APP_38694_sm_SuppInfo
advertisement

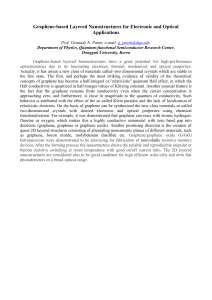
Electrospinning of polymer nanofibers loaded with non-covalently functionalized graphene Sriya Das1, Ahmed S. Wajid1, Sanjoy K. Bhattacharia1, Michael D. Wilting2, Iris V. Rivero3, Micah J. Green1* 1Department of Chemical Engineering, 2Department of Industrial Engineering, Texas Tech University, Lubbock, Texas 79409, USA 3 Industrial and Manufacturing Systems Engineering, Iowa State University, 3004 Black Engineering Building, Ames, IA 50011, USA. *corresponding author: micah.green@ttu.edu Supplementary information S1: Schematic of electrospinning: The basic principles of electrospinning can be described using the schematic in Figure S1. The electrospinning setup has four major components: (1) voltage source, (2) syringe pump, (3) spinneret (a hypodermic metallic needle in our case), and (4) a grounded target. The syringepump is used to pump the polymer solution into the spinneret. A high potential difference is maintained between the needle and the target. The polymer develops surface charges at the tip of the needle and deforms into a cone of fluid 1. From the cone of the polymer, a single jet of polymer fiber proceeds towards the grounded target. The elongation motion of the jet then changes to whipping motion. During the whipping procedure, the solvent evaporates from the polymer fiber, and the electrospun fiber is deposited on the grounded target as a randomly oriented non-woven mat. 1 Figure S1: Schematic of the electrospinning process S2: Raman spectrum on Parent Graphite: Raman spectroscopy is performed on powdered graphite on a Renishaw Raman microscope using a 633 nm He-Ne laser. The parent expanded graphite (Figure S2) shows a very sharp G peak and comparatively smaller D and 2D peak at 1300 and 2700 cm-1. The D peak arises due to the presence of the sp3 characteristics of the edges. This also clarifies that the parent graphite has no functionalized sites. We have utilized the same Raman spectrum data in our prior publication 2. 2 Figure S2: Raman spectra of parent graphite (expanded graphite) (EG). The insignificant intensity of the D-peak ascertains the absence of oxidation. S3: Effect of flowrate The flowrate had to be increased during electrospinning to obtain bead-free fibers. 3 Figure S3: Optical microscope images of electrospun graphene/PVA/PVP mat at different flowrate of (a) 0.3 ml/hr, (b) 5 ml/hr, (c) 10 ml/hr, and (d) 15 ml/hr at a fixed voltage of 10 KV. A marked decrease in beading was observed with the increase in flowrate. S4: Effect of voltage The applied voltage was increased from 10 kV to 15 kV to yield defect-free fibers. 4 Figure S4: Optical microscope images of electrospun graphene/PVA/PVP mat at different voltages of (a) 10 KV, and (b) 15KV at a flowrate of 15 ml/hr. With the increase in voltage the fibers were almost bead free and more aligned. S5: TEM images of graphene dispersion HRTEM images of the PVP-stabilized graphene in water (Figure S5) depict that PVP successfully stabilizes single-few layer graphene. Figure S5: HRTEM images of PVP-stabilized graphene in water. In (b) on the edges of the 5 graphene sheets, we observe that the polymer stabilized graphene is few layers thick (2–4 layers). Scalebars are 100 nm and 20 nm respectively. S6: TEM images of electrospun fibers Figure S6 shows additional TEM images of graphene-loaded PVA electrospun fibers. Low magnification TEM images depict that the graphene sheets are well dispersed in the electrospun fibers. 6 Figure S6: HRTEM images of electrospun graphene/PVA/PVP mat. The graphene sheets were well distributed in the fibers (indicated with the green arrows). S7: X-Ray Diffraction on the electrospun mats: XRD was also used to characterize dispersion quality of the graphene within the PVA matrix (Figure S7). The peak at 19.2° for both baseline and graphene-loaded fibers corresponds to crystalline PVA. The characteristic peak of graphite which is generally present at 27° was absent in the graphene/PVA fibers. This confirms that graphene is exfoliated into single –few layers in the PVA matrix without the presence of any graphitic aggregates. Figure S7: XRD analysis of electrospun PVA/PVP and 0.5 wt% graphene/PVA/PVP mats S8: Thermal stability of graphene/PVA composites Thermogravimetric analysis (TGA) 7 TGA was performed in a Melter Toledo (TGA/SDTA 851e, made in Switzerland) instrument to determine the thermal stability of the composites. Samples (~15 mg) were heated from room temperature to 600 oC at a rate of 10oC/min in a nitrogen atmosphere. The degradation temperatures were calculated from the differential TGA curve. Figure 4 illustrates the thermal behavior of PVA/PVP and graphene/PVA/PVP electrospun mats. Differential thermogravimetry (DTG) is shown for the same data (Figure 4(b)) to determine the peak degradation temperature of these samples. The degradation temperatures for the graphene loaded fibers were 15 oC higher than the baseline. The thermal stability of the PVA mat improves significantly with the addition of 0.5 wt% graphene. This improvement in thermal stability of the sample also proves the dispersion of graphene in the PVA matrix without notable aggregation. Figure S8: (a) TGA curve of PVA/PVP and 0.5wt % graphene/PVP/PVA composites and b) corresponding DTG analysis of TGA curve; DTG plot clarifies that addition of graphene as a nanofiller significantly increase the thermal stability of PVA matrix S9: Melt rheology The samples were tested prior to electrospinning. An oscillatory shear experiment was performed on both the graphene loaded and baseline samples at a temperature of 230 0C. A 8 constant nitrogen atmosphere was maintained to avoid the oxidation of the samples during the experiment. With the incorporation of 1 wt % graphene, we observe an increase in storage modulus compared to the baseline. We attribute this increase in mechanical properties to the excellent dispersion of graphene in the PVA matrix which allows efficient load transfer to the polymer matrix. Since the graphene is polymer-stabilized, the polymer prevents any van der Waals induced aggregation. Proper dispersion of graphene in the polymer matrix is necessary for an efficient transfer of properties from graphene to the PVA matrix. This implies that the PVP-stabilized graphene exhibits excellent interfacial adhesion with the PVA matrix and enhances the mechanical properties Figure S9: Melt rheology on PVA and 1wt % graphene/PVP/PVA composites. The increase in storage modulus with the graphene loading indicates good dispersion of graphene and efficient load transfer from graphene to the PVA matrix. 9 REFERENCES: 1. Rutledge, G. C.; Fridrikh, S. V., Advanced Drug Delivery Reviews 59, 1384 2007. 2. Das, S.; Wajid, A. S.; Shelburne, J. L.; Liao, Y.-C.; Green, M. J., Acs Applied Materials & Interfaces 32011. 10