appendix
27
1. General
The COMMERCE TRADE Upgrading - KLOCKNER-FERROMATIK DESMA-KD 650/300 HLKEP 180 Aluminum
wood furniture control system is a compact, microprocessor control system. It contains operating elements
and displays as well as integrated control and performance electronics components.
2. Range of application
The COMMERCE TRADE Upgrading - KLOCKNER-FERROMATIK DESMA-KD 650/300 HLKEP 180 Aluminum
wood furniture control system was developed and built for use in Regloplas temperature control units. It is
not intended for use in other applications. Use in combustible or explosive conditions is expressly forbidden.
Optional features: 20 mA serial interface or 0/4-20 mA, or analogue input/outputs 0 /4-20 mA, 0-10 V
scaleable, or digital input/outputs with F150 flowrate measurement and/or external Start/Stop.
3. Operating elements and displays of COMMERCE TRADE Upgrading - KLOCKNER-FERROMATIK DESMA-KD
650/300 HLKEP 180 Aluminum wood furniture.
1 Display of actual value at outlet temperature sensor S1. Programmed values and status data 2 Display
of set-point value SP, programmed values and status data 3 LED for display in °C 4 LED for display in °F 5
LED for heating 6 LED for cooling 7 Programming and inquiry keys 8 ON/OFF key 9 Leak-stop mode key
with LED 10 Keys for set-point value input and programming 11 Alarm reset key 12 Suction mode key with
LED
«LEAK STOP» key (unit specific) Pressing this key switches the unit to leak-stop mode. Leak-stop mode is
possible only under the following conditions: - Using water: The set-point value must lie within the run-out
temperature range P.tE of 1 to 80 °C (Section 7.7). - YES was selected under L.S. (P140smart: not available). Using thermal oil: The set-point value must lie between 0 and 155 °C. When operating with oil, the heating
capacity is limited to 60% during leak-stop mode, in order to limit thermal stress on the oil due to reduced
pump capacity. Press the «ON/OFF» key to interrupt leak-stop mode. Press the «ON/OFF» key again to
return the unit to normal operating mode (wait until OFF appears in the display). The leak-stop function can
be activated as often as desired with the temperature control unit switched off (display «OFF»).
3
42
10 11 12
1
56
7 89
PA RT60 0703/e 2
«SUCTION» key for suction/evacuation - Suction, configuration Suct. = Pu. This function is possible only if
the temperature of the heat transfer fluid is below the value P.tE. (factory setting: unit specific). If this is not
the case, the temperature control unit will first cool the fluid to this value. The «ON/OFF» LED will blink and
the «SUCTION» key LED will light up. Once P.tE. has been reached, the pump motor will switch off. After the
run-out time dt.P. has elapsed (factory setting: 5 s), the pump will run in suction mode during the time
period t.Suc. (factory setting: unit specific). To switch suction mode off during this period, press the
«ON/OFF» key. Suction mode can be initiated only once while the temperature control unit is switched off
(display showing OFF). - Evacuating the consumer, configuration Suct. = P.AIr. This function is possible only if
the temperature of the heat transfer fluid is below the value P.tE. (factory setting: unit specific). If this is not
the case, the temperature control unit will first cool the fluid to this value; the «ON/OFF» LED will blink and
the «SUCTION» key LED will light up. Once P.tE. has been reached, the temperature control unit will switch
to drainage mode during the time period t.Suc. (factory setting: unit specific). Note: When setting t.Suc. = 0,
the temperature control unit will cool to the value P.tE. and switch off.
Press the «ALARM RESET» key to reset the acoustic alarm and alarm display manually.
4. Switching on
4.1 Initial installation/Filling the heat transfer fluid Switch the main power switch on at the temperature
control unit. Once the unit’s main switch has been actuated, the RT60 control system will run a functional
test for approximately 3 s. During the test, four dots will appear in each of the display fields. Once the test
has been successfully completed, the dots will disappear, and the RT60 is ready for operation. Using water
as the heat transfer fluid: The refill valve opens independently of the RT60’s operational status. OFF will
appear in the upper display field. After the «ON/OFF» key is pressed, the set-point temperature SP will
appear in the lower display field, and the actual temperature S.1 of the internal sensor S1, will appear in the
upper display field. Cooling is activated in accordance with the set-point value. As long as sufficient heat
transfer fluid circulates in the temperature control circuit, the pump will continue to run without
interruption. Enter the desired set-point value using the keys. If the required level of heat transfer fluid is
not attained by the end of the time period d.t.L. (factory setting: unit specific), a warning message, FILL Err,
will appear in the display. Security code: To prevent the set/programmed values from being changed
inadvertently, we strongly recommend using a security code (see 7.14). The RT 60/unit security code is set to
60 at the time of delivery.
4.2 Subsequent usage Switch on the main power switch at the temperature control unit. Once the unit’s
main switch has been actuated, the RT60 control system will run a functional test for approximately 3 s.
During the test, four dots will appear in each of the display fields. Once the test has been successfully
completed, the dots will disappear, and the RT60 is ready for operation. OFF will appear in the upper display
field. Switch on by pressing the «ON/OFF» key. The set-point temperature SP will appear in the lower
display field, and the actual temperature S.1 of the internal sensor, S1, will appear in the upper display field.
Enter the desired set-point value using the keys. Security code: see 4.1
5. Switching off
5.1 By pressing the «ON/OFF» key Depending on the temperature of the heat transfer fluid, the switch-off
program runs automatically as follows: All displays and LEDs turn off, with the exception of OFF in the upper
display field. The pump and control system are switched off. The RT60 remains powered in stand-by mode.
The «ON/OFF» LED blinks: The pump continues to run. The unit cools until the heat transfer fluid reaches
the programmed pump run-out temperature P.tE. (factory setting: unit specific). The pump and control
system are switched off. The RT60 switches to stand-by mode. All displays and LEDs turn off, with the
exception of OFF in the upper display field. The current set-point value is saved.
PA RT60 0703/e 3
5.2 By previous evacuation of the consumer Press the «SUCTION» key. - Suction: Configuration Suct. = Pu.
This function is possible only if the temperature of the heat transfer fluid is below the value P.tE. (factory
setting: unit specific). If this is not the case, the temperature control unit will first cool the fluid to this value.
The «ON/OFF» LED will blink and the «SUCTION» key LED will light up. Once P.tE. has been reached, the
pump will switch off. After the run-out time dt.P. has elapsed (factory setting: 5 s), the pump will run in
suction mode during the time period t.Suc. (factory setting: unit specific). To switch the function off during
this period, press the «ON/OFF» key. Suction mode can be initiated while the temperature control unit is
switched off (display showing OFF). - Evacuation (90smart, 150smart and P140smart not valid):
Configuration Suct. = P.AIr. This function is possible only if the temperature of the heat transfer fluid is
below the value P.tE. (factory setting: unit specific). If this is not the case, the temperature control unit will
first cool the fluid to this value. The «ON/OFF» LED will blink and the «SUCTION» key LED will light up. Once
P.tE. has been reached, the pump will switch off. After the run-out time dt.P. has elapsed (factory setting: 5
s), the pump will run in evacuation mode during the time period t.Suc. (factory setting: unit specific).
5.3 By previous operation in leak-stop mode (P140smart: not available) Press the «LEAKSTOP» key. Once the
key has been pressed, the pump motor will switch off immediately. After the run-out time dt.P. has elapsed
(factory setting: 5 s), the pump will switch to suction mode. This function is possible only under the following
conditions: - Using water: The set-point value must lie within the first P.tE. range (max. 80 °C/unit specific).
The temperature of the heat transfer fluid must be below the value P.tE.. If this is not the case, the
temperature control unit will first cool the fluid down to this value. During the cooling phase, SP and ILLE will
be shown in the display fields. - Using thermal oil: The set-point value must lie between 0 and 155 °C; if it is
higher, SP and ILLE will be shown in the display fields. - YES is selected under L.S. When operating with oil,
the heating capacity is limited to 60% during leak-stop mode. During leak-stop mode, the leak-stop key LED
will be lit. To switch this function off, press the «ON/OFF» key.
5.4 Emergency off by actuating the main power switch The main power switch serves as an emergency off
switch. To block automatic restart, set P.on to no on the «ConF.» level. After the unit is switched on using
the main power switch, it must be restarted by pressing the «ON/OFF» switch (see Section 4.2). Modifying
the setting: If the P.on setting is changed to YES on the «ConF.» level, the yellow/red knob on the main
power switch must be replaced with the black version, which functions as a system switch.
6. Displays of COMMERCE TRADE Upgrading - KLOCKNER-FERROMATIK DESMA-KD 650/300 HLKEP 180
Aluminum wood furniture
6.1 Operational displays (examples)
Switch-on phase. The automatic functional test runs for approximately 3 s. During the test, four dots appear
in each of the display fields.
Control switched off. RT60 in standby mode. Main power switch on, mains on.
Displaying the actual and set- point values. Control switched on using the «ON» key. Example: Actual value
148.8 °C Set-point value 150.0 °C
Display for analogue set-point value input. The analogue set-point value can be retrieved using the keys.
PA RT60 0703/e 4
Display in interface mode. The address of the unit is shown in the lower field. Example: A.13. The
transferred set-point value can be retrieved using the keys.
6.2 Malfunction displays Malfunctions: The acoustic alarm is activated for all alarms. The relays are
activated as programmed under «ALA». Alarm messages alternate with the current display. Press the
«ALARM RESET» key once to switch off the acoustic alarm and any relay programmed to that alarm. Once
the malfunction has been corrected, press the «ALARM RESET» key again to delete the alarm message.
Before correcting any malfunction, switch off the unit at the main switch and remove plug from the mains.
The following list shows the priority of alarms in the event of more than one simultaneous alarm.
1
S1 sensor break or short circuit. Cooling is switched on.
2
Programmed maximum set-point value for unit exceeded at sensor S1. Cooling is switched on.
3
Programmed upper limit value exceeded. Unit and control system continue normal operation.
4
Programmed lower limit undershot. Unit and control system continue normal operation.
5
Electromechanical safety thermostat triggered. Cooling is switched on.
6
Electromechanical safety thermostat defective. (When present: Programmed temperature at heater
auxiliary thermostat exceeded.) Cooling is switched on.
7
The programmed flow rate has fallen below its minimum acceptable value. The heating will be switched off.
The relay function of this alarm can be suppressed in the «ALA.» FL.C.r. = no level. See level «ALA.».
8
Insufficient heat transfer fluid in unit. Heat transfer fluid must be refilled, manually (for oil) or automatically
(for water). Pump and heating remain off until the required level has been attained. Using water: Once the
alarm has been triggered, the pump will continue to run for the time period r.t.P. (factory setting: 35 s) and
switched off only if the required level of heat transfer fluid is not attained within the time period FIL.t.
(factory setting: 30 s). See also level «FILL». Using thermal oil: The pump switches off immediately. For
further information, see level «FILL». Both heat transfer fluids: The relay function of this alarm can be
suppressed on the «ALA» level by setting FILL to no. See level «ALA».
9
Maximum pump motor current exceeded. Check motor and pump for easy movement. To suppress this
alarm’s relay function, set P.cur. to no on the «ALA» level. See level «ALA». Motor runs on only two phases.
Check internal fuse F3 (20A F).
10
Minimum pump current below 0.2 A. Mains phase open. Motor running on only two phases. Check mains
cable, preliminary fuse and motor.
Display after pressing the leakstop key (leakstop mode switched off: L.S. = no.
PA RT60 0703/e 5
11
Pump motor phase or L3 phase at mains input open. Appears after«ON/OFF» switch has been actuated.
Check mains cable, back-up fuse and internal fuses F1 to F3 (20A F).
12
Low mains voltage (< 340 V). Check mains cable.
13
Malfunction at phase-sequence indicator. Appears after «ON/OFF» switch has been actuated. Switch
parameter PHAS. in level «ConF.» to no. Setting no possible only using special code (upon request). Note:
The pump’s direction of rotation will no longer be monitored and must be checked by the operator.
14
Short circuit at 24 V output. Check leads, valve solenoid, and valve plug (when present).
15
Analogue I/O option: External set-point value outside of programmed range. Check settings, scaling and
values as well as analogue input. See 7.11.
No information displayed, display dark, despite of main switch is on. Phase(s) L1 and/or L2 at electronics
mains input missing. Check mains cable, back-up fuse and internal fuses F1 to F3 (20A F).
Leak-stop mode not possible (P140smart) or switched off.
Analogue/digital converter defective. Replace complete control system.
Microprocessor ROM defective. Replace complete control system.
Microprocessor RAM defective. Replace complete control system.
Incorrect calibration values for sensors/pump current. Replace complete control system.
Incorrect unit data in memory. Reset by pressing the «ALARM RESET» key, which will load the factory
settings. Request unit-specific data from Regloplas by specifying the model number.
Appears for 3 s after dAtA Err. acknowledged (does not blink). Try to reload the factory settings by resetting.
If unsuccessful, replace complete control system.
No factory settings saved. Replace complete control system.
Set-point/actual value for leak-stop mode has been too high. Wait until P.tE. (see 7.7) has been reached or
adjust set-point value.
6.3 Informational displays
Maintenance/Service due. Service interval factory setting: 2000 h. This message disappears when the unit is
switched on using the «ON/OFF» key, but reappears as soon as the unit is switched off again. After
maintenance has been performed, enter the number of operating hours until the next procedure is due (see
separate Operating Instructions for the specific temperature control unit). Procedure: Add 2000 to the
current number of operating hours. Example: Current number of operating hours: 37821 h. Value to be
entered: 37821 + 2000 = 39821 h.
Incorrect security code entered. Enter correct security code. Factory setting: 60. Separate description see
level 7.14.
PA RT60 0703/e 6
7. Programming
7.1 Menu overview/Programming levels
(See Fig.1)
Display actual values (7.2).
Select control parameters (7.3).
Sensor input settings (7.4).
Common alarm activation (7.5).
Relay function 1/2 (7.6).
Unit configuration (7.7).
Level settings (7.8).
Individual control parameters (7.9).
Operating hours and factory settings (7.10).
Digital Inputs (7.11).
Analogue inputs/outputs (7.12).
Serial interfaces (7.13).
Security code input and modification (7.14).
Return to operating level.
PA RT60 0703/e 7
7.2 «Current actual values» level On this level, current actual values and settings can be queried.
Flow rate l/min or GPM. (Example: 12.5 l/min or GPM) Appears only when the option is present.
Controller output in % (Example: Heating 10 %). Positive value: Heating output. Negative value: Cooling
output.
Phase 1 pump motor current (Example: 2.5 A).
Phase 2 pump motor current (Example: 2.5 A).
Phase 3 pump motor current (Example: 2.5 A).
Total operating hours (Example: 37821).
Service due, in hours (Example: 2000).
Software version (Example: 606).
End of level.
Return to operating level (see Fig.1).
PA RT60 0703/e 8
7.3 «Control parameters» level Security code must be entered prior to any modifications. See 7.14.1.
On this level, the operator can choose from 10 fixed control parameter sets and one set of individually
selectable parameters.
Fixed parameter sets Fixed parameter sets designed for specific applications can be loaded to save the
operator the time-consuming task of determining the P, I, and D control parameters for heating and cooling.
If the controlled system deviates from the norm so much that none of these parameter sets provides the
desired control, an individualized set can be created. See 7.9, S.rEG. In most cases, the operator can
determine the best fixed parameter set for his application without any special knowledge of control
engineering by following these simple rules: 1. Basic setting: Parameter set 5 (factory setting). 2. If the setpoint value entered is not attained after a reasonable amount of time, the next lower parameter set should
be selected. (e.g. F.PAr. 4 instead of F.PAr. 5). 3. If the actual value exceeds the set-point value
(overshooting), or oscillates about the set point, the next lower parameter set should be selected (e.g. F.PAr.
6 instead of F.PAr. 5). A total of 10 parameter sets for controlling the temperature of the heat transfer fluid
are available. Note: The set- point value is reached most quickly when the actual value overshoots the set
point a bit. If an overshoot is not acceptable, the operator must expect a somewhat longer heat-up time.
Factory setting: 5.
Select a fixed parameter set.
Setting: 1 to 10
or input of individual control parameters. See S.rEG.
End of level.
Return to operating level (see Fig.1).
PA RT60 0703/e 9
7.4 «Sensor settings» level Security code must be entered for any modifications. See 7.14.1.
Sensor 1 input offset (Example: 0.0). Setting: -20.0 to +20.0 °C. Factory setting: 0.0.
Temperature band upper limit value with respect to current set-point value (Example: OFF). Settings: OFF;
0.1 to 99.9; 1 to 99. Display in °C/°F. Factory setting: OFF.
Temperature band lower limit value with respect to current set-point value (Example: OFF). Settings: OFF;
0.1 to 99.9; 1 to 99. Display in °C/°F. Factory setting: OFF.
Maximum programmable set-point value and electronic safety thermostat switching point (Example: 92.0).
Setting: 0 to 420 °C. Factory setting: unit specific.
End of level.
Return to operating level (see Fig.1).
PA RT60 0703/e 10
7.5 «Common alarm» level Security code must be entered for all modifications. See 7.14.1.
Activates the alarm relays (Common alarm) for the malfunctions listed below. Condition: Programming level
«rEL.» rEL.I = ALA. and/or rEL.2 = ALA.
Activates the alarm relay for insufficient heat transfer fluid in unit. Settings: YES, no. Factory setting: YES.
Activates the alarm relay when the pump motor current is exceeded. Settings: YES, no. Factory setting: YES.
Activates the alarm relay when the minimum flow rate is not met. Settings: YES, no. Factory setting: YES.
End of level.
Return to operating level (see Fig.1).
PA RT60 0703/e 11
7.6 «Relay 1/2 function» level Security code must be entered for all modifications. See 7.14.1.
Note: Each relay can be programmed for one function only.
Alarm relay Factory setting: ALA.
Alarm relay Factory setting: ALA.
Programming of any desired outlet temperature (absolute value). Range: 0.0 to 420.0. Factory setting: 0.0.
Symmetrical temperature band (Example: 5.0). Range: 0.0 to 99.0. Factory setting: 0.0.
Control activated.
Pump running.
Refill valve activated.
Heating activated.
Cooling activated.
End of level.
Return to operating level (see Fig.1).
Programming example:
Outlet temperature 85 °C
Pump running
PA RT60 0703/e 12
7.7 «Unit configuration» level Security code must be entered for all modifications. See 7.14.1.
Temperature display units and decimal place (Example: °C). Settings: °C; °F; 0.1 °C; 0.1 °F.
Heat transfer fluid (Example: Oil). Settings: OIL (oil), H2O (water). Factory setting: unit specific.
Pump run-out temperature (Example: 80 °C). Fluid is cooled to this temperature prior to switch-off (OFF) or
suction mode (SUCTION). OFF = Function off: Leak-stop and suction modes not possible. Settings: OFF; 1 to
80 °C. Factory setting: unit specific.
De/Activation leak-stop mode (Example «no»). Settings: YES or no. Factory setting: unit specific.
Suction or evacuation program (Example: Pu). Settings: Pu. = Suction using pump, P.Air = Evacuation using
compressed air. Factory setting: unit specific.
Suction or blow-out time (Example: 60 s). Settings: OFF; 1 to 500. Factory setting: 60.
Pump run-out time prior to change in direction of rotation in suction and leak-stop modes (Example: 5 s).
Settings: 3 to 30. Factory setting: 5.
Pump current in A in accordance with pump motor rating plate (Example: 1.6 A). Settings: 0.1 to 2.8. Factory
setting: unit specific.
Phase sequence/rotary field monitoring (Example: YES). Settings: YES or no Factory setting: YES. Setting no
only with special code (upon request). Setting no: The pump motor’s direction of rotation will no longer be
monitored and must be checked by the operator.
PA RT60 0703/e 13
Unit behaviour after a power failure or switch-off using main power switch (Emergency Off). Options: no
(Factory setting). The unit remains off after a power failure. YES: The unit continues to operate after a power
failure. Warning: Selecting YES disables the emergency off function. See 5.4: «Emergency off by actuating the
main power switch».
Heating pulse time (Example: 5 s). Range: 1 to 30. Factory setting: 5.
Cooling pulse time (Example: 10 s). Range: 1 to 30. Factory setting: 10.
Display field check. All display segments and LEDs alternate with dISP. Con.
End of level.
Return to operating level (see Fig.1).
14 PA RT60 0703/e
7.8 «Level» level Security code must be entered for all modifications. See 7.14.1.
To suppress an undesired alarm during automatic water refill, set the pump run-out time r.tP. to a value
greater than the refill time period FIL.t.
Pump run-out time after level monitor is triggered. (Example: 10 s). Range: 3 to 60. Using water: Factory
setting: 35. Using oil: Factory setting: 3.
Refill time period (Example: 30 s). Setting: 3 to 60. Heat transfer fluid water: Factory setting: 30. Heat
transfer fluid oil: Factory setting: 3.
Number of level insufficiencies allowed before the alarm is triggered (Example: 1). Range: 1 to 40. Factory
setting: unit specific. Using water: The counter is reset to zero every half hour. Using oil: The counter is reset
to zero every hour.
Suppressing the level alarm after mains power switched on (Example: OFF). Settings: OFF; 1 to 15 min. Using
water: Factory setting: 5. Using oil: Factory setting: OFF.
Delay until pressure-release valve opens (Example: OFF). Settings: OFF; 1 to 9 s. Factory setting: OFF.
Additional control refill valve (Example OFF). Settings: OFF, On, 1 to 30 (minutes) OFF: Function is switched
off. The refill valve is controlled by the level. On: The refill valve is switched on continuously. (Only for special
applications in the P140smart). 1…30: The refill valve is controlled als follows: If the outlet temperature rises
10 °C above the pump run- out temperature (S1 ≥ PtE. +10 °C), the refill valve will be switched on for 10 s.
This switch-on time is repeated at intervals determined by the value set (1 to 30 minutes). If the outlet
temperature drops below the pump run-out temperatures by more than 2 °C (S1 ≥ PtE. +2 °C), the refill
valve is controlled by the level (i.e. in accordance with the setting FIL.P. = OFF). Note: If the setting is On and
the outlet temperature is 10 °C above the run-out temperature (S1 ≥ PtE. +2 °C), a broken hose would result
in uncontrolled flooding. Factory setting: unit specific.
PA RT60 0703/e
15
End of level.
Return to operating level (see Fig.1).
PA RT60 0703/e 16
7.9 «Individual control parameters» level Security code must be entered for all modifications. See 7.14.1.
On this level, an individual parameter set can be entered if none of the ten parameter sets in F.Par., 7.3,
provides satisfactory control. Designing an individual control parameter set requires extensive knowledge of
control engineering.
Heating proportional band in % of 400 °C (Example: 3.0). Setting: 0.0 to 50.
Lead time «heating» in s (Example: 300). Settings: OFF; 1 to 9999.
Derivative action time «heating» in s (Example: OFF). Settings: OFF; 1 to 999.
Cooling proportional band in % of 400 °C (Example: 3.0). Setting: 0.0 to 50.0.
Lead time «cooling» in s (Example: 300). Settings: OFF; 1 to 9999.
Derivative action time «cooling» in s (Example: OFF). Settings: OFF; 1 to 999.
Neutral zone (dead band) in °C above the set point (Example: 3.0). Cooling is inactive in this band. Setting:
0.0 to 9.9 °C.
End of level.
Return to operating level (see Fig.1).
PA RT60 0703/e
17
7.10 «Operating hours and factory settings» level Security code must be entered for all modifications. See
7.14.1.
Operating-hours counter (Example: 37821 h).
Enter the number of operating hours until the next servicing procedure (Example: 2000 h). Recommended
service interval: 2000 h. After the maintenance procedure has been completed (see separate Operating
Instructions for the corresponding temperature control unit), enter the number of operating hours at which
the next procedure is due. Procedure: Add 2000 to the current number of operating hours. Example:
Counter at 37821 h. Value to be entered: 37821 h + 2000 = 39821. Options: OFF (Service interval display
deactivated); 1 to 999999.
Reload factory settings: Select YES and press the key. Settings: no, YES.
Display during loading process. After loading, the control system must be restarted.
End of level.
Return to operating level (see Fig.1).
PA RT60 0703/e 18
7.11 «Digital Inputs/Flow rate» level For changes, enter code as needed. See 7.14.1.
Minimum flow rate (Example: 2.0). Settings: 0.1 to 50 l/min. Factory setting: 2.0
Activate flow rate alarm (Example: YES). Settings: YES; no. Factory setting: YES
Flow rate display unit selection (Example: Ltr). Settings: Ltr for l/min, GAL for GPM (US) Factory setting: Ltr
Setting for heat transfer fluid kinematic viscosity at 20 °C/68 °F (Example 1.0). Settings: 1.0 to 200.0 mm2/s.
Factory setting: 1.0
Programming for the external contact function. Range 0 to 3 (Example 0). 0: When the external contact is
closed, the unit is switched off and the «ON/OFF» key is blocked. 1: When the external contact is open, the
unit is switched off and the «ON/OFF» key is blocked. 2: The unit can be switched on and off via the external
contact as follows: a) Close the external contact: Unit switches off. b) Open the external contact: Unit
switches on. 3: The unit can be switched on and off via the external contact as follows: a) Close the external
contact: Unit switches on. b) Open the external contact: Unit switches off. For 2 and 3: The unit can be
switched on and off at any time by means of the «ON/OFF» key. Factory setting: 3
End of level.
Return to operating level See Fig.1).
PA RT60 0703/e
19
7.12 «Analogue Inputs/Outputs» level (optional equipment) Security code must be entered for all
modifications. See 7.14.1.
The analogue inputs and outputs are galvanically isolated.
Analogue output 1 (Example: 4-20 mA). Settings: 4-20 = 4 - 20 mA 0-20 = 0 - 20 mA 0-10 = 0 - 10 V.
Lower limit of measuring range (Example: 0.0). Settings: -20.0 to 500.0. Display in 0.1 °C ( -4.0 to 932.0.
Display in 0.1 °F).
Upper limit of measuring range (Example: 400). Settings: -20.0 to 500.0. Display in 0.1 °C ( -4.0 to 932.0.
Display in 0.1 °F).
Measured value – Assignment to Output 1 (Example: S.1). Settings: S.1 = Actual value sensor S1 SP = Setpoint value
Analogue output 2 (Example: 4-20 mA). Settings: 4-20 = 4 - 20 mA,
0-10 = 0 - 10 V
Lower limit of measuring range (Example: 0.0). Settings: -20.0 to 500.0. Display in 0.1 °C ( -4.0 to 932.0.
Display in 0.1 °F).
Upper limit of measuring range (Example: 400). Settings: -20.0 to 500.0. Display in 0.1 °C ( -4.0 to 932.0.
Display in 0.1 °F).
Measured value – Assignment to Output 2 (Example: S.1). Settings: S.1 = Actual value, sensor S1 SP = Setpoint value
Analogue set-point value input (Example: OFF). Settings: OFF; 4-20 = 4 - 20 mA; 0-20 = 0 - 20 mA; 0-10 = 0 10 V.
Lower limit of measuring range (Example: 0.0). Settings: (-4.0 to 788.0. Display in 0.1 °F).
PA RT60 0703/e 20
Upper limit of measuring range (Example: 400). Settings: ( -4.0 to 788.0. Display in 0.1 °F).
End of level
Return to operating level (see Fig.1).
7.13 «Serial interfaces» level (optional equipment) Security code must be entered for all modifications. See
7.14.1.
Serial interface activated (Example: Protocol 1). Settings: OFF; 1 to 2; 5 to 9. 1 Arburg 4800 Bd, 20 mA-CL 2
Engel 4800 Bd, 20 mA-CL (max. 2 RT60 control systems) 3 - - 4 - - 5 Stork 4800 Bd, 20mA-CL 6 Ferromatik
Milacron 1200 Bd, 20 mA-CL 7 Klöckner Desma 4800 Bd, 20 mA-CL 8 Demag Ergotech 4800 Bd, 20 mA-CL 9
Krauss-Maffei 4800 Bd, 20 mA-CL The stored set-point value can be loaded using the keys.
Device address (Example: 1). Setting: 0 to 99. Addressing is determined by the master.
End of level.
Return to operating level (see Fig.1).
PA RT60 0703/e
21
7.14 «Enter code» and «Change code» levels 7.14.1 Enter security code (modify settings)
Enter the valid code, i.e. factory setting (60) or customised code.
Invalid security code entered.
Valid security code entered.
The security code is valid and has been accepted. The new programming value can now be entered.
Return to the beginning of the selected level.
Continue to the next parameter of this level. .
7.14.2 Changing the current code Note: The factory setting is 60.
The previously valid security code is not displayed (display 0). Settings: 0 to 9999.
Enter the previously valid security code. Factory setting (60) or customised code.
Enter the desired new code. Warning: The factory setting of 60 will be replaced. The new code will be saved
when the level «Cod.» is exited. Important: Record and save the new code in a safe location. Note for rESE.
= YES (The factory settings will be reset): The original factory security code (60) will be reloaded. If a
customised security code is desired, it must be re-entered and once again recorded.
End of level.
Return to operating level (see Fig.1).
PA RT60 0703/e 22
8. Appendix
8.1 Electrical connections Terminals 1 through to 40 are all insertable and are built into the bottom of one
side of the board. Attention: Service and maintenance procedures to the electrical equipment must be
carried out by qualified electricians only. Procedure: 1 The temperature control unit must be switched off
via the main power switch and the mains plug disconnected before correcting any malfunctions or replacing
fuses. 2 Replace defective fuses as follows: 3 Remove side panels and all connectors. 4 Remove front
panel and pull out control system. Remove cover from control system. 5 Replace defective fuse(s) with
identical models. Fuse values: Power circuit breakers 400 V F1 to 3: 20 F. Replacement part number 143100037. Power circuit breakers 440-480 V F1 to 3: 20 F. Replacement part number 143-100038. Control
component fuse F4: T 1.6 A L. Replacement part number 143-100010. See also electrical schematic.
Additional data: Supply voltage: 380 to 415 V/50/60 Hz or 440 to 480 V/60 Hz, 3PE. (Different hardware).
Back-up fuse: T 16A. All local regulations and safety guidelines must be followed when connecting the unit to
the power mains. The RT60 control system is equipped with a direction of rotation monitor. In the event of
incorrect phase sequence, two phases are switched automatically to ensure that the pump operates in
positive pressure mode. Exception: Setting ConF. PHAS = no. Direction of rotation monitoring is switched
off, and the correct direction of rotation of the pump must be checked by the operator.
8.2 Replacing the RT60 control system Procedure: 1 Switch off the RT60 using the «ON/OFF» key. 2 Switch
off the main power switch and disconnect mains plug. Remove side panels and all connectors. 3 Remove
four screws from the front panel and pull out the control system. 4 Slide the new control system in and
screw front panel back into place. Reinsert all connectors correctly. 5 Reattach side panels. 6 Plug in mains
plug, turn on main power switch, and press the «ON/OFF» key.
Check all settings as described in Section 8.3, «Unit-specific settings» for the temperature control unit model
used and set as necessary.
PA RT60 0703/e
23
8.3 Unit-specific settings Level Parameter 90smart Using water 150smart Using water
150smart Using oil
P140smart Using water
Individual setting Heat transfer fluid: 7.3 F.PAr. F.PAr. 5 5 5 5
7.4 Sen. OF.S.1 0.0 0.0 0.0 0.0 S.1.¯ OFF
OFF OFF OFF S.1._ OFF OFF OFF OFF S.1.¯ ¯ 92.0 92.0 155.0 145.0
7.5 ALA. FILL YES YES YES YES
P.cur. YES YES YES YES FL.C.r YES YES YES YES
7.6 rEL. rEL.1 ALA. ALA. ALA. ALA. rEL.2 ALA. ALA. ALA.
ALA.
7.7 ConF. dEG. °C °C °C °C MEd. H2O H2O OIL H20 P.tE. 80 80 80 60 L.S. YES YES YES no Suct.
Pu Pu Pu Pu t.Suc. 60 60 60 OFF dt.P. 5 5 5 5 P.cur. 1.6 1.6 1.6 Rating plate motor PHAS YES YES YES YES
P.on no no no no c.t.h. 5 5 5 5 c.t.c. 10 10 10 10
7.8 FILL r.t.P. 35 35 35 35 FIL.t. 30 30 30 30 n.LE. 1
1 1 20 d.t.L. 5 5 OFF 5 d.t.r. OFF OFF OFF 5 FIL.P. OFF OFF OFF 10
7.9 S.rEG. - - - 7.10 rESt h.
S. 2000 2000 2000 2000 rESE. no no no no
7.11 dIGI FL.C. 2.0 2.0 2.0 2.0 FL.C. YES YES YES YES FL.C.
Ltr Ltr Ltr Ltr VISc. 1.0 1.0 1.0 1.0 E.S.S. 3 3 3 3
7.12 AnA. AnA.I 4-20 4-20 4-20 4-20 S.r._1 0 0 0 0 S.r.
¯1 400 400 400 400 A.Co.1 S.1 S.1 S.1 S.1 AnA.2 4-20 4-20 4-20 4-20 S.r._2 0 0 0 0 S.r. ¯2 400 400 400
400 A.Co.2 S.1 S.1 S.1 S.1 A.InP. OFF OFF OFF OFF S.r._ 0 0 0 0 S.r. ¯ 400 400 400 400
7.13 Ser. OFF
OFF OFF OFF OFF Adr. 1 1 1 1
7.14 Cod. CodE 60 60 60 60
PA RT60 0703/e 24
8.4 Terminal markings
Terminals No. Marking/Function
1 Output PE Heater 2 Output L1 Heater 3 Output L2 Heater 4 Output L3 Heater 5 Input PE Power supply 6
Input L1 Power supply 7 Input L2 Power supply 8 Input L3 Power supply 9 Output L2 Motor 10 Output L1
Motor 11 Output L3 Motor 12 Output PE Motor 13 Input Safety thermostat NC 14 Input Safety thermostat
NO 15 Output Safety thermostat COM 16 Input Level 2 17 Input Level 1 18 Output Level 19 Input Sensor S.1
Pt100 20 Input Sensor S.1 Pt100 21 - - 22 - - 23 - - 24 Output relay 2 NC 25 Input relay 2 COM 26 Output
relay 2 NO
27 Reserved 24 VDC + 28 Reserved 24 VDC GND 29 Output air inlet valve 24 VDC + 30 Output air inlet valve
24 VDC GND 31 Output Filling valve 24 VDC + 32 Output Filling valve 24 VDC GND 33 Output Air inlet valve 24
VDC + 34 Output Air inlet valve 24 VDC GND 35 Output Cooling valve 24 VDC + 36 Output Cooling valve 24
VDC GND 37 Output PE 38 Output Relay 1 NC 39 Input Relay 1 COM 40 Output Relay 1 NO Options: Digital
Inputs/Flow rate (Print 171-045812) 84 Input external On/Off command 88 Input/Output digital GND (F150
white) 89 Input flow rate measurement (F150 brown) 90 Input flow rate measurement (F150 green)
Analogue Inputs/Outputs (Print 171-045811) 101 Output analogue 1 set-point/actual value 102 Output
analogue 2 set-point/actual value 104 Input analogue set-point value 105 Input/Output analogue GND Serial
interface (Print 172-045785) 111 Serial interface 20 mA CL R/T+ 112 Serial interface 20 mA CL R/T(RT60 480VAC 50/60Hz)
PA RT60 0703/e
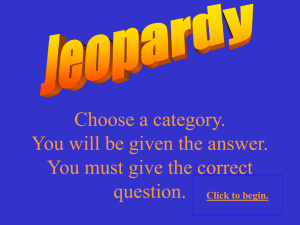
Practical values of melt correction factor for use in calculation of
shot weight for some common plastics
Automation
Melt
correction
factor
> Quality reject feature in chute; either for two or three
directions (up to 3,000 kN)
O
Material
>4, 8 or 12 quick connectors for mould cooling (up to
1,000 kN)
O
HD-PE
0,75
> Integrated temperature controllers (2 circuits)
o
LD-PE
0,73
> Integrated handling device with separate control
cabinet
o
PP
0,73
> Ergorob sprue picker with integrated control
o
PS
0,91
> Interface and control for gas injection process, 1 to 4
circuits integrated
o
SB
0.91
ABS
0.91
SAN
0.91
General
PA
0,93
> Separate power supply for both drive and heating
•
PA 6 +30 % GF
1,14
> Single-phase 230V/50Hz/10A socket in specific national
version
•
PC
0,97
PC/ABS
0,94
> Set of sockets in separate cabinet on non-operator side,
switched through main isolator and switch-off matrix, 2x
16A three-phase lECEE and 2x 10A AC shockproof plugs in
O
PMMA
0,97
> Supply voltage 400V, 3/N/PE, 50 Hz
specific national versions
•
POM
1,15
> Specific national supply voltage
O
PET
1,08
> Full guarding on injection unit operator side
•
PBT
1,08
>’’Supply voltage I/O” switch
o
CA
1,03
> Basic equipment to European safety standard (EN 201)
•
CAB
0,98
> Basic equipment in compliance with national safety
standards
o
PVC-w
1,05
> Fault indication by flashing lamp
•
PVC-h
1,15
> Fault indication by acoustic alarm
o
> Freely assignable output for fault indication
•
> Anti-vibration mounts
•
> Two-colour paint: machine in RAL 7016 dark grey,
guarding in RAL 7035 light grey,
571C MD light blue or RAL 6011 green
•
Remote Management
> Manage software on multiple units
O
>Organize by list or group to units
O
> Apply security policies by list or group
o
> Perform automatic and manual updates of software
and filters on units
o
> Monitor software on client units, and access full logs
o
>Control all units in one time
o
COMMERCE TRADE give much emphasis on the quality and clients. We serve clients with the quality guideline of
being responsible for every working procedure, every product and every client. What we have done is for the
clients and we believe that quality is the best way to develop market. All of the products have passed the
authentication of ISO9001. Reliable and stable quality is the key to success; our products are well known at home
and abroad.
A critical machine that is out of operation could cost you thousands of dollars an hour!
One key machine that is operating at less than peak efficiency may cost you thousands of dollars a day!
Upgrading an aging machine can cost up to 90% less than buying new!
Upgrading an aging machine could reduce your energy usage up to 75%!
Company name: Commerce Trade LP
Registration ID: SL017200
Company address:
45 Rosehaugh Road,
Inverness, IV3 8SW,
Scotland, UK
e-mail: info@commercetrade.eu
Commercial representation in the Baltic States and the CIS
ETTORE TEXTILES LP
Reg.Nо. SL014654 ; Date of Registration: 06.11.2013
Address: Vienības gatve 109, Rīga, LV-1058, Latvija
EORI: GB017778003000
VAT: LV90010342850 ( 25.07.2014.)
Attorney : Sergei Kuchera
Account (multycurrency): LV73LATB0006100156715
SWIFT : LATBLV22
Bank: A/S Norvik banka
Address: E.Birznieka-Upisa street 21 ,Riga LV-1011 ,Latvia
Production and Logistics Mission
SIA KORNS
Reg. №: 40003117086
Address: Kurzemes pr. 128-38a, Riga, LV-1067, Latvija
Account (multycurrency): LV28LAPB0000066054164
Bank: AS Latvijas pasta banka
Address: Brīvības iela 54, Rīga, LV-1011
BIC/SWIFT код: LAPBLV2X
VAT - LV400031f 7086
EORI - LV40003117086
CommerceTrade © 2014, All Rights are reserved
Injection Molding Machine
COMMERCE TRADE Upgrading KLOCKNER-FERROMATIK DESMA
CommerceTrade © 2014, All Rights are reserved
COMMERCE TRADE Upgrading - KLOCKNER-FERROMATIK
DESMA-KD 650/300 HLKEP 180 Aluminum wood furniture
2 . Aluminum wood furniture compositions incorporating a
particulate filler component
1. The Field of the Invention
The present invention relates to compositions and methods for manufacturing thermoplastic starch
compositions and articles made therefrom. More particularly, the present invention relates to
thermoplastic starch compositions that include a particulate filler component. The thermoplastic
starch compositions may optionally include one or more additional thermoplastic polymers blended
therewith and fibers for reinforcement.
2. The Relevant Technology
A. Sheets, Containers, and Other Articles Made From Paper, Plastic, Glass and Metal, Aluminum
and wood.
Materials such as paper, paperboard, plastic, polystyrene, and metals are presently used in enormous
quantity as printed materials, labels, mats, and in the manufacture of other articles such as containers,
separators, dividers, envelopes, lids, tops, cans, and other packaging materials. Advanced processing
and packaging techniques presently allow an enormous variety of liquid and solid goods to be stored,
packaged, or shipped while being protected from harmful elements.
Containers and other packaging materials protect goods from environmental influences and
distribution damage, particularly from chemical and physical influences. Packaging helps protect an
enormous variety of goods from gases, moisture, light, microorganisms, vermin, physical shock,
crushing forces, vibration, leaking, or spilling. Some packaging materials also provide a medium for
the dissemination of information to the consumer, such as the origin of manufacture, contents,
advertising, instructions, brand identification, and pricing.
Typically, most containers and cups (including disposable containers) are made from paper,
paperboard, plastic, polystyrene, glass and metal materials. Each year over 100 billion aluminum
cans, billions of glass bottles and thousands of tons of paper and plastic are used in storing and
dispensing soft drinks, juices, processed foods, grains, beer, etc. Outside of the food and beverage
industry, packaging containers (and especially disposable containers made from such materials are
ubiquitous. Paper for printing, writing, and photocopying, as well as magazines, newspapers, books,
wrappers, and other flat items made primarily from tree derived paper sheets are also manufactured
each year in enormous quantities. In the United States alone, approximately 5½ million tons of paper
are consumed each year for packaging purposes, which represents only about 15% of the total annual
domestic paper production.
Recently there has been a debate as to which of these materials (e.g., paper, paperboard, plastic,
polystyrene, or metal) is most damaging to the environment. Consciousness-raising organizations
have convinced many people to substitute one material for another in order to be more
environmentally “correct.” The debate often misses the point that each of these materials has its own
unique environmental weaknesses. One material may appear superior to another when viewed in
light of a particular environmental problem, while ignoring different, often larger, problems
associated with the supposedly preferred material (e.g., whereas paper is more biodegradable than
plastics and polystyrene, paper is far more polluting to the environment to manufacture).
The debate should not be directed to which of these materials is more or less harmful to the
environment, but rather toward asking whether an alternative material can be developed which will
solve most, if not all, of the various environmental problems associated with each of these presently
used materials.
B. Starch.
Starch is a plentiful, inexpensive and renewable material that is found in a large variety of plant
sources, such as grains, tubers, fruits, and the like. In many cases, starch is discarded as an unwanted
byproduct of food processing. However, because starch is readily biodegradable it does not persist in
the environment as a harmful material when disposed of. Perhaps the only harm that starch might
cause is that it can put unwanted nutrients into the water or soil into which it is discarded, which
could attract and facilitate the proliferation of certain unwanted organisms. It is this quality as a
nutrient, though, that greatly facilitates the breakdown and elimination of starch from the
environment.
Because of the biodegradable nature of starch many have attempted to incorporate starch into a
variety of materials in order to improve the environmental desirability of such materials. Starch has
been incorporated into multi-component compositions in various forms, including as a filler, binder,
or as a constituent within thermoplastic polymer blends. In addition, some have attempted to utilize
starch alone as a thermoplastic material, although with limited success due to the tendency of starch
to form retrograde crystallization products upon resolidifying, which crystallization products often
lack appropriate mechanical properties.
Starch may be added as an inert filler, typically in its native, unmodified state, which is a generally
water-insoluble, granular material. In such cases, the starch granules will normally behave as any
other solid particulate filler and will contribute little, if any, in terms of improving the mechanical
properties of the resulting material. Alternatively, starch that has been gelatinized, dried, and then
ground into a powder may also be added as a particulate filler. Although starch may be added as a
filler, its more interesting and technologically challenging uses have been in the area of using starch
as a binder, as a thermoplastically processible constituent within thermoplastic polymer blends, and
as a thermoplastic material by itself.
Although the alternative uses of starch as a water-soluble binder or as a thermoplastic material
generally require significantly different compositional formulations and process conditions in order
to successfully process them as intended, they have the common requirement that the native starch
granules must in some way be transformed or altered from being in a granular or particulate state to
being in a molten or plastic state, such as be dissolution or gelation within a solvent or by being
heated to form a starch melt. Because native starch has a melting point that approaches the
decomposition temperature, it is virtually impossible to form a starch melt without the addition of
plasticizers, solvents or other components that allow the starch to become molten, solvated or
otherwise liquified into a plastic state at a temperature that is safely below the decomposition
temperature.
Starch can be used as a “binder” in order to glue or otherwise adhere other solid constituents together
to form a heterogenous mixture of different components. At some point before or during the molding
phase, the starch is typically dissolved or gelatinized in an appropriate solvent, such as water, in
order for it to become a liquid or gel. This allows the initially granular starch to become a flowable
or plastic material into which the other components can be dispersed. Upon resolidification of the
gelatinized starch, typically by removing enough of the water by evaporation so that the starch
recrystallizes or otherwise dries out, the starch forms a solid or semi-solid binding matrix that can
bind the remaining components together. Examples of patents that teach the use of starch as a binder
and, in particular, processes for molding articles from aqueous starch mixtures include U.S. Pat. No.
5,660,900 to Andersen et al.; U.S. Pat. No. 5,683,772 to Andersen et al.; U.S. Pat. No. 5,709,827 to
Andersen et al.; U.S. Pat. No. 5,868,824; and U.S. Pat. No. 5,376,320 to Tiefenbacher et al. For
purposes of disclosing compositions, methods, and systems for molding aqueous starch mixtures that
are subsequently dried so as to form a binding matrix of dried starch which binds together discrete
solid materials such as fibers and/or particulate fillers, the foregoing patents are incorporated herein
by specific reference.
Related to the process of molding aqueous starch mixtures is the formation of sheets having
properties similar to conventional paper and paperboard by methods that do not require the use and
subsequent removal of the huge quantities of water required in conventional paper-making processes.
Examples of compositions, processes, and systems; for continuously manufacturing sheets from
aqueous starch-based mixtures in a manner that does not utilize conventional drainage or dewatering
are set forth in U.S. Pat. No. 5,736,209 to Andersen et al. and U.S. Pat. No. 5,810,961. For purposes
of disclosing composition, methods and systems for the formation of sheets from aqueous starchbased mixtures, the foregoing patents are incorporated herein by specific reference.
Many have also attempted to use starch as a thermoplastic material, either alone or as a component
within thermoplastic blends. Native starch does not typically behave as a thermoplastic material by
itself but must be heated in the presence of some kind of plasticizer. Typically, the plasticizer must
be a liquid (at least when raised to the resulting chemically compatible with starch, which is itself
highly polar due to the existence of hydroxyl groups on approximately half of the carbon atoms.
Typically, plasticizers used to assist the formation of starch melts have been either highly volatile
liquids at the melting point, such as water, or low volatile liquids, such as glycerin.
Starch melts using water as the plasticizing solvent have been referred in the art as “destructurized
starch”. Starch is said to be “destructurized” because it ceases to be a solid granular particulate as
found in its native state. Moreover, it is said to be “destructurized” because the dissolution or melting
of starch in the presence of water is an irreversible process. Starch that has been dissolved into or
melted in the presence of water can never return to its native, granular state. Upon resolidification of
a melt of destructurized starch, typically by cooling below its melting or softening point, it will yield
an essentially amorphous or semicrystalline starch material that is self-supporting or “form stable”,
but only so long as the water content is kept above at least 5% by weight of the starch and water
mixture during the entire process including during cooling, preferably above at least 10%. Otherwise,
the starch will tend to recrystallize into a brittle material instead of forming a more amorphous and
less brittle solid.
The use of “destructurized starch” as a commercial thermoplastic material has been limited for a
number of reasons, including difficulty in processing, poor long term mechanical properties, high
sensitivity to fluctuations in ambient moisture, including poor dimensional stability, and the
difficulty of forming homogeneous blends of destructurized starch with more hydrophobic polymers
that are less sensitive to fluctuations in moisture. Examples of patents that disclose the manufacture
of “destructurized starch” and blends of destructurized starch and other polymers include U.S. Pat.
No. 4,673,438 to Wittwer et al.; U.S. Pat. No. 4,900,361 to Sachetto et al.; U.S. Pat. No. 5,095,054 to
Lay et al.; U.S. Pat. No. 5,256,711 to Tokiwa et al.; U.S. Pat. No. 5,275,774 to Bahr et al.; U.S. Pat.
No. 5,382,611 to Stepto et al; U.S. Pat. No. 5,405,564 to Stepto et al.; and U.S. Pat. No. 5,427,614 to
Wittwer et al. For purposes of disclosing compositions and methods for manufacturing
“destructurized starch” compositions, including blends of “destructurized starch” and other
polymers, the foregoing patents are incorporated herein by specific reference.
Others have taught that it is preferable to greatly reduce the amount of water in starch melts by
replacing the water inherently found in starch with an appropriate low volatile plasticizer capable of
causing starch to form a thermoplastic melt below its decomposition temperature, such as glycerin,
polyalkylene oxides, mono- and diacetates of glycerin, sorbitol, other sugar alcohols, and citrates.
This allows for improved processability, greater mechanical strength, better dimensional stability
over time, and greater ease in blending the starch melt with other polymers compared to
“destructurized starch”. Thermoplastic starch materials in which most or all of the water has been
replaced by a low volatile plasticizer, either before or during processing, have been variously
referred to as “thermoplastically processible starch” and “thermoplastic starch”.
Water can be removed before processing by using starch that has been predried so as to remove at
least a portion of the natural water content. Alternatively, water can removed during processing by
degassing or venting the molten mixture, such as by means of an extruder equipped with venting or
degassing means. Examples of patents that teach the manufacture of thermoplastically processible
starch, including blends of thermoplastic starch and other polymers, include U.S. Pat. No. 5,362,777
to Tomka; U.S. Pat. No. 5,314,934 to Tomka; U.S. Pat. No. 5,280,055 to Tomka; U.S. Pat. No.
5,415,827 to Tomka; U.S. Pat. No. 5,525,281 to Lörcks et al.; U.S. Pat. No. 5,663,216 to Tomka;
U.S. Pat. No. 5,705,536 to Tomka; U.S. Pat. No. 5,770,137 to Lörcks et al.; and U.S. Pat. No.
5,844,023 to Tomka. For purposes of disclosing compositions and methods for the manufacture of
thermoplastic starch compositions, blends thereof, and articles of manufacture therefrom, the
foregoing patents are incorporated herein by specific reference.
Still others have manufactured thermoplastic starch blends in which native starch is initially blended
with a small quantity of water together and a less volatile plasticizer such as glycerin in order to form
starch melts that are subjected to a degassing procedure prior to cooling and solidification in order to
remove substantially all of the water therefrom. Examples of such patents include U.S. Pat. No.
5,412,005 to Bastioli et al.; U.S. Pat. No. 5,280,055 to Bastioli et al.; U.S. Pat. No. 5,288,765 to
Bastioli et al.; U.S. Pat. No. 5,262,458 to Bastioli et al.; 5,462,980 to Bastioli et al.; and U.S. Pat. No.
5,512,378 to Bastioli et al.
Regardless of whether water or another plasticizer is used to form a starch melt, all destructurized
and thermoplastic starch materials have been limited in the market place by the inherent mechanical
limitations of starch melts and their relatively high cost. Although many have attempted for years to
discover the “perfect” starch/polymer blend that would yield an environmentally sound polymer
while, at the same time, fulfilling desired mechanical and cost criteria, such a combination has not
yet been achieved. The reason for this is that the emphasis has been on finding the optimal synthetic
polymer or mixture of synthetic polymers and other admixtures in order to thereby “optimize” the
properties of the starch/polymer blend. One drawback is that most of the synthetic polymers and
other admixtures are themselves significantly more expensive than starch, which tends to increase
the cost of such polymer blends compared to starch melts. Another drawback is that such additives
will only be able to marginally alter the mechanical properties of the starch/polymer blends when
viewed from a materials science perspective.
In spite of the inherent economic limitations associated with thermoplastic starch blends, the focus of
researchers has remained rigidly fixed on the goal of finding the “perfect” thermoplastic polymer or
other admixture that will yield the “perfect” starch-polymer blend. Although extremely inexpensive
fillers such as naturally occurring mineral materials have been added to concrete and other building
materials, their use as an inexpensive filler within destructurized or thermoplastic starch systems has
been largely ignored. Although the aforementioned U.S. Pat. No. 5,362,777 to Tomka discloses the
inclusion of an inorganic filler, such filler component is limited to concentrations of 3% or less by
weight. Likewise, the aforementioned U.S. Pat. No. 5,427,614 to Wittwer et al. discloses the use of
an inorganic “texturizing agent” having a concentration of 1% or less. At such low concentrations,
inorganic fillers will only have a marginal impact on the cost and mechanical characteristics of the
thermoplastic or destructurized starch materials disclosed therein.
Based on the foregoing, what are needed are improved thermoplastic starch compositions and
methods for manufacturing low cost, environmentally friendly sheets, films, and molded articles
having appropriate mechanical properties similar to, e.g., paper. paperboard, polystyrene, other
plastics, metal sheets, and the like.
It would be a significant improvement in the art if such thermoplastic starch compositions allowed
for the formation of a variety of containers or other articles using existing manufacturing equipment
and techniques presently used to form articles from paper, polymer films, or moldable plastic
materials.
It would yet be an advancement in the art if such environmentally friendly thermoplastic starch
compositions could be formed from compositions that only included a fraction of the starch content
compared to other starch-based compositions presently being utilized.
It would be a significant improvement in the art if such thermoplastic starch compositions yielded
articles that were readily biodegradable and/or degradable into substances commonly found in the
earth.
From a practical point of view, it would be a significant improvement to provide thermoplastic starch
compositions and methods which allowed for the manufacture of sheets, containers, and other
articles at a cost that was comparable to or even lower than the cost of existing methods of
manufacturing articles from paper, plastics, or other materials.
It would be a further advancement in the art to provide thermoplastic starch compositions and
methods which allowed for the inclusion of less organic polymer materials while overcoming many
of the problems associated with compositions based on starch melts.
It would also be a tremendous advancement in the art to provide thermoplastic starch compositions
and methods which allowed for the inclusion of significant quantities of an inorganic filler and,
optionally fibrous materials, both organic and inorganic, within such starch compositions.
In addition, it would be an advancement in the art to provide thermoplastic starch compositions that
had improved physical properties, such as increased thermal stability, increased modulus of
elasticity, compressive strength, and toughness compared to conventional thermoplastic starch
compositions.
Such thermoplastic starch compositions and methods for manufacturing starch-based sheets, films
articles therefrom, and molded articles are disclosed and claimed herein.
SUMMARY AND OBJECTS OF THE INVENTION
The present invention is directed to compositions and methods for manufacturing thermoplastic
starch compositions having a particulate filler and, optionally, fiber-reinforcement. Such
“thermoplastic starch compositions” having a particulate filler can be shaped into a wide variety of
articles of manufacture in a manner similar to conventional thermoplastic materials.
The raw material that is used to make the thermoplastic starch compositions of the present invention
preferably comprises native, ungelatinized starch granules, although one or more starch derivatives
may also be used, either alone or in combination with native starch. Native starch granules are made
thermoplastic by mixing and heating in the presence of an appropriate plasticizer to form a starch
melt The starch melt is then blended with on, or more non-starch materials in order to improve the
properties and/or reduce the cost of the resulting thermoplastic starch composition. At a minimum, a
particulate filler component is blended with the starch melt, preferably an inexpensive, naturally
occurring mineral particulate filler (“inorganic filler”). In order to increase the tensile strength and
other desirable mechanical properties of the starch/filler blend, other admixtures such as fibers, one
or more synthetic polymers, cross-linking agents, softening agents, and the like may be included
within the thermoplastic starch compositions.
In order to create the necessary conditions required to form a starch melt, the initially solid starch
granules are mixed at high shear together with an appropriate admixture, such as a lower volatile
plasticizer or a more volatile plasticizing solvent, at a temperature and pressure sufficient to form the
starch melt. In one embodiment, the starch and admixture are blended within the barrel of a screw or
auger extruder. The extruder is heated and the screw auger within the extruder barrel is rotated in
order to heat and blend the starch and plasticizer together under relatively high shear conditions to
thereby cause the starch to form a melt. Because the melting point of native starch normally
approaches decomposition temperature, it is necessary to melt native starch in the presence of a
plasticizing admixture in order to form a workable and plastic starch melt at a temperature below the
decomposition temperature. In the case where a low volatile plasticizer is used, i.e., one that has a
vapor pressure of less than about 1 bar when heated to the melt temperature of the starch, it may be
possible to use any appropriate high shear mixing apparatus, such as a high speed food mixer.
However, in the case where a more volatile plasticizing solvent such as water is used, and where the
melting point of the starch will cause the more volatile plasticizing solvent to rapidly vaporize, it
may be necessary to maintain enough internal pressure, such as within an extruder barrel, to keep the
plasticizer from violently expanding and impeding the process of forming the starch melt. Some or
all of the volatile plasticizing solvent may be removed by venting.
Before, during or after the formation of the starch melt, appropriate additives may be blended with
the starch melt. The resulting thermoplastic starch composition is either extruded or otherwise
formed into appropriately sized beads, granules, or other storable and feedable materials, or else it is
immediately shaped into the desired article, such as sheets, films, or molded articles. In many cases,
methods and apparatus commonly used in the plastics industry may be employed with only modest,
or even no, modification in some cases.
The molten thermoplastic starch compositions are caused to solidify by cooling to below their
softening or melting point. The terms “softening point” or “melting point” shall refer to the
temperature or temperature range above which a particular thermoplastic starch composition is
sufficiently plastic and flowable such that it can be molded or formed into a desired shape, and below
which the composition solidifies to the point of being approximately form stable or self-supporting.
The quantity of plasticizer or other admixtures can be adjusted to yield thermoplastic starch
compositions having a softening or melting point greater than about 40° C. Preferably, the softening
or melting point will be in a range from about 60° C. to about 240° C., more preferably in a range
from about 80° C. to about 220° C., and most preferably in a range from about 100° C. to about 200°
C.
Adding an inorganic filler material to the starch melt greatly decreases the cost and, in some cases,
even improves the desired mechanical properties, of the thermoplastic starch compositions of the
present invention. In order to increase the concentration of inorganic filler within a thermoplastic
starch composition it will generally be desirable to increase the ratio of the volume of the inorganic
filler compared to its surface area. Thus, it will generally be preferable to select inorganic filler
particles in a manner that reduces their specific surface area. One way to do this is to select particles
that have more uniform and less irregular surfaces. For example, spherical particles have a much
lower surface area to volume ratio (i.e., lower specific surface area) than highly irregularly shaped
particles. Another strategy for decreasing the specific surface area of particle system is to use larger
particles that have a lower surface to volume ratio. Larger particles can also be blended with smaller
particles to thereby allow the smaller particles to occupy the spaces between the larger particles,
which increases the particle packing density of the particulate filler phase.
By selecting an inorganic filler that tends to minimize, or at least optimize, the specific surface area
of the filler particles, it is possible to increase the quantity of inorganic filler that can be added to the
thermoplastic starch compositions, while maintaining appropriate rheological characteristics of the
starch melt during molding and also maximizing the strength of the final solidified thermoplastic
starch composition. The reason for this is that particles having lower specific surface area have a
lower overall surface that must come into contact with the thermoplastic starch melt, which allows
for more efficient use of the binder. Moreover, the use of particle packing techniques further allows
for more efficient use of the thermoplastic starch melt since the spaces that would otherwise be
occupied entirely by the starch melt will instead be occupied in large measure by the smaller filler
particles. Increasing the particle packing density generally increases the amount of inorganic filler
that may be added while reducing the negative impact on the rheological and mechanical properties
of the composition.
In view of the foregoing, it is now possible to manufacture highly inorganically filled thermoplastic
starch compositions having improved mechanical properties. Of equal or greater importance is the
fact that space or volume once occupied by the relatively expensive thermoplastic starch binder can
now be occupied by the generally far less expensive inorganic filler component to thereby yield a
final thermoplastic starch composition having a greatly reduced volume-to-cost (or mass-to-cost)
ratio.
In general, the inorganic filler may be included within the thermoplastic starch compositions of the
present invention in a broad range from about 5% by volume up to about 90% by volume of the
thermoplastic starch composition. Depending on the specific gravity of the inorganic filler, the filler
may be included in an amount in a range from about 5% to about 95% by weight of the thermoplastic
starch compositions of the invention. In order for the filler to significantly reduce the cost of the
thermoplastic starch composition, the inorganic filler will preferably be included in an amount
greater than about 15% by weight of the thermoplastic starch composition, more preferably in an
amount greater than about 25% by weight, more especially preferably in an amount greater than
about 35% by weight, and most preferably in an amount greater than about 50% by weight.
In some cases, it may be desirable to include a fibrous material as a reinforcing component in order
to improve the strength properties of the final thermoplastic starch compositions. In general, fibers
tend to increase the tensile strength, toughness, and fracture energy of the resulting thermoplastic
starch compositions. Although fibers are generally difficult to disperse within liquids unless the
liquid is included in an overwhelmingly high proportion compared to the fibers, fibers may in fact be
blended within the thermoplastic starch compositions of the present invention due to the shearing
action to which the starch will typically be exposed during the melt process. In addition, because
starch melts typically have a fairly high viscosity, they are able to efficiently transfer the shearing
forces from the mixing apparatus down to the fiber level in order to separate the fibers and keep them
from agglomerating together, as might occur by mixing fibers using a nonviscous, Newtonian fluid
such as water.
In order to maximize the strength properties that may be imparted by the fibrous material, it will
generally be preferable to include fibers having a relatively high aspect ratio, typically greater than
about 10:1, preferably greater than about 25:1, more preferably greater than about 100:1 and most
preferably greater than about 250:1. Examples of useful fiber; include those derived from wood,
plant sources, mineral fibers, and polymer fibers.
Nevertheless, it may be desirable to add particulate fibrous fillers that may behave in a similar
fashion to inorganic mineral fillers. Such particulate fibrous materials include, for example, sawdust,
wood flour, waste bran materials from grain processing, and other generally inexpensive and
plentiful fibrous particulates. One advantage of fibrous particulates is the fact that they comprise
cellulose, which is chemically similar to starch and which would therefore be generally very
compatible with the starch binder. Within the scope of fibrous materials that could be included would
be flakes or flake-like materials, such as metallic flakes.
The fibrous material may include filaments, fabrics, mesh or mats that are coextruded, or otherwise
impregnated, with the thermoplastic starch compositions of the present invention.
In order to improve the strength and other mechanical properties of the thermoplastic starch
compositions of the present invention, the fibrous material may be included in a broad range from
0% to about 90% by weight of the thermoplastic starch-based composition. Preferably, the fibrous
material will be included in an amount in a range from about 3% to about 80% by weight, more
preferably in a range from about 5% to about 60%, and most preferably in a range from about 10% to
about 30% by weight of the thermoplastic starch compositions.
It may also be preferable in many cases to blend one or more other thermoplastic polymers with the
starch melts in order to form a starch/polymer blend. Such other thermoplastic polymers may be
added in order to improve the mechanical properties of the thermoplastic starch compositions, reduce
the sensitivity of such materials to fluctuations in ambient moisture, make such materials more water
impermeable, increase the strength and improve other mechanical properties of the resulting
thermoplastic starch compositions, and/or assist in preventing the formation of retrograde starch
crystallization products upon solidification.
The thermoplastic starch materials of the present invention may include a wide variety of different
components that can impart greatly varying mechanical and other properties to the final
thermoplastic starch compositions. Therefore, based on the teachings of the disclosure, one of
ordinary skill in the art will be able to design a thermoplastic starch composition having any one of a
wide variety of mechanical, chemical, or other properties in order to satisfy the design criteria of the
final articles to be manufactured from the thermoplastic starch compositions. More particularly,
based on the present disclosure, one of ordinary skill in the art will be able to select from among the
various components in order to maximize the desired mechanical properties while minimizing the
cost of the thermoplastic starch compositions of the present invention.
Virtually any thermoplastic material may be blended with a starch melt in order to form the
thermoplastic starch compositions of the present invention. Nevertheless, preferred polymers include
synthetic or naturally derived polymers that are sufficiently compatible with starch in order to form a
substantially homogeneously blended starch/polymer mixture. Increasing the homogeneous nature of
the starch/polymer blends will tend to create a material having more uniformly and predictably
distributed mechanical properties throughout the material. More preferred synthetic polymers include
those that are able to react with and form mechanical bonds with at least a portion of the starch
molecules within the melt. Obviously, reacting the synthetic polymer with the starch will, by
definition, form a more homogeneous final thermoplastic starch composition.
Due to the fact that the reaction sites located along the starch molecular chain are hydroxyl groups,
the most likely reaction between starch and a synthetic polymer will involve some kind of reaction
between the hydroxyl groups and the synthetic polymer, including but not limited to esterification,
etherification, substitution, the formation of acetals or ketals, and the like. Because the existence of
substantial quantities of water will tend to inhibit condensation reactions or cross-condensation
reactions (e.g., cross esterification) by driving the equilibrium toward hydrolysis, it will be preferable
when utilizing synthetic polymers to be condensed or cross-condensed with the starch to eliminate
excess water that could inhibit the condensation reactions. One way to do this is to use pre-dried
starch, such as starch that has been dried by heating in order to drive off a significant portion of the
water that naturally occurs in starch. Starch typically contains about 10-20% moisture by weight,
which is preferably reduced to below about 10%, more preferably to below about 5% and most
preferably to below about 3% by weight prior to forming the starch melt. Alternatively, the excess
water can be removed from the starch melt by evaporation prior to or while blending the starch melt
with the synthetic polymer. Finally, it may be preferable to vent, chemically or physically scavenge,
or otherwise provide for the removal of water molecules that are released during heating to form the
starch melt and/or that may be formed during condensation reactions in order to drive the
equilibrium of the condensation reaction in the forward direction.
Once the thermoplastic starch compositions have been made, they can be stored as beads, granulates
or other appropriate shapes. The thermoplastic starch beads, granulates, and the like, or a freshly
prepared batch of a thermoplastic starch composition according to the invention, can be molded
using any conventional molding means known in the art for shaping thermoplastics and other
materials, including but not limited to die press molding, injection molding, blow molding, vacuum
forming, rolling, extrusion, film blowing, laminating, coating, and the like.
Blowing or expansion agents may be included within the thermoplastic starch compositions so as to
yield final molded articles that are foamed, or which otherwise include a substantial quantity of void
spaces. For example, water may be used to yield a foamed composition in view of the operating
temperatures. Fibers premoistened with water can provide the water for such expansion or foaming.
In light of the foregoing, it is an object of the present invention to provide improved thermoplastic
starch compositions and methods for manufacturing low cost, environmentally friendly sheets, films,
articles made therefrom, and molded articles having appropriate mechanical properties similar to,
e.g., paper, paperboard, polystyrene, plastic, metal sheets, and the like.
It is another object of the present invention that such thermoplastic starch compositions allow for the
formation of a variety of containers and other articles using existing manufacturing equipment and
techniques presently used to form articles from paper, polymer films, or moldable plastic materials.
It is a further object of the present invention that such environmentally friendly thermoplastic starch
compositions can be formed from compositions that only include a fraction of the starch content
compared to other starch-based compositions presently being utilized.
It is yet an additional object that such compositions yield articles that are readily biodegradable and
or degradable into substances commonly found on the earth.
It is a further object and feature to provide thermoplastic starch compositions and methods which
allow for the manufacture of sheets, containers and other articles at a cost that is comparable to, or
even lower than, the cost of existing methods of manufacturing articles from paper, plastics, or other
materials.
It is yet another object to provide thermoplastic starch compositions and methods which allow for the
inclusion of less organic polymer materials while overcoming many of the problems associated with
conventional starch melts.
It is a further object to provide thermoplastic starch compositions and methods which allow for the
inclusion of significant quantities of an inorganic filler and, optionally fibrous materials, either
organic or inorganic, within such thermoplastic starch compositions.
It is an additional object and feature of the invention to provide thermoplastic starch compositions
that have improved physical properties, such as increased thermal stability, increased modulus of
elasticity, compressive strength, and toughness compared to conventional thermoplastic starch
compositions.
These and other objects and features of the present invention will become more fully apparent from
the following description and appended claims, or may be learned by the practice of the invention.
DETAILED DESCRIPTION OF THE PREFERRED EMBODIMENTS I. Introduction and General
Definitions
The present invention encompasses thermoplastic starch compositions that, at a minimum, include
starch, a plasticizer, and an inorganic mineral filler. Such compositions may also include fibers,
synthetic polymers, and other admixtures in order to impart desired properties to the composition
while in a melt stage as well as the final resolidified composition and articles manufactured
therefrom. The inorganically filled, thermoplastic starch compositions can be shaped into a wide
variety of articles of manufacture much like conventional thermoplastic materials.
The thermoplastic starch compositions of the present invention can generally be described as
comprising multi-component, multi-scale, micro-composites. By carefully incorporating a variety of
different materials capable of imparting discrete, yet synergistically related, properties, it is possible
to create a unique class or range of micro-composites having remarkable properties of strength,
toughness, environmental soundness, mass-producibility, and low cost.
The term “multi-component” refers to the fact that the thermoplastic starch compositions typically
include two or more chemically or physically distinct materials or phases, such as the binding matrix
comprising, at a minimum, a starch melt formed by plasticizing starch with a plasticizer, a particulate
filler and optional admixtures, such as fibers for reinforcement auxiliary polymers for added strength
and water-resistance and void spaces for lightweight and/or insulation properties. Each of these
broad categories of materials imparts one or more unique properties to the final thermoplastic starch
compositions made therefrom, as well as to the sheets, films and other articles manufactured
therefrom. Within these broad categories it is possible to further include different components such
as, for example, two or more types of inorganic fillers, fibers, and synthetic organic polymers, which
can impart different yet complementary properties to the inventive thermoplastic starch
compositions. This allows for the specific engineering of desired properties within the final articles
in conjunction with the manufacturing process.
The multi-component (and hence, multi-property) nature of the thermoplastic starch compositions of
the present invention is a significant departure from conventional materials, such as plastic,
polystyrene, paper, or metal, which are essentially single component systems. Sheets, films, or
molded articles made from single component materials are generally limited to having the particular
properties of the material from which they are made. For example, films or sheets that are brittle
generally cannot be bent or folded without damaging the films or sheets, while films or sheets that
are flexible are insufficiently rigid to provide other desired mechanical properties. In contrast, the
multi-component nature of the materials of the present invention allows for the introduction of
multiple and/or specially engineered properties to allow for the manufacture of an almost endless
variety of articles from such thermoplastic starch compositions.
The term “multi-scale” refers to fact that the compositions and materials of the present invention are
definable at different levels or scales. Specifically, within the thermoplastic starch compositions of
the present invention there is typically a macro-component composition in the range from about 10
nanometers to as high as about 10 mm, a micro-component composition in the range of about 1
micron to about 100 microns, and a submicron component. Although these levels may not be fractal,
they are usually very similar to each other, and homogeneous and uniform within each level.
In some cases, the materials may be reinforced with fibers. The term “fiber-reinforced” is selfexplanatory, although the key term is “reinforced”, which clearly distinguishes the compositions of
the present invention from conventional paper or paper products. Conventional paper relies on “web”
physics, or intertwining of fibers, to provide the structural matrix and mass, as well as the binding, of
the paper. However, the binding matrix in the compositions of the present invention involves the
interaction between The thermoplastic starch phase, inorganic mineral filler component, optional
fibers, and other optional components. The fibers act primarily as a reinforcing component to
specifically add tensile strength, toughness, and flexibility but are not joined together by web physics
to any substantial degree.
Finally, the term “micro-composite” refers to the fact that the thermoplastic starch compositions are
not merely a compound or mixture but a designed matrix of specific, discrete materials on a microlevel, which are of different sizes, shapes, and chemical make-up. The materials are sufficiently well
bound and interactive so that the unique properties of each are fully evidenced in the final composite
(e.g., the tensile strength of the composition has a direct correlation to the tensile strength of the
fibers and thermoplastic starch phase).
In light of these definitions and principles, thermoplastic starch materials can be combined with
inorganic fillers and other components and molded into a variety of products, including films, sheets,
and molded articles having properties similar to those of conventional thermoplastic or paper
materials. Articles made therefrom can substitute for articles made from paper, plastic, polystyrene,
and even metal. Films and sheets can be cut and formed (such as by bending, folding or rolling) into
a variety of containers and other articles of manufacture. The thermoplastic starch compositions of
the invention, including sheets, films, or articles molded therefrom, are particularly useful in the
mass production of disposable containers and other packaging material, such as used in the fast food
industry.
A. Thermoplastic Materials Aluminum
The term “thermoplastic materials” is understood in the art and used herein to denote compositions
and materials that are generally capable of repeatedly softening when appropriately heated and
hardening when subsequently cooled. “Thermoplastic materials” are generally in a solid or form
stable state below the melting point or softening range, while generally being in a plastic or flowable
state above the melting point or softening range. The term “solid” means that the material is
sufficiently hardened, nonplastic or nonflowable such that it will substantially maintain its shape
without external support. Of course, “solid” materials may have a degree of resilience, bendability or
deformability and yet maintain their characteristic as being a “solid”. As used in the specification and
appended claims, the term “melting point” shall be understood to refer to both the discrete melting
points of more crystalline polymers and the melting or softening ranges of more amorphous
polymers, unless otherwise specified.
The terms “plastic” and “flowable” are used in conjunction with materials that can be molded or
otherwise shaped or deformed without causing significant damage to the structural matrix of the
material upon resolidification. Thus, while a solid material may be bent or otherwise deformed, there
is a point after which further movement or deformation could cause the structural matrix to rupture,
crack, or otherwise weaken irreversibly. Plastic or flowable materials, on the other hand, are
characterized as being able to be shaped and deformed as desired while yielding a final solidified
article having the same general strength properties upon solidification regardless of the degree of
deformation while in a plastic state when normalized for variables such as thickness, size, shape,
texture, molecular orientations, and the like. One of ordinary skill in the art will generally know by
observation and experience whether a given thermoplastic material should considered to be a “solid”
or “nonplastic” on the one hand or “plastic” or “flowable”.
A thermoplastic material is characterized in that it may be shaped into a desired article by first
heating the material to a temperature above its melting point or softening range to form a flowable or
plastic melt. The thermoplastic melt may then be shaped into a desired article. Thereafter, or
substantially at the same time of shaping, the shaped material is cooled sufficiently to cause it to
harden or solidify and thereby form the desired article or intermediate material. The intermediate
material may be further shaped or manipulated by reheating it to form a melt phase and then cooling
to resolidify the shaped material.
The degree of crystallinity can affect whether or not a thermoplastic polymer has at distinct or abrupt
melting point. In general, the more crystalline a polymer is, the more distinct will be its melting
point. Conversely, more amorphous polymers tend to soften, melt and solidify over a range of
temperatures. Thus, amorphous polymers do not have a distinct melting point but rather a softening
or melting range. Because of this, more amorphous polymers have greater “melt stability”. That is,
they can be melted and then shaped under conditions of high shear and pressure over a relatively
broad range of temperatures without abruptly solidifying like more crystalline polymers. The
softening or melting range generally becomes even broader as variability in the molecular weight of
the individual polymer chains increases, which tends to further inhibit crystallization of the polymer
molecules.
The temperature at which a more amorphous polymer becomes soft enough to be shaped is generally
significantly lower than the melting point of a more crystalline form of the same polymer. In other
words, the softening or melting range of a more amorphous polymer may be substantially lower than
the melting point of a more crystalline form of the same polymer. Thus, more amorphous polymers
can often be shaped at lower temperatures compared to similar polymers that are more crystalline.
Conversely, more crystalline polymers may solidify more abruptly when cooled to below the melting
point but will also exhibit greater dimensional stability when subsequently subjected to heat. More
amorphous polymers tend to have greater flexibility and bending endurance while more crystalline
polymers are more rigid and have a greater Young's modulus.
Because more crystalline polymers have a more abrupt melting point above which the polymer is
plastic and flowable and below which the polymer is a crystalline solid, further cooling of a
crystalline polymer below its melting point will typically cause only minor incremental changes in its
physical properties, if at all. On the other hand, more amorphous polymers, in addition to having a
softening range, have what is known in the art as a “glass transition temperature” somewhere below
the softening point or melt temperature at which they first become solid and dimensionally stable.
Below the glass transition, temperature, amorphous polymers become considerably more rigid and
brittle, while above this temperature they tend to be increasingly flexible and elastic. Thus,
amorphous polymer exhibit greater dimensional stability and have increased modulus of elasticity
below the glass, transition temperature. Conversely, they are more flexible, pliable and elastic above
the glass transition temperature, although they may still have sufficient dimensional stability and
resilience so as to be considered to be a “solid”. Although the glass transition temperature is often
reported as a single value, it is known that the glass transition may actually occur over a temperature
range and it is attributed a kinetic meaning.
In some cases it may be possible to control the degree of crystallinity of a polymer by the manner in
which a polymer melt is cooled. Cooling the polymer melt gradually as the temperature approaches
the melting or softening point will increase the tendency of the polymer to become more crystalline.
This is because slowly cooling the polymer allows the individual molecules to reorder themselves
into more of a crystalline structure before the polymer actually becomes solid. Conversely, cooling a
polymer melt more rapidly tends to maintain the polymer in a less crystalline and more amorphous
state by quickly “freezing” (sometimes referred to as “quenching”) the individual molecules in a
more random state before they have an opportunity to arrange themselves into a more crystalline
structure.
In general, the term “thermoplastic material” is distinguished from “thermoset materials”, which
generally cannot generally be resoftened by reheating once they have been set into a permanent
shape by heating or by the action of heat and pressure. Nevertheless, in the context of the present
invention, it should be understood that the term “thermoplastic materials” may include a fraction of
some materials which, by themselves, are not necessarily completely remeltable once solidified
following initial melting, although in most cases the overall thermoplastic starch materials will
exhibit classic thermoplastic behavior.
The term “thermoplastic starch composition”, as used in the specification and the appended claims, is
broadly defined to include any thermoplastic composition or blend having thermoplastic starch as a
constituent. The only other limitation of the term “thermoplastic starch composition” within the
context of the present invention is that the composition will include a filler component as a discrete
phase that is dispersed throughout the thermoplastic phase. Hence, the term “thermoplastic starch
composition” is limited to those thermoplastic starch materials that include the aforementioned filler.
The filler component may include an organic filler, an inorganic filler, or both. In its broadest sense,
the term “filler” may include both fibrous materials and particulate particles. The thermoplastic
starch compositions may also optionally include other polymer materials for altering the properties
of the thermoplastic phase, cross-linking agents, phase mediators, softeners, humectants, and other
admixtures for engineering desired properties into the final thermoplastic starch composition.
Because native starch is generally incapable of behaving as a thermoplastic material by itself, or by
itself in combination with a particulate filler, it will generally be understood that the starch melt
component will further include some kind of melt-initiating agent that can cause the starch to behave
in a thermoplastic manner. In order to distinguish the thermoplastic starch component from the
overall thermoplastic starch composition, the terms “thermoplastic starch” or “thermoplastic starch
component” shall refer to the fraction of the overall thermoplastic starch composition comprising a
starch melt. The term “starch melt” shall be broadly understood to include starches that are in a
molten state, as well as starch materials that have previously undergone a melt but that have
subsequently become solidified. Thus, the term “starch melt” shall be synonymous with any
thermoplastically processible starch material, whether in a molten or solid state, that was originally
formed by melting starch in the presence of a plasticizer.
Both low volatile plasticizers having a vapor pressure of less than 1 bar at the melt temperature of the
thermoplastic starch composition (e.g., glycerin and sorbitol) and volatile solvents having a vapor
pressure greater than 1 bar at the melt temperature (e.g., water) fall within the general classification
of “plasticizers” and “melt initiation agents”.
The thermoplastic starch compositions comprise a heterogeneous, though a preferably
homogeneously mixed, mixture of at least two discrete phases, namely a thermoplastic phase, a solid
filler phase, and other optional phases. The thermoplastic phase will typically comprise starch, a
plasticizer, and optionally one or more other polymer materials or liquids that can be mixed or
interspersed sufficiently with the starch so as to essentially constitute a single “thermoplastic phase”.
The thermoplastic phase, whether a homogeneous material or a heterogeneous blend of hydrophobic
and hydrophilic thermoplastic phases, is characterized as generally being capable of forming a melt
by heating to above a temperature, a temperature range, or a series of temperatures or temperature
ranges and then resolidifying when cooled sufficiently. As such, the thermoplastic phase is able to
first become molten and then resolidified in order to bind the other components or phases together.
The solid filler phase, on the other hand, will typically comprise a plurality of individual particles or
fibers dispersed throughout the thermoplastic phase that themselves will not generally undergo a
phase change to form a melt. Instead, the filler phase will remain as a discrete discontinuous solid
phase interspersed throughout and among the continuous thermoplastic phase. Although it is possible
for the filler to also interact with the thermoplastic phase, the filler will generally not assist in
binding the components together. The solid filler phase will typically include discrete particles, such
as inorganic particles.
Other discrete phases may include a fibrous phase, comprising either organic or inorganic fibers, an
organic filler phase comprising organic particles, and other organic or inorganic materials that may
be in any state such as solid, gel, liquid, or gas and which for some reason do not become
substantially commingled with the thermoplastic phase so as to be considered part of that phase.
Because each of the materials within any of the phases in the thermoplastic starch compositions can
be selected to impart a unique property to the overall material, it will be possible to microstructurally
engineer a thermoplastic starch material best suited for a particular use based on given performance
criteria of e.g., cost, strength, durability, degradability, esthetic appeal, density, flexibility, and the
like.
B. Sheets, Films, Containers, and Other Articles Made From Thermoplastics Starch Compositions
The term “sheet” as used in this specification and the appended claims is intended to include any
substantially flat, corrugated, curved, bent, or textured sheet made using the thermoplastic starch
compositions and methods described herein. The only essential compositional limitation is that the
binding matrix, or thermoplastic phase, comprise starch that has been processed to form a
thermoplastic starch melt prior or during the sheet-making process. The sheets may also include
organic coatings, printing, other sheets laminated thereto, etc. The sheets within the scope of the
present invention can have greatly varying thicknesses depending on the particular applications for
which the sheets are intended. The sheets can be as thin as about 0.001 mm or as thick as 1 cm or
greater where strength, durability, and or bulk are important considerations.
The term “film” is not inherently differentiating from the term “sheet” except that “film” normally
denotes a very thin sheet. Films are often formed by processes that are different from how sheets are
normally formed, such as by film blowing rather than sheet calendering. In general, films will be
defined as sheet-like articles having thicknesses as low as about 1 micron and up to about 1 mm.
The term “molded article” shall refer to articles that are shaped directly or indirectly from
thermoplastic starch compositions using any molding method known in the art for thermoplastic
materials. Articles formed by melting and remolding intermediate sheets are also “molded articles”
within this definition.
The term “converted article” shall refer to articles that are shaped from sheets, films, or other articles
made from thermoplastic starch compositions without a complete remelting step. An example of a
“converted article” is a box that is made by cutting, bending, and then gluing a sheet formed from a
thermoplastic starch composition of the present invention. Of course, some spot thermoplastic
adhesion may be possible to adhere a thermoplastic sheet to itself or another sheet or article without
the need to apply a separate adhesive.
The term “container” as used in this specification and the appended claims is intended to include any
article, receptacle, or vessel utilized for storing, dispensing, packaging, portioning, or shipping
various types of products or objects (including, but not limited to, food and beverage products).
Specific examples of such containers are set forth in detail below and include, among others, boxes,
cups, “clam shells,” jars, bottles, plates, bowls, trays, cartons, cases, crates, cereal boxes, frozen food
boxes, milk cartons, bags, sacks, carriers for beverage containers, dishes, egg cartons, lids, straws,
envelopes, or other types of holders.
In addition to integrally formed containers, containment products used in conjunction with containers
are also intended to be included within the term “container.” Such articles include, for example, lids,
liners, straws, partitions, wrappers, cushioning materials, utensils, and any other product used in
packaging, storing, shipping, portioning, serving, or dispensing an object within a container.
An advantage of the thermoplastic starch compositions of the present invention (as well as
containers, films, printed materials, or other articles made therefrom) is that their disposal impacts
the environment far less than paper, paperboard, plastic, polystyrene, glass, or metal products. The
sheets and articles of the present invention are both readily recyclable and, even if not recycled, will
readily degrade and decompose when exposed to moisture, pressure, and other environmental forces
into components that are complementary to the components of the earth. The starch component will
dissolve slowly in water and will then be quickly degraded by microbial action. Many synthetic
polymers are also biodegradable. Organic fillers and fibers may also be biodegradable and are
included in far lesser amounts to begin with compared to paper. The inorganic filler is inert and will
be generally compatible with the earth.
II. Phases and Components
A. Thermoplastic Phase Wood
The terms “phase” and “phases”, when used in context with the thermoplastic compositions of the
present invention, shall refer to the discrete layers or compositional discontinuities within the
thermoplastic starch composition. The term “physical state” shall be used to refer to whether a
material is a gas, liquid or solid.
The term “thermoplastic phase” is so defined because its plasticity, or ability to flow and be
deformed, changes as a function of temperature. When heated sufficiently it flows, and when cooled
sufficiently it become substantially solidified. The thermoplastic phase will be in a substantially solid
state when cooled sufficiently below its melting point or softening range, and in a substantially liquid
or semi-liquid state when heated sufficiently above the melting point or softening range. In general,
whether the overall thermoplastic starch compositions are plastic or solid will usually be determined
by the physical state of the thermoplastic phase and not the other phases dispersed therein. Thus,
when the thermoplastic phase is heated to become plastic, the overall thermoplastic starch
composition will itself behave in a substantially plastic manner so that it may be shaped into a
desired article of manufacture, even though it may contain solid particles or fibers dispersed therein.
Similarly, when the thermoplastic phase is thereafter cooled sufficiently so that it becomes
resolidified, the overall thermoplastic starch composition will behave as a solid rather than a
flowable material, though it is possible for flowable liquids to remain encapsulated within the
substantially solidified composition.
In contrast to the thermoplastic phase, the solid phases and optional gaseous phases, dispersed
throughout the thermoplastic phase may not themselves undergo any change of physical state change
during processing and molding. Nevertheless, because the solid phase and optional gaseous phases
are generally disperse phases comprised of discontinuous particles or bubbles, they may generally be
considered to be passive constituents within the thermoplastic phase matrix, although these particles
and bubbles will often affect the physical and mechanical properties of the thermoplastic starch
compositions. Because the solid and optional gaseous phases comprise relatively small particles or
spaces within the continuous thermoplastic phase, the overall thermoplastic starch composition can
act as either a solid or flowable material on a macro level though it may contain dispersed materials
having different physical states on a micro level.
The thermoplastic phase will also act as a binding matrix that will encapsulate the other phases and
hold them together when the thermoplastic phases is in a solid state. Nevertheless, it should be
understood that the other phases dispersed throughout the thermoplastic phase will often interact
with the thermoplastic phase, both mechanically and chemically, in many cases. Some phases may
simply act as passive constituents that interrupt the thermoplastic phase, while other phases may
actually strengthen the composition by forming mechanical and/or chemical links between different
regions of the composition on a macroscopic level. Other phases may primarily affect the density,
flexibility, texture, and esthetic appearance of the composition rather than strength. In order to obtain
the most beneficial effects from the various phases and components within the thermoplastic starch
compositions, one of ordinary skill can select the components within the thermoplastic phase that
will maximize the synergistic effect between the various components in order to provide the best
mechanical properties at the least cost. This process of properly selecting components having the
best synergistic interaction may be referred to as “microstructural engineering”.
The thermoplastic phase will, at a minimum, include starch and a plasticizer that is capable of
causing the starch to behave as a thermoplastic material that can form a melt when heated rather than
thermally decomposing. The thermoplastic phase may also include one or more additional
constituents that can improve the mechanical and/or chemical properties of the thermoplastic phase.
In many cases, one or more additional thermoplastic polymers can be added, such as a hydrophobic
biodegradable polymer that will make the overall thermoplastic starch composition less sensitive to
fluctuations in ambient moisture. In addition, or in lieu of additional polymers, the thermoplastic
phase may include substances that chemically react with or physically associate with the starch in
order to impart desired properties of e.g., strength and resistance to fluctuations in moisture, such as
cross-linking agents, softeners, sealers, phase mediators or humectants. Still other constituents within
the thermoplastic phase may simply be solids, liquid, or gases that are dissolved or otherwise mixed
throughout the thermoplastic phase in a manner such that they are not thereafter identifiable as a
phase that is significantly distinct from the thermoplastic phase.
In the case where the thermoplastic phase includes a synthetic or natural polymer in addition to the
thermoplastic starch fraction, the thermoplastic phase will often contain two or more thermoplastic
subphases that are preferably substantially homogeneously mixed together but which nevertheless
may constitute distinct subphases at the microscopic level. In a mixture of polymers, the polymer
chains of one type of polymer will tend to associate with themselves rather than with the polymer
chains of another type of polymer. In many cases, the two or more polymers will have varying
degrees of hydrophilicity or hydrophobicity, giving them varying degrees of chemical compatibility.
Just like water and oil, which are generally immiscible in each other and which tend to separate into
distinct phases, so too will more hydrophilic polymers tend to resist blending with more hydrophobic
polymers. Nevertheless, just like water and oil, which can be temporarily blended together through
vigorous mixing conditions, so too can different polymers be blended together using high shear
mixing conditions when heated to become thermoplastic and, hence, Theologically compatible. Upon
cooling to resolidify the thermoplastic subphases, the polymers will remain mechanically mixed
together in either a solution, as an interpenetrating network of polymeric subphases, or a combination
of the two. Whereas water and oil will tend to separate into distinct phases over time, solidification
of the blended polymers will, in essence, mechanically interlock the two or more different polymer
subphases and prevent them from separating into larger, more distinct subphases.
The thermoplastic phase will generally comprise from about 10% to about 95% by volume of the
thermoplastic starch composition, preferably from about 10% to about 90% by volume, more
preferably from about 20% to about 80% by volume, and most preferably form about 30% to about
70% by volume. The relative concentrations of the thermoplastic starch and other polymeric
subphases will be discussed hereinafter.
1. Starch
The starch component of the thermoplastic phase may comprise any known starch material,
including one or more unmodified starches, modified starches, and starch derivatives. Nevertheless,
preferred starches, both from the standpoint of cost and of processability, will include most any
unmodified starch that is initially in a native state as a granular solid and which will form a
thermoplastic melt by mixing and heating in the presence of an appropriate plasticizer. Starch is a
natural carbohydrate chain comprising polymerized glucose molecules in an α-(1,4) linkage and is
found in nature in the form of granules. Such granules are easily liberated from the plant materials by
known processes. Starch granules include two different types of polymerized glucose chains:
unbranched, single-chained amylose and branched multi-chained amylopectin.
In general, starch granules have a coating or outer membrane that encapsulates the more water
soluble amylose and amylopectin chains within the interior of the granule. This outer shell makes
unmodified native starch granules generally insoluble in water at room temperature. However, when
heated in the presence of water or other polar solvent such as glycerin, the solvent is able to soften
and penetrate the outer membrane and cause the inner starch chains to absorb water and swell. This
swelling will, at some point, cause the outer shell to rupture and allow the irreversible gelatinization
or destructurization of the starch granule. This process is irreversible because, once gelatinized or
destructurized, starch can never revert to its native, cold water-resistant, granular state. The exact
temperature at which starch will gelatinize in a given plasticizing solvent depends on the type of
starch. In general, the higher the amylose content, the higher the gelatinization temperature in water
due to the greater insolubility of amylose compared to amylopectin. In the presence of mixing, such
as high shear mixing, the rate of melting or destructurization is greatly increased.
Once gelatinized or destructurized, the various starch polymer chains comprising amylose and
amylopectin polymers, which are initially compressed within the granules, will stretch out and form
a generally disordered intermingling of polymer chains, particular while in a molten or gelatinized
state. Upon resolidification, however, the chains can reorient themselves in a number of different
ways in order to form crystalline or amorphous solids having varying strengths depending on the
orientation of the starch polymer chains. Orienting, cross-linking, and reacting the polymer chains
with other components can greatly affect the resulting physical and mechanical properties of the
resolidified starch melt.
Although starch is produced in many plants, an important source are seeds of cereal grains, such as
corn, waxy corn, wheat, sorghum, rice, and waxy rice. Another important source includes tubers,
such as potatoes, roots such as tapioca (i.e., cassava and manioc), sweet potato, and arrowroot, and
the pith of the sago palm. In general, potato and waxy corn starches are generally higher in
amylopectin, while corn and rice starches are generally higher in amylose. Depending on the desired
properties of the final thermoplastic starch composition, one may select the type of starch that will
give the most desired benefits, both in terms of cost and final physical, mechanical and strength
properties.
The concentration of starch within the thermoplastic phase can vary greatly depending on whether or
not other constituents are added the thermoplastic phase. Because starch is not by itself a
thermoplastic material but must be admixed with one or more plasticizers, the concentration of
thermoplastic starch within the thermoplastic phase will be understood to include a mixture of starch
and plasticizer. Thus, if the thermoplastic phase were to contain 100% of a starch melt, the actual
concentration of molecular starch would be less than 100%, with the balance comprising the
plasticizer, as well as optional components, such as cross-linking agents, blocking groups,
substitution groups, and the like. Because of the difficulty in sorting out the exact identities and
concentrations of these other nonstarch constituents, particularly after they have interacted with the
starch molecules, the starch, plasticizers, and other constituents added to react with the starch will be
referred to in the aggregate as comprising the “starch melt” fraction or component.
In some cases, as will be discussed more fully in the section relating to preferred methods of forming
starch melts, it may be particularly advantageous to use starch that has been predried to remove some
or substantially all of the water that is naturally associated with native starches. In general, native
unmodified starch granules will include from about 10-20% water by weight. Because this water can
have a variety of possibly negative effects during the formation of starch melts, for example when it
is desired to react the starch with another constituent by means of a condensation reaction, it may be
advantageous to remove this water before mixing and heating the starch with the plasticizer to form a
melt, or at least before reacting the starch melt with the other constituent. In those cases where it may
be desirable to pre-dry the starch while in a native granular state, it will be preferable to reduce the
water content to below about 10% by weight of the starch granules, more preferably to below about
5% by weight, and most preferably to below about 3% by weight.
In other cases, it may be adequate to simply remove a substantial portion of the water from the starch
melt by evaporation by means of a venting or degassing during processing, preferably to
concentration of less than about 5% by weight of the starch, more preferably to below about 3% by
weight, and most preferably to below about 1% by weight before cooling and resolidification.
Venting or degassing can also be employed to remove reaction water that may be produced within
the thermoplastic phase by, e.g., condensation reactions between starch and one or more synthetic
polymers, acids, acid halides or anhydrides, or other admixtures. Where an extremely low amount of
water will remain within the thermoplastic starch melt after venting, it will generally be necessary to
include one or more low volatile plasticizers so as to maintain the starch as a melt as the water is
released. As such, the low volatile plasticizers will “replace” the water normally associated with
starch.
In some cases, it may be preferable for the thermoplastic phase to include 100% of the “starch melt”,
as that term has been defined above. In those instances where an additional thermoplastic polymer is
included, the starch melt will preferably have a concentration in a range from about 10% to about
90% by weight of the thermoplastic phase, more preferably in a range from about 20% to about 80%
by weight, and most preferably in a range from about 30% to about 70% by weight.
2. Plasticizers
In manufacturing thermoplastically processible starch melts, there have been essentially two
alternative approaches that utilize what may be considered to be two different plasticizing or melt
initiating systems. For simplicity, these two alternative approaches may be referred to as
“destructurized starch” and “thermoplastic starch”, although other terms have been used in the art.
The term “destructurized starch” has typically been used when referring to processes for forming a
starch melt in which the starch granules are made thermoplastic by heating and mixing the starch in
the presence of water under carefully controlled conditions of temperature, pressure and
concentration. Because water is generally volatile at the temperatures necessary to form a starch
melt, the destructurization process must generally take place within a closed vessel capable of
preventing the escape of water by evaporation so as to maintain the desired concentration of water
throughout the manufacturing process. By maintaining a constant water concentration within the
closed vessel, it is possible to form starch melts in which the water acts as the primary or sole,
plasticizing solvent. Upon cooling to below the melting or softening point or range, the
destructurized starch melt resolidifies as a thermoplastic material.
Gelatinizing or destructurizing starch in any quantity of water will not always yield a starch material
that will act as a thermoplastic material, but only where sufficiently low water is used so that the
resulting melting point or softening range is sufficiently higher than room temperature so as to
reliably form a solidified product upon cooling. If too much water is used, the gelatinized starch can
only be solidified by evaporating away a substantial portion of the water in order to either raise the
melting point or softening range sufficiently or in order to dry it to the point of recrystalization so
that it solidifies while being heated rather than after being cooled.
In order for “destructurized starch” to behave as a thermoplastic material that will solidify as a result
of cooling sufficiently below its melting or softening point, it will generally be necessary for the
water to be included in a range from about 5% to about 4% by weight of the starch (including the
water naturally found in native starch). If more than about 40% is included, the melting point or
range will usually be too low for the starch/water mixture to reliably solidify within a reasonable
period of time when cooled. If the water is not maintained above about 5% throughout processing,
and absent the inclusion of another plasticizer such as glycerin, the starch will usually not form or be
maintained as a melt at a temperature sufficiently lower than the decomposition temperature of
starch, which is about 230-250° C.
One problem with using water as a melt initiation agent is that it may, in some cases, inhibit desired
chemical reactions between the starch melt and other additives, unless removed by evaporation prior
to the occurrence of such reactions. The reactive additive may be a nonpolymeric reagent, or it may
comprise one or more thermoplastic polymers that have reactive groups that can react with, e.g., the
hydroxyl groups of the starch polymer. For example, it may be desirable to reduce the
hydrophobicity of the starch polymer by reacting or otherwise blocking the hydroxyl groups such as
by esterification, etherification, or other condensation reaction, or by substitution, elimination, or
formation of acetal or ketal groups. Because water is a byproduct of condensation reactions, its
presence within the starch melt may inhibit or even prevent such reactions. Water may also compete
as a reactant with the starch in some cases.
Certain polymers may also experience degradation or partial cleavage of the polymer chain when
heated in the presence of water. For example, it is known that many polyesters can experience chain
degradation and reduction of molecular weight through hydrolysis reactions with water at elevated
temperatures. Reducing the molecular weight of polymers tends to weaken films and other articles
made therefrom. Although not known for sure, it may be possible for water to degrade or hydrolyze a
significant proportion of the acetal linkages within starch molecules at elevated temperature,
particularly under high shear conditions, which may reduce the molecular weight of the starch
molecules to some extent. Thus, in order to prevent hydrolysis of polymer linkages within one or
polymers within a thermoplastic starch melt, it may be preferable to limit the length of time that
certain polymers are exposed to substantial moisture at elevated temperatures.
Destructurized starch may also tend to form retrograde starch over time as a result of moisture loss.
Retrograde starch is much more brittle and less flexible compared to thermoplastic starch
compositions having lower crystallinity. When destructurized starch melts are initially formed, the
water is able to interact with the hydroxyl groups of the starch molecules in order to interrupt the
starch molecules and keep them from associating themselves into a more crystalline geometry.
However, in normal ambient conditions the water within destructuized starch is free to migrate into
and out of the destructurized starch over time, thus compromising the ability of the water to prevent
crystallization and retrogradation of the destructurized starch.
In view of the volatile nature of water and also the tendency of water to inhibit certain desired
chemical reactions or hydrolyze certain polymers, another approach to making a starch melt is to
substitute some or all of the water with less volatile plasticizers (e.g., glycerin) or even higher
molecular weight plasticizers that are essentially nonvolatile. For simplicity, less volatile and
nonvolatile plasticizers or solvents that have a vapor pressure of less than 1 bar at the melting
temperature of the starch melt shall be collectively referred to as “low volatile” plasticizers for
purposes of this disclosure. Conversely, melt initiators comprising volatile solvents (e.g., water,
alcohols, amines, aldehydes, ketones, organic acids, esters, amides, imides, and the like) that have a
vapor pressure of 1 bar or greater at the melting temperature of the starch melt will be considered to
“volatile” melt initiators or solvents. In the past, some have referred to starch melts that use low
volatile plasticizers instead of water as “thermoplastic starch”. On the other hand, starch that has
been melted in the presence of water has been referred to as “destructurized starch”. Nevertheless,
for purposes of the present invention, the terms “thermoplastic starch”, “thermoplastic starch
composition” and “thermoplastically processible starch” shall be understood to include compositions
that include both low volatile and volatile plasticizers to form the starch melt.
Although not an exhaustive list, examples of preferred low volatile plasticizers that can be used alone
or together in various mixtures to make the thermoplastic starch compositions within the scope of the
present invention include ethylene glycol, propylene glycol, glycerin, 1,3-propanediol, 1,2-butandiol,
1,3-butandiol, 1,4-butanediol, 1,5-pentandiol, 1,5-hexandiol, 1,6-hexandiol, 1,2,6-hexantriol, 1,3,5hexantriol, neopentylglycol, sorbitol acetate, sorbitol diacetate, sorbitol monoethoxylate, sorbitol
diethoxylate, sorbitol hexaethoxylate, sorbitol dipropoxylate, aminosorbitol,
trihydroxymethylaminomethane, glucose/PEG, the reaction product of ethylene oxide with glucose,
trimethylolpropane monoethoxylate, mannitol monoacetate, mannitol monoethoxylate, butyl
glucoside, glucose monoethoxylate, α-methyl glucoside, the sodium salt of carboxymethylsorbitol,
polyglycerol monoethoxylate, erythritol, pentaerythritol, arabitol, adonitol, xylitol, mannitol, iditol,
galactitol, allitol, sorbitol, polyhydric alcohols generally, esters of glycerin, formamide, Nmethylformamide, DMSO, mono- and diglycerides, alkylamides, polyols, trimethylolpropane,
polyvinylalcohol with from 3 to 20 repeating units, polyglycerols with from 2 to 10 repeating units,
and derivatives of the foregoing. Examples of derivatives include ethers, thiethers, inorganic and
organic esters, acetals, oxidation products, amides. and amines.
In general, more preferred plasticizers will have a solubility parameter of at least about 15
kg½cm−{fraction (3/2)} within a temperature range of about 150-300° C., and most preferably in a range
from about 15 kg½cm−{fraction (3/2)} to about 25 kg½cm−{fraction (3/2)}. Such plasticizers can be blended
with a wide variety of other co-solvents or plasticizers both within and without the preferred
solubility parameter ranges.
The concentration of low volatile plasticizer that is used may vary greatly depending on the type of
starch and plasticizer being used, as well as on the identity and concentration of other possible
components within the thermoplastic phase. In some cases it may be desirable to use a mixture of
different plasticizers in order to impart specifically engineered properties into both the starch melt
and final thermoplastic starch composition. In general, the low volatile plasticizer will have a
concentration in range from about 1% to about 70% by weight of tee starch, more preferably in a
range from about 5% to about 50% by weight, and most preferably in range from about 10% to about
30% by weight.
Low volatile plasticizers yield thermoplastic starch compositions that tend to remain more stable,
more flexible, less crystalline, and less brittle over time compared to destructurized starch. They do
this by keeping the starch more amorphous over time. Unlike water, which can readily migrate into
and out of destructurized starch by evaporation under ambient conditions to form crystalline starch,
low volatile plasticizers tend to remain more closely associated with the hydroxyl groups of the
starch molecules over time. Thus, by remaining interposed between the various starch polymer
chains within the composition, the plasticizer can better inhibit recrystalization and retrogradation of
the starch chains compared to water or other more volatile plasticizers.
Nevertheless, some “low volatile” plasticizers have a vapor pressure that allows for significant, albeit
more slow, evaporation from solidified starch melts. Such evaporation may be more pronounced
when an article made from a thermoplastic starch composition is exposed to heat. An example of a
low volatile plasticizer that nevertheless has a significant vapor pressure is glycerin. In the case
where a low volatile plasticizer may tend to evaporate or otherwise migrate out of the thermoplastic
starch composition over time, it may be preferable in some cases to also include a higher molecular
weight plasticizer that has a much lower vapor pressure in order to inhibit migration and loss of the
higher vapor pressure, low volatile plasticizer from the solidified thermoplastic starch composition.
Moreover, because some higher molecular weight plasticizers are in a solid state at room
temperature, they may remain more firmly embedded within thermoplastic starch compositions at
room temperature compared to plasticizers that are liquid at room temperature. An example of a
higher molecular weight plasticizer that has a much lower vapor pressure than glycerin and which is
a solid at room temperature is sorbitol.
Moreover, in those cases where the thermoplastic starch melt is exposed to a venting process in order
to remove unwanted water vapor prior to shaping, it may be necessary to account for the possibility
that a portion of a low volatile plasticizer having a significant vapor pressure at the melt temperature
may also be removed by evaporation as a result of the venting process. The formation of azeotropes
with water and/or steam distillation of low volatile or even nonvolatile plasticizers by water can
further increase the rate of loss of low volatile plasticizers during venting. Of course, maintaining
lower water, or even eliminating water altogether, can reduce or prevent loss of the low volatile
plasticizer.
3. Additional Polymers
In many cases it may be desirable to include one or more additional polymers within the
thermoplastic phase in order to improve the properties of the resulting thermoplastic starch
composition. Both synthetic and natural polymers may be included within the thermoplastic phase.
Such polymers may improve the processability of the starch melts, although their major contribution
will typically be to improve the mechanical and/or chemical properties of the final hardened
thermoplastic starch composition. For example, more hydrophobic polymers may be used to decrease
the sensitivity of the final thermoplastic starch composition to changes in ambient moisture and/or to
make the material more water insoluble or impermeable.
Depending on its chemical nature and, to some extent, the process and type of plasticizer being used,
the additional thermoplastic polymer may or may not actually chemically interact with the
thermoplastic starch subphase. Although virtually any thermoplastic polymer can be mixed with the
thermoplastic starch subphase to some extent to form a blend intermixed thermoplastic subphases,
the thermoplastic phase will exhibit more uniform mechanical properties where the starch and other
thermoplastic polymer are more homogeneously intermixed. It has been found that the most
homogeneous blending of starch and other polymer occurs where at least a portion of the starch and
other polymer are chemically linked together, such as by a condensation reaction or some other
chemical linking reaction. It would be ideal if substantially all of the starch were to become
chemically linked with the other polymer(s). In many cases, however, only a portion of the starch
will be able to react with the other polymer(s). In such a case, it has been found that the portion of
the starch that reacts with the other polymer(s) will advantageously form a hybrid polymer that acts
as a compatibilization subphase or phase mediator that yields a more homogeneously blended
mixture of the unreacted phases of starch and other polymer(s). It should be understood, however,
that the present invention is not limited by the extent to which the starch and other polymer may or
may not chemically interact. A wide variety of polymers that do not react with starch may be used
within the scope of the invention.
Examples of preferred biodegradable synthetic thermoplastic polymers that may be blended with the
thermoplastic starch phase include, but are not limited to:
(a) homopolymers of aliphatic and aromatic hydroxyacid monomers and their corresponding lactones
or lactides;
(b) copolymers of a first monomer of group (a) and second monomer selected from the group
consisting of (1) a monomer of group (a) different from the first monomer and (2) aliphatic or
aromatic isocyanates;
(c) block or graft copolymers between the homopolymers and copolymers of groups (a) or (b) and
one or more of the following components:
(i) cellulose or cellulose derivatives such as cellulose acetate, cellulosic ethers, and
carboxymethylcellulose;
(ii) amylose, amylopectin, natural starch, or modified starches;
(iii) polymers derived from reaction of diols (such as ethylene glycol, propylene glycol, butylene
glycol, polyoxyethylene glycol, polyoxypropylene glycol, neopentyl glycol, 1,4-butandiol,
cyclohexandiol, or dianhydrous sorbitol), polyester prepolymers, or polymers having diol terminal
groups with:
aromatic or aliphatic bifunctional isocyanates or epoxides,
aliphatic bicarboxylic acids (such as malonic, succinic, maleic, fumaric, itaconic, glutaric, adipic,
pimelic, suberic, azelaic, or sebacic acids),
bicarboxylic cycloaliphatic acids (such as cyclohexane bicarboxylic acids or 2,2,2-bicyclooctane
bicarboxylic acid), or aromatic acids or anhydrides (such as phthalic acid);
(iv) polyurethanes, polyamide-urethanes from diisocyanates and aminoalcohols, polyamides,
polyester-amides from bicarboxylic acids and aminoalcohols, polyester-urea from aminoacids and
diesters of glycols,
(v) polyhydroxylated polymers (such as polyvinylalcohol), ethylene-vinylalcohol copolymers, totally
or partially hydrolyzed, and polysaccharides;
(vi) polyvinylpyrrolidone, polyvinylpyrrolidonevinylacetate copolymers, polymethacrylates;
(d) polyesters obtained from monomers or comonomers such as defined above in (a) and (b)
upgraded with chain extenders, such as isocyanates, epoxides, phenylesters and aliphatic carbonates;
and
(e) polyesters obtained from monomers and comonomers defined above in (a) and (b) partially crosslinked by means of polyfunctional acids such as trimellitic acid, pyromellitic acid, polyisocyanates
and polyepoxides.
As monomers of aliphatic hydroxyacids having from 2 to 24 carbon atoms, the following acids and
corresponding lactides or lactones may be used:
α-hydroxyacids such as lactic acids and the corresponding lactide, glycolic acid and the
corresponding glycolide;
β-hydroxyacids such as hydroxypropionic acid, hydroxypivalic and hydroxypelargonic acid and the
corresponding lactone;
γ-hydroxyacids such as hydroxybutyric and the corresponding lactone;
δ-hydroxyacids such as hydroxyvaleric acid and the corresponding lactone;
ε-hydroxyacids;
hydroxyacids having the hydroxy group placed beyond the 6-position such as 10-hydroxydecanoic
acid; products of natural origin such as sabinic acid (12-hydroxydodecanoic) and juniperic acid (16hydroxyhexadecanoic); unsaturated hydroxyacids such as ricinoleic acid; acids deriving from
alphahydroxylation of fatty acids such as myristic, palmitic and stearic acids; acids deriving from
hydroxylation of unsaturated fatty acids such as oleic, ricinoleic, linolenic and erucic acids;
cycloaliphatic hydroxyacids such as the hydroxyacids of cyclohexane and of 2,2,2-bicyclooctane.
Homopolymers and copolymers of ε-hydroxyacids are preferred, particularly of 6-hydroxycaproic
acid, 6-hydroxyoctanoic, 3,7-dimethyl-6-hydroxyoctanoic acid and corresponding lactones, such as
poly-ε-caprolactone.
As copolymers of aliphatic hydroxyacids with isocyanates, copolymers of epsilon-caprolactone with
4,4′-diphenylmethane-diisocyanate (MDI), tolylenediisocyanate (TDI), isophoron diisocyanate or
hexanmethylene diisocyanate are preferred.
As the copolymers of aliphatic hydroxyacids and the corresponding lactones with aromatic
hydroxyacids/copolymers of ε-caprolactone with β-phenyl lactic acid or mandelic acid are preferred.
Another class of useful polyesters are the so-called “aliphatic-aromatic copolyesters” which have
superior mechanical and physical properties by virtue of the aromatic portion, as well as good
biodegradability as a result of the aliphatic portion. Examples of useful aliphatic-aromatic
copolyesters that may be blended within the thermoplastic starch compositions of the present
invention include, but are not limited to, polyesters described in U.S. Pat. No. 5,292,783 to Buchanan
et al., U.S. Pat. No. 5,446,079 to Buchanan et al., U.S. Pat. No. 5,559,171 to Buchanan et al., U.S.
Pat. No. 5,580,911 to Buchanan et al., U.S. Pat. No. 5,599,858 to Buchanan et al., U.S. Pat. No.
5,900,322 to Buchanan et al., and U.S. Pat. No. 5,817,721 to Warzelhan et al. For purposes of
disclosing exemplary aliphatic-aromatic copolyesters that may be used to form the inventive starch
based compositions of the present invention, the foregoing patents are incorporated herein by
specific reference. A presently useful aliphatic-aromatic copolyester is 1,4-butandioladipinic acid
and teraphthalic acid with a chain extender comprising isocyanate.
The foregoing polymers are preferred because they have been found to form good thermoplastic
blends of starch having good biodegradability and good mechanical and chemical properties. In
addition, the foregoing polymers comprise polyesters that are capable of cross esterifying with
starch, especially where little or no water is used. Besides the foregoing, virtually any synthetic or
natural polymer that can form a cross esterification or other condensation reaction with the hydroxyl
groups on the starch polymers are within the scope of the present invention. In fact, any polymer that
can react with the starch will be preferred since the resulting starch/polymer blends will be
chemically interlinked together and thus more homogeneous.
Nevertheless, there is a huge variety of other polymers that may or may not react with the starch but
that nevertheless may be utilized within the scope of the present invention. These include
polyolefines, alkylsiloxanes, polyesteramides, polyethers, polyethylene adipate (PEA),
polytetramethylene adipate and the like aliphatic polyesters and their derivatives, cycloaliphatic
polyesters and their derivatives, copolymers derived from a thermoplastic synthetic resin and a
biodecomposable aliphatic polyester, polyethylene, polypropylene, ethylene-vinylacetate copolymer
and its saponified products, polyester resins such as polyethylene terephthalate (PET), polybutylene
terephthalate, vinyl resins such as polyvinyl chloride, polyvinylidene acetate, polystyrene and styrene
copolymers, polyamide resins, polycarbonate resins, cellulosic esters (e.g., cellulose formate,
cellulose acetate, cellulose diacetate, cellulose propionate, cellulose butyrate, cellulose valerate, and
mixtures of the foregoing), ethylene acrylate maleic acid and hydride terpolymer, polyacrylic acids,
polycaprolactone/polyvinyl alcohol block copolymer, polysaccharides that have been chemically
modified to contain added hydroxyalkyl groups, copolymers of vinyl pyrrolidone, polyalkyleneimine
polymers and copolymers, styrene-sulfonic acid polymers, copolymers and salts thereof, and
virtually any polymer that can be thermoplastically processed at a temperature that would allow it to
be blended with the thermoplastic starch subphase.
Examples of preferred natural polymers or polymers derived from natural materials that can be
blended into thermoplastic starch melts include a wide variety of cellulosic materials, proteins, and
polysaccharide materials such as gums. Because cellulose is chemically similar to starch, cellulose
based materials will have a greater affinity for starch compared to most other materials. One class of
cellulose derived materials includes the cellulosic ethers, examples of which include
methylhydroxyethylcellulose, hydroxymethylethylcellulose, carboxymethylcellulose,
methylcellulose, ethylcellulose, hydroxyethylcellulose, hydroxyethylpropylcellulose, and the like, as
well as mixtures or derivatives thereof. Another class of cellulose derivatives are esters of cellulose,
such as cellulose acetate, cellulose diacetate, cellulose formate, cellulose propionate, cellulose
butyrate, mixed esters, and the like.
Other polysaccharide-based polymers that can be incorporated into starch melts include alginic acid,
alginates, phycocolloids, agar, gum arabic, guar gum, acacia gum, carrageenan gum, furcellaran
gum, ghatti gum, psyllium gum, quince gum, tamarind gum, locust bean gum, gum karaya, xanthan
gum, and gum tragacanth, and mixtures or derivatives thereof.
Suitable protein-based polymers include, for example, Zein® (a prolamine derived from corn),
collagen (extracted from animal connective tissue and bones) and derivatives thereof such as gelatin
and glue, casein (the principle protein in cow milk), sunflower protein, egg protein, soybean protein,
vegetable gelatins, gluten and mixtures or derivatives thereof.
Although it will be preferable in many cases to reduce the water content of the thermoplastic phase,
it is nevertheless within the scope of the invention to use water as a significant portion of the
plasticizer. In the case where it is not critical to reduce or eliminate water altogether, it may be
advantageous to include one or more water-dispersible polymers. Examples of water-dispersible
polymers that may be used in both the presence or absence of water include polyvinyl pyrrolidone,
polyethylene glycol, polyvinyl alcohol, polyvinylmethyl ether, polyacrylic acids, polyacrylic acid
salts, polyvinyl acrylic acids, polyvinyl acrylic acid salts, polyacrylimides, ethylene oxide polymers,
polylactic acid, latex (which is a broad category that includes a variety of polymerizable substances
formed in a water emulsion, an example of which is styrene-butadiene copolymer), and mixtures or
derivatives thereof.
As mentioned above, some polymers such as polyesters or other polycondensates may degrade or
undergo chain shortening by hydrolysis if exposed to water at elevated temperature. Although
replacing some or all of the water with a different plasticizer may reduce or prevent hydrolysis, some
polymers such as polyesters can absorb significant amounts of moisture from the air. In such cases, it
may be necessary to subject such polymers to a predrying step in order to prevent subsequent
breakdown during thermal processing. Nevertheless, some degree of chain shortening may be
desirable since it will increase the number of hydroxyl sites available for subsequent condensation
with hydroxyl groups of the thermoplastic starch subphase.
In those instances where one or more additional thermoplastic polymers are included within the
thermoplastic phase, the one or more polymers will, in the aggregate, preferably have a concentration
in a range from about 10% to about 90% by weight of the thermoplastic phase, more preferably in a
range from about 20% to about 80% by weight, and most preferably in a range from about 30% to
about 70% by weight.
4. Other Additives
In addition to the basic components of starch, plasticizer and optional natural and synthetic polymers,
other liquids, solids, or gases may be considered to be part of the thermoplastic phase.
It may also be possible to add a reactive agent that in addition to, or instead of, the additional
thermoplastic polymer can improve the properties of the thermoplastic starch material. Such reactive
agents may include, but are not limited to, cross-linking agents, used to cross link the starch
molecules with either other starch molecules or the one or more additional thermoplastic polymers,
reagents that add additional functional groups to the starch or additional polymer, reagents that may
serve to block the hydroxyl functional groups on the starch polymers, and reagents that serve to form
a phase mediator. Examples of the foregoing include monovalent, divalent, and polyvalent
carboxylic acids, as well as their anhydrides, acid halides, and acid amides, epoxides, formaldehyde
and/or urea and their derivatives, divinyl sulfones, isocyanates, oxo compounds such as acetone
formaldehyde or polyvalent oxo compounds, cyanamide, dialdehydes, methylureas, and
melamineformaldehyde resins.
In the case where it is desired for the starch to form an ester with another thermoplastic polymer, it
may be helpful, in addition to eliminating most or all of the water, to employ an esterification
catalyst or promoter. For example, the esterification reaction between thermoplastic starch and
polyesters, such as polycaprolactone or aliphatic-aromatic copolyesters, can be facilitated by
Ti(OR)4, where R is an appropriate alkyl or aryl unit. However, because Ti(OR)4 will hydrolyze in
the presence of water, it will be preferable to eliminate most or all of the water in the case where
Ti(OR)4 is used.
In addition, nonreactive additives such as humectants (e.g., silica gel and zeolites), dispersants,
lubricants (e.g., lipids or metal stearates), softeners, mold release agents (e.g., metal stearates),
flexibilizers, and blending enhancers can be added.
B. Solid Phases
1. Inorganic Particulate Fillers
Besides the thermoplastic phase, the other required phase within the thermoplastic starch
compositions of the present invention is the filler phase, which may include an inorganic particulate
filler. In general, this phase will comprise a plurality of individual filler particles. In many cases the
inorganic fillers within the scope of the present invention will be substantially inert and unreactive
and, as such, will constitute a passive filler that does not contribute any additional binding or
bonding activity. Filler particles that are capable of chemically bonding, interacting or otherwise
associating with the starch and other components in the thermoplastic phase are certainly within the
scope of the present invention, however. The term “particle” should be interpreted broadly to include
filler particles having any of a variety of different shapes and aspect ratios. Both spheroids and flakes
are examples of “particles” as that term is defined. In general, however, particles having an aspect
ratio (i.e., the ratio of length to thickness) greater than about 10:1 may be better understood as
constituting a “fiber” as that term will be defined and discussed hereinbelow.
Virtually any known filler, whether inert or reactive, can be incorporated into the thermoplastic
starch compositions of the invention. In general, adding an inorganic filler will tend to greatly reduce
the cost of the resulting thermoplastic starch composition. If a relatively small amount of inorganic
filler is used, the effects on the strength of the final composition are minimized, while adding a
relatively large amount of inorganic filler will tend to maximize those effects. In those cases where
adding the inorganic filler will tend to detract from a critical physical parameter, such as tensile
strength or flexibility, only so much of the filler should be added in order to reduce the cost of the
resulting composition while retaining adequate mechanical properties required by the intended use.
However, in those cases where adding the inorganic filler will improve one or more desired physical
properties of a given application, such as stiffness and compressive strength, it may be desirable to
maximize the quantity of added filler in order to provide this desired property while also proving
greatly decreased cost.
Because different types of inorganic fillers may impart different properties to the final thermoplastic
starch composition, two or more fillers may be included that can impart these varying and desired
properties. It can be readily appreciated that one of ordinary skill in the art, using a microstructural
engineering approach, can select the types and amount of the various inorganic fillers that may be
included within the thermoplastic starch composition in order to engineer a final material having the
desired strength properties while taking advantage of the cost-reducing properties of adding the
inorganic filler. Of course, even if cost is not a factor, or if the addition of an inorganic filler does not
appreciably decrease the cost, adding a significant quantity of an inorganic filler as taught herein for
any reason is certainly within the scope of the invention.
In general, in order to maximize the quantity of inorganic filler while mining the deleterious
mechanical effects of adding the filler as much as possible, it will generally be preferable to select
filler particles in a manner that decreases the specific surface area of the particles. The specific
surface area is defined as the ratio of the total particle surface area versus the total particle volume.
One way to decrease the specific surface area is to select particles that have a more uniform surface
geometry. The more jagged and irregular the particle surface geometry, the greater will be the ratio
of surface area to volume of that particle. Another way to decrease the specific surface area is to
increase the particle size.
Particles that have decreased surface area generally require less of the thermoplastic phase for
lubrication in order to provide a desired rheology during mixing and molding. Particles having
decreased specific surface also require less thermoplastic material for subsequent binding.
Conversely, particles having increased surface area per unit volume of particles will generally
require more of the thermoplastic phase for lubrication during shaping and subsequent binding.
Hence, all things being equal, decreasing the specific surface area of the filler particles allows more
of the filler to be used while maintaining desired mixture rheology while in a thermoplastic melt
state. Similar, decreasing the specific surface area of the filler particles allow more of the filler to be
used while maintaining desired final strength properties.
In view of the advantages of decreasing the specific surface area of the inorganic filler, it will be
preferable to include inorganic filler particles having a specific surface area in a range from about 0.1
m2/g to about 400 m2/g, more preferably in range from about 0.15 m2/g to about 50 m2/g, and most
preferably in a range from about 0.2 m2/g to about 2 m2/g.
Related to decreased specific surface area in improving the rheology and final strength properties of
the thermoplastic starch compositions of the present invention is the concept of particle packing.
Particle packing relates to the use of differently sized and graded filler particles that are selected in
order for the particles to more completely fill the interstitial spaces between the particles. In general,
the spaces between the particles will be occupied by a corresponding quantity of the thermoplastic
phase. To be sure, a certain minimum amount of thermoplastic phase material will always be
required to adequately lubricate the particles during the shaping process and in order to subsequently
bind the particles together. Nevertheless, poorly packed filler particles having excess interstitial
space therebetween will require more of the thermoplastic phase to occupy the interstitial space
while not providing any additional lubricating and binding activity.
Since both the actions of lubrication and the binding of particles are generally limited to regions
immediately surrounding the particles, there is, for any given system of inorganic filler particles and
thermoplastic phase a “lubrication zone” and “binding zone”. Within the “lubrication zone”, the
thermoplastic polymer melt is able to impart most if not all of its inherent lubrication activity. Thus,
any thermoplastic polymer melt located outside this lubrication zone will constitute excess
thermoplastic polymer so far as the operation of lubrication is concerned. Likewise, resolidified
thermoplastic polymer located within the “binding zone” will impart most of its inherent binding
activity, while polymer located outside the binding zone will constitute excess thermoplastic polymer
so far as the binding function is concerned. Thus, it can be readily seen that thermoplastic polymer
that is located outside of both the lubrication and binding zones may be considered to be excessive
and wasteful in those cases where it is desired to maximize the inorganic filler content and thereby
minimize the thermoplastic polymer content.
In order to reduce the amount of thermoplastic polymer phase required to impart a given amount of
lubrication and subsequent binding, it will be advantageous to select particles that will pack together
in a manner that reduces the interstitial space between the particles, particularly the “wasted” space
that would otherwise be occupied by the thermoplastic phase. Particle packing techniques allow for a
reduction in wasted interstitial space while maintaining adequate particle lubrication and, hence,
mixture rheology, while also allowing for more efficient use of the thermoplastic phase as a binder in
the final hardened thermoplastic starch compositions of the present invention. Simply stated, particle
packing is the process of selecting two or more ranges of particle sizes in order that the spaces
between a group of larger particles is substantially occupied by a selected group of smaller particles.
In this manner, it is possible to select differently sized particles that maintain sufficient interstitial
space to provide the aforementioned lubrication and binding zones, while reducing the volume of
“wasted” space between the lubrication and binding zones that must otherwise be occupied by the
thermoplastic phase. Eliminating the “wasted” space by filling these spaces with inorganic filler
particles allows for the inclusion of more filler while maintaining the desired level of particle
lubrication during shaping and particle binding upon solidification the thermoplastic phase.
In order to optimize the packing density of the inorganic filler particles, differently sized particles
having sizes ranging from as small as about 0.01 micron to as large as about 2 mm may be used. Of
course, the thickness and other physical parameters of the desired article to be manufactured from
any given thermoplastic starch composition may often dictate the upper particle size limit. In general,
the particle packing will be increased whenever any given set of particles is mixed with another set
of particles having a particle size (i.e., width and/or length) that is at least about 2 times bigger or
smaller than the first group of particles. The particle packing density for a two-particle system will
be maximized whenever the size ratio of a given set of particles is from about 3-10 times the size of
another set of particles. Of course, three or more different sets of particles may be used to further
increase the particle packing density.
The degree of packing density that will be “optimal” will depend on a number of factors including,
but not limited to, the types and concentrations of the various components within both the
thermoplastic phase, the inorganic filler phase, and other optional phases, the shaping method that
will be employed, and the desired mechanical and other performance properties of the final articles
to be manufactured from a given thermoplastic starch composition. One of ordinary skill in the art
will know the level of particle packing that will optimize the packing density by practicing the
invention described herein.
A more detailed discussion of particle packing techniques can be found in U.S. Pat. No. 5,527,387 to
Andersen et al., as well as the following article coauthored by one of the inventors of the present
invention: Johansen, V. & Andersen, P. J., “Particle Packing and Concrete Properties,” Materials
Science of Concrete II at 111-147, The American Ceramic Society (1991). Further information
relating to particle packing techniques is available in the Doctoral Dissertation of Andersen, P. J.,
“Control and Monitoring of Concrete Production—A Study of Particle Packing and Rheology,” The
Danish Academy of Technical Sciences. For purposes of disclosing particle packing techniques
useful in practicing the present invention, the foregoing patent, article and doctoral dissertation are
incorporated herein by specific reference.
In those cases where it is desired to take advantage of the improved properties of rheology and
binding efficiency utilizing particle packing techniques, it will be preferable to include inorganic
filler particles having a particle packing density in a range from about 0.5 to about 0.95, more
preferably in range from about 0.6 to about 0.9, and most preferably in a range from about 0.7 to
about 0.8.
Examples of use full inorganic fillers that may be included within the thermoplastic starch
compositions of the present invention include such disparate materials as sand, gravel, crushed rock,
bauxite, granite, limestone, sandstone, glass beads, aerogels, xerogels, mica, clay, synthetic clay,
alumina, silica, fly ash, fumed silica, fused silica, tabular alumina, kaolin, microspheres, hollow glass
spheres, porous ceramic spheres, gypsum dihydrate, insoluble salts, calcium carbonate, magnesium
carbonate, calcium hydroxide, calcium aluminate, magnesium carbonate, titanium dioxide, talc,
ceramic materials, pozzolanic materials, salts, zirconium compounds, xonotlite (a crystalline calcium
silicate gel), lightweight expanded clays, perlite, vermiculite, hydrated or unhydrated hydraulic
cement particles, pumice, zeolites, exfoliated rock, ores, minerals, and other geologic materials.
Different inorganic fillers will impart their own unique surface characteristics to the composition and
may be chosen accordingly. For example, kaolin gives a smoother, less porous finish, while platelike materials such as mica and other clays yield a shiny surface. Typically, larger filler particles
produce a matte surface, while smaller particles produce a glass-like surface. Substantially
transparent fillers such as glass beads or spheres can be used to yield a substantially transparent or
translucent thermoplastic starch composition.
Hydraulic cement, gypsum hemihydrate and other hydraulically reactive materials are particularly
useful filler materials because of their ready availability, extreme low cost, and because they can be
used, if desired, to scavenge excess water that might be present within the thermoplastic starch
material, thereby eliminating, or at least reducing, the aforementioned deleterious effects of water.
A wide variety of other inorganic fillers may be added to the thermoplastic starch compositions
within the scope of the present invention, including materials such as metals and metal alloys (e.g.,
stainless steel, iron, and copper), balls or hollow spherical materials (such as glass, polymers, and
metals), filings, pellets, flakes and powders (such as microsilica).
Another class of inorganic fillers that may be added to the thermoplastic starch compositions
includes inorganic gels and microgels such as silica gel, calcium silicate gel, aluminum silicate gel,
and the like. These can be added in solid form or may be precipitated in situ. Since gels and
microgels tend to absorb water, they can be added to reduce the negative effects of water within the
thermoplastic starch compositions during processing, thereby increasing the ability of starch to react
with given reagents and thermoplastic polymers. In addition, the highly hygroscopic nature of silicabased gels and microgels allows them to be used as moisture scavengers within the final hardened
thermoplastic starch compositions. By preferentially absorbing moisture from the air, the gels and
microgels can reduce moisture sensitivity of the thermoplastic starch compositions, particularly when
exposed to high humidity, which can cause solidify starch melts to soften. Controlling the moisture
content of the thermoplastic starch compositions allows for more careful control of the elongation,
toughness, modulus of elasticity, bendability, foldability, flexibility, and ductility of articles
manufactured therefrom. Zeolites can also be added to preferentially absorb moisture in order to
reduce the negative effects of moisture in thermoplastic starch compositions.
The particle size or range of particle sizes of the inorganic fillers will depend on the wall thickness of
the film, sheet, or other article that is to be manufactured from the thermoplastic starch composition.
In general, the larger the wall thickness, the larger will be the acceptable particle size. In most cases,
it will be preferable to maximize the particle size within the acceptable range of particle sizes for a
given application in order to reduce the cost and specific surface area of the inorganic filler. For
films that are intended to have a substantial amount of flexibility, tensile strength and bending
endurance (e.g., plastic bags) the particle size of the inorganic filler will preferably be less than about
10% of the wall thickness of the film. For example, for a blown film having a thickness of 40
microns, it will be preferable for the inorganic filler particles to have a particle size of about 4
microns or less.
On the other hand, thicker-walled articles, particularly those that are intended to be more rigid, may
include inorganic fillers having a particle size up to about 50% of the wall thickness. Thus, for a rigid
box having a wall thickness of 2 mm, the inorganic filler particles may have a particle size of up to
about 1 mm. Due to the tremendous variety of articles and applications that are possible using the
thermoplastic starch compositions of the invention, the preferred particle size may vary greatly. As
the range of acceptable particle size increases, it may become more desirable to use particle packing
techniques in order to incorporate more inorganic filler without comprising mechanical and strength
performances. Based on the teachings of this disclosure, one of ordinary skill in the art will be able to
optimize the particle size (or range of particle sizes) for a given application.
The amount of particulate filler added to the thermoplastic starch compositions of the invention will
depend on a variety of factors, including the quantity and identities of the other added components,
as well as the specific surface area and/or packing density of the filler particles themselves.
Accordingly, the concentration of particulate filler within the thermoplastic starch compositions of
the present invention may be included in a broad range from as low as about 5% by volume to as
high as about 90% by volume of the thermoplastic starch composition. Because of the variations in
density of the various inorganic fillers than can be used, it may be more correct in some instances to
express the concentration of the inorganic filler in terms of weight percent rather than volume
percent. In view of this, the inorganic filler components can be included within a broad range from as
low as 5% by weight to as high as 95% by weight of the thermoplastic starch composition.
In those cases where it is desired for the properties of the thermoplastic phase to predominate due to
the required performance criteria of the articles being manufactured, the inorganic filler will
preferably be included in an amount in a range from about 5% to about 50% by volume of
thermoplastic starch composition. On the other hand, where it is desired to create highly
inorganically filled systems, the inorganic filler will preferably be included in an amount in a range
from about 50% to about 90% by volume.
In light of these competing objectives, the actual preferred quantity of inorganic filler may vary
widely. In general terms, however, in order to appreciably decrease the cost of the resulting
thermoplastic starch composition, the inorganic filler component will preferably be included in an
amount greater than about 15% by weight of the thermoplastic starch composition, more preferably
in an amount greater than about 25% by weight, more especially preferably in an amount greater
than about 35% by weight, and most preferably in an amount greater than about 50% by weight of
the thermoplastic starch composition.
2. Fibers
A wide range of fibers can optionally be used in order to improve the physical properties of the
thermoplastic starch compositions of the present invention. Like the aforementioned fillers, fibers
will typically constitute a solid phase that is separate and distinct from the thermoplastic phase.
However, because of the shape of fibers, i.e., by having an aspect ratio greater than at least about
10:1, they can be added to improve the strength and toughness of the thermoplastic starch
compositions. It should be understood, however, that many applications, such as flexible, thin-walled
blown bags, may not include any fibers. On the other hand, injection molded and foamed articles will
preferably include fibers.
As used in the specification and the appended claims, the terms “fibers” and “fibrous material”
include both inorganic fibers and organic fibers. Fibers may be added to the moldable mixture to
increase the flexibility, ductility, bendability, cohesion, elongation ability, deflection ability,
toughness, and fracture energy, as well as the flexural and tensile strengths of the resulting sheets and
articles. Fibrous materials reduce the likelihood that the sheets, films or articles made from
thermoplastic starch compositions will shatter when cross-sectional forces are applied.
Fibers that may be incorporated into the thermoplastic starch compositions include naturally
occurring organic fibers, such as cellulosic fibers extracted from wood, plant leaves, and plant stems.
Virtually any abundant fiber that can be harvested from natural sources will work, although fibers
that can be derived from plants that can be harvested in an agribusiness setting can also be utilized in
the invention. The use of the second category of fibers would have the additional beneficial effect of
preserving our dwindling forests. In addition, inorganic fibers made from glass, graphite, silica,
ceramic, rock wool, or metal materials may also be used.
Preferred fibers include cotton, wood fibers (both hardwood or softwood fibers, examples of which
include southern hardwood and southern pine), flax, abaca, sisal, ramie, hemp, and bagasse because
they readily decompose under normal conditions. However, other fibers such as glass fibers may be
preferred depending on the intended use and performance criteria of the sheet or article. Even
recycled paper fibers can be used in many cases and are extremely inexpensive and plentiful.
The fibers used in making the sheets and other articles of the present invention preferably have a
high length to width ratio (or “aspect ratio”) because longer, narrower fibers can impart more
strength to the starch-bound matrix without significantly adding bulk and mass to the matrix. The
fibers will have an aspect ratio of at least about 10:1, preferably greater than about 25:1, more
preferably greater than about 100:1, and most preferably greater than about 250:1.
The fibers may include one or more filaments, fabrics, mesh or mats, and which may be co-extruded,
or otherwise blended with or impregnated into, the thermoplastic starch compositions of the present
invention.
The amount of fibers added to the thermoplastic starch compositions will vary depending upon the
desired properties of the final molded article, with tensile strength, toughness, flexibility, and cost
being the principle criteria for determining the amount of fiber to be added in any mix design.
Accordingly, the concentration of fibers within the thermoplastic starch compositions of the present
invention can be included in a broad range from 0% to about 90% by weight of the thermoplastic
starch composition. Preferably, fibers will be included in an amount in a range from about 3% to
about 80% by weight of the thermoplastic starch composition, more preferably in a range from about
5% to about 60% by weight, and most preferably in a range from about 10% to about 30% by weight
of the thermoplastic starch composition.
It will be appreciated that the strength and other mechanical properties of the fiber will be a very
important feature in determining the optimal amount of the fiber to be used. The greater the tensile
strength of the fiber, the less fiber that will generally be required to impart a given tensile strength in
the resulting product. While some fibers have a high tensile, tear, and burst strength, other types of
fibers with a lower tensile strength may be more elastic and flexible. Including higher concentrations
of fibers will be particularly useful in these cases where relatively large quantities of inorganic filler
have been added such that certain mechanical properties have been compromised. Including a
substantial quantity of fibers, which are generally far less expensive than starch/polymer melts, can
restore many of the properties that may be diminished as a result of including the inorganic filler
component.
In many cases it may be advantageous to include different types of fibers that impart differing
properties to the thermoplastic starch compositions. In this way the fibers can even impart synergistic
properties to the thermoplastic starch composition. For example, some fibers, such as southern pine
and abaca, have high tear and burst strengths, while others, such as cotton, have lower strength but
greater flexibility. In the case where both strength and flexibility are desired, a combination of fibers
having varying strength and other mechanical properties can be added to the mixture.
Many fibers such as cellulosic fibers have an affinity for water. As such, they can act as a moisture
reservoir to help regulate the moisture content of the thermoplastic starch compositions by absorbing
or releasing moisture in response to fluctuations in the moisture content of the thermoplastic starch
composition. Nevertheless, if it is desirable to reduce the water affinity of the fibers, better water
resistance can be obtained by treating the fibers with rosin and alum (Al2(SO4)3) or NaAl(SO4)2),
which precipitates out the rosin onto the fiber surface, making the surface highly hydrophobic. The
aluminum floc that is formed by the alum can create an anionic adsorption site on the fiber surface
for a positively charged organic binder such as a cationic starch. Fibers may even be treated with
lipids, fatty acids, and salts of fatty acids in order to make them less hydrophilic.
3. Organic Fillers
The thermoplastic starch compositions of the present invention may also include a wide range of
organic fillers. Depending on the melting point of the organic filler being added, the filler may
remain as a discrete particle and constitute a solid phase separate from the thermoplastic phase, or it
may partially or wholly melt and become partially or wholly associated with the thermoplastic phase.
One of ordinary skill in the art will be able to determine before hand, or through routine testing,
whether a particular organic filler will remain as a discrete particulate filler or become at least
partially associated with the thermoplastic phase. Whether it is desired for the organic filler to be a
filler or thermoplastic material will depend on the particular application or use of the resulting
thermoplastic starch composition.
Organic fillers may comprise a wide variety of natural occurring organic fillers such as, for example,
seagel, cork, seeds, gelatins, wood flour, saw dust, milled polymeric materials, agar-based materials,
and the like. Organic fillers may also include one or more synthetic polymers of which there is
virtually endless variety. Because of the diverse nature of organic fillers, there will not generally be a
preferred concentration range for the optional organic filler component.
C. Void Phase
In addition to the foregoing thermoplastic and solid phases, it is within the scope of the invention to
incorporate a void phase, generally consisting of a gaseous substance, in order to reduce the mass per
unit volume (i.e. density) of the resulting thermoplastic starch composition. Like the inorganic and
organic fillers, voids occupy volume that would otherwise be occupied by the thermoplastic phase
and tend to therefore reduce the materials costs of the final thermoplastic starch composition. Voids
can also increase the insulating ability of articles manufactured from thermoplastic starch
compositions. Like other fillers, the inclusion of void spaces can, in some cases, significantly
decrease the strength of articles manufactured from the thermoplastic starch compositions. Thus, the
amount of voids in relation to the other components should be controlled in order to yield materials
having the requisite density and/or insulation properties while maintaining adequate strength for the
intended use or application of the thermoplastic starch composition.
There are a variety of ways to introduce voids within the thermoplastic starch compositions of the
present invention, including mechanical and chemical means. For example, voids can be introduced
into the thermoplastic starch compositions while in a molten state by means of high shear mixing.
High shear auger extruders are one example of a high shear mixing apparatus that may be used to
incorporate voids within the thermoplastic starch compositions. Because the thermoplastic starch
compositions are generally processed at elevated pressures, the void volume will tend to increase as
the materials are exposed to atmospheric pressures but will tend to decrease as the materials are
cooled. The relationship between expansion and contraction of the void spaces during processing can
be considered when determining how much void space to be incorporated by mixing. Examples of
gases that might be entrained within the thermoplastic starch compositions to form a void phase
therein include, but are not limited to, air, CO2, nitrogen, noble gases, and the like.
Alternatively, or in conjunction with mechanical incorporation of void spaces, it may be
advantageous to use volatile solvents or other liquids that can vaporize and thereby yield void spaces
as the thermoplastic starch compositions are heated and/or exposed to reduced pressure. Solvents and
other liquids which may be considered to be “volatile” within the scope of the present invention
include any liquid or solvent that has a vapor pressure that is significantly greater than 1 bar at the
melt temperature of the particular thermoplastic starch composition in question. Examples include
water, alcohols (such as methyl, ethyl, isopropyl and the like), ketones (such as acetone, methyl ethyl
ketone and the like), aldehydes (such as formaldehyde, acetaldehyde and the like), carboxylic acids
(such as formic, acetic acid and the like), acid anhydrides (such as acetic anhydride and the like),
esters (such as ethyl acetate and the like), amines, and many other well-known solvents and liquids.
Solid nucleating agents may be used in conjunction with volatile liquids to assist in forming discrete
and well-formed voids. The solid nucleating agents may comprise water-soaked fibers.
Alternatively, or in conjunction with the foregoing void forming methods, it may be preferable in
some cases to use chemically reactive foaming agents. An example of a chemically reactive foaming
agent is a mixture of citric acid and bicarbonate, or bicarbonate that has been processed into small
particles and coated with wax, starch, or water soluble coatings. Upon heating, the bicarbonate will
decompose and yield carbon dioxide gas as a reaction product, which acts to expand the
thermoplastic starch composition.
There are a wide variety of lightweight fillers that include significant quantities of void spaces. Thus,
to the extent that a substantial fraction of the overall volume of a lightweight filler actually comprises
voids, then the lightweight filler technically consists of both a solid phase as well as a void phase
when viewed microscopically. Examples of lightweight filler that have substantial void space
include, but are not limited to, hollow glass spheres, porous ceramic spheres, perlite, vermiculite,
exfoliated geologic materials, and the like. Because such lightweight filler tend to be somewhat
fragile, it will be preferable to use low shear mixing when blending such fillers within the
thermoplastic starch compositions of the present invention.
Another class of void forming agents include filler particles that are able to expand when heated. For
example, an expandable particle may include a volatile liquid surrounded by a plastic or otherwise
expandable shell. Upon heating, the volatile liquid undergoes a phase change from a liquid to a gas,
which causes its volume to expand. This, in turn, causes the surrounding expandable shell to expand
to thereby form a lightweight balloon or sphere. One such expandable particle, available from AkzoNobel located in Sweden, comprises an acrylonitrile shell surrounding a core of hexanes or heptanes
which, upon heating, forms a lightweight balloon or sphere.
D. Effect of Components on Thermoplastic Starch Compositions While in a Molten State
In general, the viscosity and other Theological properties of the thermoplastic starch compositions of
the invention while in a molten state will directly relate to the type and amounts of the various
components within the composition. Of course, while the thermoplastic starch composition might be
“molten” when viewed macroscopically, the thermoplastic starch compositions will generally
include both molten and solid components. Typically, the thermoplastic starch compositions while in
a melted or molten state will include a generally liquid or plastic thermoplastic phase in a melted or
molten state that comprises a continuous phase or matrix and one or more generally solid disperse
phases comprising inorganic filler particles and optionally fibers, organic fillers, and other solid
components. A void phase comprising gas-filled voids may also be optionally included.
The viscosity of the molten thermoplastic phase itself will be dependent on the viscosity of the
thermoplastic starch melt, optional thermoplastic polymers, and other liquid components within the
thermoplastic phase while in a molten state. Although the viscosity of the thermoplastic starch melt
portion will depend to some degree on the type of plasticizer and starch being used (e.g., the source,
such as potato or corn, or the degree to which is has been modified or denatured), the viscosity will
especially depend on the amount of plasticizer that is added in relation to the starch content. As more
plasticizer is added, the viscosity of the starch melt will typically decrease at a given temperature. In
general, adding liquids and additional thermoplastic polymers having viscosities that are lower or
greater than that of the starch melt will tend to lower or raise the viscosity of the molten
thermoplastic phase, respectively.
In addition, any reactions between the starch, polymer and other components might affect the
viscosity of the thermoplastic melt phase. As a general rule, but by no means the absolute rule in
every case, reactions that result in polymer molecules having increased molecular weight will tend to
increase the viscosity of the thermoplastic melt phase. Thus, cross-linking reactions between the
starch molecules themselves or between other components within the thermoplastic starch
composition will tend to increase the viscosity of the mixture. Similarly, reactions between the starch
molecules and, e.g., the optional synthetic polymers, such as by addition, etherification,
esterification, and the like will tend to increase mixture viscosity. On the other hand, hydrolysis or
other cleaving reactions will tend to decrease mixture viscosity, all other things being equal.
Because the inorganic filler and optional fibrous components will remain as discrete solids in most
cases, and will not undergo a state change or become part of the thermoplastic phase, they will tend
to increase mixture viscosity, particularly at higher concentrations. Thus, increasing the
concentration of inorganic filler and optional fibrous components will tend to increase the viscosity
of the thermoplastic starch compositions. Other factors that will affect mixture rheology include the
morphology and specific surface area of the inorganic filler particles and optional fibers. In general,
increasing the specific surface area and/or the irregularity of the filler particles and fibers will
increase the viscosity since more of the thermoplastic phase will be required to coat and lubricate the
inorganic filler particles and fibers. Conversely, decreasing the specific surface area and/or
irregularity of the particle and fiber surfaces will decrease the viscosity, all other things being equal.
In addition, increasing the particle packing density of the inorganic filler particles can greatly reduce
the viscosity of the molten thermoplastic starch compositions. By way of example, an inorganic filler
particle system having a packing density of 0.65 will generally require about 35% by volume of the
thermoplastic phase to substantially fill the interstitial space between the particles. On the other hand,
a filler particle system having a packing density of 0.95 will generally require only about 5% by
volume of the thermoplastic phase to substantially fill the voids. At the point where there is just
enough of the thermoplastic phase to fill the void spaces between the filler particles, even slight
fluctuations in the concentration of the thermoplastic phase can greatly affect the mixture rheology.
In the example herein, a filler having a particle packing density of 0.65 will require seven times the
amount of thermoplastic phase as a filler having a particle packing density of 0.95 to roughly achieve
the same level of particle lubrication. This clearly shows the potentially substantial effects of particle
packing density on mixture rheology.
The inclusion of other admixtures such as dispersants, plasticizers and lubricants can greatly affect
mixture rheology. Dispersants such as sulfonyl-based materials greatly decrease the viscosity and
increase the workability of the moldable mixture while keeping the amount of thermoplastic phase
constant. In addition, water scavengers such as zeolites and hydraulically reactive materials can
affect mixture rheology by eliminating water that might otherwise act to lubricate the thermoplastic
starch composition and/or that might inhibit condensation reactions between the starch and other
polymers within the thermoplastic phase.
Organic fillers can affect mixture rheology in a variety of ways depending on the chemical makeup
and physical properties of the organic filler being used. In the case where the organic fillers have a
melting point above the softening point or range of the thermoplastic phase such that they will
remain essentially as solid particulate material, their effect on mixture rheology will be similar to that
of the inorganic filler particles. However, to the extent that the organic filler particles melt or at least
soften due to increases in temperature, their viscosity-increasing effect will be lessened. On the other
hand, to the extent that the organic filler chemically reacts with the starch and/or other polymer
component, the organic filler might tend to further increase the viscosity of the molten thermoplastic
starch composition.
Of course, the biggest changes in mixture rheology will occur as a result of state changes of the
thermoplastic phase between solid and liquid states due to fluctuations in temperature, particularly in
the region of the melting point or softening range of the thermoplastic starch composition.
E. Effect of Components on Properties of Thermoplastic Aluminum and wood Compositions When
Solidified
With regard to the final thermoplastic starch composition, important mechanical, chemical, and other
properties include tensile strength (in general or along particular vectors), compressive strength,
flexibility, modulus of elasticity, ductility, fracture energy, the ability to elongate, deflect or bend,
bending endurance, density, permeability to gases and liquids, resistance to water and other liquids,
resistance to water vapor and other gases, thermal resistance, and specific heat.
The foregoing properties can be tailored to the particular performance criteria of the final article by
altering the identity and relative concentration of the various components within the thermoplastic
starch composition. In some cases, higher tensile strength may be an important feature. In others, it
may be less significant. Some articles should preferably be more flexible, while others should be
more rigid. Some should be relatively dense, while others should be thicker, lighter, and more
insulative. The important thing is to achieve a material which has properties appropriate for a
particular use, while remaining cognizant of cost and other practical manufacturing parameters.
While having “too much” or “too little” of a particular property may be inconsequential from the
standpoint of performance, from a cost standpoint it may be wasteful, inefficient or ineffectual to
provide too much of a particular property, even if desired up to a certain point.
In general, the overall mechanical properties of a particular thermoplastic starch composition will
correlate to the properties of the solidified thermoplastic phase. All things being equal, a
thermoplastic phase having superior mechanical properties compared to a different thermoplastic
phase will yield a thermoplastic starch composition having superior mechanical properties. Due to
the tremendous variety of different thermoplastic starch compositions and starch/polymer blends that
may be used in the thermoplastic starch compositions within the scope of the present invention, one
of ordinary skill in the art will have an almost limitless supply of possible thermoplastic phases and
attendant properties from which to choose. In selecting the optimal thermoplastic phase, one of
ordinary skill in art will have to understand the performance criteria of the final articles to be
manufactured, the cost parameters, and identities, concentrations and associated properties of the
other components within the thermoplastic starch composition. In general, it will be preferred to
select a thermoplastic phase that has the lowest cost while having adequate, though not necessarily
superior, mechanical, chemical and other properties, compared to other possible thermoplastic
phases.
In general, increasing the concentration of polymers that have increasing tensile and other strength
properties will increase the strength of the resulting thermoplastic starch composition. The degree of
water resistance of the thermoplastic phase will, of course, greatly affect the water resistance of the
overall composition. The elasticity and toughness of the thermoplastic phase will have a significant
effect on the final composition. Increasing the concentration of plasticizer will typically increase the
flexibility and elasticity of the thermoplastic phase. Conversely, decreasing the amount of plasticizer
will yield a stiffer, more brittle thermoplastic phase. Thus, the identity and concentration of the
plasticizer can greatly affect the final properties of the thermoplastic starch composition. Low
volatile plasticizers will tend to yield properties that remain substantially constant over time, while
more volatile solvents such as water can evaporate away over time, yielding a thermoplastic starch
composition whose mechanical properties may change substantially over time.
The degree of crystallinity of the thermoplastic phase can greatly affect the mechanical properties of
the thermoplastic starch composition. In general, the more amorphous the thermoplastic phase, the
greater will be the tensile strength, flexibility, ductility, bending endurance, and other like properties
of the composition. Conversely, the greater the crystallinity of the thermoplastic phase, the greater
will be the stiffness, Young's modulus, rigidity, and other like properties of the composition. In
general, increasing the concentration of plasticizer will decrease the crystallinity of the thermoplastic
phase, thereby making it more amorphous. In addition, the addition of dissimilar materials, such as
additional polymers, blocking agents, and the like within the starch melt will tend to result in a
solidified thermoplastic phase that is more amorphous and less crystalline in nature.
All things being equal, for a given thermoplastic phase, increasing the concentration of the inorganic
filler component will tend to decrease the tensile strength, reduce the flexibility, increase the
stiffness, increase the compressive strength, decrease the ductility, and decrease the fracture energy
of the resulting thermoplastic starch composition. The effect of the inorganic filler on the density will
usually depend on the relationship between the density of the filler and the thermoplastic phase.
Because most of the less expensive inorganic fillers have a density that is typically greater than most
thermoplastic phases, increasing the inorganic filler content will generally increase the density of the
thermoplastic starch composition. However, certain lightweight fillers can actually lower the density
of the thermoplastic starch composition. Lightweight fillers will also generally lower the thermal
conductivity and specific heat of the thermoplastic starch composition, while the effect of other
inorganic fillers on such properties is variable.
Because the general effect on desirable strength and other mechanical properties by adding the
inorganic filler can be negative, such negative effects can be offset by adding reinforcing fibers. Of
course, fibers may also be added to impart these and other properties independent of the inorganic
filler. In general, including more fibers will tend to increase the tensile strength, flexibility,
compressive strength, tear and burst strength, ductility, fracture energy, and modulus of elasticity of
the resulting thermoplastic starch composition. In general, using longer, more flexible fibers will
generally impart more flexibility to the thermoplastic starch composition compared to shorter, stiffer
fibers. In order to obtain the advantageous properties of different types of fibers, it may be preferable
in some cases to combine two or more different kinds of fibers within the thermoplastic starch
composition. It should also be understood that shaping processes, such as extrusion and rolling, will
tend to orient the fibers in the direction of elongation of the thermoplastic starch composition. This
may be advantageous in order to maximize, e.g., the tensile strength, flexibility, and bending
endurance of the resulting article in a certain direction.
Finally, other admixtures within the thermoplastic starch composition such as cross-linking agents,
lubricants, humectants, plasticizers, hydroxyl blocking groups, and the like can greatly affect the
final properties, such as resistance to water or other liquids, impermeability to water vapor or other
gases, ductility and strength.
The thermoplastic starch compositions formed using the compositions described herein will
preferably have a tensile strength in the range from about 0.1 MPa to about 500 MPa, and more
preferably in the range from about 5 MPa to about 200 MPa.
III. Manufacturing Thermoplastic Starch Compositions and Articles Therefrom
A. Formation of Molten Thermoplastic Starch Compositions
In order to manufacture thermoplastic starch compositions according to the present invention, it is
first necessary to create a thermoplastic melt of the thermoplastic starch composition. A preferred
method for manufacturing thermoplastic starch compositions according to the present invention
includes: (1) causing the starch component to behave in a thermoplastic manner to form in an initial
thermoplastic phase; (2) optionally blending one or more additional polymers and/or other materials
with the starch melt to form multicomponent thermoplastic phase; (3) mixing the solid phases
including the inorganic filler phase, optional fibrous phase, and other optional solid phases into the
thermoplastic phase; (4) optionally forming a void phase; (5) shaping the thermoplastic starch
composition while in a melt state; and (6) allowing the molten starch composition to cool below the
softening point or range and thereby form a solid article of manufacture. The foregoing sequence is
illustrative but not limiting, and the components may be blended together in any order so long as the
resulting thermoplastic starch composition has the desired characteristics. Moreover, the composition
may be solidified into beads and then remelted prior to final shaping into the desired article.
1. Creating a Starch Melt
In order to form a starch melt, it is necessary to heat native ungelatinized starch granules in the
present of a plasticizer, preferably in the presence of significant shearing forces to thoroughly blend
the plasticizer and starch granules together during the melt procedure. As set forth above, a wide
variety of different starches and starch derivatives may be used within the thermoplastic starch
compositions of the present invention. Moreover, a wide variety of plasticizers can be used to lower
the melting point of starch so that it can form a melt instead of decomposing, which will occur if one
were to attempt to form a starch melt by heating in the absence of a plasticizer.
The type of plasticizer that is used can greatly affect the properties of the resulting thermoplastic
starch melt. Moreover, using predried starch in which a substantial portion of water naturally found
in the starch granules has been removed prior to formation of the starch melt can have a beneficial
effect, particularly where it is desired for the starch to undergo a condensation reaction with another
thermoplastic polymer or other material in the thermoplastic starch composition. A detailed
description of preferred methods for forming a starch melt using either native or pre-dried starch is
set forth in U.S. Pat. No. 5,362,777 to Tomka. In the case of native starch, water is removed during
the process of mixing the starch and plasticizing additive together according to Tomka. A number of
other patents teach useful methods for forming thermoplastic starch melts using an initial quantity of
water and one or more less volatile plasticizers, wherein water is removed during processing while in
a melt phase by degassing, including U.S. Pat. No. 5,412,005 to Bastioli et al. Finally, U.S. Pat. No.
5,095,054 to Lay et al. discloses processes for forming a destructurized starch melt using water as the
primary melting aid. Although the foregoing patents disclose varying plasticizers and thermoplastic
polymers that may be blended with the starch melts, each of the patents discloses useful process
conditions for forming a starch melt. For purposes of disclosing a range of processes for forming a
starch melt, the patents identified in this paragraph are incorporated herein by specific reference.
Depending on the identities and concentrations of both the starch and plasticizer components, it is
possible to create a molten starch material within a wide range of temperatures. As a general rule,
increasing the ratio of plasticizer to starch will tend to decrease the temperature at which the
starch/plasticizer mixture will become molten. Conversely, increasing the starch to plasticizer ratio
will tend to increase the temperature at which starch can be melted. Selecting the optimal ratio of
starch and plasticizer will depend on a number of factors, including the desired melt temperature,
desired rheology of the molten starch melt, and the desired final properties of the thermoplastic
starch composition. Including more of the plasticizer initially, particularly if it cannot later be
removed by, e.g., evaporation, will further tend to yield a softer, more flexible thermoplastic starch
composition. When selecting the amount of plasticizer to add, enough plasticizer should be added in
order to prevent the melting point or softening range from being so high as to risk excessive
decomposition of the starch during the melt process. On the other hand, the melting point or
softening range of the resulting starch melt should not be so low so as to yield a thermoplastic starch
composition that will become inappropriately soft or molten during the useful life of articles
manufactured therefrom. In general, the intended use for the article to be manufactured from the
thermoplastic starch composition can help determine the lower limit of melt temperatures that would
be appropriate. The intended use may also help determine the targeted glass transition temperature or
range, which can be adjusted, for example, by selecting an appropriate polymer to be added to the
thermoplastic starch composition having a glass transition temperature within a desired range.
In view of the foregoing, the starch/plasticizer mixtures within the scope of the present invention will
preferably form a melt at a temperature (or range of temperatures) in a range from about 70° to about
240° C., more preferably in a range from about 80° C. to about 220° C., and most preferably from a
range from about 100° C. to about 200° C.
In the case where a substantial amount of water is used as a plasticizing agent, it will typically be
necessary to maintain the starch melt within a closed vessel in order to prevent evaporation of the
water and premature solidification of the starch melt. Nevertheless, it may be preferable in many
cases to vent some or all of the water, particularly where a low volatile plasticizer is used, in order to
reduce or eliminate the water altogether. In the case where a sufficient quantity of a low volatile
plasticizer is used, it may not be essential for the starch melt to remain within a closed vessel. Thus,
virtually any mixing apparatus capable of imparting the requisite shear can be used within the scope
of the invention. These include Hobart mixers, high energy cement mixers, potato mixers, and the
like. Nevertheless, a preferred mixing apparatus will comprises the interior of single and multiple
auger extruders.
Preferable auger extruders include multiple ports for introducing various ingredients, multiple
chambers for mixing the various ingredients at different stages of the mixing process, one or more
heating zones in order to raise the temperature of the thermoplastic starch melts to one or more
temperatures, and an optional degassing chamber that can be used to release unwanted volatiles, such
as water vapor. There are a wide variety of extruders that may be used, including most extruders
used in the plastics and ceramic industries, with or without modification. One of ordinary skill in the
art will be able to select and optionally modify any known extruder used in the art to provide
adequate processing conditions. A preferred apparatus for manufacturing starch melts and
compositions therefrom may be found in U.S. Pat. No. 5,525,281 to Lörcks, et al. For purposes of
disclosing suitable mixing and processing apparatus for forming thermoplastic starch compositions
within the scope of the present invention, the foregoing patent is incorporated herein by specific
reference.
Suitable mixing apparatus that can be used to form starch melts include: a twin-shafted kneader with
meshing screws having kneading blocks sold by the Buss Company; a Brabender mixer; a Theysohn
TSK 045 compounder, which is a twin-shaft extruder with shafts rotating in the same direction and
which has multiple heating and processing zones; a Buss Ko-Kneader having a heatable auger screw;
Baker-Perkins MPC/V-30 double and single auger extruder; single and twin auger OMC extruders;
Model EPV 60/36D extruder; BATTAGGION ME100 direct-current slow mixer; and a HAAKE
Reomex extruder.
2. Blending Additional Polymers and Liquids to Form the Thermoplastic Phase
As set forth above, one or more natural or synthetic polymers may be added to the starch melt in
order to improve the properties of the thermoplastic starch compositions, particularly in the solid
state. In addition, other materials such as liquids, solids, and gases can be dissolved or otherwise
incorporated into the thermoplastic phase in order to further improve the properties thereof. Such
other polymers and materials will preferably be added to the starch after the starch has at least
partially formed a melt in order that the starch and optional polymers and other materials can then be
substantially homogeneously mixed together. Typically, the thermoplastic phase will be subjected to
high shear conditions within an appropriate mixer. Where it is desired for the process to be
continuous, the same apparatus used to form the starch melt may be used to blend the other
components therein. More preferably, the mixing apparatus will comprise an auger extruder as
discussed above. Multi-chamber extruders advantageously allow for the addition of different
materials downstream from where previous materials have been added, melted and blended in order
to form a continuous and dynamic mixing process that takes advantage of the proper order of mixing
selected components together.
In many cases it will be advantageous for the starch and one or more synthetic polymers to undergo a
condensation reaction (or other type of reaction) in order to chemically interlink at least a portion of
the starch with at least a portion of one or more additional polymers. Such chemical linking yields a
more homogeneously mixed thermoplastic phase having more uniform properties. In addition,
reacting the starch and other polymer(s) creates greater strength by virtue of the formation of a larger
number of chemical bonds throughout the thermoplastic phase. Additional cross-linking agents,
chain extenders and reactants may also be added in order to further improve the properties of the
thermoplastic phase.
In order to assist in the promotion of condensation reactions between the starch and other
components, it will be preferable to minimize the amount of water within the thermoplastic phase
melt. As set forth above, a preferred method of doing this is to use starch that has been pre-dried to
remove a substantial portion of the water inherently bound within native starch, which is typically
about 10-20%. Preferred pre-dried starch will have a water content less than about 10%, more
preferably less than about 5%, and most preferably less than about 3% by weight of the starch.
In order to further reduce the moisture content beyond that which may be removed by way of predrying the starch, the mixing apparatus may be equipped with a venting chamber or other degassing
means for further venting or degassing water in a vapor form during processing. Since the
thermoplastic phase will typically melt at a temperature higher than the boiling point of water, water
vapor can be advantageously removed by means of venting. Moreover, because there is some reason
to believe that starch thermodynamically prefers associating with glycerin, sorbitol and other
plasticizing liquids compared to water, it may be easier to remove water during processing compared
to pre-drying the starch, particularly without damaging the starch. In addition, venting or degassing
can be employed to remove any moisture that may be produced by way of condensation reactions
between starch and other components during the formation of the thermoplastic starch composition.
In the case where condensation reactions are dynamically occurring throughout the thermoplastic
melt phase, it is possible that farther water may be produced as a by product. Removal of this water
of condensation and any residual water within the pre-dried starch can assist in driving the desired
condensation reaction in the forward direction in order to more fully react the starch and the
synthetic thermoplastic components.
In the case where water is removed by degassing or venting of the thermoplastic starch composition
during processing, it will be preferable to remove water so that the composition includes less than
about 5% water by weight of the combined starch, plasticizer and water content while in a melted
state, more preferably less than about 3% by weight, and most preferably less than about 1% by
weight while in a melted state. As will be discussed below, upon cooling the melt, such as by means
of water, the quenched melt will tend to reabsorb moisture. However, moisture that is reabsorbed is
loosely bound in the sense that it is believed not to become interposed between the starch molecules
as are the water or other plasticizer that is mixed with the starch while in a molten state. As such, this
loosely bound water does not participate in the thermoplastic starch on a molecular level in the same
way that “integrated” water or plasticizer is involved, and the transient nature of such moisture and
its tendency to migrate into or out of the thermoplastic starch composition does not yield retrograde
or crystalline starch as does the migration of “integrated water” out of destructurized starch.
Because it is certainly within the scope of the present invention to utilize thermoplastic polymers that
do not undergo condensation reactions with the starch component, or that do not react at all with the
starch, it will not be necessary in every case to use pre-dried starch and/or vent water from the
thermoplastic phase melt. Of course, to the extent that water vapor might damage the mechanical
integrity of the thermoplastic starch compositions upon exiting from the extruder barrel, it will
certainly be preferable to remove any deleterious amounts of water vapor.
In most cases, it will be preferable to blend the starch and one or more additional polymers with
sufficient shear and for a sufficient length of time to yield a substantially homogeneous mixture.
Because the starch molecules and other thermoplastic polymer molecules are relatively large in size,
the resulting thermoplastic phase will typically comprise multiple subphases of two or more different
types of polymers. As a general rule, the more cross linking bonds there are between the various
polymer molecules of the different subphases the greater will be the strength and uniformity of
mechanical properties of the thermoplastic starch composition.
In those cases where the melting point or softening range of the thermoplastic starch melt is higher
than the melting point or softening range of the optionally added polymers, it will usually not be
necessary to further increase the temperature of the thermoplastic phase in order to cause the other
polymers to melt. On the other hand, in those cases where the temperature of the starch melt is
significantly lower than the melting point or softening range of the one or more added polymers, it
may be necessary to increase the temperature that is applied to the thermoplastic melt in order to
obtain a homogeneously blended melt. Nevertheless, it is certainly within the scope of the present
invention to only partially melt one or more components of the thermoplastic phase if desired.
Moreover, it may be possible in some cases for a polymer blend to have an overall melting point or
softening range that is lower than the melting point or softening range of the individual polymers.
3. Addition of Solid Phases
A wide variety of solid phases such as one or more inorganic fillers and optional fibrous and organic
fillers can be added to the thermoplastic starch compositions. In the event that fibers are added, it
will generally be preferable to add the fibers to the thermoplastic phase melt prior to the addition of
the inorganic filler, since fibers generally require greater shearing action than inorganic fillers to
become homogeneously mixed. The thermoplastic phase will preferably have a viscosity that is
sufficient to transfer the shearing action of the mixing apparatus down to the fiber level in order to
separate the fibers and homogeneously disperse them throughout the thermoplastic phase.
Because the inorganic filler components will generally comprise particulate fillers that are generally
easier than fibers to disperse throughout the thermoplastic phase, blending such fillers will require
much less shear compared to the blending of the fibrous materials. Moreover, because the inorganic
filler component will generally be far more abrasive than the other components that may be added to
the composition, it may be advantageous to use less shear in order to protect the components of the
mixing apparatus. Nevertheless, any degree of shear can be used so long as it yields a thermoplastic
composition and does not unduly damage the mixing apparatus.
In those cases where fragile inorganic fillers are included, such as lightweight fillers that include
significant void spaces, excessively high shearing forces can cause such fillers to break and be
ground into a finer powder, which would thereby destroy the lightweight and/or insulating effect of
such materials.
Organic filler components may generally be added at any time either before or after the addition of
the inorganic filler. It should be understood, however, that certain specific components may be best
blended in specific orders and sequences under certain optimal mixing conditions. One of ordinary
skill in the art will know how to optimize the mixing order and mixing conditions in order to obtain
thermoplastic starch compositions having desired properties, both in the melt state and in the solid
state.
4. Forming Optional Void Phase
In those instances where it may be desired to incorporate a void phase, a wide variety of different
techniques may be used to introduce voids, such as the use of mechanical means, blowing agents,
nucleating agents, chemical expansion agents, expandable particles, and the like. Void forming
agents may be added at any time during the manufacture of the thermoplastic phase, either before,
during or after the addition of the solid phases. In general, it will be advantageous for the blowing
agent to have its maximum expansion effect during the molding process in which the final articles
are formed. Nevertheless, voids may be introduced during the mixing process, molding process, or
during a post molding process in which a final article is heated to a temperature sufficient to cause
the thermoplastic phase to become at least partially molten while simultaneously triggering some
kind of expansion agent to form void spaces within the molded article.
B. Shaping of Molten Thermoplastic Starch Compositions
Once the thermoplastic starch compositions have been processed into a molten state, they may be
shaped into a huge variety of articles using any known shaping means known in the art for plastic
materials. Moreover, many shaping procedures used to form other materials such as ceramics may be
modified and used to mold the thermoplastic starch compositions, particularly those that include a
relatively high concentration of inorganic filler.
In many cases it will be desirable to first form the thermoplastic starch compositions into a granulate
or bead by extruding the initially formed thermoplastic starch compositions through a die to form an
extruded strand, which is thereafter cooled in a water bath, and then chopped into individual pieces.
Such pieces may be stored, transferred and then used as desired in the manufacture of a wide variety
of articles. Alternatively, the molten thermoplastic starch compositions can be immediately molded
into the desired final articles.
Cooling an extruded strand with water prior to formation of a granulate will tend to cause a net
absorption of water in the granulate. The absorption of water begins at the moment the extrudate is
cooled or quenched in water, and continues so long as the strand or granulates are moist and/or
exposed to relatively humid ambient conditions. Of course, water that is reabsorbed should be
understood to be “loosely bound” in the sense that once the thermoplastic starch phase has solidified,
the absorbed water is only absorbed superficially and is not believed to become incorporated
substantially within and between the starch molecules in the same manner as the water and/or
plasticizer that is mixed with the starch while in a melted state. In general, thermoplastic starch
compositions that are cooled with water will absorb from about 1% to about 6% by weight of loosely
bound water.
Appropriate molding processes used to form the thermoplastic starch compositions of the invention
into desired articles include blow molding, film blowing, injection molding, die press molding,
rolling or calendering to form sheets, vacuum forming, including vacuum forming of sheets and
films, extrusion, hot pressing, laminating, coating, and virtually any other known molding technique.
A preferred blow-molding apparatus is an AEMME-200 blow-molding apparatus.
In most cases, the shaping process also includes cooling the shaped thermoplastic starch composition
to below its melting point or softening range in order to yield a solidified article. Depending on the
type of article being manufactured, as well as the intended use of the article, it may be preferable to
control the degree of crystallinity of the solidified thermoplastic phase. In most cases, the type and
quantity of plasticizer and other polymers blended with the starch component will have the greatest
effect on the crystallinity of the thermoplastic phase, as discussed more fully above. Nevertheless, it
may also be possible to affect the degree or percentage of crystallinity by controlling the rate at
which the shaped thermoplastic starch compositions are cooled.
As with other polymers, the degree of crystallinity of the starch molecules and other polymers within
the thermoplastic phase may be increased if the molten thermoplastic starch compositions of the
present invention are cooled more slowly. For example, if a starch melt is cooled slowly so that its
temperature is maintained within the softening range for a relatively long time, the molecules may be
allowed to rearrange themselves into a lower energy crystalline state. On the other hand, cooling a
starch melt more quickly will tend to maintain the solidified product in a more amorphous, and less
crystalline state.
Controlling the degree of crystallinity by means of controlling compositional as well as processing
variables, may be helpful in engineering a final product having desired properties. On the one hand,
solidified thermoplastic starch compositions that have lower crystallinity and which are more
amorphous will generally have greater tensile strength, flexibility, bending endurance, and will
behave like a wide variety of conventional thermoplastic polymers. On the other hand, such
compositions will generally be more sensitive to heat over a wider range of temperatures. Thus, more
highly crystalline thermoplastic compositions may be more suited for the manufacture of articles that
need to be more heat-resistant, such as microwavable containers. Because more amorphous
compositions tend to soften at lower temperatures due to such polymers having a wider softening
range compared to crystalline polymers which have a more distinct melting point, they may have the
tendency to soften when heated in a microwave oven. In contrast, compositions having a greater
degree of crystallinity will tend to remain more rigid until heated to even higher temperatures and for
longer periods of time compared to more amorphous polymers. The same is true for more amorphous
polymers that are cooled to or below their glass transition temperature.
As stated above, preferred melting points or softening ranges for the thermoplastic starch
compositions of the present invention are in a range from about 70° C., to about 240° C., more
preferably in a range from about 80° C. to about 220° C., and most preferably in a range from about
100° C. to about 200° C.
C. Post-Formation Processing
Once an appropriate article has been formed from the inventive thermoplastic starch compositions, it
may be further processed in order to obtain the desired mechanical or physical properties. Postformation processes include conversion of one article into another, such as the formation of
containers or other articles from sheets, remelting, coating, monoaxial and biaxial stretching of
sheets, lamination with one or more other sheets or films, corrugation, creping, parchmenting,
scoring and perforation of sheets, printing, expansion, and virtually any other known post-formation
process.
Coatings that may be used with the thermoplastic starch compositions of the present invention
include paraffin (synthetic wax); shellac; xylene-formaldehyde resins condensed with 4,4′isopropylidenediphenolepichlorohydrin epoxy resins; polyurethanes; drying oils; reconstituted oils
from triglycerides or fatty acids from the drying oils to form esters with various glycols (butylene
glycol, ethylene glycol), sorbitol, and trimethylol ethane or propane; synthetic drying oils including
polybutadiene resin; natural fossil resins including copal (tropical tree resins, fossil and modern),
damar, elemi, gilsonite (a black, shiny asphaltite, soluble in turpentine), glycol ester of damar, copal,
elemi, and sandarac (a brittle, faintly aromatic translucent resin derived from the sandarac pine of
Africa), shellac, Utah coal resin; rosins and rosin derivatives including rosin (gum rosin, tall oil
rosin, and wood rosin), rosin esters formed by reaction with specific glycols or alcohols, rosin esters
formed by reaction formaldehydes, and rosin salts (calcium resinate and zinc resinate); edible oils;
phenolic resins formed by reaction of phenols with formaldehyde; polyester resins; epoxy resins,
catalysts, and adjuncts; coumarone-indene resin; petroleum hydrocarbon resin (cyclopentadiene
type); teipene resins; urea-formaldehyde resins and their curing catalyst; triazine-formaldehyde
resins and their curing catalyst; modifiers (for oils and alkyds, including polyesters); vinyl resinous
substances (polyvinyl chloride, polyvinyl acetate, polyvinyl alcohol, etc.); cellulosic materials
(carboxymethylcellulose, cellulose acetate, ethylhydroxyethylcellulose, etc.); styrene polymers;
polyethylene and its copolymers; acrylics and their copolymers; methyl methacrylate; ethyl
methacrylate; waxes (paraffin type I, paraffin type II, polyethylene, sperm oil, bees, and spermaceti);
melamine; polyamides; polylactic acid, Biopol® (a polyhydroxybutyrate-hydroxyvalerate
copolymer), polycaprolactone and other aliphatic polyesters; aliphatic-aromatic copolyesters;
soybean protein; latexes; polyacrylates; other synthetic polymers including biodegradable polymers;
and elastomers and mixtures thereof. Appropriate inorganic coatings include sodium silicate, calcium
carbonate, aluminum oxide, silicon oxide, kaolin, clay, ceramic and mixtures thereof. The inorganic
coatings may also be mixed with one or more of the organic coatings set forth above.
Of course, it should be understood that the thermoplastic starch compositions of the present
invention may themselves be used as coating materials in order to form a synergistic composite with,
or otherwise improve the properties of, any number of other materials. Such disparate materials such
as paper, paperboard, molded starch-bound articles such as starch-based foams, metals, plastics,
concrete, plaster, ceramics, and the like can be advantageously coated with a thermoplastic starch
composition.
D. Articles Made From Thermoplastic Starch Compositions
Due to the wide variety of properties that may be microstructurally engineered into the thermoplastic
starch compositions of the present invention, it is possible to manufacture a wide variety of finished
articles that may presently be made plastics, paper, paperboard, polystyrene, metals, ceramics, and
other materials. Merely by way of example, it is possible to manufacture the following exemplary
articles: films, bags, containers, including disposable and nondisposable food or beverage containers,
cereal boxes, sandwich containers, “clam shell” containers (including, but not limited to, hinged
containers used with fast-food sandwiches such as hamburgers), drinking straws, plastic baggies,
golf tees, buttons, pens, pencils, rulers, cassette tape boxes, CD containers, cassette tapes, business
cards, toys, tools, Halloween masks, building products, frozen food boxes, milk cartons, fruit juice
containers, yoghurt containers, beverage carriers (including, but not limited to, wraparound basketstyle carriers, and “six pack” ring-style carriers), ice cream cartons, cups, french fly containers, fast
food carryout boxes, packaging materials such as wrapping paper, spacing material, flexible
packaging such as bags for snack foods, bags with an open end such as grocery bags, bags within
cartons such as a dry cereal box, multiwall bags, sacks, wraparound casing, support cards for
products which are displayed with a cover (particularly plastic covers disposed over food products
such as lunch meats, office products, cosmetics, hardware items, and toys), computer chip boards,
support trays for supporting products (such as cookies and candy bars), cans, tape, and wraps
(including, but not limited to, freezer wraps, tire wraps, butcher wraps, meat wraps, and sausage
wraps); a variety of cartons and boxes such as corrugated boxes, cigar boxes, confectionery boxes,
and boxes for cosmetics; convoluted or spiral wound containers for various products (such as frozen
juice concentrate, oatmeal, potato chips, ice cream, salt, detergent, and motor oil), mailing tubes,
sheet tubes for rolling materials (such as wrapping paper, cloth materials, paper towels and toilet
paper), and sleeves; printed materials and office supplies such as books, magazines, brochures,
envelopes, gummed tape, postcards, three-ring binders, book covers, folders, and pencils; various
eating utensils and storage containers such as dishes, lids, straws, cutlery, knives, forks, spoons,
bottles, jars, cases, crates, trays, baking trays, bowls, microwaveable dinner trays, “TV” dinner trays,
egg cartons, meat packaging platters, disposable plates, vending plates, pie plates, and breakfast
plates, emergency emesis receptacles (i.e., “barf bags”), substantially spherical objects, toys,
medicine vials, ampules, animal cages, firework shells, model rocket engine shells, model rockets,
coatings, laminates, and an endless variety of other objects.
IV. EXAMPLES OF THE PREFERRED EMBODIMENTS
The following examples are presented in order to more specifically teach compositions and process
conditions for forming the thermoplastic starch compositions according to the present invention, as
well as articles therefrom. The examples include various mix designs, as well as various processes
for manufacturing thermoplastic starch compositions, including sheets, films, pellets, containers, and
other articles of manufacture.
U.S. Pat. No. 5,736,209 to Andersen et al., discloses compositions and methods for manufacturing a
wide variety of sheets that include starch as the primary binder, a cellulosic ether as a secondary
film-forming binder, inorganic fillers up to 90% by weight, and fibers. Such sheets are manufactured
from aqueous starch-based mixtures that generally include sufficiently large quantities of water such
that the resulting aqueous starch-based mixture will not behave as a thermoplastic material—such
starch-based mixtures being liquid or gel-like at room temperature. Therefore, the sheets made from
these starch-based mixtures are typically made by passing the mixture between one or more sets of
heated sheet-forming rollers which remove a substantial portion of the water by evaporation in order
to cause the starch and cellulosic ether binders to resolidify and thereby form a solid sheet.
More recently the inventors discovered that sheets made according to U.S. Pat. No. 5,736,209, when
made to include glycerin and/or sufficient residual moisture, could be subsequently reheated and
reshaped and, thus, caused to behave in a thermoplastic manner. It was observed that such sheets
could be heated to the point that they become softened and somewhat plastic or flowable, which
allowed the sheets to be reshaped and then resolidified in the new shape by cooling. Because many
of such sheets included significant to substantial quantities of an inorganic filler (e.g., calcium
carbonate), it was thereby discovered that compositions that included starch, glycerin and/or water in
plasticizing quantities, a cellulosic ether as an auxiliary polymer, calcium carbonate as an inorganic
filler, and fibers as reinforcement could be processed in a thermoplastic manner.
Incorporated Example Set I
The following examples from U.S. Pat. No. 5,736,209 are expressly incorporated herein by specific
reference as examples of starch-containing compositions that have been found to exhibit
thermoplastic behavior: Examples 5, 10, 11, 28, 29, 33-35 and 46-48. Although the sheets were
manufactured from aqueous starch-based mixtures that themselves do not behave in a thermoplastic
manner, the resulting sheets made by evaporating a substantial portion of the water from the initial
aqueous mixtures did, in fact, exhibit thermoplastic behavior when subsequently reheated so as to
form a melt. In view of the foregoing, the final sheets and their associated compositions of Examples
5, 10, 11, 28, 29, 33-35 and 46-48 of U.S. Pat. No. 5,736,209, provide actual working examples of
compositions that, when subsequently reheated to form a melt, yield thermoplastic starch
compositions within the scope of the present invention. The reason why the starch was able to
behave in a thermoplastic manner was believed to be due to the inclusion of glycerin within the
mixtures disclosed in these examples. The glycerin in the final hardened sheets, either alone or in
combination with residual water, acted as a plasticizer that lowered the melt temperature of the starch
to below the decomposition temperature of the starch, thus causing the starch to become
thermoplastic.
More particularly, starch-bound sheets made generally according U.S. Pat. No. 5,736,209 were
passed between a pair of rollers which were configured to exert a pressure of about 60 bars and
which were heated to 180° C. The starch-bound sheets were initially generally opaque, which is
characteristic of more highly crystalline retrograde starch formed by removing water by evaporation
from gelatinized starch. However, upon being passed between the rollers, the sheet became
transparent, which is more characteristic of starch that has undergone a melt so as to become more
highly amorphous and less crystalline. In addition, the starch-bound sheet turned from a solid state to
a molten thermoplastic starch material, which tended to deposit itself on the rollers since the process
was experimental and in no way optimized. Nevertheless, the process demonstrated that even
retrograde starch formed by the more inexpensive methods described in U.S. Pat. No. 5,736,209
could be subsequently formed into thermoplastic starch when reheated in the presence of glycerin.
In addition to the foregoing examples, one could certainly modify the remaining examples of U.S.
Pat. No. 5,736,209 to include glycerin in an amount sufficient to plasticize the starch binder and
allow it to behave in a thermoplastic manner. Alternatively, sheets formed from starch-based
mixtures that did not initially include any glycerin or other non-volatile plasticizer could be treated
with glycerin after formation of the sheets in order for the glycerin to contact the starch within the
sheets. Finally, to the extent that the examples do not include any inorganic filler, they could
certainly be modified to include an inorganic filler in an amount within the ranges disclosed herein.
In view of this, the remaining examples set forth in U.S. Pat. No. 5,736,209 are incorporated by
specific reference with the understanding that the compositions disclosed therein are to be modified
to include a sufficient quantity of a low volatile plasticizer and/or water to render the starch
thermoplastically processible, and in addition to include an inorganic filler within the ranges
disclosed herein.
Incorporated and Modified Example Set II
The modified sheets of Incorporated Example Set I are instead chopped into small pieces and then
fed into an auger extruder that is able to apply sufficient heat and shear so as to create melts from the
various starch-based compositions defined in Incorporated Example Set I. The thermoplastic melts
are able to be shaped into a wide variety of articles using many known processes used in the
thermoplastic and ceramic arts and then cooled to yield final solidified articles.
Incorporated and Modified Example Set III
The aqueous starch-based mixtures used to form the sheets set forth in each of the examples of U.S.
Pat. No. 5,736,209 are modified by eliminating some or all of the water and instead including a
sufficient amount of a low volatile plasticizer (such as glycerin, sorbitol, or a mixture thereof) in an
amount in a range from about 3% to about 50% by weight of the starch component. An inorganic
filler material is also included in an amount of at least 5% by weight of the overall compositions.
These compositions are fed into the barrel of an auger extruder where they are exposed to sufficient
heat and shear in order for the starch and non-volatile plasticizer to interact together to form a starch
melt. The cellulosic ether also behaves in a thermoplastic manner when mixed with the starch melt
under high shear so as to form a multi-component thermoplastic phase melt.
The resulting molten thermoplastic starch composition is extruded through a die into one or more
continuously formed strands, which are cooled by passing the one or more strands through a cooling
bath. After becoming substantially solidified, the strands are chopped into individual pieces, such as
pellets, which can be stored, transported and then further processed and shaped into a wide variety of
articles by reheating the thermoplastic starch composition pellets.
Alternatively, the molten thermoplastic starch composition is directly shaped into a desired article,
thus eliminating the intermediate step of forming strands and pellets.
The examples that are set forth hereinafter constitute hypothetical examples that are based upon
actual mix designs that have been tested or which would be reasonably believed to be processible in
a thermoplastic manner based upon actual mix designs and the knowledge learned therefrom.
Although hypothetical in nature, the following examples are nonetheless to be considered to be filly
enabling of thermoplastic starch compositions within the scope of the present invention.
Example 1
A thermoplastic starch composition is formed from the following components (expressed in terms of
parts by weight):
starch
100 parts
glycerin
15 parts
sorbitol
15 parts
poly-ε-caprolactone 130 parts
calcium carbonate 260 parts
The starch, which comprises a native potato starch having an initial moisture content of 17% by
weight, glycerin and sorbitol are blended for 1 minute within a barrel of a twin-auger extruder at a
temperature of 160-180° C. in order to form thermoplastic starch melt. This melt is degassed in order
to reduce the absolute moisture content to below about 5% by weight of the starch, preferably to
below about 3%, and most preferably to below about 1%. Thereafter, the starch melt is blended with
the poly-ε-caprolactone (PCL) for an additional minute and heated at a temperature of 170° C. in
order to form a substantially homogeneous thermoplastic phase comprising thermoplastic starch and
poly-ε-caprolactone. At least a portion of the thermoplastic starch (TPS) and (PCL) undergo crossesterification to thereby form a TPS/PCL copolymer. The TPS/PCL copolymer results in a more
homogeneous dispersion of the remaining TPS and PCL. The calcium carbonate is then added to the
thermoplastic phase melt and mixed for a minute or less in order to form a substantially
homogeneously blended inorganically filled thermoplastic starch composition. This composition is
extruded through a die to form a continuous strand of material that is drawn through a cooling water
bath in order to form a solidified strand, which is then chopped into individual pieces. These pieces
are then reshaped as desired into any one of a variety of articles using molding techniques known in
the thermoplastic industry. The articles made therefrom include approximately 50% by weight
calcium carbonate, 25% poly-ε-caprolactone, and 25% thermoplastic starch. These articles were
moderately stiff and exhibited properties similar to relatively stiff plastic articles known in the art.
Examples 2-19
The composition and process set forth in Example 1 are repeated except that the amount of calcium
carbonate added to the thermoplastic starch composition is altered to yield compositions having the
following concentrations of calcium carbonate:
Example CaCO3 (wt %) Example CaCO3 (wt %)
2
3
4
5
6
7
8
9
10
5%
10%
15%
20%
25%
30%
35%
40%
45%
11
12
13
14
15
16
17
18
19
55%
60%
65%
70%
75%
80%
85%
90%
95%
As the concentration of calcium carbonate is decreased the resulting thermoplastic starch
compositions have increased flexibility, tensile strength, toughness and fracture energy, but
somewhat lower tensile strength. Conversely, as the concentration of calcium carbonate is increased
the resulting thermoplastic starch compositions have increased stiffness, are more brittle, have
somewhat increased compressive strength, but are far less expensive due to the greatly reduced
materials costs. There are numerous applications in which plastics having a wide variety of
mechanical properties, such as strength and stiffness, are appropriate and even desired over plastics
having other strength and stiffness properties. Although the compositions having 95% by weight
calcium carbonate are extremely brittle and have virtually no flexibility and minimum toughness, an
example of an article that could be made therefrom is a “clay pigeon” or other frangible target used
for target practice.
Examples 20-24
Thermoplastic starch compositions are formed from the following components (expressed as parts by
weight).
Example Starch Water Clay
20
21
22
23
24
90 parts 10 parts 10 parts
90 parts 10 parts 30 parts
80 parts 20 parts 100 parts
80 parts 20 parts 200 parts
77 parts 23 parts 500 parts
The starch that is used comprises any native starch. The starch, water and clay are blended in the
barrel of an auger extruder under temperature and controlled pressure so as to form a starch melt into
which is mixed the various concentrations of clay. The clay-containing starch melt is die molded into
a series of disc-shaped objects. At lower concentrations of clay, the resulting disc has increased
tensile strength, toughness, and fracture energy. As the amount of clay is increased, the resulting
discs become more brittle and fragile but also far less expensive. Such discs could be used for a
variety of purposes such as coasters to set drinks thereon, poker chips, targets, etc.
Example 25
Example 1 is repeated in every respect except that pre-dried starch having an initial water content
below about 1% by weight is used instead of native starch. The resulting melt formed from the
starch, plasticizer and PCL does not require significant degassing to remove excess water vapor.
Example 26
Example 1 is repeated in every respect except that a portion of the calcium carbonate is replaced with
a zeolite that is capable of scavenging water in an amount such that a substantial portion of the water
initially found within the native starch is absorbed by the zeolite and thereby removed from the
thermoplastic phase. This allows for a greater tendency of the starch and PCL to undergo a
condensation reaction in order to form a copolymer therefrom.
Examples 27-38
Any of the foregoing examples is modified by replacing some or all of the thermoplastic polymer
with one or more of the following types of polymers to form a multi-component thermoplastic phase.
Example Polymer
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
polyethylene
ethylene-vinyl alcohol copolymer
polylactic acid
aliphatic-aromatic copolyester including 1,4-butandioladipinic
acid and teraphthalic acid with a chain extender comprising
isocyanate
cellulose acetate
cellulosic ether
polyester
polyamide
polyvinylpyrillidone
polyacrylic acid
collagen
sunflower protein
sunflower protein
soybean protein
Gelatin
Examples 42-47
Any of the foregoing examples are modified by including the following amounts of a fibrous
component, such as a naturally occurring organic plant fiber:
Example Fiber Concentration
42
43
44
45
46
47
3%
5%
10%
20%
40%
70%
The fibrous component is blended within the thermoplastic starch melt under conditions of sufficient
shear so as to substantially homogeneously blend the individual fibers throughout the thermoplastic
starch melt. This occurs prior to the addition of the inorganic filler, which is thereafter blended
within the mixture at lower shear. As the fibrous component is increased, the resulting thermoplastic
starch compositions have increased tensile strength, compressive strength, toughness, fracture
energy, and modulus of elasticity. A wide variety of articles can be shaped from the foregoing
compositions.
Examples 48-56
Any of the foregoing examples is modified such that at least a portion of the low volatile plasticizer
and/or water is replaced with one or more of the following plasticizers:
Example Plasticizer
48
49
50
51
52
53
54
55
propylene glycol
1,3-propanediol
neopentylglycol
sorbitol acetate
DMSO
polyvinyl alcohol (3-20 repeating units)
polyethylene glycol
polyglycerols (2-10 repeating units)
The concentrations of the foregoing plasticizers are adjusted in order to yield a mixture of starch and
plasticizer that is able to form a melt within a temperature range from as low as 70° C. to as high as
250° C.
Example 57
Any of the foregoing examples in which the additional thermoplastic polymer has a melting point or
softening range that is higher than the thermoplastic starch subcomponent will generally require
additional heating to raise the temperature of the thermoplastic phase to the softening point of the
additional polymer in order to form a substantially homogeneous mixture of the thermoplastic phase
components.
Example 58
To any of the foregoing examples is added a cross-linking agent.
Example 59
To any of the foregoing examples is added a reactive substrate that is able to react with, or otherwise
block, at least some of the hydroxyl groups along the starch polymer.
Example 60
Any appropriate combination of starch and polymer capable of forming one or more condensation
reaction products with starch is processed in a manner that reduces the moisture content of the
mixture to below about 0.1% of the mixture so as to promote the formation of such condensation
reaction products.
Example 61
Any of the foregoing compositions is molded in a manner so as to yield a thermoplastic starch foam,
such as by utilizing water as the foaming agent during a heated molding process.
VI. SUMMARY
From the foregoing, it will be appreciated that the present invention provides improved thermoplastic
starch compositions and methods for manufacturing low cost, environmentally friendly sheets, films,
articles made therefrom, and molded articles having appropriate mechanical properties similar to,
e.g., paper, paperboard, polystyrene, plastic, metal sheets, and the like.
The present invention also disclosed how to make thermoplastic starch compositions which allow for
the formation of a variety of containers and other articles using existing manufacturing equipment
and techniques presently used to form articles from paper, polymer films, or moldable plastic
materials.
The present invention further teaches how to manufacture environmentally friendly thermoplastic
starch compositions that only include a fraction of the starch content compared to other starch-based
compositions presently being utilized.
In addition, the present invention provides thermoplastic starch compositions that yield articles that
are readily biodegradable and or degradable into substances commonly found on the earth.
Furthermore, the present invention provides thermoplastic starch compositions and methods which
allow for the manufacture of sheets, containers and other articles at a cost that is comparable to, or
even lower than, the cost of existing methods of manufacturing articles from paper, plastics, or other
materials.
Moreover, the present invention provides thermoplastic starch compositions and methods which
allow for the inclusion of less organic polymer materials while overcoming many of the problems
associated with conventional starch melts.
The present invention further provides thermoplastic starch compositions and methods which allow
for the inclusion of significant quantities of natural inorganic mineral fillers and, optionally fibrous
materials, either organic or inorganic, within such thermoplastic starch compositions.
Finally, the present invention provides thermoplastic starch compositions that have improved
physical properties, such as increased thermal stability, increased modulus of elasticity, compressive
strength, and toughness compared to conventional thermoplastic starch compositions.
The present invention may be embodied in other specific forms without departing from its spirit or
essential characteristics. The described embodiments are to be considered in all respects as
illustrative only and not restrictive. The scope of the invention is, therefore, indicated by the
appended claims rather than by the foregoing description. All changes which come within the
meaning and range of equivalency of the claims are to be embraced within their scope.
COMMERCE TRADE give much emphasis on the quality and clients. We serve clients with the quality guideline of
being responsible for every working procedure, every product and every client. What we have done is for the
clients and we believe that quality is the best way to develop market. All of the products have passed the
authentication of ISO9001. Reliable and stable quality is the key to success; our products are well known at home
and abroad.
A critical machine that is out of operation could cost you thousands of dollars an hour!
One key machine that is operating at less than peak efficiency may cost you thousands of dollars a day!
Upgrading an aging machine can cost up to 90% less than buying new!
Upgrading an aging machine could reduce your energy usage up to 75%!
Company name: Commerce Trade LP
Registration ID: SL017200
Company address:
45 Rosehaugh Road,
Inverness, IV3 8SW,
Scotland, UK
e-mail: info@commercetrade.eu
Commercial representation in the Baltic States and the CIS
ETTORE TEXTILES LP
Reg.Nо. SL014654 ; Date of Registration: 06.11.2013
Address: Vienības gatve 109, Rīga, LV-1058, Latvija
EORI: GB017778003000
VAT: LV90010342850 ( 25.07.2014.)
Attorney : Sergei Kuchera
Account (multycurrency): LV73LATB0006100156715
SWIFT : LATBLV22
Bank: A/S Norvik banka
Address: E.Birznieka-Upisa street 21 ,Riga LV-1011 ,Latvia
Production and Logistics Mission
SIA KORNS
Reg. №: 40003117086
Address: Kurzemes pr. 128-38a, Riga, LV-1067, Latvija
Account (multycurrency): LV28LAPB0000066054164
Bank: AS Latvijas pasta banka
Address: Brīvības iela 54, Rīga, LV-1011
BIC/SWIFT код: LAPBLV2X
VAT - LV400031f 7086
EORI - LV40003117086
CommerceTrade © 2014, All Rights are reserved
Injection Molding Machine
COMMERCE TRADE Upgrading KLOCKNER-FERROMATIK DESMA
CommerceTrade © 2014, All Rights are reserved
COMMERCE TRADE Upgrading - KLOCKNER-FERROMATIK
DESMA-KD 650/300 HLKEP 180 Aluminum wood furniture
3. Working Methods And Programming COMMERCE TRADE
Upgrading - KLOCKNER-FERROMATIK DESMA-KD 650/300
HLKEP 180 Aluminum wood furniture
1. Introduction
One of the most outstanding features of the plastics is the ease with which they
can be processed. In some cases semi-finished articles such as sheets or rods
are produced and subsequent fabricated into shape using conventional methods
such as welding or machining. In the majority of the cases, however, the finished
article, which may be quite complex in shape, is produced in a single operation.
The processing stages of heating, shaping and cooling may be continuous (e.g.
production of pipe by extrusion), or a repeated cycle of events (e.g. production of
telephone housing by injection moulding), but in most cases the processes may
be automated and so are particularly suitable for mass production.
There is wide range of processing methods which may be used for plastics. In
most cases the choice of method is based on the shape of the component and
whether it is thermoplastic or thermosetting. There are two principal methods for
processing plastics.
External shut-off nozzle: This is the nozzle which is shut-off by external means.
Needle shut-off nozzle: This is the nozzle with a spring loaded needle valve
which opens when the melt pressure exceeds a certain value or alternatively
when the nozzle is pressed up against the mould. Most of the shut-off nozzles
have the disadvantage that they restrict the flow of the material and provide
undesirable stagnation sites. For this reason they should not be used with heat
sensitive materials such as PVC.
2. Mechanical
In the hydraulic systems, oil under pressure is introduced behind a piston
connected to the moving platen of the machine. This causes the mould to close
and the clamp force can be adjusted so that there is no leakage of molten plastic
from the mould.
In the mechanical system, the toggle is the mechanical device used to
amplify the force. Toggle mechanisms tend to be preferred for high speed
machines and where the clamping force is relatively small. The main advantages
of the toggle system are that it is more economical to run the small hydraulic
cylinder and since the toggle is self locking it is not necessary to maintain the
hydraulic pressure throughout the moulding cycle. The disadvantages of the
system is that there is no indication of the clamping force and the additional
moving parts increase maintenance costs.
Molds
An injection mould consists of two halves into which the impression of the part to
be moulded is cut. The mating surfaces of the mould halves are accurately
machined so that no leakage of the plastic can occur at split line. If leakage does
occur the flash on the moulding is unsightly and expensive to remove. In order to
facilitate mounting the mould in the machine and cooling and ejection of the
moulding, several additions are made to the basic mould halves.
Backing plates permit the mould to be bolted on to the machine platens.
Channels are machined into the mould to allow the mould temperature to be controlled.
Ejector pins are included to that the moulded part can be freed from the mould.
The mould cavity is joined to the machine nozzle by means of the sprue. The
sprue anchor pin then has the pulling the sprue away from the nozzle and
ensuring that the moulded part remains on the moving half of the mould, when
the mould opens. For multi-cavity moulds the impressions are joined to the sprue
by runners. Channels cut in one or both halves of the mould through which the
plastic will flow without restriction. A narrow constriction between the runner and
the cavity allows the moulding to be easily separated from the runner and sprue.
This constriction is called the gate. A production injection mould is a piece of high
precision engineering manufactured to very close tolerances by skilled craftsmen.
A typical mould can be considered to consist of 1.the cavity and core
2.the remainder of the mould.
Finishing and polishing the mould surfaces is also extremely important
because the melt will tend to reproduce every detail on the surface of the mould.
Finally the mould will have to be hardened to make it stand up to the treatment it
receives in service. As a result of all the time and effort which goes into mould
manufacture, it is sometimes found that a very complex mould costs more than
the moulding machine on which it is used.
Different Features of Molds
Gates: The gate is a small orifice which connects the runner to the cavity. It has a
number of functions. It provides a convenient weak link by which the moulding
can be broken off from the runner system. In some moulds the degating may be
automatic when the mould opens. The gate also acts like a valve in that it allows
molten plastic to fill the mould but being small it usually freezes off first. The
cavity is thus sealed off from the runner system which prevents material being
sucked out of the cavity during screw-back. Small gates are preferable because
no finishing is required if the moulding is separated cleanly from the runner. So
for the initial trials on a mould the gates are made as small as possible and are
only opened up if there are mould filling problems.
In a multi-cavity mould it is not always possible to arrange for the runner
length to each cavity to be the same. This means that cavities close to the sprue
would be filled quickly whereas cavities remote from the sprue receive the melt
later and at a reduced pressure. To get rid of this problem it is common to use
small gates close to the sprue and progressively increase the dimension of the
gates further along the runners. This has the effect of balancing the fill of the
cavities. If a single cavity mould is multi-gated then here again it may be
beneficial to balance the flow by using various gate sizes.
There are three types of gates which are commonly used. 1. Sprue gates: These are used when the sprue
bush can feed directly into the
mould cavity as in case of symmetrical moulding such as buckets. 2. Pin gates: These are particularly
successful because they cause high shear
rates which reduces the viscosity of the plastic and so the mould fills more easily.
3. Side gates: It is the most common type of the gate and is simple rectangular
section feeding into the side of the cavity. A particular attraction of this type of
gate is that mould filling can be improved by increasing the width of the gate but
the freeze time is unaffected because the depth is unchanged.
Runners
The runner is the flow path by which the molten plastic travels from the sprue (i.e.
the moulding machine) to the gates (i.e. the cavity). To prevent the runner
freezing off prematurely, its surface area should be small so as to minimize heat transfer to the mould.
However, the cross sectional area of the runner should be
large so that it presents little resistance to the flow of the plastic but not so large
that the cycle time needs to be extended to allow the runner to solidify for
ejection. A good indication of the efficiency of a runner is the ratio of its crosssectional area to its surface area.
Sprues
The sprue is the channel along which the molten plastic first enters the mould. It
delivers the melt from the nozzle to the runner system. The sprue is incoporated
in a hardened steel bush which has a seat designed to provide a good seal with
the nozzle.
Since it is important that the sprue is pulled out when the mould opens and
there is a sprue pulling device mounted directly opposite the sprue entry. This
can take many forms but typically it would be an undercut or reversed taper to
provide a key for the plastic on the moving half of the mould. Since the sprue ,
like the runner system, is effectively waste it should not be made excessively long.
Venting
Before the plastic melt is injected, the cavity in the closed mould contains air.
When the melt enters the mould, if the air cannot escape it become compressed.
At worst this may effect the filling, but in any case the sudden compression of the
air causes heating. This may be sufficient to burn the plastic and the mould
surface at the local hot spots. To alleviate this problem, vents are machined into
the mating surfaces of the mould to allow the air to escape.
Mold Temperature Control
If we want to get efficient moulding, we should control the mould temperature and
this is done by means of passing fluid through a suitable arrangement of channel
in the mould. The rate at which the moulding cools affect the total cycle time as
well as the surface finish, tolerances, distortion and internal stresses of the
moulded article. High mould temperature improves the surface gloss and tend to
eliminate voids. If the mould temperature is too low then the material may freeze
in the cavity before it is filled.
Heat Capacity of the Material
Thermodynamics principle are also valid for plastic materials, which are basic to
the chemical structure of each. In the melting of various thermoplastics the
quantity of heat required per unit weight may vary significantly depending upon
the differences in the heat capacity of the various plastics.
Every material has a specific heat, which expresses its ability to absorb or
release heat energy. Specific heat is the ratio of heat needed to elevate one
pound of material one degree to that for heating water, which has a specific heat
of 1, expressed as the number of BTU per pound per degree .
Due to complexity in handling specific heat data in calculation of heat input
and removal, a mathematical extrapolation, heat content, may be used instead.
The crystalline melting points for some materials can be seen by the change in
the slope of the curves, making it obvious that a great quantity of heat is required
to change the plastic's state from solid to liquid with the little change in
temperature. The more crystalline materials require a large quantity of heat, the
heat of fusion, to convert them from solid to liquid.
Typical examples of the total heat content of the plastics are available at any
plastic injection molding book.
Table 1 Heat Required or Removed in Molding Typical Resins.
Resin
Average molding temperature,
F. Total heat added or removed Btu/pound
Heat of fusion, Btu/pound
General polystyrene 500 160 0
Polyethylene Low density 440 274 56 High density 440 310 104
Nylon 530 340 56
The plasticities chamber or cylinder of the injection-molding machine is the
primary element of the machine since it is responsible for the conditioning of the
melt prior to its injection.
The size of the heating cylinder on a given injection-moulding machine is
usually determined by the design of the parts to be moulded. Most machinery
suppliers offer a range of the injection-unit sizes for machine s of specific clamptonnage sizes. The determining consideration is the amount of the material
needed to fill the mold which can have a large projected area with respect to part weight, requiring a large
clamp tonnage.
Cylinders are rated as to their plasticizing rate to indicate how fast the melting
system can soften a thermoplastic material to a flowable condition.
Thermoplastics vary, one from another, in many of the characteristics that
determine their melting rates. Thus, for convenience the plasticizing rates of
plasticators are usually related to one type of material as a standard, namely,
general-purpose polystyrene. When an injection machine's shot or hourly heating
capacity is given in ounces or pounds the reference to polystyrene is often
omitted, but should be understood.
To calculate the corresponding plasticizing capacity of a heating cylinder for
other resins it is necessary to know the relative specific heat of the materials. The
capacity when using another resin is obtained by dividing its specific gravity by
that of the polystyrene (1.04) and multiplying by the rated capacity. Thus for low
density polyethylene (0.92 specific gravity) a cylinder rated at 20 ounces per shot
will have a capacity of 0.92/1.04*20 = 17.7 ounces per shot.
The actual plasticizing capacity of a given heating cylinder depends to a large
extent upon the plastic to be processed. The moulding temperature, thermal
conductivity, specific gravity, and specific heat of a various materials are different
and all of these factors play an important role in the complex processes of the
heat transfer and heat generating by shearing in the injection cylinder. Many of
the newer thermoplastic materials, particularly those with lower thermal
conductivities and higher melting points, require a careful analysis of the heating
capabilities of the injection-moulding heating cylinders. When the density alone is
considered for different thermoplastics over range of processing temperatures,
the plasticising rates can be plotted for the various resins. As production rate increases, the quantity of heat
needed to achieve the
proper melt viscosity also increases. The controlling and indicating
instrumentation on most machined cannot reflect the actual temperatures within
the barrel nor sense the true temperature within the plastic melt. The heater
bands supply heat energy to the outside of the cylinder but effective heat input to
the polymer will be less. Only a relative basis can be assumed for the settings of
the instruments, since there is a lag between the indicated pyrometer readings
and the actual stock temperature. And, different polymers will reflect a wider or
narrower spread within these temperatures. The problem is further complicated
by differences in the cylinder design, the depth of the thermocouples and the
choice of the material as well as the rate of plasticization.
External Heating of Injection Cylinder
All injection-moulding machines make use of electrical heaters to aid in the
plastification of the material being processed. The most common system uses
mica heater bands of high wattage. Actually, several of these heaters are used
per zone on the injection cylinder and, depending upon the size of the machine,
the total wattage available for heating can be quite substantial.
Each zone along the length of the barrel is individually control by the
thermocouple and a pyrometer. The thermocouple senses the temperature
developed within the zone and transmit the information to the controlling
= 0 -c 60 o ' O. 4: 4, 50 C = o c'-40 >.
130 a o :7, 20 -c c
1
I
J
400 450 500 550 600 650 Temperature, °F
a 10
Cylinder Capacity as a Function of Melt Temperature
Cylinder-Heater Input and Power Requirements _ for Typical Machine Size
Shot size Ounces
Plasticizing capacity, lbs per hour
Approximate heat input, kilowatts
Screw power input horse power
1 17.5 2.0---- 2.5 3.5
3 45 2.8----
4.1 5
6 80 4.4----
5.2 10
9 125 8.5---- 9.0 15
12 220 9.0---- 10.5 25
24 250 10.6---- 12.0 40
40 400 15
---- 20 50
60 440 20
---- 25 60
80 700 25
---- 30 75
100 750 30
---- 40 90
150 850 40
---- 50 100
200 1000 60 ---- 70 125
225 1500 68 ---- 75 150 350 1800 75
----100 200
pyrometer. When the temperature reaches the set point of the pyrometer, a
signal is generated which tells the heater control to cut off the supply of electricity
to that set of the heater bands. Likewise, when a given zone is indicated as being
below the preset temperature level, a signal calling for a heat is sent back and
the power is again applied to the heating bands.
There are a number of suitable instruments commonly used sense
temperature along the barrel. The proportioning pyrometer is frequently found as
standard equipment on most molding machines. Other types, which are usually
more expensive, can be incorporated as optional equipment, when more
accurate control is necessary.
To generate the proper signals for the pyrometer and control the heating
zones, thermocouples are inserted into the barrel. A thermocouple works on the
principle of generating a small electrical current within a bimetallic element as the
temperature changes. The current is sensed by instrumentation within the
pyrometer so that a signal is generated which can be calibrated to be read on a
scale as a specific temperature. It is important to realize that the calibration for
any instrument is affected by changes in the instrument itself, or in the choice of
thermocouple, or in the length of the connecting wires with a resulting effect on
the accuracy of the readings. Also, any damage to the thermocouple itself may
result in erroneous readings.
MOLDING AND FINISHING
Molding Cycle
The important thing to remember, while considering the cycle time is that, once
the conditions are set into the controlling instruments of the machine, the
identical cycle will be repeated accurately for the duration of the production run or
until some effective change has been made.
In a typical cycle action is started by closing the safety gate at the die
area. As it is closed the gate trips two safety limit switches, one for the machine
hydraulic system, the other for the overall electrical system. From this point on, machine operation is
automatic. Assuming that the machine is equipped with a
hydraulic clamp, oil enters a jackram housed within the main ram, causing the
movable platen to advance at high speed but under low pressure. Just before the
mold halves make contact, a limit switch is tripped, causing oil to be diverted from
the jackram to the main cylinder. Platen speed immediately drops off, but
pressure increases. As the mold halves make contact, pressure builds up,
sensed by the pressure switch that signals the injection unit to begin its cycle. At this point, the reciprocating
screw is in its retracted position behind a
previously plasticized shot. Upon receipt of the signal from the pressure switch,
the shutoff valve opens and the injector's hydraulic system is actuated. This
causes the screw to advance as a plunger and to inject the shot at pressure as
high as 20,000 psi. This initial pressure-high to counter the chilling effect of the
mold is controlled by an adjustable relief valve or other flow control device.
Length of screw stroke, and therefore shot size, is also variable and is controlled
by a timer. When the mold cavities are filled, a signal from this timer to an
injection-speed controller reduces pressure on the screw, permitting injection to
continue at a reduce rate. The purpose of maintaining melt pressure is to
minimize the possibility of heat sinks resulting from contraction during part
cooling. This phase of the cycle is called the dwell time.
At the end of the dwell time the timer signals the shutoff valve to close and
the screw to resume its rotation. Plasticized melt again advances to the front of
the screw, forcing it to retract against the back pressure until the shot-control limit
switch is contacted. At this point, the clamp is still closed and the molded parts
are cooling. On the signal from the timer, set according to the cooling-time
requirements, the clamp opens slowly under pressure. Slow movement,
mandatory to protect the molded parts, continues until a fast-return limit switch is
contacted, at which point the platen speed picks up. Fast retraction continues
until another limit switch is contacted by a control rod actuated by the platen, to
reduce speed for slow, smooth ejection of the molded parts, which drop into a
box, or water tank, or onto a conveyer. Thus the machine cycle and its
subordinate, injection unit cycle are completed. In some cases automatic
operation of an injection machine is interrupted for manual removal of parts that
might be damaged by automatic ejection.
The overall molding cycle may be described as the total time required to
produce one complete shot of one or more parts, depending upon the number of
cavities in a given mold.
The molding cycle is not merely the time that the materials remains in the
mold but includes the time necessary for the mold to close and clamp, any safety
or delay time required at the start of the cycle, the injection time (time required to
fill the cavity), the dwell or time required to cool the molten material, and the
ejection time. Most molders refer to the sum of these elements as the gate-togate time or the total overall cycle.
*\ ‘1 N ',111111911111131. sionesill1 .2,1L10:
Mold Cooling In any consideration of the injection molding process the subject of the mold cooling must not
be overlooked. Obviously, if hot polymer is to set up within the mold cavity, the material must be cooled
sufficiently to solidify it and allow the molded part to be removed from the mold. This, in essence, is the
mold-cooling portion of any cycle, and will vary in time and temperature depending upon the geometry of
the part and the choice of thermoplastic material. Mold cooling can be considered as taking place with the
mold at any temperature below the inlet temperature of the plastic melt. Most commonly, the mold surface
will be maintained at a temperature ranging from 30 to 40 degree F upto 120 to 150 degree F. The successful
molder will strive to achieve as uniform temperature across the face of the mold as possible 'to develop
within the mold a uniform shrinkage and thereby reduce the tendency to part warpage. When the injection
mold is being designed and constructed, definite consideration must be given to the proper layout of the
necessary cooling channels in both halves of the tool. Remember that tool performance and the quality of
the molded part depend largely on the ability to transfer heat rapidly and uniformly. In order to control
shrinkage and warpage, it may be necessary to operate the mold at an elevated temperature level, with a
somewhat longer cycle. When the molded part has a relatively thin wall section, and high speed production
is a must, the mold may be operated using refrigerated cooling water. These are the extremes; normal
molding operations will fall between these limits. Obviously the heat necessary to effectively melt the plastic
is the same quantity of heat that must be removed before the part can be ejected from the mold. As the
heat content of the plastic increases and as the melt temperature
Ak
. 1110\111101\10110‘ .111011
somens11 ,i1V. a • -
goes up, it becomes even more important that the cooling system be capable of
removing this greater amount of heat rapidly and efficiently. The way a mold is
cooled is of great importance to the injection molder. Because lower ' mold
temperatures make for increased part stiffness and strength, improved clarity,
minimum shrinkage, and substantially reduce cycle times.
Molds are usually water cooled. But there is a imit to the number of cooling
channels that can be incorporated into a mold base. These channels should be
positioned so that the heat transfer from the melt is as uniform as possible. To
obtain balanced heat transfer, greater cooling must often be provided around the
thicker parts of the molded item.
Minimum warpage calls for high mold temperature; it also requires that the
entire piece be cooled at nearly the same rate. This, in turn, calls for low
temperature around the cavity gates and less cooling at the mold sections
farthest from the gate area. To obtain fast cycle, it is important that the hottest
portion of the mold, adjacent to the gating or sprue, receive the most
concentrated cooling to minimize the total time required for the part to cool in the
mold.
Having the mold too cold is risky for two reasons: It may result in short shots,
and may yield molded parts with built -in stresses which can result in later stress
cracking of parts.
Part Ejection A very important step in the construction of the injection mold is part ejection. It
depends upon the geometry of the part and the material from which it may be
molded, and a number of other factors, the ejection system can vary in design
and the method of the operation.
The method which is commonly used is knockout pin method which
contact the molded part at its edges, or a flat area, or both, and are mechanically
operated when the mold opens to eject the part. As the part becomes more
detailed, the may be limited to contacting the runner system and not the part
itself. Sometimes pins have blades or bar to provide more contact area, or the
part may be lifted from the core by means of the stripper rings.
Some molded part requires very finish outlook therefore, air blast is used to
remove the molded part from the cavity or core section of the mold. It is also
important to consider the type of mold finish being used or may be tolerated, as
an assist to proper part ejection. Jobs which are running at the high speeds or
high production rates may employ some combination of these available methods.
Part design, mold design, mold finish, cycle conditions, and mechanical ejection
devices may all be incorporated within a given molding system to allow the job to
run at the rates specified and to reasonably assure the continued operation of the
machine without fear of parts hanging up in the mold. Obviously, any mechanical
movement for actuating knockout devices, must also include a system for the
resetting of the pin plate or return of the pins prior to the next shot, usually
accomplished by use of knock-out-plate return pins. They are round pins slightly
longer than the knockout stroke which contact the mold base on the closing prior
to any interference of the pins with the cavity or core members.
Mold Release
Mold release is affected by a number of factors. Some molding compounds show
better mold release than others, but it has been found that these compounds
frequently have other disadvantages, such as greater shrinkage and less gloss. It
is easy to understand what gloss has to do with the mold release, resins which
develop the grainy or frosty surface will release from the mold better than
smooth, high-gloss resins. However, even similar materials may vary in mold
release properties.
This problem may be alleviated by changing the mold design, or one or
more of the molding conditions, without effecting the end properties of the
molded part. Mold release may be affected if the mold is packed too tightly in an
effort to reduce or control shrinkage. Also , a molded piece may stick if the
injection time is too long and the part has shrunk on the core, a problem may be
alleviated by reducing the injection time. On the other hand, the cycle may be too
short to allow the molded part to shrink away from the cavity walls, therefore the
time for the injection should be lengthened.
Mold release largely depend on the degree of the polish of the inside faces of
the mold. Proper surface finishes within a mold for a deep-draw item will decide
whether it can be ejected easily or will stick to the cavity or core half of the mold.
Enough draft must always be provided, especially in deep draw articles. Reverse
draft or relatively straight side walls should be avoided wherever possible.
Additives to the Plastics
A wide range of additives may be used into the plastic material before molding to
enhance its end-use properties. The most common and the useful ingredient is
pigmentation for the coloring of the plastic.
The better the color the better will be the sale of the plastic, it means salability
rely heavily on color. The pigments can be incorporated in a number of ways.
The greatest degree of pigment dispersion is accomplished through
compounding, which is performed in separate facilities and is usually the most
expensive method. When compounded colors are specified, inventory of the
plastic becomes a major concern, especially when a number of colors may be
included in the production schedule.
The most common and the most widely used method is dry coloring, a
procedure carried out completely within the molder's plant. Finely divided
particles of pigment are tumbled with plastic material and adhere to the surface of
the pellets through the static charge developed by most resins. In some
instances, a coating or wetting agent may be used in conjunction with the dry
pigment, such as the addition of a small amount of a nonreactive oil to the mix, to
insure pigment adhesion to the plastic particles.
Dry coloring is the most economical system but does have some
disadvantages. Since the pigment is only just adhere to the surface of the plastic
care must be exercised in transferring the material to the hopper. Coloring can
get into the surrounding air and contaminate other colors which may be used on
other machines in the shop. Hoppers cover should be used on each press. The
degree of dispersion with most plastics materials is not of the same quality as
obtained by the other methods. The screw plasticator has greatly aided in
dispersion.
Other ingredients are often added to the plastic such as antioxidants,
stabilizers, lubricants, and the like. In some instances these can be added in the
molding plant but the best results are achieved when these ingredients are
compounded into the base resin or into concentrates,
Normally, these ingredients are used in small proportions and dispersing
them is most difficult with the dry-trumbling technique.
Mold Shrinkage
Most nonplastic materials show relatively small changes in linear expansion and
contraction under the influence of the temperature variation. On the other hand,
most plastics exhibits considerable dimensional change due to environmental changes.
Perhaps the most significant change in the plastics dimensions occurs with
the phase change, causing the greatest concern to mold makers and the mold
designers. It also represents a major problem to the injection molder. When going
through the normal cycle of solid state to plastic melt and back to solid state
plastics exhibit dimensional changes which vary widely from one resin to another.
There is no practical way of accurately predicting the exact shrinkage allowance
for any plastic material. A concerted effort has been expended during the past
few years, particularly by the raw material suppliers to develop meaningful and
useful data on the subject of the shrinkage. ASTM ha set up a specification for
determining mold shrinkage (D-955). But as with most laboratory determinations,
the date developed has little or meaning to the molder since the parts he must
produce rarely conform to the dimensions of the test bars or discs. Also, other
variables such as gating, part geometry, variations in the wall thickness, and the
efficiency of the machine itself, can make this data not only meaningless but also
misleading.
Most plastics engineers must rely on their past experience both with the
material under consideration and the type of part they are designing for, in order
to closely approximate the shrinkage allowance to be made for a particular mold
design.
A certain amount of shrinkage is inevitable in any process that involves
cooling of a material from an elevated temperature. Mold shrinkage must be
taken into account when a mold is designed by allowing for a calculated
shrinkage based on the properties of the resins. The injection molder can prevent excessive shrinking, which
will make close
tolerance impossible, by controlling the operation conditions, such as molding at
the lower injection temperatures, running a cold mold, or by packing the mold.
Packing can be achieved by molding at either moderate melt temperatures and
high melt pressures. However, excessive temperature or pressure may cause a
mold to flash. Another means of reducing mold shrinkage is through the use of
the high melt pressure and extended injection time, allowing additional resin to
flow into the mold as the material in the mold cools and shrinks, again packing
the mold as much as possible, short of causing the mold to flash or the part to
stick in the cavity.
Post Mold Shrinkage and Warping
Basically the shrinkage in the mold is due to the thermal changes in the plastic
while it is in the mold. The Post-mold shrinkage refers to the contraction of the
solidified and ejected molded part due principally to relaxation of molded-in
stresses, which is generally completed within one day after part ejection.
Although in many injection-molded parts shrinkage does not play too
important a role, in certain applications it can present a troublesome problem for
the molder. In closures and in pieces which are to become components of an
assembly, too much or too little shrinkage can be a valid cause for the rejection
of the part. In addition, uneven shrinkage causes warpage of the molded items.
Nonuniform shrinkage of a molded part after it is ejected from the mold, its
bending or twisting out of shape, alters not only its dimensions but also its
contours and angles. Warpage occurs mainly in large and the flat molded articles and, though undesirable in
any molding, is particularly so in such items as
container covers, closures, or drainboards.
When a part is ejected from the mold , it assumes its natural shape by
relieving the stresses imposed upon it while being shaped in the mold in the
viscous state. The problem for the molder and also a difficult one is to minimized
the internal stresses which the part may later remember, and relieve them when
cooling it to room temperature. The locked-in stresses are generated in the mold
by such operating conditions as excessive molding pressures, uneven mold
cooling, or too low a melt temperature.
There is no single, clear-cut remedy for the warpage, the internal stresses set
up in the molded part during in-mold cooling may be reduced by adjusting mold
conditions, redesigning the part of the mold, switching to another resin, or some
combination to these steps. Generally the best resistance to warpage results
from maximum melt temperature, high mold temperature, minimum injection
pressure, and short injection time.
Molding at high melt temperature tends to diminish the elastic memory of the
resin and thus reduce the tendency to create the stresses that might cause
warping. Running a warm mold allows stresses to relieve themselves before the
melt sets or freezes, and will also reduce the tendency to warpage. In addition ,
uniform mold temperatures are a must to produce warp-free parts.
Part design and mold design have much to do with the warping. Warpage may
be increased for instance, if the part has greatly dissimilar wall sections, if the
gate is located in a thin section of the part, if the sprue is poorly placed, or if the
mold is build up of inner surfaces with unequal heat dissipation.
Quality Control
Each company has a different interpretation of the need for and degree of quality
control. Nevertheless, some measure of part usefulness must be made. In one
instance it may be quick, visual inspection of the part for appearance only, while
on the other hand, laboratory testing may be required to determine dimensional
tolerance and other physical properties. Any inspection will add to the cost of the
final part but this expenditure will also insure the usefulness of the product and its
acceptance by endues customer. It should be considered as part of the cost of doing business.
Simple inspection and gage testing is often done right at the molding machine,
making the operator directly responsible for the quality of the parts he is
producing. where quality control laboratories or inspection facilities exist, it may
be necessary to hold all production until it is approved by these facilities before
the molded parts may be delivered into inventory or shipped.
Because of the nature of some thermoplastics materials, some properties may
not be developed to their maximum for several hours or even days. Where a fault
is uncovered after such a time lapse, a considerable amount of production could
be affected. In such cases, laboratories often developed a speedy test or an
extrapolation based on the previous data to determine the acceptance of the
production. However, this approach can only point to possible problems within
the molding cycle or performance of the operation. Final acceptance would still
be based upon the results of the completed testing program.
CLAMP SYSTEM
Introduction The function of the clamp of the injection molding machine is twofold. The fixed
one is called platen and the other one is movable support the two halves of the
injection mold and open and close the mold at the appropriate time in the molding
cycle. The clamp unit also takes up the pressure applied to the plastic being
injected by the injection unit during the injection part of the molding cycle.
To oppose the injection pressure necessary to deliver the highly viscous melt
to the mold requires a significant amount of force. Without adequate force, the
mold would simply open at its parting line and allow the molten material to
escape. The result can be a reject part, or a mess which would require down time
for clean up, and even more important, it could result in personal injury to the
operator or other person in the vicinity.
Press platen
The platens of a molding press are heavy steel plates to which the halves of the
mold are attached. In most machine operations, one platen is rigidly mounted
and is correspondingly called the stationary platen. The other is mounted so that
it can be moved as the clamp mechanism is openedp and closed. The molds are
attached to these plates either by direct bolting or through the use of clamps
which are attached to the plates in a series of carefully spaced, drilled and
tapped holes. This method provides a great degree of versatility to any given size
machine. The stationary platen must provide an entry for the nozzle of the
plasticizing chamber. A register ring or location device is provided in this plate to
properly align the mold with the nozzle.
The movable platen must incorporate a device for actuating the part ejection system, most commonly by
means of some mechanical knockout bar extensions which pass through the platen and contact the
knockout plate built into the mold base. Some machines are equipped with hydraulic knockout
arrangements whose actuating cylinders are mounted within the confines of the stationary platen. Because
of the tremendous forces that may be applied during the clamping and injection portion of the cycle, the
mold platens are ruggedly build. As the physical size of the press is increased, larger molds may be
accommodated, and consequently the weight that may be suspended from the platen becomes greater. It
should also be recognized that as the press size increases there is usually a significant increase in the clamp
force that is available. The platen then, must not only be strong enough to support the tooling but also be
capable of withstanding the bending or deflection action caused by the clamping force. Any serious
distortion of the platen can cause the mold to flash and can lead to severe wear and damage to the press
itself.
Rating of the System The clamping system for the injection-molding machines have nominal ratings in tons
of clamp force that can be exerted. Although machines are built to certain standards to provide a given
force, individual units can vary somewhat from their design ratings. A large opposing force will be required
to keep the mold closed and thus produce acceptable molded parts. As the part depth becomes greater and
as the wall thickness becomes less, the opposing clamp force will become greater. Although the injection
pressure in a given system may be in the range of 15000 to 20000 psi.
Approximate Clamp Forces for Injection Shot Capacities
Clamp force tons
Shot size ounces
10 --25 Upto 2 25 --50 1 --4 50 - - 100 2 --- 10 100 --- 150 3 --- 15 150 --- 200
4 --- 25 200 --- 250 6 --- 30 250 --- 300 8 --- 40 300 --- 350 10 --- 50 350 --- 400 20 --- 60 400 --- 450 25 --- 70
450 --- 500 30 --- 80 500 --- 600 40 ---100 600 --- 700 50 ---120 700 --- 800 60 ---140 800 --- 900 70 ---180 900
---1000 80 ---200 1000 ---1200 100 ---300 1200 ---1500 120 ---400 1500 ---2000 150 ---600 2000 ---4000 200 --900
Pressure drops in the cylinder, through the nozzle, and into the mold cause a
loss in the total available pressure and consequently, the effective pressure
within the cavity on the material may be only 250 to 500 percent of the original
starting pressure. With screw-type plasticators injection pressures are reduced
primarily because of the greater degree of homogenization of the melt.
Efficiency of the Clamp The nominal clamp-force ratings are approached but rarely reached in actual
molding machines. A particular unit may be designed for a specific strength factor
but more than likely it will not have the exact force indicated.
Since, in the course of any design calculation, there are many add-on factors
which will indicate the need for more clamp force than the theoretical value, any
loss i efficiency can usually be neglected . Also, as the machine is used its
efficiency will continue to fall off from its original rating. Therefore, any machine
that has been in operation for any length of time should be considered as having
a lower clamp force than when it was new. If calculations indicate that the clamp
force of a machine may be taxed by a particular job, other avenues should be
sought for the running of this job.
One approach can be redesign of the mold to require less clamp force by
reducing the projected area. The other one might be the choice of a material
grade with a lower flow rating or less resistance to flow. The final choice may
mean choosing a larger press having a greater available clamp force.
Opening and Closing System for Mold The function of the clamp end of an injection molding machine is
opening and
closing of the mold. At the same time it must have a means of keeping the mold
tightly closed during the injection cycle. This function is performed by a
mechanical or hydraulic device for traversing the movable platen of the machine.
Mechanical devices for moving and locking the movable platen consist of
toggle systems which can be single or multiple, mounted between the movable
platen and the fixed tailstock of the clamp unit. With the toggle in the open or
folded position the movable and stationary platens are separated and the mold is
open. When the mold is closed the toggle arm form a continuous beam structure
that can support the full clamp force of the machine.
Clamp systems can be also be direct hydraulically operated. Hydraulic clamp
cylinders can develop large clamp forces but they are slow acting as compared
with toggle mechanisms. Hydraulic clamp systems are usually found on the
larger capacity machines where toggle linkages that can support comparable
clamping pressure may become too large and cumbersome for practical
purposes in addition to the simple mechanical-toggle and hydraulic systems
many of the newest machines offer combinations. Small, fast-acting toggles are
used to actuate the platen-moving mechaniesm, coupled with the hydraulic
cylinders which into play during the final clamping and the actual injection cycle
to apply the full clamp pressure of the machine.
SYSTEMS FOR INJECTION MOLDING MACHINE
Hydraulic System
The function of the hydraulic system in injection molding machine is to transmit
the power from electric motor to the various moving parts of the machine, and to
control the power. An electrical control system regulates the hydraulic system to
control the direction, force, speed, and sequence of the machine cycle. The basic
components of the hydraulic system are:
1-fluid reservoir
2-pumps
3-valves
4-cylinders
5-hydraulic motors
The hydraulic fluids transmits the power throughout the hydraulic system, and
lubricates the pumps and valves. It is important to follow the recommendations of
the machine manufacturer or the hydraulic-equipment supplier in selecting the
fluid to be used.
The hydraulic lines form passageways in which the fluid from one component
to the other in the circuit. The lines may be seamless steel tubes, hoses, or the
hydraulic oil may flow through drilled manifolds. The reservoir is simply a storage
tank for the hydraulic fluid. In addition, it helps to keep the fluid clean by allowing
contaminants to settle out, and it also minimizes turbulence, and dissipates heat.
Hydraulic Pump
The pump pushes the fluid through the lines. The pumps most commonly used
on injection-molding machines are the balanced-vane type. The pumping unit of
cartridge includes a cam ring, a slotted rotor, and vanes held between, with a
wear plate and pressure plate at the sides. Pockets are formed by each two
adjacent vanes, the ring rotor, and the side plates. As the pump rotates, the
volume of each pocket become larger or smaller as the contour of the cam ring
pushes the vanes in and out of the rotor slots. Ports in the side plates,
connected to the pump inlet port, admit oil into the rotating cartridge to fill the pockets as they increase in
size.
Other ports in the sideplates are connected to the pump discharge port
and accept oil discharge from the rotating cartridge when the pocket decrease in
volume. Two inlet ports are diametrically opposite each other, as are the two
pressure (outlet) ports, to provide the hydraulic balance which eliminates all
pressure-induced loads, resulting in longer pump life and less maintenance.
The pump can also be called rotary fluid motors since they impart rotary
motion to a load. In general, they permit an extreme range of speed adjustments
and have a good ratio of size and weight to horsepower. Fluid motors can be
stalled out under load without damage.
Vane type pumps can operate at pressure in excess of 2000psi. Their
maximum speed is generally about 2200 rpm, with the maximum output rating of
1125 hp. External-spur-gear type pumps are available in a range of sizes, with
peak operating pressure of 1500 psi, top speed of 2400 rpm, and maximum
output of 550 hp.
Internal gear models are available with speed capabilities up to 3600 rpm.
They generally develop up to 32 hp at 14200 psi. Piston-type hydraulic motors can
generally develop up to 3000 hp at oil pressure of 35000 psi, with some models to
operate at pressure up to 50000 psi. Continuous operating speeds range up to a
maximum of 50000 rpm.
Operating Valves and Control
The relief valve limits the maximum pressure in the hydraulic circuit. Since the
pump is a positive displacement unit, it continuous to push out oil regardless of
the resistance which the flow encounters. The relief valve is needed to bypass
excess oil back to the tank and protect the hydraulic system and machine against
excessive pressure.
An unloading valve is used to dump the flow of oil from one pump, while
holding pressure with another pump. This type of pump is generally used with a
double pump to conserve power and heat by unloading the large-volume pump
while holding pressure with the small-volume pump.
A check valve permit flow in one direction and prevents flow in the other
direction. A light spring hold the poppet on its seat. When the pressure on the
inlet port overcome the spring force, the poppet lifts off its seat and flow passes
from the inlet to the outlet port. In the reverse direction, pressure applied to the
outlet port adds to the spring pressure, holding the poppet closed so there is no
reverse flow. A flow-control and relief valve regulates the rate of flow and limits
the maximum pressure in a hydraulic line. It is commonly used to control the
speed of a hydraulic motor driving the screw on the injection-molding machines.
Solenoid-operated directional valves control the direction of the oil flow.
They may be either solenoid-operated or solenoid-controlled and pilot-operated.
Hydraulic Motors and Cylinders
Hydraulic motors are used to convert hydraulic energy (pressure and flow) to
mechanical energy. Their operation is reverse of a pump's. When oil is pushed
into one port and discharge from another , the motor rotates in one direction.
If the flow is reversed, the direction of the rotation is reversed. Since no
centrifugal force exists until the motor begins to rotate, springs are used behind
the vanes to hold them in place against the ring. Unlike motors , cylinders are
linear actuators which convert hydraulic energy into mechanical energy. Oil
forced in the one end of the cylinder causes the piston and rod to move in one
direction. If the flow of oil is reversed the movement is reversed.
Hydraulic Fluids
If the heating cylinder of the molding machine can be treated as the heart of the
system , then it follows the hydraulic-oil lines are the blood of the process. The
selection of the oil is very important factor , therefore serious consideration
should be taken while selecting the oil.
Hydraulic Accessories
All modern molding-machine are equipped with the necessary filtering systems,
and a part of any good maintenance program includes the regular inspection of
these systems. Maintaining the hydraulic fluid at the proper tank level, making
sure that the injection machine is operated at the proper temperature levels, and
assuring that the oil is being cleaned and filtered are all-important to the
continued trouble-free operation of the machine. The other type of the system
which is very important in case of accuracy acheivement is called an electrical
system.
The Electrical System
For better and accurate functions, the injection-molding machine follows a
programmed sequence of events for the precise control of heat, the proper timing
of injection pressures and cooling, and special machine sequences, and the
ever-dominant need for safety of personnel and equipment. Most injection
that the operator has the fundamental knowledge of the machine's electrical
circuits.
Electrical Controls
The electrical control system serves as the nerve and memory center to program
and sequence the machine cycles. Its purpose is to sense, program the results,
and cause an action to take place.
Position is sensed through the use of the limit switches, change in the heat
through thermocouples, and changes in pressure through pressure switches.
After analyzing the incoming signals and making a programmed decision, the
control system passes this decision on to the pilot operating devices which
convert the electrical signal into mechanical motions, thus resulting in the desired
action.
There are specific type of the devices available for the different functions.
First, There is motor or prime mover , and then the sensing devices, next, control
systems such as motor starters, heater contractors and relays, and finally , the
ultimate load controls such as solenoids or heater bands.
The electric motor or motors used in the average injection press must have a
high breakdown torque. Most motors operate on 220 or 440 volts and are
constant-speed types with the direct linkage to a pump or pumps. Some foreign
equipment uses dual-speed motors, particularly where an electric drive is
supplied for the rotation of the screw. Where electrical energy is the direct
driving force for the screw system, speed-reduction gears are usually used so
that the higher torque can be generated and the screw speed can be varied as
needed for specific materials and molding applications. The use of electrical and
mechanical energy is useful for every system and the combination is widely used.
Typical Specification for a High Quality Turbine Oil Used as a Hydraulic Fluid
PROPERTY Value
Viscosity index 89
Viscosity at 100 degree fahrenheit, S.S.U.
315-325
Pour point, S.S.U. 6000 Steam emulsion 125 Neutralization number 0.06
Functional Controls
Control devices take many forms, both in physical appearanceand in their
functional operation. The most widely used device is the relay. Regardless of the
application, the purpose is always to switch a control circuit from one function to
another. A relay is composed of a coil, a magnetic structure, an armature , and
a set of contacts. When the current is applied to the coil, all contacts change
from their normal to their energized switching position.
Contactors are the devices which are similar to relays in general operation.
Their purpose is to switch circuits, except that unlike relays, they are designed to
carry heavier loads or currents. Contactors are usually sized according to the
current-carrying capacity of the contacts. Operationally there is no difference
between a contactor and a relay. Magnetic starters are devices used to control
the starting and the stopping of the motors. Basically, they are contactors with
added features.
Solenoids are devices used to obtain a straight-line motion. They are
available in push or pull types, or may be double-acting. The pull of a solenoid
must at all times exceed the load, if it less, the solenoid action will be sluggish
and may not complete the stroke. In the case of the solenoid-operated valve as
used in injection-molding machines, such sluggish action would mean that the
valve spool would not complete its stroke, thereby preventing oil from passing
through its proper pressure or tank port.
With automatic machinery various types of signal or detection devices are
used to cause the controls to properly program their respective functions. these
devices are found in many forms, but their purpose is always to either signal a
change in operation, present a warning, or indicate some other action. There are
limit switches to sense and detect position or pressure, and vacuum switches
which sense high low pressures or vacuum levels, float switches which detect
liquid levels, and temperature detectors to sense heat.
Timers are a form of control used in process programming to signal elapsed
or delayed time of a cyclic sequence. The electronic timer is usually used for
precise repetitive accuracy, especially in the small size range. Where time setting
of 3 to 150 seconds are required, along with the external settings, fair repetitive
accuracy, and where simple repair and maintenance is allowable, the
synchronous-motor timer is the most economical. In the plastic industry, heat
plays an important role. Along with heat there must be a good, accurate type of
the temperature control. One of the most efficient control instrument is the
pyrometer which uses a thermocouple or millivolt input. Voltages generated by
the thermocouple operate the temperature-clibrated millivoltmeter, which
indicates temperature, and bring into action various means for performing control
functions. The electromotive force generated at the thermocouple tip is amplified
and actuate the meter element to move an indicator pointer across the calibrated
scale. If the pointer is below a set point, electronic action within the instrument
energizes the relay which, through external circuitry, causes the heater to
energize. When the pointer has reached the preset point, the relay deenergizes,
causing the heaters to deenergize. It is through this on-and-off action that the
pyrometer controls heat within narrow limits.
On most injection-molding machines, the barrel-heater bands are generally
made in two halves and clamped to the cylinder with the strap or a clamp device.
Each half heater has its own separate 220-volt winding.
INJECTION MOLDING TECHNIQUES
Blow molding
Hollow plastics products such as a squeeze bottles, milk bottles, fuel tanks, toys,
oil containers, chemical tanks, furniture, electrical housing, are blow moulded.
Different processes are used but basically all of them are similar.
The basic process involves producing a plastic parison or preform (tube, pipe,
or test tube plastic shape), placing this preform into a closed two plate mold,
injection of air into the heated parison to blow it out against the mold cavity,
cooling of the expanded parison, opening of the mold, and removing the rigid
blow molded part.
Blow molding technique basically divided into three categories, namely, the
extrusion blow molding process which principally uses as unsupported parison,
and the injection blow molding process which uses a preform supported on a
metal core pin. The third major category is called the stretch-blow molding
process. Stretch-blow molding can be started with either the extrusion or injection
blow molding process. By stretching at prescribed temperature the properties of
many plastics can be significantly improved providing cost / performance
advantages.
These processes provide different advantages to produce all type of products;
so it is necessary to examine the process to be used based on product /
performance requirements, material performance and the production quality. As
an example , the plastic bottle does more than hold the product. It combines
safety, light weight, design freedom, appealing colors, and low energy usage.
Other factors to be examine in the blow container can be the desired shelf life,
moisture barrier, oxygen barrier, drop strength, heat distortion, compatibility of
plastic and product, top load, environmental stress cracking, clarity requirements,
coloring of the plastic material, and cost.
In extrusion blow molding the advantages include high rate of production,
low tooling cost, blown handle ware, wide selection of machine manufacturer.
Disadvantages are usually high scrap rate, recycling of the scrap, limited wall
thickness control or material distribution, the fact that the trimming can be
accomplished in the mold for certain type mold or secondary trimming operations
have to br included in the production lines.
With injection blow molding, the major advantages include the fact that no
scrap or flash is molded, best wall thickness and material distribution control,
best surface finish of the part, low volume production quantities which are
economically feasible. Disadvantages are high tooling cost, no handle ware, the
fact that based on the cost to produce large extruded blow molded parts the
injection blow molded is limited to smaller sizes. Advantages and disadvantages
are similar for the stretched blow molding. The major advantage is that cost /
performance can be significant to certain sizes of products such as the
carbonated beverages bottle.
Important factors to be consider when examine the blow molded process to
be used usually start with the part size, number to be manufacturer, design /
shape, and cost limitations.
Extrusion Blow Molding
In extrusion blow molding, a parison is formed by an extruder. The plastic pellets
are melted by heat which is transferred from the barrel and by the shearing
action of the extruder screw as they pass through the extruder. The helical flights
of the screw change configuration along its length from input to output ends to
ensure a uniformly homogeneous melt.
Turning continuously the screw feeds the melt through the die head as an
endless parison or into an accumulator. The size of the part and the amount of
the material necessary to produce the part (shot size) dictate whether or not an accumulator is required. The
non-accumulator machine offers an uninterrupted
flow of the plastic melt.
With the accumulator the flow of the parison through the die is cyclic. The
connecting channel between the extruder and the accumulator, and within the
accumulator itself, are design rheologically to prevent restrictions that might
impede the flow or cause the melt to hang up. Flow part should have low
resistance to melt flow to avoid placing an unnecessary load on the extruder.
To ensure that the least heat history is developed during processing, the
design of the accumulator should provide that the first material to enter the
accumulator is the first to leave when the ram empties the chamber; and the
chamber should be close to totally emptied on each stroke. When the parison or tube exits the die and
develop a preset length, a split
cavity mold closes around the parison and pinches one end. Compressed air
inflates the parison against the hollow blow mold surfaces, which cools the
inflated parison to the blow mold configuration. Upon contact with the cool mold
wall, the plastic cools and set the part shape. The mold opens, eject the part, and
closes around the parison to repeat the cycle.
Various techniques are used to introduce air into the parison. It may be
accomplished through the extrusion die mandrel, through a blown pin over which
the end of the parison has dropped, through blown head applied to the mold, or
through blowing needles that pierce the parison. The wall distribution and the
thickness of the blown part are usually controlled by parison programming, blow
ratio, and the part configuration.
The mold clamping methods are hydraulic and / or toggle actuation.
Sufficient daylight in the mold platen area is required to accommodate parison
system, unscrewing equipment.
Clamping system vary based on the part configuration. Basically there exist
three types. The "L-shape" has the printing line at an angle of 90 degrees to the
center line of the extruder. The "T-shape" has the parting line inline with the
extruder center line. Mold opening is perpendicular to the machine center line.
The third method is the gantry type. The extruder/die unit is arranged
independently of the clamping unit. This arrangement permits the clamp to be
positioned in either the "L" or "T" shape without being tied directly into the
extruder.
The basic extrusion blow molding machine consists of an extruder, crosshead die, clamping arrangement, and mold. Variations include multiple extruders
for co-extrusion of two or more materials, parison programmer to shape the
parison to match complex blown part shapes, and the multiple station clamp
systems to improve output through the use of the multiple molds.
Injection Blow Molding
In injection blow molding, a preform is formed by a conventional injection molding
machine plasticator. The injection molding machine injector provides an optimum
plastics melt, with the uniformly homogeneous melt that is repeatable. This
plastic melt is injected into the preform cavity forming the preform around the
core rod.
In tool design the core rod and the parison are very important. Each
container to be blow molded has its unique parison and core rod design.
PRESS PLATEN
50
Parison being extruded
Compressed air inflates parison/ 1 1 1
i I1
1 11
Blown container being ejected Figure 7 Extrusion Blow Molding
loivoxvecalo
1.■
•NN.' \
Injecting preform
\.M111111111111111111111)
Blow molding and ejection Figure 8 Injection Blow Molding
The second stage consists of transferring the injection molded preform, via either
the core rod or the neck ring, into the blow mold. At this station compressed air
enters through the core rod or seal ring, and the preform is blown into the blow
mold configuration . It is held in the cold blow mold until the material is set, and
then the air is exhausted and the blown bottle ejected. Machines are used with from two to six stations. In
the two-station
machine, the finished container is ejected after the blow mold opens at the blow
station by air pressure or by mechanical means. In the more conventional threestation machine, the finished container stays with the core pin as it is indexed to
the third station where ejection take place. Four, five and six-station machines
are available. These additional stations are used for further processing of the
containers, such as decorating, position of the blown parts, filling. There have
been several type of machines available with different methods of transporting
the core rod from one station to other. These include the shuttle, two-position
rotary, axial movement, and rotary with three or more stations used in the
conventional injection molding clamping units.
Stretch Blow Molding
The stretch-blow process can give many resins improved physical and barrier
properties. In biaxial orientation, bottles are stretched lengthwise by an external
gripper, or by internal stretch rod, and then stretch radially by blow air to form the
finished container against the mold walls.
This process aligns the molecules along two planes, providing additional
strength and even more important, better barrier properties then are possible
without biaxial orientation. Other advantages include better clarity, increase
impact strength, or toughness, and reduce creep. The actual increase is
dependent on the ratio of blow-up in each direction.
Stretch blow molding is possible for thermoplastic materials such as PET,
PVC, polystyrene, acrylonitrile, polypropylene, and acetals. The amorphorous
material with the wide range of thermoplasticity are easier to Stretch blow than
the partially crystalline types. With the partially crystalline type, if the crystallizing
is too rapid, the bottle is virtually destroyed.
Stretch-blow processing can be separated into two categories: in-line and
two-stage. In-line processing is done on a single machine, while two stage
processing requires an injection line to produce preforms, and a reheat blow
machine to make the finished bottles. In the in-line, an injection molded parison
passes through the conditioning stations that bring it to the proper orientation
temperature. A rather tight temperature profile is held in the axial direction of the
preform. Advantages of the in-line systems are that heat history is minimized,
and the preform can be programmed for optimal material distribution if it is
maintained under continuous control. With the two-stage, the process uses extruded or injection molded
preforms
that have been cooled, and indexes them through an oven that reheats them to
the proper orientation-blow temperature. Advantages of these processes can be
the fact that scrap production is minimized, improved thread finis, higher output
rates, and the capability to stockpile preforms.
Reaction Injection Molding
This process involves the high pressure impingement mixing of two or more
reactive liquid components and injected into a closed mold at low pressure. With
RIM technology, cycle time of 2 minutes and less have been achieved in production for molding large and
thick parts. Principal plastic used is
thermopolyurethane (PUR). other material s used are thermoplastic nylon;
thermoset polyester and epoxy.
The advantages of the RIM over injection molding include the molding of the
parts larger than 10 pounds, they can be made on the production basis using
thinner walls because of the lower processing viscosities, or using very thick
walls because curing is uniform throughout the part. There are problems
associated with this method, however. The lack of the suitable internal release
has made the RIM process labor-intensive, but changes are now occurring to
significantly reduce or eliminate this problem.
The molded polyurethane faithfully reproduces the surface of the mold and
tends to stick to them. Originally the application of the mold-release agents was
necessary with each cycle of the RIM technology. After polymerization, if the
mold is not covered with the mold-release agent, the part will adhere to the mold,
making it difficult to remove from the mold. In view of these occurrences, the
mold material should be highly polishable and platable with nickel, this coating
has proved to be the most effective in product removal.
In the processes of injection molding of thermoplastic, injection molded
thermoset, structural foam molding, and expandable polystyrene molding, we are
dealing with the materials which are chemically complete compounds, ready for
conversion into finished part. The materials are receiver from the suppliers with
the certain properties based on the test bar information and recorded in material
processing data sheets. The processors are expected to convert these materials
into the products with similar mechanical, electrical, and environmental
characteristics, as indicated on the data sheets. The processors also furnished
with the range of molding parameters that should be optimized to attain the
desired production properties. In reaction injection molding, the starting point for
the conversion process are liquid chemical components. These components are
metered out in proper ratio, mixed, and injected into a mold where the finished
product is formed. In reality, it is a chemical and molding operation combined into
one system of molding in which the raw material is not a prepared compound but
chemical ingredients that will form a compound when molded into a finished part.
The chemicals are highly catalyzed to induce extremely fast reaction rates. The
materials that lend themselves to the process are urethane, epoxy, polyester, ,
and others that can be formulated to meet the process requirement.
The system is composed of the following elements: 1.Chemical components that can be combined to
produce the material of desired
physical and environmental properties. Normally, this formulation consists of two
liquid chemical components that have suitable additives and are supplied to the
processors by chemical companies.
A chemical processing setup, which stores, meters, and mixes the
components ready for introduction into the mold.
To facilitate smooth continuous operation, a molding arrangement consisting of
a mold, mold-release application system, and stripping accessories.
The success of the operation will depend on thee processor's knowledge of: 1. The chemistry of the two
components and how to keep them in good working
order.
How to keep the chemical adjunct in proper functioning condition so that the
mixture entering the mold will produces the expected result.
Mold design as well as the application of auxiliary facilities that will bring about
ease of the product removal and mold functioning within a reasonable cycle. RIM
molding is energy saving as compared to the conventional injection molding. The
two liquid urethane components are injected generally at room temperature, and
atypical mold temperature is 150 degrees. Also, since the material is expanded
after injection, very low clamp pressures (100 psi) are required.
Since internal mold pressures would not normally exceeds 100 psi, the
clamping requirements for RIM are substantially lower than that for thermoplastic
processing. Calculations have been done on the part and show that a clamp
requirement of 2500 to 5000 tons necessary to produce a part from conventional
injection molded thermoplastic polyurethane can be reduced to less than 100
tons for RIM.
The production of polyurethane elastomers involves the controlled
polymerization of an isocyanate, a long- chain-backbone polyol and a shortedchain extruder or cross-linker. The reaction rate can be controlled through the
use of the specific catalyst compounds, well known in the industry to provide
sufficient time to pour or otherwise transfer the mix, and to cure the polymer
sufficiently to allow handling of the freshly demolded part. The use of the blowing
agent allows the formation of the definite cellular core as well as a nonporous
skin, producing an integral sandwich-type cross section.
Reaction injection molding involves very accurate mixing and metering of two
highly catalyst liquid urethane compounds, polyol and isocyanate. The polyol
components contains the polyether backbone, a chain extender or cross-linking agent, and a catalyst. A
blowing agent is generally included in either the polyol or
isocyanate component. In order to achieve the optimal in physical properties and
part appearance, instantaneous and homogeneous mixing is necessary.
Insufficient mixing results either in the surface defects on the part or, at the time
of the posture, delamination or blistering.
The urethane liquid components are stored at a constant temperature in a dry
air or nitrogen environment. These components are delivered to high pressure
metering pumps or cylinders that dispense the respective materials at high
pressure and accurate rates to a mixing head. The material are mixed by the
stream impingement. Additional mixing is generally encouraged via a static mixer
incorporated into the runner system of the mold. Following the injection of the
chemicals, the blowing agent expands the material to fill the mold.
The preferred route for high-volume RIM manufacturing is multiple clamps
fed from a single metering pumping unit, the logic being that this is the most
efficient way to utilize the capacity of the mold filling equipment.
Liquid Injection Molding The process of liquid injection molding has been used longer than RIM. From the
practical view these two methods are similar. Their concept of automated low
pressure processing of the liquid thermosets in converted injection machines has
conclusively demonstrated advantages of faster cycles, owes labor rates, lower
capital investment, energy saving and space savings relative to the conventional
potting, encapsulation, compression transfer processes, and conventional
injection molding.
A major application for the LIM-silicones continues to be encapsulating
electrical / electronics devices. The usual LIM system basically uses two or more
pumps that moves the components of the liquid system to a mixing head, before
they are forced into the heated mold cavity in force. There are system in which
screw mixing is used, similar to conventional injection molding.
Structural Foam Injection Molding
Foamed thermoplastic articles have a cellular core with relatively dense skin.
The foam effect is achieved by the dispersion of the inert gas throughout the
molten resin directly before the molding. Introduction of the gas is usually carried out by either pre-blending
the resin with the chemical blowing agent which
releases gas when heated or by direct injection of the gas.
DRIVE CYLINDER
SHOT•VOLUME CONTROL (ADJUSTABLE)
PREPOLYMER SUPPLY TANK
PRESSURE REQUIRED
COLOR OR FOURTHCOMPON ENT ADJUSTABLE METERING PRESSURE REQUIREDCATALYST ADJUSTABLE
METERING
0-1CATALYST RATIO CHECKCOLOR RATIO CHECK THREE-WAY VALVE THREE-WAY VALVE
n
WEDGE t MOVES FORWARD TO MAKE A SHOT
THREE-WAY VALVE
THREE-WAY VALVE 0o, A -;:t4 INJECTOR VALVE
SOLVENT TANK
PREPOLYMER TAKEN HERE FOR RATIO CHECK
COLOR OR FOURTH COMPONENT SUPPLYTANK .1,...-••••••••••••••••■••■••,
CATALYST SUPPLY TANK
PRESSURE REQUIRED ttif
CAPROLACTAM SUPPLY TANK
REGULATED PRESSURE IN (DETERMINES FLOW RATE OF MATERIAL) +-D
PRESSURE REQUIRED +if+
AIR-OPERATED CHECK VALVES (TWO) AIR-OPERATED CHECK VALVES (TWO)
'4—MIXER
CAPROLACTAM TAKEN THROUGH MIXER FOR RATIO CHECK
Figure 9 Liquid Injection molding
When the compressed gas / resin is rapidly injected into the mold cavity,
the gas expands explosively and forces the material into all parts of the mold.
The advantages of these type of foam moldings are: 1. For a given weighed they are many times more rigid
than a solid molding. 2. They are almost completely free from orientation effects and the shrinkage is
uniform
Very thick section are molded without sink marks.
Foamed plastic articles may be produced with good results using normal
screw-type injection molding machines. However, the limitation on the shot size,
injection speed and the platen area imposed by the conventional injection
equipment prevent the full large-part capabilities of a structural foam from being
realized. Specialized foam molding machines currently in use can produce parts
weighing in excess of 550 kg.
Wall sections in foam molding are thicker than in solid material. longer cycle
times therefore be expected due to both the wall thickness and the low thermal
conductivity of the cellular material. In contrast, however, the injection pressures
in foam molding are low when compared with the conventional injection molding.
This means that less clamping force is needed per unit area of molding and mold
costs are less because lower strength mold materials may be used. A recent
development in this field is a process of cinpress which an acronym for control
injection pressure. In this process a gas, normally nitrogen, is injected into the
plastic melt as it enters the mold. The conditions under which this occurs must be
precisely controlled in order to produce laminar flow. The gas does not mix with
the melt but forms the continues channel which, because the surface tension of
the plastic, does not break through to the surface of the mold. The gas follows
the path of the least resistance at the center of the melt path. The resulting
molding consists of "box-section" i.e. hollow sections surrounded by a solid skin.
The cinpress process can be used on mold designed for structural foam molding
although the best results are achieved in molds specially designed for the
process.
As with structural foam molding, the mold is injected with a "short shot" and it
is the pressure of the gas which forces the plastic against the mold and thus
there are no sink marks. However, cycles times are reported to be only about half
of those on similar structural foam moldings. But in case of saving material as
well as cost of the process another method of molding is very common known as
sandwich molding.
Sandwich Molding
This is an injection molding method which permits material costs to be reduced in
large moldings. In most molding it is the outer surface of an article which is
important in term of performance in service. If an article has to be thick in order
that it will have an adequate flexural stiffness then the material within the core of
the article is wasted because its only function is to keep the outer surface apart.
The philosophy of the sandwich molding is that two different materials should be
used for the core and the skin. That is, an expensive high performance material
is used for the skin and a low-cost commodity or recycled plastic is used for the
core. Initially the skin material is injected but not sufficient to fill the mold. The
core material is then injected and it flows laminarly into the interior of the core.
Finally the nozzle valve rotates so that the skin material is injected into the core
thereby clearing the valve of the core material in preparation for the next shot . In
a number of the cases the core material is foamed to produce a sandwich section
with a thin solid skin and a cellular core. It is interesting that in the recent
applications of sandwich molding it is the core material which is being regarded
as the critical component. This is to meet design requirements for the computers, and electronic
equipments.
Plastic with the high loading of conductive filler means that the surface
finish is poor and unattractive. To overcome this the sandwich molding techniques can be used in that a
good quality surface can be molded using a different plastic.
Thermoforming
When the thermoplastic sheet is heated it becomes soft and pliable and the
techniques for shaping this sheet are known as thermoforming. In the early
stages of this method it is only limited to packaging applications. In recent years,
however, there have been major advances in machine design and material
availability with the result that although packaging is still the major market sector
for the process, a wide range of the other products are made by thermoforming.
These include aircraft window reveals, refrigerator liners, baths, switch panels,
car bumpers, motorbike fairings. The term thermoforming incorporates a wide range of possibilities for
sheet
forming but basically there are two sub-divisions, vacuum forming and pressure
forming.
Vacuum Forming
In this processing method a sheet of thermoplastic material is heated and then
shaped by reducing the air pressure between it and a mold. The simplest type of
vacuum forming is known as negative forming and is capable of providing the
depth of draw which is 1/3-1/2 of the maximum width. The principle is very
simple.
Stages in Liquid Injection Molding
vacuum is applied. For the thicker sheets it is essential to have heating from both
sides.
In some cases negative forming would not be suitable because the
shaped formed would have a wall thickness in the corners which is considerably
less than that close to the clamp. If this was not acceptable then the same basic
shape could be produced by positive forming. In this case the male mold is
pushed into the heated sheet before the vacuum is applied. This gives the better
distribution of the material and deeper shapes can be formed, depth to width
ratios of 1:1 are possible. This method is also called as drape forming.
Another alternative would be to have a female mold but after the heating
stage and before the vacuum is applied, a plug comes down and guides the
sheet into the cavity. When the vacuum is applied the base of the molding is
subjected to less draw and the result is the more uniform thickness of the wall .
This is called plug assisted forming. In the packaging industry skin and the blister
vacuum machines are used. Blister packs are performed foils which are sealed
to rigid backing card when the goods have been inserted. The heaters used in
thermoforming are usually of the infra red type with the typical loadings of
between 10 and 30 kW/m. Normally extra heat is concentrated at the clamped
edges of the sheet to compensate for the additional heat losses in this region.
The key to successful vacuum forming is achieving uniform heating over the
sheet. One of the major attraction of the vacuum forming is that since only
atmospheric pressure is used to do the shaping, the mold do not have to be very
strong. Materials such as plaster, wood and thermosetting resins have all been
used successfully. However, in long production runs mold cooling becomes
essential in which case a metal mold is necessary.
Materials which can be vacuum foamed satisfactorily include polystyrene,
ABS, PVC, acrylic, polycarbonate, polypropylene and high and low density
polyethylene. Co-extruded sheets of the different plastics and the multi-color
laminations are also widely used nowadays. On of the most recent developments
is the thermoforming of crystallisable PET for, the high temperature applications
such as oven trays. The PET sheet is manufactured in the amorphous form and
then during thermoforming it is permitted to crystalise. The resulting molding is
thus capable of remaining stiff at elevated temperatures.
FEED SYSTEM
Introduction
It is necessary to provide a flow-way in the injection mold to connect the nozzle
(of the injection machine) to each impression. This flow way termed the feed
system. Normally the feed system consists of a sprue, runner and gate. These
terms apply equally to the flow-way itself, and to the molded material which is
removed from the flow-way in the process of extracting the molding.
A typical feed system for a four-impression, two plate-type mold . It is seen
that the material passes through the sprue, main runner, branch runners and
gate before entering the impression. It is desirable to keep the distance that the
material has to travel down to the minimum to reduce pressure and heat losses.
It is for this reason that careful consideration must be given to the impression
layout.
The purpose of the cold slug well, shown opposite the sprue, is theoretically
to receive the material that has chilled at the front of the nozzle during the cooling
and the ejection phase. Perhaps of the greater importance is the fact that it
provides positive means whereby the sprue can be pulled from the sprue bush
for ejection purposes. The most important factor in this system is runner, entire
system is heavily depends upon the designing of runner.
Runner
The runner is a channel machined into the mold plate to connect the sprue with
the entrance, to the impression. In the basic two plate mold the runner is
positioned on the parting surface while on the more complex designs the runner
may be positioned below the parting surface.
The wall of the runner channel must be smooth to prevent any restriction to
flow. Also, as the runner has to be removed with the molding, there must be no
remarks left which would tend to remain the runner in the mold plate. To ensure
that these points are met, it is desirable for the mold designer to specify the
runner is polished in line of draw.
There are some other considerations for the designer to bear in mind:
(1)The shape of the cross-section of the runner
(2)The size of the runner
(3) The runner layout
Runner Cross-Section Shape
The cross-sectional shape of the runner used in a mold is usually one of the four
forms: 1.Trapezoidal
2. Fully round
3. Modified trapezoidal
4. Hexagonal The criterion of efficient runner design is that the runner should provides a
maximum cross-section area from the standpoint of the pressure transfer and a
minimum contact on the periphery from the standpoint of the heat transfer. The
ratio of the cross-sectional area to periphery will, therefor, give a direct indication
of the efficiency of the runner design, the higher the value the greater the
efficiency.
Ratios for various type of the runner are given in the manual. The round and
square types of the runner are the two most satisfactory designs from this
standpoint, whereas the ratios exhibited by the semicircular and rectangular
40%. *
RAD
RUNNER
SPRUE
types make their use generally undesirable. unfortunately the square runner is
not satisfactory for the other reason , it is difficult to eject. In practice, because of
this , an angle of 10 degrees is incorporated on the runner wall, thus modifying
the square to the trapezoidal section. The volume of the trapezoidal runner is
approximately 25% greater than that of a round runner with the corresponding
dimensions. To reduce this difference and still maintain corresponding
dimensions, a modified trapezoidal form has been developed in which the volume
is only 14% greater than its round counterpart.
The hexagonal runner is basically a double trapezoidal runner, where the two
halves of the trapezium meets. Naturally if the similar cross-sectional areas are
required, then the value of the diameter must be increased according to
condition. Some tool makers feel that it is easier to match the two halves of the
hexagonal runner compared with matching the two halves of a round runner. This
point applies particularly to the runners which are less than 3 mm (1/8 in) in width.
As the plastic melt progresses through the runner and the mold system the
melt adjacent to the cold mold surface will rapidly decrease in temperature and
solidify. The material which follows will pass through the center of this solidified
material and, because of the low thermal conductivity that most thermoplastics
posses, the solidified material acts as an insulation and maintains the
temperature of the central melt flow region. Ideally, the gate should therefore be
position in line with the center of the runner to receive with the fully round runner
and also with the hexagonal runner.
The main objection to the fully round runner is that this runner is formed from
two semicircular channels machined one in each of the mold plates. It is essential
that these channels are accurately matched to prevent an undesirable and
or • D(=W)
xdPr,
\\ \ .\\ '
SEMICIRCULAR /
\ ,,,Ne
RECTANGULAR
SQUARE
/.
ROUND
0.250 o.zsD 0•153D d=
D 0.166D
DID • ova)
AREA PERIPHERY
RATIO
Figure 13 Efficiency of Various Runner Profiles
inefficient runner system being developed. A similar argument applies to the
hexagonal runner system. The fact that these channels must be accurately
matched means that the mold cost for a mold containing round or hexagonal
runners will be greater than for one containing trapezoidal runners.
The choice of the runner section is also influenced by the question
whether positive ejection of the runner system is possible. The case of a two
plate mold in which a circular runner has been machined from both parting
surfaces. In this case, as the mold opens, the runner is pulled from its channel in
one mold half and it is then ejected from the other mold half either directly, by
ejector pin, or by relying on its attachment to the molding by the gates.
For multi-plate molds, however, positive ejection of the runner system is not
practicable. Here the basic trapezoidal-type runner is always specified, the
runner channel being machined into the injection half from which it is pulled as
the mold opens. In this way the runner is free to fall under gravity between mold
plates. If the circular runner had been specified, the runner system could well
adhere to its channel and make its removal difficult. Sum up the points
concerning cross-sectional shape, we can say that for a simple two-plate mold
which has a flat parting surface the fully round or hexagonal runner is to be
preferred, the increase mold cost being relatively small. For molds which
have complex parting surfaces, where it would be difficult to match accurately the
semicircular channels of the round runner or, for multi-plate molds, the
trapezoidal or modified trapezoidal section should be used.
Runner Size
When deciding the size of the runner the designer must consider the following
factors:
The wall section and the volume of the molding
The distance of the impression from the main runner or sprue 3. The runner cooling considerations 4. The
range of the mold maker's cutters available 5. The plastic material to be used. 1. The cross-sectional area of
the runner must be sufficient to permit the melt to
pass through and fill the impression before the runner freezes and for the packing
pressure to be applied for shrinkage compensation if required. Because of this,
runners below 2 mm (3/32 in) diameter are seldom used and even this diameter
is normally limited to branch runners under 25 mm (1 in) in length. 2. The further the plastic melt has to run
along the runner the greater is the
resistance to flow. Hence the distance the impression is from the sprue has a
direct bearing on the choice of the cross-sectional size of the runner.
The cross-sectional area of the runner should not be such that it controls the
injection cycle, although this is sometimes unavoidable for very light moldings.
The larger the cross-sectional area of the runner the greater is the bulk of the
material it contains and the longer the period it takes to cool sufficiently to enable
the mold to be opened and the moldings and runner ejected. For this reason it is
desirable to make the runner larger than 10 mm (3/8in) diameter for most materials. 4. The size chosen for
the runner should be in a range consistent with the
moldmaker's not having to carry in stock a multitude of different sizes of cutters.
In practice the following are the most common sizes: 2-13 mm in 1 mm steps in
the metric range and 1/8-1/2 in with 1/16 in steps in the imperial unit range.
The plot of diameter versus length of the runner for various weight of the
molding, adopting the metric system of dimensioning. The corresponding plot
using the imperial dimensioning system.
Theoretically the cross-sectional area of the runner should be equal to, or
in excess of, the combined cross-sectional areas of the branch runners that it is
feeding. This relationship is not valid if maximum suggested diameter is reached.
Runner Layout
The layout of the runner system will depend upon the following factors: 1.The number of the impressions 2.
The shape of the components 3.The type of the mold 4.The type of gate
The runner length should always be kept to a minimum to reduce pressure
losses, and the runner system should be balanced. Runner balancing means that
the distance the plastic material travels from the sprue to the gate should be the
same for each molding. This system ensure that all the impressions fill uniformly
and without interruption providing the gate lands and the gate areas are identical.
It is not always practicable that to have a balanced runner system and this
particularly applies to molds which incorporate a large number of differently
shaped impressions. In these cases balance filling of the impression can be
achieved by varying the gate dimension, that is by balanced gating.
Single Impression Mold
Single impression molds are usually fed by a direct sprue feed into the
impression and hence no runner system is required. It may be desirable to edge
gate in which case a short runner may be used. But note that by gating a single
impression in this way the impression itself must be offset. This is undesirable,
particularly with the large impression, as the injection pressure will exert an
.44111110r . P.
1.
l AilMill il l111 OrirM 0#MIlannimmilw...--- °
PlINI ■Mill MIMEO a llW1111
109 D. X iir 3.7
II
25
75
103
125
LENGTH OF RUNN69 Figure 14 Guide to Runner Diameter for Molding Section
unbalanced force which will tends to open the mold one side and may result in
flashed molding.
Two Impressions Mold
The various alternatives for feeding two impression are shown in figure 16. The
simplest case is where the runner takes the shortest path between the two
impressions. But it is not always possible to adopt this short runner system.
Because the most desirable position of the gate may not be the center-line of the
mold. If we consider the plan of a mold for two rectangular blocks, it is seen that
solely from the viewpoint of mold layout it is desirable to have a impressions
positioned as shown with short runners to the sides of the impression, thus
enabling the size of the mold to be kept to a minimum.
However, there are other considerations, such as that of correct gating,
and it may be desirable to gate at one end of the impression. To achieve these
end gates it is necessary to alter the design of the layout, so that either T-shaped
runner extend beyond the impressions and is then connected to the gates by
short branch runners, or the runners in the form of an S, sweeps round to gate ,
without the necessity for the branch runners. In general, providing that the
impressions are approximately the same size and shape, no difficulty should be
experienced in designing balanced runner systems in case of two impression
molds, but sometimes it is very difficult to apply this system, therefore other
impression mold should be designed to overcome all sort of problems.
Three Impression Mold
A balanced runner system for the three similar impressions. In this case the
impressions are placed on a pitch diameter 120 is essential for the requirement
Doti
bot 4 1:111C0110. Prel l iallill0 0 0 110IIWPW.Ww- _dada' Ill fieglinlilliM
0
1111.1w..-- D. frViE 8
,
%
A
5 LENGTH OF RUNNER (in)
Guide to Runner Diameter for Molding Sections
Balanced Runner Layouts
degrees apart, this design allows the runners to be kept to a minimum length. But
in the case of different shapes and sizes of the impressions it is very difficult to
balance the system without having a different system. For such cases, the large
impression is being fed directly from the sprue via a short runner, while the
smaller components are fed via a branch and main runner system.
Other Multi-Impression Molds For four or more impression molds the design of the runner layout is simply
an
extension of the previous discussion. As the number of the impression increase, however , the pitch circle
diameter
design becomes progressively more impracticable as the runner length, which is
a function of the pitch circle diameter, is also increased. This results in large
diameter runners being required which progressively lengthens the molding cycle
and more scrap is produced. When the large number of impressions have to be
accommodated, or where the impressions are of the greatly dissimilar shape, the
alternative main and the branch runner system is usually adopted.
DESIGN OF THE GATES
Introduction The gate is a channel or orifice connecting the runner with the impression. It has
the small cross-sectional area when compared with the rest of the feed system.
The presence of this gate is necessary because of several reasons: 1.The gate freezes soon after the
impression is filled so that the injection plunger
can be withdrawn without the probability of void being created in the molding by suck-back. 2. It allows for
simple degating and in some molds this degating can be automatic. 3. After degating only a small witness
mark remains. 4. Better control of the multi-impressions can be achieved.
5. Packing the impression with material in excess of that required to compensate
for shrinkage is minimized.
The size of the gate can be determined in terms of the gate cross-sectional
area and the gate length, the latter being known as the gate land. The optimum
size of the gate depends on am number of factors. 1.The flow characteristics of the material to be molded. 2.
The wall section of the molding. 3. The volume of the material to be injected into the impression. 4. The
temperature of the melt
5. The temperature of the mold.
Normally the gate size is chosen on the basis of past experienced, but
there are few factors which may decide the dimensions of a required gate.
Location of the Gate
The location of the gate is very important and it should be such that there is an
even flow of the melt in the impression, so that it fills the impression uniformly
and the advancing melt front spreads out and reaches the various impressions
extremities at the same time. In this way two or more advancing fronts would
rarely meet to form a weld line with consequent mechanical weakness and
surface blemish in the molding.
Such an ideal position for the gate is possible in some cases such as those
with circular cross-sections, for example, a cup or a cone in which material is fed
through the center of the base or apex. Another reason for central gating at the
apex of the slender cone-like components such as pen caps is that side gating
may cause deflection of the core. This can arise because side gating gives rise to
a more rapid flow of the material down one side of the impression, resulting in the
differential pressure which can move the core out of the position. This results in a
thinner wall section on one side, thus adding another weakness to that of the
weld line. The position of the melt front in the partly filled impression when the
alternative gate positions are used.
For rectangular moldings the ideal position does not exist but the central
gating is considered the best. But in the case of thin-walled rectangular moldings,
particularly when the material used can be exhibited differential shrinkage
causing distortion, off-center multi-point gating or film gating is advantageous.
When the edge gate is used, and the majority of moldings are edge gated
for reason of mold economics, the gate should be positioned so that the melt flow
immediately meets a restriction. An example of incorrect gating of a solid
rectangular block type of molding. The impression is fed in the center at one end
and the material, on entering at high velocity, 'jets' and quickly sets reaching the
cool mold walls. More material then enters and flow
Runners Layouts Which Necessitate Balanced Gating
around the original jetted material. The resulting flow lines are often visible on
finished molding. The trouble in this particular case can be overcome by overlap feeding. The flow of the
material issuing from the gate is force to impinge on an
opposing face of the impression and this causes the material to form an
advancing front which progressively fills the impression displacing the air in front
of it, thus forming a molding free of flow lines.
The box type of component, which necessitates a cavity and core,
automatically provides opposition to jetting so that the edge gate here is quite
permissible. However, some weld lines are to be expected where the two flows
meet on the opposite side of the impression. In such cases, although flow lines
cannot be prevented, their effects, such as mechanical weakness and surface
blemish, can be largely overcome. This is accomplished by keeping the cooling
medium away from the neighborhood of weld lines, the mold temperature then
increases slightly at these points, helping the two fronts to knit together more easily.
Balanced Gating The balance of the gate for multi-impression mold is necessary so that it will
ensure the filling of the impressions in balanced manner, that is the impressions
fill simultaneously. This method is adopted when the preferred balanced runner
system cannot be used. Consider the runner system . The melt will take the
easiest path, hence once the runner system is filled , those impression closest to
the sprue will tend to fill first and those at the greatest distance to fill last.
Sometimes immersions may be overpacked while others may be starved of
material. To achieve balance filling of these impressions it is necessary to cause
the greater restrictions to the flow of the melt to those impressions closest to the
sprue and to progressively reduce the restriction as the distance from the sprue
increases. By adopting the method of balancing gating there are two ways of
varying the restriction. 1. By varying the land length 2. By varying the cross-sectional area of the gate.
In practice balanced gating is the matter of trial and error, the land length is
normally kept constant, starting with the small gate width, the mold is tried out
with the short injection stroke so that short moldings are obtained. On inspection
it will be obvious which impression are filling first. The gate width can then be
progressively enlarged and adjusted until balanced filling is achieved.
Types of Gates
For the achievement of the best filling conditions the type of the gate is most
important factor which should be chosen carefully.
Sprue Gate
When the molding is directly fed from a sprue or secondary sprue, the feed
section is termed a sprue gate. The main disadvantage of this type of gate is that it leaves a large gate mark
on the molding. The size of this mark depends on : 1.The diameter at the small end of the sprue. 2.The sprue
angle.
The sprue length.
Thus the gate mark can be minimized by keeping the dimensions of the
above factors to be minimum. Note that the as the sprue entry is controlled by the
nozzle exit diameter, and as it is undesirable to reduce the sprue angle below two
degrees inclusive for withdrawing purposes, the sprue length is the logical dimension for the designer to
attempt to reduce. An extension nozzle can often
be used to advantage, because it enters a recess in the mold and cuts down the
overall sprue length. One basic two-plate molds the sprue gate is used only for
single-impression molds. In this case the impression is positioned in the center of
the mold and the sprue is a direct feed into it.
A modified form of sprue gate is also used on underfeed molds and
runnerless molds. In both the cases, any number of impressions can be
accommodated and the sprue gates, now termed secondary sprues, are fed from
runner systems situated below the parting surface.
Rectangular Edge Gate
This a general purpose gate and its simplest form is merely a rectangular
channel machined in one mold plate to connect the runner to the impression. A
section through the relevant parts of a typical mold.
This gate offers certain advantages over many other form of the gates:
1.The cross-sectional form is simple and, the fore cheap to machined.
2. Close accuracy in the gate dimensions can be achieved.
3. The gate dimension can be easily and quickly modified.
4. The filling rate of the impression can be controlled relatively independently of
the gate seal time.
5. All common molding materials can be molded through this type of the gate.
One disadvantage of this type of the gate , is that after gate removal a
witness mark is left on a visible surface of the molding. This is more noticeable
with certain materials, particularly if the moldings are simply broken from the
gates. To reduce the possibility of the gate shatter marks on the molding the
modified form to gate shown at (d) may be used. For certain products, such as
self assembly toy kits, a projecting gate is best avoided. In these case adopt the
alternate modified design (e).
Sprue Gate
Gate Size
Because of the rectangular shape, the dimensions of the gate are given by width
(W), depth (h), and landlength(L). Now the pressure drop across the gate is
approximately proportional to the land length and therefore this should be kept as
small as possible consistent with the strength of the steel which remains between
the runner and the impression. In practice a value of between 0.5 mm (0.02in)
and 0.75 mm (0.03 in) is satisfactory.
The minimum depth of the gate controls the time for which the gate
remains open. This gate open time must be sufficient for the material to reach the
extremities of the impression. Now providing that the wall section of the
component has been correctly chosen with respect to the maximum length of
flow required, it appears reasonable to expect a relationship between the gate
depth dimension and the wall section of the component.
In practice the following empirical relationship for gate depth has been
found useful:
h nt
where h = depth of gate mm (in)
t = wall section thickness mm (in)
n = material constant
While theoretical it is probable that each material should have a different
value for "n", in practice it is convenient to group certain materials together and
to use a group constant.
Group 1: polythene, polystyrene
Group 2: polyacetal, polycarbonate, polypropylene
Group 3: cellulose acetate, polymethyl methacrylate, nylon
Group 4: PVC
For group 1, the value of n = 0.6
For group 2, the value of n = 0.7
For group 3, the value of n = 0.8
For group 4, the value of n = 0.9
The cross-sectional area of the gate (h*W) controls the rate at which the
plastic material enters the impression. If the concept of the gate depth, wall- section relationship is accepted
then the gate depth is established first. This
means that the width of the gate becomes the controlling dimension of the flow
rate.
The gate width is therefore usually based upon experience gained when
molding components of similar shape and size.
The empirical relationship for this width is given by:
W = (n/30) N2
where W = gate width (mm or in) A = surface area of cavity (mm.mm or in.in)
n = material constant.
7.4.4 Overlap Gate
This gate can be considered as a variation of the basic rectangular type gate and
is used to feed certain type of molding. From the previous knowledge of this type,
we have noted that the melt jets into an impression if it does not contact a
rectriction immediately. Therefore for block type moldings the rectangular gate is
replaced by the overlap gate which, by virtue of its position, direct the melt flow
against an opposite impression face. The overlap gate, which is of a general
rectangular shape, is machined into the plain mold plate, in such a way that it
bridges the gap between the end of the runner and the end wall of the impression.
Different Views of Overlap Gate
Different Views of Fan Gate
The gate may be used for all the common molding materials apart from rigid
PVC. The gate being attached to the molding surface, does require more careful
removal and finishing than for a edge gates. The size of the gate can follow the
general pattern suggested for the rectangular gate with the same limitations.
Land length ( distance between the end of the runner and the wall of the
impression)
L1 = 0.5-0.75 mm
gate width:
W = (n/30) A/2
gate height:
h = nt
gate length:
L2 h + W/2
7.4.5 Fan Gate
Unlike the rectangular gate which has the constant width and depth, the
corresponding dimensions of the fan gate are not constant. The width increases
while the depth decreases so as to maintain a constant cross-sectional area
throughout the length of the gate.
The gate at the impression is relatively wide and , because of this, a large
volume of the material can be injected in a short time. This type of the gate can
therefore be used advantageously for large area, thin walled moldings. The fan
shape appears to spread the flow of the melt as it enters the impression and a
more uniform filling is obtained with fewer flow lines and surface blemishes. This
gate may be used with all the conventional molding materials apart from the
certain grades of rigid PVC. The relevant gate sizes which must be decided upon
are the land length, the gate width and the gate depth.
The land length needs to be slightly longer than for the rectangular gate
and a suggested size for this is 1.3 mm (0.050 in). The main disadvantage of this
type is that a large witness mark is left on the molding which must subsequently
be trimmed and finished. It is therefore advantageous to design the gate
relatively narrow and widen it only if necessary.
The height of the gate can be determined by this formula:
h = nt
To maintain a constant cross-sectional area, because of the gate form, the
depth of the gate must be progressively increased back to the runner. The depth
of gate at this point is given by.
h2 Wh1/D
The effective length of the gate land between the runner and the
impression progressively increases from a minimum at the center line to a
maximum at the outer gate wall. To compensate for the increase the depth of the
gate at either side to provide for more even flow through the gate.
Tab Gate
This is a particular gating technique for feeding solid block type moldings. A
projection or tab is molded on to the side of the component and a conventional
rectangular edge gate feeds this tab. The sharp right-angled turn which the melt
must take prevents the undesirable 'jetting' which would otherwise occur. The
melt is thereby caused to advance in a smooth steady flow and, providing the
shape of the impression allows it, the impression will fill uniformly. Thus the tab
gate is the alternative to the overlap type gate. The choice of one gate design or
the other will depend mainly upon whether the witness mark left by the gate is
best, from the appearance point of the view, on the top or on the side. Both gates
leave relatively large mark of witness. This gate is used particularly for the
acrylics, but maybe used for any of the common molding materials. The size of
the gate conveniently divides into two sections: (1)The size of the rectangular gate and (2)The size of the tab.
For all practical purposes the rectangular gate size can be calculated
using the empirical formula for fan gate.
Diaphram Gate
This gate is used for single impression tubular shaped moldings on two-plate
molds. It may also be used in a similar manner for multi-impression tubular
shaped moldings on underfeed and runner-less molds.
The sprue leads into a circular recess, slightly smaller than the inside
diameter of the tube. This recess forms disc of material and acts as a runner
which allows material to flow radially from the sprue to the gate. The gate may be
cut either on the core (inset(a)) or in the cavity (inset(b)). In both cases it
connects the disc runner with the impression.
The choice of the gate (a) or (b) will depend upon the us of the tube is to
be put to. If the internal bore is important then the gate should be cut in the
cavity. Thus by the simple machining operation on the face of the molding the
bore diameter is not disturbed. Alternatively, if the internal bore is not important
(a) is the better choice as the gate is more easily removed by the blanking
operation.
The gate dimension which must be considered are , for method (a) land length
(L) and the depth of the gate (h), and for the method (b) land length (L), overlap
length (L1), depth
TRAPEZOIDAL RUNNER
SPRUE
RING GATE
TRAPEZOIDAL RING RUNNER
Figure 23 Different Views of Ring Gate
Y•D X•mt. tiD
Different Views of Tab Gate
of the gate (h1). Consider first the side feed diaphram gate (a). The land length
again should be a minimum consistent with the strength of the steel left between the circular runner and the
impression. A value of between 0.75 mm (0.030 in) and 1 mm (0.040 in) is suggested.
The depth of the diaphram gate is normally made slightly less than the
values recommended for the rectangular gate as the corresponding values for W
in this case (the inside surface of the molding) is large. The following relationship,
with reference to section on the rectangular edge gate has been found to be
suitable.
hi = 0.7nt
For the overlap type of diaphram gate value for L can be as above. The
overlap length L1 should be at least equal to the depth of the gate (h1) which
may be computed from
h1 = nt
The center disc is sometimes tapered from the center towards the gate to
save material and to reduce the bulk for cooling reasons. This type of the gate
allows for constant filling of the molding and minimizes the formation of the weld
lines. It is recommended for use with all molding materials.
Ring Gate
The function of this gate is identical to diaphram gate and the same comments
apply. This type of the gate is used for the tubular-type moldings when more than
one impression is required in a simple two-plate mold. The gate provides for a
feed all around the external periphery of the molding and permits the use of the
conventional runner system to connect the impressions. The runner, in the form
of the trapezoidal annulus, is machined into the mold plate. The trapezoidal
runner is normally used since this type of molding would be ejected using the
stripper plate. The gate is in the form of a concentric film between the runner and
the impression. The dimensions of this gate are identical to those for the
diaphram gate.
Film Gate
This gate may be considered as a long rectangular-type edge gate and it is used
for large, thin-walled components to assist in the production of the warpage free
products. The gate normally extends across the complete without the molding,
although a smaller width may be used initially, which, if it proves satisfactory, will
save some finishing time. The gate is similar in principle as that of diaphram gate
and ring gate in that it provides for the large flow area and results in a quick fill
time. Because of this feature, the gate depth may be somewhat less than for a
corresponding rectangular gate. The same relationship as
given in the ring gate is suggested.
h = 0.7nt A runner is provided parallel to the side face of the impression to feed the
gate evenly with the material. This means that the very slender wall of steel
exists between the runner and the impression, and to prevent this from collapsing
in use, a minimum land length of 1.3 mm (0.050 in) is suggested for this gate .
It is normal practice to extend the runner beyond the end of the
impression, irrespective of the gate length. The gate is useful for those materials
which exhibit differential shrinkage for which central feeding is impracticable.
Pin Gate
This is a circular gate used for feeding into the base of the components and, because it is relatively smaller in
the diameter, it is often to be preferred to the
DIAPHRAGM GATE
DISC RUNNER
SPADE
Different Views of Diaphram Gate
RUNNER
SPADE CATE
Different Views of Position of Gate
sprue gate which necessitates a finishing operation. However, the pin gate may
only be used in certain type of molds and these are generally more complex in
design than the molds in which sprue gating or side gating techniques are used.
As an alternative to feeding into the center of the component. This type of the
gate is often used for single, off-center feeding. This technique is particularly
desirable for use with materials which exhibit differential shrinkage
characteristics, and it is often used as an alternative to film gating.
To permit the use of the pin gate one of the following mold design must be
adopted.
(1) Three-plate, underfeed-type mold. An extra plate is added behind the cavity
plate to permit a runner system to be incorporated below the cavity or cavities.
The pin gate connects the impression to the runner, either directly or via a
secondary sprue.
(2) Hot-runner molds. A heated insulated runner block is incorporated behind the
cavity plate. The impression is connected to the secondary nozzle, again by a pin
gate and secondary sprue. Both the above designs may be used for central or
offset, single or multi-point gating, into one or more impressions.
(3) Two-plate mold with special nozzles. A relatively large recess is provided
behind the cavity to permit a specially designed nozzle to protrude into the mold. The pin gate connects the
impression to the nozzle usually via a hot well
of plastics material. This is known as the antechamber design.
The gate dimension which must be considered are the land length (L), and
the gate diameter (d). To minimize the pressure losses, as for all other gates, the land length is kept to a
minimum consistent with the strength of the steel used. A
land length of between 0.5 mm (0.02 in) and 0.75 mm (0.03 in) is suitable.
1.The matching form is more difficult to machine.
2. Precise dimensions are more difficult to achieve.
3. The filling rate of the impression cannot be controlled independently of the gate seal time.
Because of the above disadvantages this gate is seldom used for the molding with wall thickness below 4
mm (0.150 in). The gate is used, for thicker
wall sections. For this type of molding a relatively large gate is an advantage to
ensure that the gate remains open sufficiently long to allow follow-up pressure to
be applied to prevent shrinkage.
Subsurface Gate
The subsurface gate is a circular or oval type gate which submerges and feed
into the impression below the parting surface of the mold. While similar to round
edge gate in that it is of similar or nearly similar shape and the feeds into the side
of the impression, it has several advantages over the round gate.
1.The form, being in the one mold plate, has no matching
problems and precise dimensions can be achieved. 2. If the more oval form is used the filling rate of the
impression can be controlled
independently of the gate seal time.
3. The gate is sheared from the molding during its ejection. The molding and the feed systems are removed
separately from the mold
and this means that a separate runner ejection is advantageous, particularly as a
certain amount of deformation of the runner is necessary to remove the
secondary runner from the mold.
The gate dimensions which must be considered are land length which,
because of the form, needs to be L (minimum) 1.9 mm (0.075 in). Phi is the
angle subtended between the centre-line of the runner and the impression wall
(29). This angle is normally between 30 and 45 degrees. The dimensions of the gate cross-section can be
estimated from either the equation suggested for the
SECONDARY SPRUE
TRAPEZOIDAL RUNNER
Different Views of Pin Gate
Different Views of Round Edge Gate
rectangular gate, if an oval gate is adopted, or the equation for the pin gate, if the
circular gate is used.
The subsurface gate can be adopted for feeding into the inside surface of
a component, providing at least one of the following conditions are met: 1. There is a suitable member
which projects below the general parting line
surface and which is also located relatively close to the component wall. The
subsurface gate feeds directly into this member.
2. In design where it is possible to incorporate a small diameter peg relatively
close to the component wall, the subsurface gate feeds directly into the peg and
thereby into the impression. The peg is subsequently removed as a post molding
operation.
PLASTIC MOLDING MATERIALS
Introduction
Plastics may be made hard, elastic, rubbery, tough, crystal-clear, opaque, strong,
stiff, outdoor-weather-resistant, electrically conductive, or practically anything that
is desired, depending on the choice of the starting materials and the method of
the molding. A specific plastic can be molded using different injection molding
machine settings so that dimensional tolerance on a part can vary after each
molding, or the machine can be set so that extremely close tolerance can be met
repeatedly.
Basically certain injection molded parts can be held to extremely close
tolerance of less than a thousands of an inch or down to 0.0 percent. Tolerance
that can be met can go from 5 percent for 0.020 in. thick, to 1 percent for 0.500
in., to 1/2 percent for 1.000 in., to 1/4 percent for 5.000 in.
Economical production required that tolerance not be specified tighter than
necessary. However after production target is to mold to as tight as possible to
be more profitable. Recognize that many plastics after molded change dimension
due to temperature, humidity and load. Heat treatment can significantly reduces
or even eliminate these changes for certain plastics.
Dimensional accuracy that can be met depends on different factors, such as
accuracy of mold and machine performance, properties of the materials,
operation of the complete molding cycle, wear or damage of machine and mold,
shape/size/thickness of the part, post shrinkage that can reach 3 percent of
certain materials, degree of repeatability in performance of
machine/mold/material.
Types of Plastics
Thermosets are generally more suitable to meet the tightest tolerance. With
thermoplastics it can be more complicated. As is well known crystalline plastics
(PE, PP) generally have the different rate of shrinkage in the longitudinal and
traverse direction of melt flow. In turn these directional shrinkages can
significantly vary due to changes injection pressure, melt heat, mold heat and the
part thickness or shape. These changes can occur at different rates in the
different directions. To minimize and control different tolerance consider using the
highest melt heat, keep gate surrounding area where tight tolerance are required,
use machine that requires at least 70 percent of the shot capacity, minimize time
that melt is in the barrel that understand complete operation of the
machine/mold/material to ensure part tolerance repeatability. Not every material
is suitable for molded parts requiring tight tolerances.
To understand plastics, one must first appreciate and accept the polymer
chemist's ability to literally rearrange the molecular structure of the plastic or
polymer to provide an almost infinite variety of compositions that differ in form,
appearance, properties, and characteristics.
One must also approach the subject with a completely open mind that will
accept all the contradictions that make it so difficult to pin common labels on the
different families of plastics, or even on the various types within a single family. In
the family of polyethylene, consumers are more aware of the so called lowdensity polyethylene, which are flexible materials most familiar in housewares,
toys, trash bags, film overwraps, and the like. But there is another type of
polyethylene , called high-density polyethylene can also be produced in a flexible
film form with properties quite different from low-density polyethylene film. Finally,
to fully understand the plastics, one must be aware of the many different routes
that the starting materials for plastics can take on the way to consumer or
industry. Here we are concerned with those resins that are supplied to the
processor in the form of the granules, powder, pellets, flakes, or the liquids and
are transformed by him into solid or cellular plastics products, shapes, film or
sheeting, or coatings and surfaces for various substrates.
However, the same starting materials used to make these resins can take another route and end up at the
textile industry, the paint industry and the
adhesives industry.
Many plastics derive from the fractions of petroleum or gas that are recovered
during the refining process. For example, ethylene monomer is derived, in a
gaseous form, from petroleum refining gas or liquified petroleum gases or liquid
hydrocarbons. Although the petroleum or gas derivatives are not the only basic
source used in making feed stocks for plastics, they are among the most popular
and economical in use today. Coal is another excellent source in the
manufacturing of the feedstocks for plastics, and there are other materials
including such unique possibilities as agricultural oils such as castor oil or tung oil
derived from plant life that are also adaptable. From these basic source come the feedstocks we call
monomers. The
monomers then subjected to a chemical reaction known as polymerization that
causes the small molecules to link together into ever-increasing longer
molecules. Chemically, the polymerization reaction has turned the monomer into
polymer. The transformation from the monomer to polymer may also help you
understand why the names of so many plastics material begins with the prefix
"poly". Thus, a polymer may be defined as a high-molecule-weight compounds
that contains comparatively simple recurring units.
Outside of the plastics field, monomers can take different routes to produce a
variety of other important products, from antifreeze to fertilizers. Even within the plastic field, a single
monomer can contribute to the manufacture of the variety of
different polymers, each with its own distinctive characteristics. when the sturene
monomer is polymerized, it becomes a styrene polymer or plystyrene, as it is
more familiarly known in its plastic form. By a more direct route, the ethylene
monomer can be polymerized to produce ethylene polymer or polyethylene,
another popular plastic.
Basically, there is a great deal of flexibility in the plastic manufacturing process for creating wide range of
materials. The way in which the small
molecules link together into larger molecules and the structural arrangement they
take is one determinant of the properties of the plastics. The length of molecules
in the polymer chain is a second. The type of the molecule is a third.
Polymerizing two or more different monomers together is a fourth. And
incorporated various chemicals or additives during or after polymerization is a
fifth. Other modifying techniques are in use, and polymer chemists continue to
come up with new ones. The polymer or plastic resin must next be prepare for
use by the processor, who will turn it to finished product. In some instances, it is
possible to use the plastic resin as it comes out of the polymerization reaction.
More often, however, it goes through other steps that put into a form that can be
more easily handled by the processor and more easily run through processing
equipment. The most popular solid form for plastic resin are as pellets, granules,
flakes, or powder. In the hands of the processor, these solids are generally subjected to heat and pressure,
melted, forced into the desired shape, then
allowed to cure and set into a finished product. Plastics resins are also available
as semi-solids or as liquids, for casting.
Liquids can also be used to impregnate fibrous materials, which can then
be allowed to harden into so-called reinforced plastics.
Another option available to processor is to use resin incorporating a blowing
agent. Subjected to the heat of processing or the heat from the chemical
reaction, these agents decompose and release gases that can turn a solid
product into a foamed product.
It is very important to understand the flow criteria of melt plastic from basic
feedstocks to the end-product. In most cases, the flow will proceed along these
lines: feedstocks, known as monomers, are polymerized by the chemical reaction
into polymers, the resin are then made into forms useful for processing,
sometimes called molding or extrusion compounds, the compound now goes to
the processor, who have a several techniques available to him for turning the
resin into a finished product or part, into a secondary product that goes through
subsequent fabricating operations, or into a coating or surfacing that can be
applied to various substrates. At the processing level, plastics can also be turned
into monofilaments for use in rope or household screening: or as binders, they
are use with materials such as fibers or sheet of paper or sheets of wood to turn
out products such as boat hulls, tabletops, or airplane wingtips.
Definition for Plastics
There is a generally accepted definition for plastics that goes likely this: any one
of the large or varied group of material consisting wholly or in apart of
combinations of carbon with oxygen, hydrogen, nitrogen, and other organic or
inorganic elements that, while solid in the finished state, at some stage in its
manufacture is made liquid, and thus capable of being formed into various
shapes, most usually through the application, either singly or together, of heat
and pressure.
Plastics are family of materials, not a single material, each member of
which has its own distinct and special advantages. Whatever their properties and
form, however, most plastics fall into one of two groups: the thermoplastics and thermosets.
Thermoplastics resins consist of long molecules, either linear or branched,
having side chains or group that are not attached to other polymer molecules.
Thus, they can be repeatedly softened and hardened by heating and cooling.
Usually, thermoplastic resins are purchased as pellets or granules that are
softened by heat under pressure so they can be formed, then cooled, so that they
hardened into the final desired shape. No chemical changes generally take place
during forming. The analogy would be a block of ice that can be softened, poured
into any shape of cavity, then cooled to become a solid again. In thermosetting
resins, reactive portion of the molecules form cross-links between the long
molecules during polymerization. The linear polymer chains are thus bonded
together to form a three-dimensional network. Therefore, once polymerized or
hardened, the material can not be softened by heating without degrading some
linkages.
Thermosets are usually purchased as liquid monomer-polymer mixtures or
as a partially polymerized molding compound. In this uncured condition, they can
be formed to the finished shape with or without pressure and polymerized with
chemical or heat. the analogy in this case would be to a hard-boiled egg, which
has turned from a liquid to a solid and cannot be converted back to a liquid.
8.4 Identification of Plastic Materials
A classifying plastic materials standard that can serve many of the industry needs
has been issued by ASTM. This standard is designated as D 4000 and entitled
"Standard Guide for Identification of Plastic Material". It provides an easy means
of identifying plastic materials used in the fabrication of parts. Ever since
classification systems were adopted many years ago for materials such as 1030
ASTM D 4000 Line Call-Out
0
3.
Group
Broad generic type
2
3
4
5
6
7
Rein
% Rein forcement forcement Table
Suffix
CELL REQUIREMENT
01
==
SPECIFIC
Physical properties
generic family based
'Group Class Grade]
One digit for expanded group Two or more letters identifynthe on Abbreviation D 1600 2 = Three digits
identify the specific chemical group 3 = One letter indicates reinforcement type 4 = Two digits indicate
percent of reinforcement 5 = One letter refer to a cell table listing of physical specifications and test
methods 6 = Five digits refer to the specific physical parameters listed in the cell table 7 = Suffix codes
indicate special requirements based on the application, and identify special tests.
steel and elastomers, there has been an effort to issue this guide. The approach
used follows the steel and elastomer unified classification systems of ASTM.
The guide provides the tabulated properties for unfilled, filled, and
reinforced plastic materials suitable for processing into parts. This standard is
required to reduce the growing number of material specifications, paperwork, and
man-hours used to ensure that parts of known quality are being produced from
commercially available materials. The D 4000 standard will eliminate the many
certifications required for the same material that a processor may have to obtain
from several vendors for a customer or different customers. The classification
system and subsequent line call-out is intended to be a means of identifying
plastic materials used in the fabrication of the end items or parts. It is not
intended for the selection of materials. Material selection should be made by
those having expertise in the plastic field after careful consideration of the design
and performance required of the part, the environment to which it will exposed,
the fabrication process to be employed, the inherent properties of the material not
covered in this document, and the economic factors.
This classification system is based on the premise that plastic materials
can be arranged into broad generic families using basic properties to arrange the
materials into the groups, classes, and grades.
The format to this system was prepared to permit the addition of property
values for future plastics. Plastic material will be classified on the basis of their
broad generic family. the generic family is identified by letter designations . These
letters represent the standard abbreviations for plastics in accordance with
abbreviations D 1600. The generic family is based on the broad chemical
makeup of the base polymer. By its designation, certain inherent properties are
specified. the generic family is classified into groups according, in general, to the
Table 6 Standard Symbols and Requirements
STANDARD SYMBOL
PLASTIC FAMILY NAME
ASTM STANDARD
OF F
ABS Acrylonitrile/butadiene/ styrene
D
AMMA Acrylonitrile/methlmetha- crylate
E
ABA Acrylonitrile/styrene/ acrylate
E
CA Ceelulose acetate D 706 CAB Cellulose acetate butyrate D 707 CAP Cellulose acetate propionate
ED
CE Cellulose plastics general
E D CF Cresol formaldehyde H H CMC Carboxymethyl cellulose E CN Cellulose nitrate E D CP Cellulose
propionate D 1562 CPE Chlorinated plyethylene F CS Casein H H CTA Cellulose triacetate E D CTFE
Polymonochiorotrifluoro- ethylene DAP Poly(diallyl phthalate) H H EC Ethyle cellulose E D EEA Ethylene/ethyl
acrylate F EMA Ethylene/methacrylic acid F EP Epoxy, epoxide H H EPD Ethylene/propylene/diene EPM
Ethylene/propylene polymer F D ETFE Ethylene-tetrafluoroethy lens copolymer EVA Ethylene/vinyl acetate F
FEP Perflouro (ethyle-propy- lene) copolymer FF Furan formaldehyde H H IPS Impact styrene MF Melamineformaldehyde H H PA Polyamide (nylon) D 4066 PAI Polyamide-imide G G PARA Polyaryle amide
Cell Table G Detail Requirements
DESIGNATION ORDER NUMBER PROPERTY
Unspecified
1 15
2 40
Tensile strength, ASTM D 638 MPa, min
CELL LIMITS
3
4
110
5
135
6
160
7
185
8
670
950
65
2
Unspecified 600 3500
Flexural modulus, ASTM D 790, MPa, min
CELL LIMITS
6500 10000 13000
16000 19000 22000
3
Unspecified 15 30
Izod impact, ASTM D 256, J/m, min
CELL LIMITS
50
135
270
425
4
Unspecified 130 160
Deflection(temperature, ASTM d 648,(1820 kPa).C, min
CELL LIMITS
200
230
260
300
330
360
00
MO
00
00
5 Unspecified ... ..
To be determined ...
00
85
SYMBOL
CHARACTERISTIC
A
Color (unless otherwise shown by suffix, color is understood to be natural) Second letter A = does not have
to match a standard B = must match standard Three digit number 001 = color and standard number on
drawing 002 = color on drawing Not assigned Melting point---softening point Second letter A = ASTM D 789 B
= ASTM D 1525 Rate A C = ASTM D 1525 Rate B D = ASTM D 3418 E = ASTM D 2116 Three digit number =
minimum value deg. C. Deformation under load Second letter A = ASTM D 621, Method A B = ASTM D 621,
Method B First digit 1 = total deformation 2 = recovery Second and third digit * factor of 0.1 (deformation) =
% min * factor of 1 (recovery) Electrical second letter A = dielectric strength (short-time), ASTM D 149 Three
digit number*factor of 0.1=kv/mm, min B = dielectric strength, (step by step), ASTM D 149 three digit
number*factor of 0.1=kv/mm, min D = dielectric constant at 1 MHz, ASTM D 150, max Three digit
number*factor of 0.1 = value E = dissipation factor at 1 MHz, ASTM D 150, max Three digit number*factor of
0.0001=value F = arc resistance, ASTM D 495, min Three digit number = value Flammability Second letter A =
ASTM D 635 (burning rate) 000 = to be specified by user B = ASTM D 2863(oxygen index) Three digit number
= value %, max
Suffix Symbols and Requirements
chemical composition. These groups are further subdivided into classes and
grades. The letter designation applicable is followed by a three digit number
indicating group, class, and grade.
The basic property tables have been developed to identify the commercially
available unreinforced plastics into groups, classes, and grades. Where a
standard does not exist for this classification system, the letter designated for the
generic family will be followed by three o's and the use of the cell table that
applies. For example, P1000 would indicate a polyimide plastic (P1), with 000
indicating no basic property, and other properties from the other table.
To facilitate the incorporation of future materials, or where the present
families require expansion of the basic property table, a number preceding the
symbol for the generic family is issued to indicate that additional groups have
been added to the table. This digit coupled with the first digit after the generic
family will indicate the group to be found in the basic property table.
Reinforced versions of the basic material are identified by a single letter
that indicates the reinforcement used, and two digits that indicate the quantity in
percent by mass. Thus the letter designation G for the glass reinforced and 33 for
the percent of reinforcement, G33, specifies a 33 percent glass-filled material. To
facilitate the identification of new, and reinforced materials where basic property
tables are not provided in a material specification.
POLYETHYLENES AND POLYPROPYLENES
Low Density Polyetyhlenes
Low-density polyethylenes (LDPE) is defined as polymerized ethylene having a
normal density of 0.910 g/cubic cm. to 0.925 g/cubic cm. However, medium
density polyethylene (MDPE), with a density of 0.926 to 0.940 g/cubic cm., is
usually included with LDPE because their processing conditions and properties
are quite similar. Therefore, the following information will encompass both lowand medium-density polyethylene unless otherwise stated. Specific polyethylene
formulations used for illustration will be selected from the middle of the density
ranges covered by LDPE and MDPE.
The injection molding of the large, thin-walled items is one of the most
difficult challenges in injection molding of LDPE. At the same time, one of the
most commonly encountered items of the injected molded LDPE is a lid.
Injection Molding Polyethylene Lids
Injection molded polyethylene lids are used in a wide variety of closure
applications. Many products, such as margarine, cream cheese, whipped
topping, ice cream, and sandwich spreads, are packed in plastic containers that
have polyethylene lids for primary closure. Many other products, such as coffee,
peanuts, and shortening, are packed in the metal cans that are used after they
are opened to store the unused portion of the contents. Most of these cans are
sold with polyethylene overcaps that snap into place and furnish good closure for
the cans after removal of the metal tops. The characteristics demanded in polyethylene lids vary widely.
Economy is always important, and in nearly every
application, it is desirable that the lids be flat and that they cover. Some
applications demand some degree of clarity so that printed matter on a metal lid
can be read through the overcap before the can is sold. Some required
resistance to environmental stress cracking, so that the material that may be in
contact with them will not cause them to split. Some require still other
characteristics. In addition, the plyethylene lid business has undergone significant
technological advancement in past years with most of the emphases on
processability or production rate. Extremely fast cycling machines, stack molds,
and larger tonnage presses all have contributed to an increase in the molder's
productivity. Also, more sophisticated machine controls make present injection
molding machines very sensitive to process and material change and/or
variation.
Consequently, molding polyethlene lids for their many uses is an exacting
process that requires good selection of molding machine, mold design, part
design, plastic formulation, molding conditions, and other factors such as
variations in processess.
Molding Machines
Screw type molding machines are preferred to straight-ram machines for molding
polyethylene overcaps because they produce more homogeneous melts and
permit the use of shorter cycles. They also permit better control of such variables
as injection pressure, injection speed, and melt temperature. It is very difficult to
mold flat, acceptable lid on the straigth-ram machines unless it is equipped with a
screw preplasticator. In the preplasticator unit, melting of the plastic is performed
in a simple extruder that pumps material into a secondary cylinder containing a
ram that acts as the injection unit. Such an arrangement offers excellent control
of shot size because the volume of the shot is measured while the material is in
the molten state.
The size of the injection molding machine to be used to mold overcaps is
intimately related to the diameter of the overcap and the number of the cavities in
the mold. Generally, molds with two to four cavities can be used on molding
machines with capacities of two or three ounces and clamping forces of 75 to 150
tons, whereas molds with six or eight cavities frequently require machines of 5 to
16 ounces rating with 200 to 400 tons of clamping force available.
There are advantages in both large and small machines. If several small
machines are used rather than fewer large ones, a machine shutdown or break
for routine maintenance will have less effect on the productivity. Also, because
there are normally fewer cavities in molds for small machines than in molds for
large machines, smaller machines permit closer control of the molding variables
in the individual cavities. On the other hand, large machines molding many lids
per shot can have lower direct molding costs per part produced, even though
they require longer cycles. The cycle time increases as the number of cavities in
a mold increases, but not proportionately. Thus a four-cavity mold might run with
a 5-second cycle, and an eight cavity mold might require an 8-second cycle, but
the larger mold and the longer cycle will produce more lids per minute of
operation.
The clamping force usually necessary in the molding machine for producing
an overcap 25 to 30 mils thick is 1 1/2 to 2 tons per square inch of projected
area. A single cavity mold for a 5-in. lid, therefore would require 28 to 30 tons, a
four cavity mold for the same size lid, 110 to 150 tons. The projected area of the
runner in an insulated or hot runner mold need not be considered unless its total
projected area is greater than that of the lids. If this should be the case, the
projected area of the runner should be considered and that of the lids ignored.
Molding Conditions
When condition for the molding polyethylene, the objective should be to inject
fairly hot material into a cold mold while subjecting the molded part to as little
strain as possible. This is usually accomplished by using higher injection
pressures to ensure quick filling of the mold and by using very short plunger
forward times.
Melt Temperature
Usually high melt temperatures are used to permit the plastics to be injected
quickly into the mold with minimum strain, because high melt temperatures gives
maximum clarity, minimum sunburst and minimum warpage in the molder.
On the other hand if the melt temperature is too low, molding will be very
difficult, requiring extra high pressures and longer plunger-forward times. Due to
this difficulty the lids produced are very poor in clarity and having sunburst and
warpage.
The range for the melt temperature generally varies from 325 to 550 degrees ,
depending on the machine used, the mold size and the construction, and the
plastic formulation. Large machines with large holdup in the cylinder usually
operates between 325 to 475 degrees , whereas small machine with little hold-up
generally operates between 425 and 550 degrees.
In a machine operating near its plasticating limits, an indicated
temperature of 480 degrees may be required to maintain the melt temperature of
450 degrees fahrenheit.
Mold Temperature
The optimum mold temperature for the lid production seems to be about 40 to 50
degrees F. Temperatures in this range permit short cycles and produce lids with
good clarity. On the other hand if the temperature is below 40 degrees, it can
make mold filling a difficult task. It should be noted that the very clear lids can be
produced in the case of higher mold temperature results in slow lid cooling.
Cycle Time
The two most important factors in the lid molding cycle are plunger-forward time
and clamp time.
The plunger-forward time should be about 0.1 0.3 seconds longer than the
actual mold filling time. If it is significantly longer than this, the area around the
gates will be packed, and thus will shrink less than the area around the outer edge of the lids, so that
warpage could result. the plunger-forward time is
generally determined by setting all temperatures for molding, decreasing the
plunger-forward time in small increments until a short shot results, and then
increasing the time about 0.1 to 0.3 second. The clamp time should be the
absolute minimum setting at which the lid with acceptable flatness, toe-in, and
shrinkage can be produced. The clamp time, which must be set after the plungerforward time is fixed, must sufficiently exceed the plunger-forward time to allow
the molten plastic to solidify in the cavities. Since toe-in is desirable but the
warpage is not, the clamp time must be set for each mold to give the satisfaction.
Injection Pressure and Injection Speed
The injection pressure and the injection speed should be maximum in order to fill
the cavities as rapidly as possible but keeping the proper shot-size control.
Shot Size
The shot size should be the exact amount of plastic needed to fill the mold
cavities if it is possible, So proper adjustment of the shot size is required. On
some small molding machines, and even on some larger ones equipped with
screw prepipasticators, shot-size control is sufficiently precise to make this
possible. With precise shot-size control, the adjustment described for cycle time,
injection pressure, and injection speed should be satisfactory.
On many large machine, it is very difficult to maintain the high precision of
shot-size control. One shot might be short and the other one packed without
changing machine settings. If necessary, keep a cushion of the molten plastic in
the injection machine to better control the rim action, but the cushion should be
as small as possible.
Sometimes a cushion of molten plastic in the machine may cause excessive
packing of the cavities, resulting in the warped lids. If this situation arises then it
will be necessary to depart from the previously described adjustments of cycle
time, injection pressure and the injection speed. The procedure is to reduce the
injection pressure first, then if necessary, to reduce the injection speed. Every
effort should be made to keep the rate of the molten plastic into the mold as high
as possible so that no appreciable solidification of the material will occur until
after the mold is filled.
Screw Speed
In order to get rid of the delay of cycle, maximum screw speed is usually used.
Fast screw speeds generate frictional heat in the plastic and help to produce the
homogeneous melt. If temperature becomes too high and the material
degradation results, the screw speed should be reduced. The heat generated in
the plastic by the rotation of the screw is a function of the square of the screw
speed, therefore a small reduction in the screw speed can result in an
appreciable reduction in the heat generated. If screw speed tends towards high
side then it is very dangerous for design.
Materials
Tenite polyethylene 18BOA is most widely used for the production of lids. This
material is characterized by excellent processability, warpage resistance, and
clarity, while exhibiting good toe-in characteristics and stress crack resistance. A
higher melt-index version of 18BOA is 18DOA. This material exhibits greater
shrinkage and slightly better flow characteristics but does not exhibit the toe-in,
processability, and the stress crack resistance of 18BOA.
Tenite polyethylene 1870A exhibits exceptional stress crack resistance. It
provides the material with fast cycling characteristics for the lid molder interested
in applications requiring high stress-crack resistance.
All three materials have been used extensively in the lid molding industry in a
variety of closure applications and other related items.
Polypropylenes
Polypropylene and propylene copolymers are thermoplastic materials having the
following characteristics:
Light weight
Ability to form an integral hinge
1. Heat resistance
2. Hardness
3. Processability
4. Surface gloss
5. Chemical resistance
6. Stain resistance
7. Stress-crack resistance
Table 9 Tenite Polyethy ene 1870 Physical Properties
PROPERTY UNIT
ASTM TEST METHOD
TYPICAL VALUE
Melt Index g/10 min D 1238 7.0
Density g/cubic cm D 1505 0.923 Softening point centigrade D 1525 94 Brittleness centigrade D 746 <-78
Temperature Fahrenheit <-108 Tensile strength psi D 638 1700 at Yield MPa Type IV 11.7 Tensile strength psi
specimen 1300 at Fracture MPa 9.0 Elongation at % 200 Fracture Stiffness in 100000 psi D 747 0.35 Flexure
MPa 241
Tenite Polyethylene 18B0 Physical Properties
PROPERTY UNIT
ASTM TEST METHOD
TYPICAL VALUE
Melt Index g/10 min D 1238 20 Density g/cubic cm D 1505 0.923
Softening point centigrade D 1525 92 Brittleness centigrade D 746 <-40 Temperature Fahrenheit <-40 Tensile
strength psi D 638 1650 at Yield MPa Type IV 11.4 Tensile strength psi specimen 1300 at Fracture MPa 9.0
Elongation at 100 Fracture 94 Stiffness in 100000 psi D 747 0.35 Flexure MPa 241
Tenite Polyethylene 18D0 Physical Properties
PROPERTY UNIT
ASTM TEST METHOD
TYPICAL VALUE Melt Index g/10 min D 1238 040 Density g/cubic cm D 1505 0.923 Softening point centigrade
D 1525 91 Brittleness centigrade D 746 -35 Temperature Fahrenheit -31 Tensile strength psi D 638 1650 at
Yield MPa Type IV 11.4 Tensile strength psi specimen 1300 at Fracture MPa 9.0 Elongation at % 90 Fracture
Stiffness in 100000 psi D 747 0.35 Flexure MPa 241
The properties mentioned above makes polypropylene and propylene
copolymers excellent choices for molding items such as housewares, appliance
parts, automobile parts and accessories, closures, laboratory ware, hospital
ware, toys, sporting goods, and other items for house and industry.
Polypropylene is typically supplied in either cube cut or cylindrical 1/8-in.
pellets, the pellets shape depending upon the in-plant processing required for
producing a particular formulation. The plastic is offered in natural color and in a wide range of
compounding
colors custommatched to the user's requirements and accurately control for
uniformity between lots. It can also be colored in the user's plant with either dry
colors or color concentrates. Polypropylene is lighter than polyethylene and
nonpolyolefin plastics and, therefore, produces more parts per pound than these
other materials in any given mold. In addition the high stiffness and excellent
processability of polypropylene permit the molding of parts with thin sections that
would often be too flexible or unmoldable with other thermoplastics. Basic
formulations of polypropylene are produced in flow rates ranging from less than 1
to 450 to meet a variety of processing and product performance requirements.
Physical Characteristics
In addition to low density and high stiffness, polypropylene has a high softening
point and excellent chemical resistance, stress crack resistance, electrical
properties, and a wide range of flow rates have promoted its use in a great
variety of injection-molding applications.
Injection Molding Machines
Polypropylene and copolymers are well adapted to molding in any of the commercially available molding
machines. These machines are screw-ram and
plunger-type machines. These machines differ in the manner in which the plastic
pellets are delivered from the feed hopper to the nozzle of the machine. The
effect that the screw-ram machines have on the plastic are different from those of
the plunger-type machines.
Cylinder temperatures, injection pressures, and clamp pressures required for successful molding are
normally lower for a screw-ram machine than for a
plunger machine because the action of the screw results in better
homogenization of the material and the development of frictional heat. The
frictional heat added by the work of the screw is proportional to the square of the
screw speed, if the screw speed is doubled, the heat added is increased by a
factor of four.
Faster molding cycles are generally achieved with the screw-ram machines.
polypropylene and the copolymers harden relatively fast when injection molded,
and with the lower melt temperature possible with the screw-ram machines, the
cycle can be shorten.
The physical properties of the items molded from the polypropylene and the copolymers on a screw-ram
machines are better than those of identical items
molded on a plunger type machine. Articles molded in the screw-ram machine
contain fewer stresses because the mold cavity can be filled at a lower injection
pressure. Reduced molding stresses results in parts better dimensional stability.
When polypropylene and copolymers are molded in colors, less time is
required to change from one color to other when a screw-ram machine is used.
Polypropylene and copolymers behave in much the same way in processing operations, the conclusion
drawn concerning one material generally apply to the
other as well, except that the copolymers appear to be better suited than polypropylene for insulated
runner molding on a screw-ram machine. The use of the preplasticating unit is not necessary, but it is
advantage when polypropylene
Tenite Polyethylene 4E31 Physical Properties
PROPERTY UNIT
ASTM TEST METHOD
TYPICAL VALUE
Flow rate g/10 min D 1238L 4.5
Density g/cubic cm D 1505 0.90
Softening point centigrade D 1525 126
Deflection centigrade 50 Temperature Fahrenheit D 648 122
Tensile strength psi D 638 3500 at Yield MPa Type IV 24.1 Stiffness in 100000 psi 1.2 Flexure MPa D 747 827
Flexural Modulus 100000 psi 1.4 of Elasticity MPa D 790 965 Rockwell R scale 67 Hardness ft-lb/in of notch D
785 5.0 J/m 267 Izod Impact ft-lb/in No break Strength(at 73F) J/m No break (at 0 degree F) ft-lb/in D 256
>25 >1335
and copolymers are molded in a plunger-type machine. By means of this unit, the
high heat requirements of polypropylene and copolymers are partially provided
before the material enters the cylinder. Therefore the cylinder can be maintained
at a lower temperature than when it is supplying the entire heat inputs, and the
possibility of hot spots is greatly reduced.
Molding Thin Sections
For the molding of small parts with wall thickness of 0.010 in. both polypropylene
and the copolymers are best to use, because both have excellent moldability. In
general, these plastics shows sharp decreases in viscosity at their melting pint.
This allow them to flow in the mold cavities more rapidly than do most other
thermoplastics.
Molding Thick Sections
The molding of thick sections from the general purpose polypropylene should be
avoid because of the formation of the coarse crystalline structure in the article
caused by slow cooling of the plastic. Articles with such a structure usually have
a low impact strength. The toughness of articles molded of impact modified
polypropylene or propylene copolymers is much less dependent upon rapid
cooling, and these formulations may be better than general-purpose
polypropylene for molding thick sections.
The wall thickness of the part is usually determined by the stiffness required
in the molded piece and the material selected for the job. Because of the high
stiffness of the polypropylene, a part to be molded of this plastic may be
designed with thinner walls than ordinarily would be required with other polyolefins.
When it is necessary to mold a part with thick section, it is important to have the thick section near the gate
with any reduction in thickness being made in the direction of the flow. This makes it possible to maintain
effective pressure on the thick section of the part for a longer time without having excess pressure on the
thin sections which are away from the gate. Gating into thick sections minimizes sink marks and results in
less tendency to warping than does gating into thin sections.
Molding Techniques and Conditions Affecting Part After the mold is constructed, the operating factors that
affect the quality, quantity, and cost of the molded product must be determined. Although the quality,
quantity and the cost of the product are the primarily dependent on the quality and the type of tooling and
machine employed, proper molding techniques and the use of the optimum molding conditions have
significant influence. The quality of the molded part is depend upon these factors: injection speed, injection
pressure, clamping pressure, melt pressure, mold temperature, and cycle time.
Injection Speed In case of polypropylene and copolymers, high injection speeds are used, because fast filling
speed results in a relatively uniform temperature of the material as it fills the cavity. If the filling rate is slow,
the material entering the cavity may cool much more rapidly than the subsequent material, resulting in an
incomplete fill, lamination, and possible warpage of the part. This filling problem is associated with any
thermoplastic , but it is not the problem in this case, which has a relatively high crystalline melting
temperature and solidifies quickly in the cavity.
It may be necessary to reduce injection speed to control the uniformity of the
flow and maintain a good surface finish when parts with thick cross sections are
molded with small gates.
Injection Pressure
The injection pressure should be maintained at the minimum level required to fill
the mold. Molding shrinkage may be reduced and sink marks minimized by
increasing the injection pressure, but this result in packing the material into the
mold cavity. Such packing may cause difficulty in ejecting the piece from the
mold and warpage of thin sections. The ejection of part is more important then
sink marks.
Clamping Pressure
Clamping pressure is the pressure needed to hold the mold closed against the
opposing pressure exerted by the molten plastic under force of the injection and
holding pressure.
The pressure transmitted to the mold cavity depends primarily on the type
of injection unit used. For example, injection molding machines with any type of
preplasticator in which the shooting ram works against molten polymer are very
efficient in transmitting applied pressure to the cavity. Screw-ram machines are
also very efficient, transmitting up to 90 percent of the applied ram pressure to
the molten polymer in the mold cavity. A plunger type injection unit, in which the
plunger acts against unmelted pellets, is less efficient in transmitting applied
pressure to the mold cavity than are screw-ram machines or machines with
preplasticators. Restriction in the nozzle, runner system, or gates retard the flow
of molten polymer and limit the transmission of injection pressure to the cavity. A
web gate can be used to good advantage when molding polypropylene and
copolymers because it gives the more effective area for transmitting pressure
than other gates and will still freeze off when the flow stops.
Melt Temperature
The processing temperature for the polypropylene vary more with the
characteristics of the processing equipment and its accessories than they do with
the formulation, but in any given processing situation, the optimum temperature
may vary with the flow rate of the material. The best melt temperature for the
polypropylene is ranges between 380 to 450 degrees F.
As the melt temperature increase, there is a decrease in the stiffness and the
impact strength of molded polypropylene and copolymers. The decrease in the
stiffness caused by the increase in the melt temperature is greatest when the
high injection pressure is used. Below certain melt temperatures, severe stresses
in the molded part can occur with a resultant loss of impact strength.
At normal injection molding temperatures, around 450 to 470 degrees F.,
there is no significant difference in the deflection temperature caused by the
changes in melt temperature. At extremely high temperatures, about 500 to 550
degrees F., an increase is noted. High melt temperature with long residence time
at melt temperature may result in increased flow rate and reduced toughness. It
is desirable that the shot size utilize one-half or more of the cylinder capacity to
limit melt residence time.
Mold Temperature
Close control of mold temperature is important in molding any thermoplastic, but
it has increased significance in the molding of the polypropylene and copolymers
because of the highly crystalline nature of these plastics. Mold temperature
affects the properties of copolymers less than it does those of polypropylene, and
a relatively tough part can be molded from Tenite polyallomer copolymer with
only limited mold cooling. Mold temperature upto 90 degrees F. are usually used.
Tenite polyallomer copolymer crystallizes more slowly than the polypropylene,
and a portion of the crystallinity in the molded part forms after the part is removed
from the mold. It is for this reason that the mold temperature has less effect on the properties of
polyallomer than it does on the properties of general-purpose
polypropylene. In molding polypropylene and copolymer parts, it is usually
desirable to obtain maximum impact strength rather than maximum stiffness. This
indicates that low mold temperatures should be used, normally in the range of 30
to 60 degrees F. A cold mold cools the material rapidly and causes the
formulation of a fine crystalline structure.
In molding articles of heavy cross sections, where high mold temperatures may be necessary, it may be
advantageous to cool the articles in an ice water
bath immediately after ejecting them from the mold. This allows the article to be
ejected while still hot and thus shorten the cooling portion of the molding cycle.
Cooling the parts in ice water also achieves the quick quenching necessary for
good impact strength, and it hardens the surface sufficiently to prevent sink
marks from forming.
Cycle Time
Cycle time is largely dependent on the thickness, machine conditions, machine
heating capacity, and injection capacity. The overall cycle time can vary from 5
seconds for thin articles to 60 seconds or more for thick articles.
CONTROL OF PROCESS
Introduction
All molding machines with little effort are capable of providing useful melts that go
into molds and provide salable products. On the average, at least half of the
costs in plastics processing are incurred in raw materials and services; wages,
utilities and capital costs account for the rest.
Thus it is important to purchase the raw materials at favorable prices, to have
them delivered punctually, to use as little as possible, and to ensure that their
quality remains constant. Savings may be effected by judicious selection of the
form in which material are supplied.
The system for ordering materials depends on the production program. It may
be based on requirements, stocks, or agreed-upon deadlines. Costs can be
saved by finding out the qualities that can be supplied on the most favorable
terms. Decrease in the price effected by purchasers larger amounts must be
balanced against the extra cost for the storage and the larger amount of tied-up
capital; a certain amount must represent an optimum. Purchasers must also
allow for delivery times. Frequently materials in the natural color can be supplied
direct from stocks. The next step after this process is checking of the material.
Checking of the Material
An important factor in the production of the parts is the quality of the raw
materials must always conform to specification. Certain properties must be
checked when the goods are received. In view of the wide variety of the
applications for plastic articles, a testing schedule of general validity cannot be
submitted here. Each case must be treated individually.
Over the years, many hours have been devoted to designing methods for
testing materials to develop values for their properties. These tests, conducted
under procedures established by organizations such as the American society for
testing and materials (ASTM), are the means of extracting basic knowledge
about materials. Although raw materials of constant properties are essential for the high-quality moldings,
they do not suffice for this purpose by themselves. In
particular, mistakes in the processing could adversely effect the properties. If
possible allowance must be made for this potential problem in the testing
schedule.
The first task in checking goods received is to make sure that they conform to
type. In other words, they must be checked to ensure that they agree with
samples of former deliveries. This check includes examination for contamination,
and is followed by the specific tests such as simply determining bulk density.
Often samples are sent in advance of materials dispatched in the tankcars or
large containers. In this case, statistical rules must be observed in taking the
random samples.
The preliminary check must proceed without loss of time; so rapid test with
specific aims are frequently used. Since injection molding has been caught up in the automation trend, it is
feasible for checking the goods received to become part and parcel of the actual production process.
However, this entails that any deviation from standard must remain within narrow limits. For technical and
economic reasons, this adaptive process control, as it is called, is still a long way from being realized.
Compounding and Coloring In -Plant
Compounding or mixing is an important stage in the production of the raw
materials. The way it is performed can effect injection molding, especially if the
compound is in the form of a powder, and the ingredients are not mixed together
until shortly before molding.
Great significance has been attached to adding all kinds of masterbatches,
for example. There are color masterbatches, reinforcing fiber masterbatches,
flame-retardant and anti static masterbatches, and masterbatches containing
foaming agents and other additives. Since the important has been recognized of
what are known as plastics alloys, which widen the field of application of
thermoplastics, different pellets or powders are also mixed with one another.
A distinction based on the stirrer speed is drawn between gravity mixers and
stirrers. The peripheral velocity in slow stirrers is 30 ft/sec (10 to 50 m/s).
In-plant blending of the molding compounds offers some advantages. It
dispenses with some of the fabrication costs and potential problems due to heat
history, and greatly reduces inventories. Purchasing one type in bulk reduces the
cost of the raw materials. Production can be made very flexible to cope with the
small amounts and special wishes. On of the most important tasks in the injection
molding factory is in-plant coloring. The advantages are obvious: saving costs
incurred by the higher prices of colored grades, a wider selection of colors,
adaptability, and reduced inventories. However, these advantages are balanced
by the responsibility of selecting suitable colorants. Moreover, the colorants must
nor impair the properties of the molding compound. At any rate, the demand
imposed on the quality of the shades and their reproducibility from one machine
to another and from one batch to another can never be so serve as those
imposed on molding compounds suppled by the raw material manufacturer. The
cycle may become longer, and the shrinkage may change. Consequently, the
workers entrusted with in-plant coloring are chiefly responsible for its quality.
Formerly, mixers were set aside in special rooms for in-plant coloring. They are
now being supplemented by device that allow coloring on the injection molding
machine. They can proportion as many as three types of colorants, the molding
compound in the natural color, and the regrind, and are usually fitted with the
mixer. The colorants are in the form of the pellets, ground masterbatches, free-
flowing and non free-flowing pigment powders, pigment dispersions, and
pumpable liquids. Great values must be attached to their dispersibility.
The quality of the coloration obtained with in-plant techniques depends not
only on the proportioning and mixing in the feeding device but also on the
plastification in the injection molding machine. Frequently, screw with the mixing
attachments in the metering section or with the static mixers connected in the
series behind the metering zone are indispensable.
In-plant blending of the virgin plastic with granulated or recycle plastics is
important to proper control. If not controlled, performance of the part can be below requirements.
Production Control of Quality
Quality control is a complex task in injection molding. The quality and the
serviceability of a molding depend on many factors, starting from the raw
materials and embracing the processing and application conditions.
Quality control begins with the design of the part, design of the mold, and
capability of the injection molding machine. The number of the cavities, the type
of the location of the sprue, the size of the machine, the allowance to be made for inserts, demolding, finish,
and the tolerances laid down, are all factors that decide
the quality and govern the price. In the early mold design stage, the test t be
adopted for quality control should already be decided upon and drawn up in the
form of the checklist that will be accepted by the customer concerned. The
optimum injection conditions are determined in the trial runs and noted in a
report. The molding thus produced are tested according to the checklist. The
acceptance tests for the raw materials are a part of quality control.
The live production run is usually controlled by continues visual
inspections of the moldings and by checking their weight and a few dimensions.
Measuring the dimensions at this stage is only of a relative value because
processing shrinkage is not always completed after the moldings have cooled.
This applies particularly to partially crystalline molding compounds.
Economic Control of Equipment In view of continuously rising costs, the main consideration in investing
capital
must be the ratio of earning to costs. production aids can make a considerable
contribution to reducing costs. The most important are those required for feeding
the raw material, deflashing, regrinding and recycling scrap, sorting the molding
from the sprues, demolding, stacking, packing, automatic machining, and
bonding with adhesives. The only item that does not rise in cost is the machine
performance. There are always new machines that will provide lower cost to melt
the plastics.
Factors to be considered in the acquisition of new injection molding
machines are the criteria set up by the intended production program. For the
injection molding of the packaging, the main factors are the injection rate, the dry
cycle time, the plastification rate, and the price of the machine. As oppose to this,
the quality of the melt, process control aspects, and the clamping force are the
factors that predominate in the production of machine precision parts.
Other requirements that are imposed o an injection molding machine for
economical running are favorable starting-up characteristics, constant production
characteristics, ease of operation, ease of the retooling, and a long life. Saving
can be achieved in tooling by standardizing the platens, the radii of curvature, the
fitting and the electrical circuit. Machinery cost can be reduced by parts that do
not require maintenance. This applies particularly to the hydraulic system.
Practically any step involved in processing the plastic contributes to cost and
can easily be evaluated with respect to cost reduction. Consider, for example,
when you should replace your machine as well as upstream and downstream
equipment. Various methods can be used to replace old equipment. In United
States today, a lot of molders are losing money with old equipment, and they do
not even know it. Not only are the new machines more productive; they also
create less waste, use less energy, and are smaller, quieter and safer.
Savings may also be possible in costs for fresh water and effluents, which
have increased rapidly. There is generally a shortage of water in a period of dry
weather, and water consumption in the factories is growing as a result of
increasing mechanization. Consequently, many injection molding factories have
their own cooling water supplies. The main types are: 1. Open circuit water cooling systems with an
evaporating type cooling tower. 2. Closed circuit water cooling system with compression type refrigeration
machines.
Composite systems.
Open circuit cooling systems operating exclusively with cooling towers were very popular in the past but
now lost their efficiency. A a result of evaporation and
the slime formation, 1.5 to 2.5 percent of the water circulated is lost and must be
replenished. The temperature and the humidity of the ambient air impose limit on
the temperature that can be attained by the cooling water. At most, the
temperature of the cooling water can be reduced to a value of 3 degree
centigrade above the wet bulb temperature. The compressor type refrigerating
machines in the closed circuit systems operate with the air cooled condensers.
Reciprocating machines and the turbocompressers predominate. The main
refrigerant is liquified fluorohydrocarbon under pressure.
Combination of the open system and the closed systems also operates with evaporation type cooling towers.
Normally, the temperature of the cooled
water in the closed refrigerating machine circuit is between 5 and 20 degree
centigrade. This water is used for cooling The mold. A second system of pipes
carries the water that is cooled by flowing over the cooling tower. This water is
used for the condenser of the refrigerating machine and for the hydraulic system.
The twin-circuit system saves great amounts of energy because it can function as
a single-circuit system in winter with the evaporation-type cooling tower. In
summer, it is refitted as a twin-circuit system.
Machine Save Energy
It is important to evaluate how much energy a machine requires for its operation.
There are two types of machines, those that require a great deal of energy and
those that require less.
Injection molding is one of the most energy intensive methods employed for
converting plastics resin to a finished product. It requires not only the energy
used by the machine to drive the motor or motors for the hydraulic power, but the
energy to the heater bands to melt the resin, as well.
Then there is the problem of removing the heat that is generated in the
hydraulic system b y using water in the heat exchanger, and water is also needed
to cool the mold to remove the heat from the plastic. This water can be from the
city system, and depending on the machine size and mold and the water
temperature available, as much as 20 to 30 gallons per minute could be required,
thus creating a sizable water bill. Most plants have acquired their own wells, or
closed systems using cooling towers, chillers, and the like. These require pumps
and motors, plus, in the case of chillers, compressors as well. Machine grinders
are quite often used, plus material handling equipment. In all a lot energy is used for the process.
It is estimated that the cost of the energy is doubled i the next five years. This
being the case, the molder is faced with two problems. First is the cost of the new
machine, he should buy the most energy efficient machine available. This along
term investment, so that the price alone or any other single reason is not justified
when the long term use of energy is considered. Also, a machine that is not
energy-efficient may be difficult, if not impossible, to resell a few years later. No
one can go out and replace all of his machines with energy-efficient ones, a
situation that leads to the second problem: we must, if possible, reduce the
energy used on present equipment.
Energy consumption in the molding machine is directly related to the hydraulic
pressure used. The higher the pressure, the more power, and thus the more
energy needed. So the basic approach is to determine how to reduce the
pressures required to do the job.
First of all, consider the clamp. The more tonnage that is require to lock up
the mold, the higher the hydraulic pressure must be to accomplish this. Whether
we are talking about a hydraulic ram machine or a toggle machine, the problem is
the same. Basically we are trying to hold the mold closed against the force of
injection to prevent flashing. The first consideration is the mold. Is the mold base
relieved to minimize the area of the mold that must be clamped to ensure the
good shutt-off. This is relatively inexpensive adjustment which would allow using
less clamp. Less clamp tonnage translates into less energy used, but also
improves running conditions, as the vents are more effective. So spend a few
dollars on the mold to ensure good operating conditions. The greatest use of the
energy occurs at the injection end. There energy is used to produce the melt and
the force it into the mold. The heaters bands draw electrical energy to melt the
plastic along with the screw drive, which provides some heat to the plastics
through shear. putting the plastics into the mold requires high pressure and a
large pump capacity.
There are quite a few ways to help reduce energy cost in this area. First,
consider the screw recovery or plasticating. Probably the most efficient way to
run the screw is with about 60 to 70 percent of the heat being provide by the
heater bands and the remaining 30 to 40 percent by shear. To accomplish this
one needs to know something about the screw and how it works in order to arrive
at a heat profile suitable to the resin being processed and the rate at which it is
processed.
A starting point would be to set the rear zone of heat at about 50 degrees
above the softening point of the resin to be run, the center zone about 50
degrees Fahrenheit above the front zone, and the front zone at the stock
temperature that one desires to run at. Watch the screw drive pressure during the
recovery. It should be at about 50 to 65 percent of the maximum available. It is
below 50 percent, no shear heat is being used and the mix of the melt is not very
good, particularly if coloring is being used. Above 65 percent, too much of the
heat is being put in through shear, a condition that is not energy-efficient.
Heater bands have received a lot of publicity recently as a possible energy
saving source. The bands touted as energy savers are the ceramic element
bands with one-half inch of insulation over them. The only change that we made
was in the heat profile, to maintain the target temperature when we change
heater band conditions.
We found that a heat sink problem occurs, in that the insulation directly on
the heater band does not allow for the modulation of the heat at the surface,
which is greater than at the thermocouple, so this greater heat has no place to go
but down through the steel to the plastic. The full cover with uninsulated bands
provides an oven effect which eliminates that condition. The variation in the melt temperature, on
amorphous material particularly,
can affect molding conditions to the point of providing slight non-fills or sink to the
slight flashing due to viscosity change with the temperature change.
Our recommendation is that uninsulated bands with a full cover be used as
the most energy-efficient arrangement, which provides the best control over the
melt. Testing of the blanket over the cover is not complete, but this idea is good
for air-conditioned operation.
The force required to put the plastic material into the mold consumes most
energy. Contributors to this problem are the viscosity of the melt, the size of the
gate, the setting of the pressures, and the speed of fill, as well as the duration of
the boost or delay unload. The viscosity of the melt must be carefully control to
get the best quality of the melt possible. The size of the gate is another matter.
Gate sizes are usually smaller than is necessary because it is easier to make it
big as required. Once the mold is filled it is impossible to change the size of the
gate.
A very small change , in thousands of an inch, can have significant bearing
on the cross-sectional area of the gate. for example, going from a 0.040-in. gate
to a 0.05-in. gate, results in a 56 percent increase in area. That would have a
decided effect on the pressure required to fill the mold. It could also mean a
reduction in melt temperature, which translates into faster cycle due to there
being less heat to remove from the mold.
So gating is the significant part of the play in the energy used.
1. Do not try to run a tool that is not in good condition. A few hundred dollars
spent on tool maintenance can save thousands of dollars spent on wasted energy.
2. Do not use more clamp than necessary. 3. Learn how to use the screw to best advantage. Talk to your
supplier, and get
his recommendations. 4. Use as low an injection pressure as possible to reduce the pressure required. 5.
Reduce melt temperature if the gate size will let you.
You save energy on melt preparation and on removing it from the mold,
and improve cycle time as well. By means of reduction in melt temperature we
can control lot of problems.
Plastics Save Energy
There are always improvements to be made in the machines and equipment in
the plant whereby energy saving can be made with the net savings in the total
production costs. But sometimes equipments can be made more energy-efficient
and a condition during molding will cause a total increase in cost.
But if we study the relationship between the energy savings vs. the use of
the practically any other materials, plastics conserve energy in the significant
ways. Energy is saved in the service life of the plastics product. Energy is also
saved in shipping and maintenance, since plastics are lightweight and require
less fuel for shipping and are inherently inert to chemicals, rot, mildew, corrosion,
and hostile environments. Another important aspect of their use is that as new
markets for plastics are developed, new ways to save the energy are found in all phases of the
manufacturing process and in performance.
Of the many uses of the petrochemicals, the production of the plastics
materials is the most ingenious. The versatility of these long-chain
macromolecules of basic elements combined to make diversified products in
testimony to the imagination and talents of the industry. Since the injection
10—
8
.e
U=
6
O -a
4
0 .0
2
0
g,
47
)- -9/
,Pe
470
l'k/ 9,) 6,-.
.
10.)S • %
-e . C d
4.
.4,4
(5,6'
c,
0 -v. •
•
1'1
Fuel na Feedstock
—I 1 — I ,o A .05. AO/ j-0 're,.
c'
64,
1- °
4,,t, e
(0
c)/
OA j:0o, <Cs
'47
1
es 6
O AP
Energy Requirement for Different Materials
molding process is a high high pressure high speed process, it is reasonable to
assume that the machines should be saved.
Machine Safety
Thus machine safety is a must to ensure operator safety. There are
procedures that outlines how to operate your machines and other plant
operations, including plastic storage procedures, moving plastics around the
plant. Operators of machines should consider steps to be taken that will
ensure personal safety. An example is in the proper lockout of the machine's
electrical circuit. Properly locking out the machine's electrical circuit before
starting repairs protects the maintenance workers from accidental start-ups,
which could cause severe injury. The National Safety Council offers the following
steps for the proper lockout procedures: 1. Shut down all possible switches at the point of operation, then
open the main
disconnect switch. 2. Snap your own lock on the locking device. An ordinary padlock can be used for
most electrical lockouts. 3. Check the lockout device to ensure the switch can't be operated.
4. Place a name tag on the shank of the lock to indicate that the machine has
been locked out. 5. Notify the supervisor when the repair work has been completed. Only he
should give the go ahead to remove your lock. 6. Take
and
remove
the
off
lock.
the
name
tag
DIE TOLERANCES FOR PLASTIC MOLDING
Mold Shrinkage
The dimensions to which a cavity and core should be fabricated in order to
produce a part of desired shape and size is called shrinkage or tolerance. The
usual way to decide the amount of shrinkage is to consult the data supplied by
the manufacturer. The supplier's information is obtained from a test bar molded
according to an ASTM standard. The test bar is molded at specific pressure,
mold temperature, melt temperature, and cure time. The thickness of the test bar
is normally 1/8 in. However, molded parts are very rarely produced under
conditions and sizes that are the same as or even similar to those used for test
bars.
For precision parts with close tolerance dimensions, shrinkage information
from the supplier is not enough but it is very feasible as a guide. We must familiar
with the factors that influence shrinkage so that we may arrive at more exact
dimensions for a specific part. According to compiled data, shrinkage is a
function of mold temperature, part thickness, injection pressure, and melt
temperature.
Shrinkage is influenced by the cavity pressure to a vert large degree.
Depending on the pressure in the cavity alone, the shrinkage is vary as much as
100 percent. Part thickness will cause a change in shrinkage. A thicker piece will
have the shrinkage value on the high side of the data, whereas a thin one will
have a lower shrinkage value. The mold and the melt temperature also
influenced shrinkage. A cooler mold results in less shrinkage, whereas a hotter
melt will cause more shrinkage, compared to the supplier's information. The
longer the part in the cavity, the closer the part comes to mold dimensions, which
means a lessening of shrinkage. Openings in the part will cause variation in
shrinkage from section to section because the cores making these openings act as temporary cooling blocks,
which prevent change in the dimension while the
part is solidifying. A relatively large gate permit higher cavity pressure buildup,
which brings about a lower shrinkage.
Categories for Shrinkage Problems 1. Amorphous material with shrinkage rate of 0.008in/in. or less have
readily
predictable shrinkage, which is not difficult to adjust with a molding parameters
such as cavity pressure and mold or melt temperature, or with the cycle. 2. Parts made of crystalline
materials with high shrinkage, but which are
symmetrical and suitable for center gating, will also have a readily predictable
shrinkage, adjustable with molding parameters. 3. Parts made of materials with a high shrinkage rate that
are symmetrical but
cannot be center-gated, may approximate a center-gate condition if multiple
gating close to the center is possible. In this case the prediction of shrinkage is
somewhat more difficult but still presents a chance of success. 4. The major problem exists with materials
that have a high shrinkage rate of
about 0.015 to 0.035in./in. In most of these case, the material suppliers either show nomographs in
which all contributing factors are drawn and coordinated to supply reasonably
close shrinkage information, or they point to examples with actual shrinkage
information and molding parameters so they can be used comparative
interpolation. With most high-shrinkage crystalline materials, when the material is
side-gated, a large shrinkage is occur in the direction of the flow an the smaller
one perpendicular to it. One more way of establishing accurate shrinkage data is
Standard Tolerance Chart for a Polycarbonate
Drawing code
Dimensions
Plus or minus in thousand (Inches)
of an inch 1 2 3 4 5 6 7 8 9 10 11 12..
A=Dia. (1)
B=Depth (2)
C=Height (3)
0.000
0.500
3.000
1.000
4.000
6.000 to 12.000 for each addi- tional inch.
Comm.+
0.003
fine +
0.0015
F=Hole Size (1)
G=Hole Size (5)
0.000 to 0.125 0.125 to 0.250 0.250 to 0.500 0.500 to over
0.000 to 0.250 0.250 to 0.500 0.500 to 1.000
0.002 0.002 0.003 0.003
0.002 0.003 0.004
0.001 0.0015 0.002 0.002
0.002 0.002 0.003
D=Bottom Wall (3)
E=Side Wall (4)
0.003 0.002
0.003 0.002
Draft Allowance (5) 1 1/2
Fillets,Ribs Corners (6) 0.015 0.015
Flatness (4)
0.000 to 3.000 3.000 to 6.000
2.000
5.000
6.000
0.005 0.007
0.003 0.004
Thread Size
Concentricity (4)
Internal External
(T.I.R)
1B lA
0.005
2B 2A
0.003
Surface Finish
Standard Tolerances Chart for Phenolic
Drawing code
Dimensions
Plus or minus in thousand (Inches)
of an inch 1 2 3 4 5 6 7 8 9 10 11 12..
A=Dia.(1)
B=Depth (2)
C=Height (3)
0.000
0.500
3.000
fine +
0.001
0.005
Comm.+
0.002
6.000 to 12.000 for each addi- tional inch.
D=Bottom Wall (3) 0.008
E=Side Wall (4) 0.003 0.005
F=Hole Size (1)
1.000
4.000
2.000
5.000
6.000
0.000 to 0.125 0.125 to 0.250 0.250 to 0.500 0.500 to over
0.002 0.002 0.003 0.003
0.001 0.001 0.002 0.002
G=Hole
0.000 to 0.2500.004 Size (5) 0.250 to 0.5000.004
0.500 to 1.0000.005
0.002 0.002 0.003
Draft Allowance (5)
1
0.000 to 3.000 Flatness (4) 3.000 to 6.000
Thread
Internal
Concentricity (T.I.R)
1 Size
External
1
0.005 (4)
0.010 0.012
1/2
0.005 0.010
22
0.003
Fillets,Ribs Corners (6)
Surface Finish
0.062 0.031
prototyping. In this method a single cavity is built, and the critical dimensions are
so calculated that they will allow for correction after testing, by providing for metal
removal. The test sample should be run for at least half an hour and under the
same conditions as a production run. Only the last half-dozen pieces from the run
should be used for dimensioning.
It is best to make the measurements after a 24-hour period at room
temperature. However with crystalline thermoplastics such as acetal, nylon,
thermoplastic polyester, polyethylene, and plypropylene, the ultimate shrinkage
may continue for days, weeks, months, or even a year. The shrinkage noted 1
hour after molding may be only 75 to 95 percent of the total.
The reason for post molding shrinkage is that there is a molecular
rearrangement and stress relaxation going on until equilibrium is attained, at
which point shrinkage stops, both the molecular arrangement and the stresses
are bought about by molding conditions. The conditions that are most favorable
for reaching the ultimate shrinkage in shortest time are relatively high mold
temperature and a lowerr rate of freezing of the material. Each material has its
own rate of postmolding shrinkage as afunction of time. .
TROUBLE SHOOTING PROGRAM
Introduction
Molding cycle problem analysis is an important field in plastic injection molding
process. It is very important to catch the exact approach in eliminating all sort of
problems. Therefore on the basis of different suggestion from many companies a
software is prepared which deals with the trouble shooting in molding cycle
problems. In this software possible remedies are given against the problems.
Trouble Shooting
Here practical possible remedies have been classified according to:
1. Material
2. Mold
3. Molding cycle
4. Machine performance
In practice most of the faulty parts usually result from problems which are
connected with these three categories:
1. Premolding
2. Molding
3. Postmolding
These include problems like contamination, color, static dust collection,
painting, and vacuum metalizing. We discuss only those problems which are
associated with molding cycle. i.e.
1. Fill time
2. Packing time / Rate
3. Cooling time
4. Ejection time
5. Open time
6. Mold time
7. Sprue and runner design
8. Gate size and location
9. Section thickness
10. Length of flow path
The three major elements in the molding operation are;
1. Injection molding machine
2. Mold
3. Material
The performance of these three major elements is influenced by three
major variables, i.e.
1. Time
2. Pressure
3. Temperature
Approach Should be Exact Good quality control is necessary for finding any fault. Quality control is
associated with each and every step of operation, from raw material ordering to
shipping of the finished good.
The cause of the problem may be obvious, and the problem corrected by the
adjustment in three major variables. If the area of the difficulty is not apparent
then each set of adjustment variables must be examined and corrections made
where necessary. When a molder is starting up a new mold using a material on
which he has certain data, he uses past experienced on similar molds and
materials to set up an approximate cycle. If the moldings are not perfect on this
cycle, he will try to vary the pressure, temperature, and the time sequences by adjusting the machine
conditions until he obtains good result i.e. according to his expectations. In case if acceptable pieces are not
produced after adjustment of machine conditions, then the design of the mold should be examined. It is
obvious that any change in the mold design can affect the temperature, pressure, and time sequences. Most
molding problems are solved by varying the machine conditions and by changing the design of the mold. But
some problems remain unchanged, therefore in such a case fault and possible solutions may be found by
examining polymer variables such as: 1.Flow characteristics 2.Thermal properties 3. Granulation
Problem Solving For problem solving there are some basic rules: 1.Planning 2.Molding conditions 3.Change
one condition at a time 4.Allow sufficient time at each change 5.Keep an accurate log of each change
6.Check housekeeping 7. Get approach to problem area, i.e. the type of problem whether it is belong to the
machine, mold, operating conditions, material, part design or management. for example:
* Change the material: If the problem remains the same, it probably is not the
material.
* Random trouble is probably a function of the machine, the temperature control
system, or the heating bands.
* If the problem appears in about the same position of a single-cavity mold, it is
probably a function of the flow pattern and the system from the front of the
plunger through the nozzle, sprue, runner, and gate.
* If the problem occurs in the same cavity or cavities of a multi-cavity mold, it is in
the cavity or gate and runner system.
* If machine operation malfunctions, check hydraulic and electric circuits.
(8) Set up a procedure to "Break in" a new mold.
* Obtain samples and molding cycle information, if the mold is new to the shop
bUt has been run before.
* Clean the mold
* Visually inspect the mold
* Check out actions of the mold
* Install safety devices
* Open the mold and inspect it
* Dry cycle the mold without injecting material
* Record operating information
Conclusion
The key to understanding trouble shooting is to gain as complete as possible a
knowledge about the machine i.e. what it is doing to the plastic, then about
plastic i.e. what the plastic is doing to the mold.
COMMERCE TRADE give much emphasis on the quality and clients. We serve clients with the quality guideline of
being responsible for every working procedure, every product and every client. What we have done is for the
clients and we believe that quality is the best way to develop market. All of the products have passed the
authentication of ISO9001. Reliable and stable quality is the key to success; our products are well known at home
and abroad.
A critical machine that is out of operation could cost you thousands of dollars an hour!
One key machine that is operating at less than peak efficiency may cost you thousands of dollars a day!
Upgrading an aging machine can cost up to 90% less than buying new!
Upgrading an aging machine could reduce your energy usage up to 75%!
Company name: Commerce Trade LP
Registration ID: SL017200
Company address:
45 Rosehaugh Road,
Inverness, IV3 8SW,
Scotland, UK
e-mail: info@commercetrade.eu
Commercial representation in the Baltic States and the CIS
ETTORE TEXTILES LP
Reg.Nо. SL014654 ; Date of Registration: 06.11.2013
Address: Vienības gatve 109, Rīga, LV-1058, Latvija
EORI: GB017778003000
VAT: LV90010342850 ( 25.07.2014.)
Attorney : Sergei Kuchera
Account (multycurrency): LV73LATB0006100156715
SWIFT : LATBLV22
Bank: A/S Norvik banka
Address: E.Birznieka-Upisa street 21 ,Riga LV-1011 ,Latvia
Production and Logistics Mission
SIA KORNS
Reg. №: 40003117086
Address: Kurzemes pr. 128-38a, Riga, LV-1067, Latvija
Account (multycurrency): LV28LAPB0000066054164
Bank: AS Latvijas pasta banka
Address: Brīvības iela 54, Rīga, LV-1011
BIC/SWIFT код: LAPBLV2X
VAT - LV400031f 7086
EORI - LV40003117086
CommerceTrade © 2014, All Rights are reserved