V. Conclusion

International Journal on Mechanical Engineering and Robotics (IJMER)
_______________________________________________________________________________________________
Modelling and optimization of advanced submerged arc welding process for stainless steel cladding
1
Hari Om,
2
Sunil Pandey
1 Associate Professor, Department of Mechanical Engineering, YMCA University of Science & Technology, Faridabad -
121006 (India),
2 Professor, Department of Mechanical Engineering, Indian Institute of Technology, Delhi -110016 (India),
Email: 1 hariohm2001@gmail.com, 2 profsunilpandey@gmail.com
Abstract- Industries involved in surfacing operations use various fusion welding especially arc welding processes.
These operations demand high deposition rates but at low penetration values in the base metal. Conventional SAW, besides its high deposition characteristics, employs high values of welding current and is not many times favoured for surfacing due to high degree of dilution of surfacing alloys with base metal. This limits the use of SAW because high dilution deteriorates intended benefits of surfacing.
Advanced submerged arc welding (ASAW) process, which was developed in welding research laboratory at IIT Delhi in the year 2004, provides a solution for the above. The present work studies the effect of various parameters of the process on the weld bead width, reinforcement, penetration and percentage dilution by developing mathematical models for each. Optimization of this relatively new process for getting minimal dilution required for surfacing has also been done.
(SMAW), gas tungsten arc welding (GTAW), gas metal arc welding (GMAW), submerged arc welding (SAW) and flux cored arc welding (FCAW) [1, 3, 5, 7, 8, 10-
14]. Use of non-conventional processes such as explosion welding, strip roll welding, laser welding, electron beam cladding, solar cladding and microwave assisted brazing have also been reported in literature for cladding purpose [2, 15-20].
In semi-automatic and automatic welding and surfacing processes, engineers often face problems of relating the process parameters to the weld bead geometry and dilution of base metal and their optimization. With these optimized parameters one can achieve sound joints at a relatively low cost. In the present work, mathematical models for various bead parameters have been developed and optimization of ASAW process has been done to obtain minimal dilution during cladding.
Key words: Advanced submerged arc welding, weld overlay cladding, dilution, RSM, central composite design,
II. BACKGROUND
I. INTRODUCTION
1.1
Advanced Submerged Arc Welding
In some engineering applications, components and equipment have to be operated under abnormal atmospheric conditions such as elevated temperature or highly corrosive environments. This requires components to be corrosion and/or heat resistant. Some applications demand high wear resistance of the components. The adversity of service conditions limits the service life of components. The replacement cost of the components is extremely high[1]. The cladding of stainless steel onto carbon steel brings a nice solution to the problem of the elaboration of a material which combines high level mechanical properties and good resistance to corrosion[2]. Literature reveals that many austenitic stainless steel grades are used for cladding carbon or low-alloy steels [3-8].
Weld cladding processes have gained popularity recently in various industries like chemical and fertilizer plants, nuclear and steam power plants, food processing and petrochemical industries[9]. Almost all the arc welding processes have been used for cladding. Most popular of these are shielded metal arc welding
Advanced Submerged Arc Welding (ASAW) process was developed in Welding Research Laboratory of
Indian Institute of Technology Delhi (Sunil Pandey,
2004, Patent application number: 2533 / DEL / 2008
Dated: November 07, 2008). Its working differs from conventional submerged arc welding (SAW) in that the electrode wire is preheated before it is fed to the molten pool on the work piece by using an auxiliary power source[21]. The welding setup has two contact tubes instead of one used in conventional submerged arc welding process. The schematic diagram of the ASAW setup is shown in Figure 1. Two contact tubes are separated with a dielectric gap between them. The main power source is used for creating arc between the electrode and the base metal as in the normal welding operation and the other is used for preheating of the electrode wire. Figure 2 illustrates the actual ASAW setup photograph.
_______________________________________________________________________________________________
ISSN (Print) : 2321-5747, Volume-2, Issue-2,2014
42
International Journal on Mechanical Engineering and Robotics (IJMER)
_______________________________________________________________________________________________
Auxiliary Power
Source for Preheating
Wire Feed
Rollers
Filler Wire
Spool affecting the technological and metallurgical characteristics of the overlays[24].
Wire Electrode
Constant Voltage
Welding Power source Bead Width
(W)
Copper contact tube
Reinforcement
(H)
Area of Reinforcement
(AR)
Dielectric
Gap
Area of Penetration
(AP)
HAZ Area
Penetration (P)
HAZ Width
Flux
Hopper
Electrode connection
Base Metal
Direction of welding
Base
Metal/Workpiece
Flux
Covering Arc
Workpiece connection
Weld Bead
Figure 2: Schematic weld bead profile
Workpiece Support
III. EXPERIMENTATION
Figure 1: Schematic diagram for Advance Submerged
Arc Welding (ASAW) setup
1.3
Experimental setup
In the ASAW process, part of the energy required to melt the wire is extracted through preheating (I 2 R heating or simply resistance heating) by passing current across certain length of the welding wire through auxiliary power source and rest of the energy for melting is provided by main welding current. A significant decrease in welding current due to preheating of wire is observed which in turn reduces arc force. This results in lowering down penetration depth and consequently reduced weld dilution [22].
The experiments were carried out using Advanced
Submerged Arc Welding process. A direct current constant voltage power source and mechanized submerged arc welding equipment with a current capacity of 600 amperes at 60% duty cycle was used for the experimentation. Welding head was modified by employing two contact tubes with a dielectric gap in between. First contact tube was connected to a separate constant current auxiliary power source which was used for supplying preheat current through the electrode.
Welding current was supplied through second contact tube across the welding circuit.
Process parameters are important as careful selection of these is responsible for producing quality weld jointsor weld overlay cladding. Various parameters associated with the ASAW are similar to SAW e.g., wire feed rate, welding voltage, travel speed, electrode stick-out, electrode polarity and flux composition except preheat current which is a special feature of this process.
1.2
Bead profile and dilution
1.4
Material selection and identification of process parameters limits
A ‘single bead on plate’ technique was used to deposit stainless steel beads on 300mm x 75mm x 12 mm mild steel plates. SFA/AWS 5.9 class ER308L stainless steel single bare wire electrode of 3.15 mm diameter was used as a clad metal. A compatible agglomerated flux
(AWS SFA A-5.23) was used to shield the weld metal from atmospheric contamination.
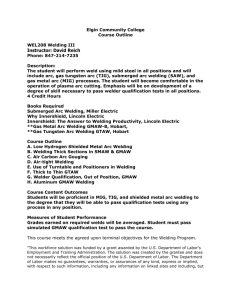
Figure 3 shows the details of weld bead geometry. The bead width ‘W’, height of reinforcement ‘H’ and depth of penetration ‘P’ primarily dictate the shape of deposited bead. Height of reinforcement ‘H’ basically represents the protruded portion of the bead which is built up as a result of filler meal deposition on the base metal surface and is measured as the distance of highest point from the base metal surface. Penetration P is the depth of the base metal melted down due to arc heat and is measured downward from base metal surface upto lowest point where melting has taken place.
Four major independent parameters i.e. wire feed rate
‘F’, travel speed ‘S’, open circuit voltage ‘V o
’, nozzle to plate distance ‘N’ as suggested by many researchers for submerged arc welding were chosen for the present work. An additional fifth parameter i.e. preheating current ‘I
P
’, the characteristic ASAW process parameter, along with the above four was also selected for the study.
Performance of a weld clad or joint depends on the extent of percentage dilution, which indicates the extent of mixing of parent metal with the filler one and equals the amount of base metal melted divided by the sum of base metal melted (AP) and filler metal added (AR), the quotient of which is multiplied by100 [23].
% Dilution = [AP / (AR + AP)] × 100 (1)
The working limits of selected parameters were finalized on the basis of extensive trial runs. Minimum and maximum levels of each parameter as shown in Table 1, were decided by inspecting the resulting bead on plate carefully during trial experiments. Only those parameter limits were selected, which produced beads free of any visible welding defect like surface porosity, undercut, overlap, excessive convexity, cracks and showed smooth and uniform appearance throughout the length[25].
A successful weld cladding requires careful and optimizedcontrol of the process parameters to secure low dilution and a crack-free overlay. This needs a thorough understanding of the process characteristics
1.5
Recording of responses
Welding current and welding voltage were recorded during each experimental run. Plates with deposited
_______________________________________________________________________________________________
ISSN (Print) : 2321-5747, Volume-2, Issue-2,2014
43
International Journal on Mechanical Engineering and Robotics (IJMER)
_______________________________________________________________________________________________ beads were allowed to cool in still air upto room
Normal Plot of Residuals
Normal plot of Residuals for bead width (W)
99 temperature. Initial and final bead portions of 50 mm length werediscarded in order to avoid arc start and stop
95
90 defects. Three specimens of about15 mm thickness (one
80
70
50 at centre and two at both the ends) were then
30
20 transversely cut using abrasive wheel cutter. The
10
5 specimens so obtained were then moulded with Bakelite
1 and polished thereafter, using fine grade emery papers.
Polished specimens were then chemically etched with
2% Nital solution in order to reveal different zones of deposited bead[26]. Various bead zones like reinforcement area, penetration area, were measured after scanning the specimen and using digital measuring tools.
99
95
90
80
70
-3.00
-2.00
-1.00
0.00
Internally Studentized Residuals
(a)
1.00
Normal Plot of Residuals
Normal plot of Residuals for reinforcement (H)
2.00
1.6
1.6.1
Development of mathematical model
Response surface methodology
50
30
20
10
5
1
Response surface methodology (RSM) is useful for modelling and analysis of problems with several variables and where objective is to optimize the multiple responses. Response function Y can be expressed in terms of process parameters as Y = f (F, S, V o
, N, I
P
)
-2.00
-1.00
0.00
1.00
Internally Studentized Residuals
(b)
Normal Plot of Residuals
Normal plot of Residuals for penetration(P)
2.00
99
The model includes the main effects and interaction effects of all the factors. Second order polynomial, which was adopted for the present study, is represented by following general expression.
95
90
80
70
50
30
20
10
5 y = β
0
ϵ (2)
+ ∑ k i=1
β i x i
+ ∑ k i=1
β ii x i
2 + ∑ ∑ i<j
β ij x i x j
+
1
-2.00
-1.00
0.00
1.00
2.00
3.00
Where β
0
, β ii and β ij
are the constants and x i
, is the process variable and ϵ is the error term of the model
[27].
Internally Studentized Residuals
(c)
Normal Plot of Residuals
Normal plot of Residuals for dilution(%D)
99
1.6.2
Formation of Design matrix and testing the adequacy of developed models
95
90
80
70
50
30
20
10
5
The five levels of welding parameters based on half fraction rotatable central composite design (CCD) for
RSM were selected and coded according to Table 1 and then design matrix consisting 30 test conditions was created using Design Expert 8 statistical software. This design matrix is illustrated by Table 2. Adequacy of the model was confirmed by using Analysis of Variance
(ANOVA) technique. The results of ANOVA for responses are shown in Table 3. This table shows details of sum of squares (SS), degrees of freedom (DF), mean square (MS), F- Ratio and Probability of larger F- value or simply P-value [28]. Figure 3 represents the normal probability plot vs. Studentized residuals plots for all the observations on bead width, reinforcement, penetration and % dilution. It is concluded that the assumption of a normal distribution is reasonable since all the plotted points fall on a straight line.
1.6.3
1
-2.00
-1.00
0.00
1.00
Internally Studentized Residuals
(d)
2.00
Figure 3: Normal probability vs. Studentized residuals for various responses
Checking the significance of coefficients
The statistical significance of the coefficients was tested by applying the ‘t’ test. Coefficients having ‘t’ values less than or equal to the standard tabulated ‘t’ value at
95% confidence level, are considered non-significant and can be ignored along with the responses with which they are associated and affecting minutely the accuracy of the proposed model [29, 30]. Table 4contains Fvalues and P-values for individual parameters in the respective models for bead width, reinforcement, penetration and percentage dilution. Factors with the P- values less than 0.05 are significant and are included in the final model.
_______________________________________________________________________________________________
ISSN (Print) : 2321-5747, Volume-2, Issue-2,2014
44
factors[32].
International Journal on Mechanical Engineering and Robotics (IJMER)
_______________________________________________________________________________________________
1.6.4
Optimization using desirability function 1.9
Effects of
Reinforcement Height process parameters on
In 1980, Derringer and Suich[31] suggested a method for optimization of multiple response problems in industries. According to them, an estimated response y i is transformed into a scale free individual desirability function ( d i
) that varies between 0 & 1. Optimal parameter conditions for multiple responses are decided by finding overall desirability value 𝔻 , which is represented as geometric mean of individual desirability function ( d i
) as given in following equation 3.
Reinforcement height ‘H’ is affected by many parameters. Direct effect of parameters can be clearly seen. Equation 5 shows that wire feed rate ‘F’, affect the value of ‘H’ in a positive manner i.e. increasing wire feed rate leads to increased ‘H’. Travel speed ‘S’ and open circuit voltage ‘V o
’ affect reinforcement height in a negative pattern. Rate of decrease in reinforcement height with respect to travel speed is slightly more than
𝔻 = (d
1
. d
2
. d
3
⋯ ⋯ d p
) (3) that with open circuit voltage as shown in figure 4b.
This can be explained as follows; (a) higher the wire where, p is the number of responses to be considered for optimization. feed rate more will be the amount of molten filler metal, so for the same bead width, reinforcement height should
IV. RESULTS AND ANALYSIS
increase to accommodate the increased amount of filler metal (b) for increased travel speeds, less filler metal per
1.7
Final mathematical models unit length is available which results in smaller reinforcement (c) as explained earlier larger open circuit voltage means long and wider arc that produces
Following equations have been finalized keeping significant parameter coefficients and omitting insignificant parameter coefficients. Equations 4 to 7 represent regressions in terms of coded factors, while equations 8 to 11 show correlation in terms of actual comparatively a flatter bead and hence lower reinforcement height is obtained. Figure 6 shows the variation of reinforcement with wire feed rate at various levels of travel speed and open circuit voltage.
1.10
Effects of process parameters on penetration
1.7.1
Final Equation in Terms of Coded Factors: ln(W) = 2.47 − 0.12 × S + 0.14 × V o
...(4)
(H) −1.43 = 0.13 − 0.021 × F + 0.023 × S +
0.019 × V o
...(5)
P = 3.34 + 0.41 × F − 0.23 × S − 0.25 × I
P
...(6)
% D = 38.13 + 2.52 × S + 2.89 × Vo − 1.79 ×
I
P
...(7)
1.7.2
Final Equation in Terms of Actual Factors: ln(W) = 1.19726 − 0.080839 × S + 0.047684 ×
V o
...(8)
(H) −1.43
= − 0.039 − 5.146 × 10 − 03 × F +
0.0155 × S + 6.31 × 10 − 03 × V o
...(9)
P = 1.86 + 0.102 × F − 0.155 × S − 5.992 ×
10 − 03 × I
P
...(10)
% D = − 2.166 + 1.681 × S + 0.962 × Vo −
0.043 × I
P
..(11)
1.8
Effect of process parameters on Bead width
Equation 4 suggests that the bead width ‘W’ depends directly on travel speed and open circuit voltage. As the travel speed is increased the bead width decreases because the melting rate per unit length of weld is decreased. These variations of bead width with the parameters are depicted in figure 4a.An increase in open circuit voltage leads to an increase in bead width which can easily be explained by corresponding increase in arc length. There are no interactions found between any of the process parameters. Figure 5 illustrate the variation of bead width with open circuit voltage at various levels of travel speed.
Correlation shown by Equation 6 in terms of coded factors illustrate the main effects of wire feed rate ‘F’, travel speed S and preheat current ‘I
P
’ on penetration
‘P’. The value of penetration increases with wire feed rate and decreases with corresponding increase in travel speed and preheat current as indicated in figure 4c.
Travel speed and preheat current produce almost same penetration decrease rate. Since more wire feed rate is associated with higher current values, resulting arc force thus obtained is more and has the ability to penetrate deep into base metal. At low travel speeds, heat input per unit length of the base metal is less and the result is lesser penetration. Preheat current in ASAW process is used for maintaining the melting rate of the wire by a simultaneous decrease in welding current, so a lesser arc force is available at the base metal surface which prohibits penetrating intensity. It is again concluded that there are no interactions found between any of the parameters. Figure 7 indicates, more clearly, the variation of penetration with wire feed rate at various levels of travel.
1.11
Effects of process parameters on % dilution
Correlation given by Equation 7 illustrate that the significant parameters that affect the percentage dilution in ASAW process are travel speed ‘S’, open circuit voltage ‘V o
’ and preheat current ‘I
P
’. It is understood that the increase in travel speed and open circuit voltage increases %dilution but when preheating current is enhanced the latter is decreased. This variation is clearly illustrated in figure 4d.
This shows the importance of preheating welding electrode wire. Increase in dilution with increasing travel speed can be explained as, with an increase in the
_______________________________________________________________________________________________
ISSN (Print) : 2321-5747, Volume-2, Issue-2,2014
45
International Journal on Mechanical Engineering and Robotics (IJMER)
_______________________________________________________________________________________________
45 travel speed, amount of molten metal between the arc and the fresh base metal is decreased and arc is able to penetrate deeply into the base metal. With an increase in open circuit voltage upto certain limit the arc becomes
40 hotter and gains the ability to penetrate deeper into base metal which in turn, helps in diluting the deposited metal more.
Increased preheat current lowers down the welding current which affect the arc force adversely and hence the penetration. On the other side, there is a little effect on the filler metal deposition rate as the melting rate is made up by heat produced due to preheating current
35
S
Vo
Ip
30
-2 -1 0
Factors at coded value
(d)
1 2
Figure 4: Direct effects of parameters on responses
25 through the electrode. It results in rapid decrease of penetration area in comparison to reinforcement area and therefore, the dilution is decreased. Variation of percentage dilution with respect to various parameters in the form of response surface plots is shown in Figures8-
10.
20
15
10
S=2.5
S=4
S=5.5
S=7
S=8.5
F= 28
N= 24
I
P
=84
18
16
14
12
10
8
-2
S
Vo
-1 0
Factors at coded value
(a)
1 2
5
30 33 36 39 42
Open Circuit Voltage, V
Figure 5: Variation of bead width with open circuit voltage at various levels of welding speed
10
7.5
S=2.5
S=4
S=5.5
S=7
S=8.5
V o
= 36 V
N= 24
I
P
= 84
6
5
5
F
S
Vo
2.5
20 24 28
Wire Feed rate(WF), mm/s
(a)
32 36
4
10
3
-2 -1 0
Factors at coded value
(b)
1 2
7.5
Vo=30
Vo=33
Vo=36
Vo=39
Vo=42
S= 5.5
N= 24
I
P
= 84
5
4.5
F
S
Ip
3.5
2.5
20 24 28 32 36
Wire Feed rate(WF), mm/s
(b)
Figure 6: Variation of reinforcement with wire feed rate at various levels of welding speed and open circuit voltage
2.5
-2 2 5 -1 0
Factors at coded value
(c)
1
4
S=2.5
S=4
S=5.5
S=7
S=8.5
V o
= 36
N= 24
I
P
= 84
3
2
20 24 28
Wire Feed rate(WF), mm/s
32
(a)
36
_______________________________________________________________________________________________
ISSN (Print) : 2321-5747, Volume-2, Issue-2,2014
46
International Journal on Mechanical Engineering and Robotics (IJMER)
_______________________________________________________________________________________________
5
4
Ip=0 A
Ip=42 A
Ip=84 A
Ip=126 A
Ip=168 A
S= 5.5
N= 24
V o
= 36
50
45
40
35
30
3
2
20
50
45
40
35
30
25
24 28
Wire Feed rate(WF), mm/s
(b)
32
Figure 7: Variation of penetration with wire feed rate at various levels of welding speed and preheating current
42
39
36
OPEN CIRCUIT VOLTAGE, Volt
33
30 2.5
4.0
36
8.5
7.0
5.5
TRAVEL SPEED, mm/s
Figure 8: Response surface plot showing the variation of percentage dilution with open circuit voltage and travel speed
42 168
126
84
PREHEAT CURRENT, Amp 42
36
39
0 30
Figure 10: Response surface plot showing variation of percentage dilution with preheat current and open circuit voltage
1.12
Optimization for dilution
Optimization of the responses was done by using desirability function as described in section 2.4.4. For minimal dilution condition to be obtained as needed in cladding, area of penetration to total bead area ratio should be minimum. In order to satisfy this condition bead width and reinforcement height must be maximum and penetration depth should be minimum during cladding [7]. Numerical optimization was carried out using Design Expert 8.0 statistical software. Minimal value of dilution equal to 30.49% was obtained with a desirability function of 0.701 under following optimized process parameter condition as shown in Table 5.
Confirmation run at the suggested optimized ASAW process parameters were carried out and the resulting bead on plate geometry and dilution values, as shown in
Figure 11, were found within the 95% confidence limit.
50
45
40
35
30
25
168
126
84
PREHEAT CURRENT, Amp
42
0 2.5
4.0
8.5
7.0
5.5
TRAVEL SPEED, mm/s
Figure 9: Response surface plot showing variation of percentage dilution with preheating current and travel speed
Figure 11: Confirmatory Bead obtained at optimized parameter conditions
Vo
Table 1: Parameters and their values at various levels
Notation Type of parameter
Numeric
Parameter levels
-2
30
-1
33
0
36
+1
39
+2
42
Process parameter
Open
Circuit
Voltage
Wire Feed
Rate
Welding
Speed
Nozzle to plate distance
Preheat current
Units
Volts
Numeric
Numeric
Numeric
Numeric
20
2.5
18
0
24
4
21
42
28
5.5
24
84
32
7
27
126
36
8.5
30
168
_______________________________________________________________________________________________
ISSN (Print) : 2321-5747, Volume-2, Issue-2,2014
47
International Journal on Mechanical Engineering and Robotics (IJMER)
_______________________________________________________________________________________________
Run
No.
1
2
3
4
5
6
7
8
9
Coded ASAW process variables
F
-1
1
-1
1
-1
1
-1
1
-1
10 1
S
-1
-1 -1
1
1
-1
-1 1
1
1
-1
-1
Table 2: Design Matrix for experimental runs
V o
N
-1
-1
-1
1
1
1
-1
-1
I
P
-1 1
-1
-1
-1
-1
-1
-1
-1
1
1
-1
-1
1
-1
1
1
-1
-1
1
Actual response values
W (mm)
11.6
10.7
10.2
9.2
14.8
17.8
10.9
12.8
11.8
12.2
H (mm)
4.6
6.8
3.7
5.1
4.2
4.5
3.1
3.9
4.8
5.5
P (mm)
3.1
3.9
2.9
3.2
3.5
3.5
2.2
3.5
3.6
3.9
%D
34.5
30.4
39.6
33.8
41.6
36.4
36.2
42.9
35.6
33.9
11 -1 1
12 1 1
-1
-1
1
1
1
-1
8.5
8.7
3.9
4.7
2.5
3.3
35.3
34.3
13 -1 -1 1
14 1 -1 1
15 -1 1
16 1 1
1
1
17 -2 0
18 2 0
19 0
20 0
-2
2
0
0
0
0
1
1
1
1
0
0
0
0
1
-1
-1
1
0
0
0
0
16.4
14.0
12.8
12.2
9.8
12.5
14.9
9.2
4.1
5.5
3.0
3.8
3.4
5.3
7.2
3.7
2.8
4.3
3.7
3.6
2.3
4.7
3.7
2.8
34.6
36.1
49.3
44.2
36.7
41.0
26.9
40.9
21 0
22 0
23 0
24 0
25 0
26 0
27 0
28 0
29 0
30 0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
-2
2
0
0
0
0
-2
2
0
0
0
0
0
0
0
0
-2
2
0
0
8.8
15.0
12.1
11.0
11.5
11.0
12.9
12.9
5.5
3.5
4.1
4.1
4.0
3.7
3.9
4.1
0
0
0
0
0
0
10.9
13.1
4.4
3.7
Table 3: ANOVA test for the fitted models
2.9
3.2
3.9
2.9
3.9
2.7
3.1
3.6
3.6
3.7
29.8
42.5
44.1
34.3
47.0
35.9
39.3
41.5
39.8
45.4
Source SS
(a) Bead Width (W)
DF MS F-Value
Model
Residual
0.844
0.165
2
27
0.422
0.006
69.039
Lack of Fit 0.143 24 0.006 0.817
Pure Error 0.022
1.009
3
29
0.007
Cor Total
Std. Dev.=0.078, R-Squared= 0.836, Adj R-Squared= 0.824
(b) Reinforcement (H)
Model
Residual
0.032
0.005
Lack of Fit 0.004
Pure Error 0.001
3
26
23
3
0.011
0.000
0.000
0.000
60.633
0.981
Cor Total 0.036 29
Std. Dev. = 0.013, R-Squared = 0.875, Adj R-Squared = 0.861
Table 3 continued….
Source SS
(c) Penetration (P)
Model
Residual
6.782
2.552
Lack of Fit
Pure Error
Cor Total
2.330
0.222
9.334
DF
3
26
23
3
29
MS
2.261
0.098
0.101
0.074
F-Value
23.034
1.369
P-value
< 0.0001
0.6772
< 0.0001
0.5978
P-value
< 0.0001
0.4555
Significance significant not significant significant not significant
Significance significant not significant
_______________________________________________________________________________________________
ISSN (Print) : 2321-5747, Volume-2, Issue-2,2014
48
International Journal on Mechanical Engineering and Robotics (IJMER)
_______________________________________________________________________________________________
Std. Dev. = 0.313, R-Squared = 0.727, Adj R-Squared = 0.695
(d) %Dilution (%D)
Model
Residual
429.462
365.009
Lack of Fit 342.343
Pure Error 22.666
3
26
23
3
143.154
14.039
14.884
7.555
10.197
1.970
Cor Total 794.471 29
Std. Dev. = 3.747, R-Squared = 0.541, Adj R-Squared = 0.488
0.0001
0.3191 significant not significant
Table 2: Testing of significance for each parameter in developed models
Bead width (W) Reinforcement (H) Penetration (P) Dilution (%D)
S
V o
N
I
P
Factors DF
F 1
1
1
1
1
F- Value P-Value F- Value P-Value F- Value P-Value F- Value P-Value
1.561
55.964
77.890
0.605
0.007
0.2235
0.4441
0.9335
56.524
< 0.0001 72.211
< 0.0001 47.806
0.001
1.233
< 0.0001 38.179
< 0.0001 12.573
< 0.0001 0.611
0.9738
0.2779
0.001
14.662
< 0.0001 0.105
0.0016
0.4419
0.9700
0.0008
10.228
13.405
0.366
5.158
0.7488
0.0039
0.0012
0.5510
0.0324
F
29.3
Table 3: Optimized ASAW parameter condition for minimal dilution value
S V
O
N I
P
W H P %D Desirability
4 33 23 126 11.56 5.82 3.46 30.94 0.701
V. CONCLUSION
maintaining the quality of welding/surfacing operation.
Dilution has a great impact on the chemical composition of the SS clad layer as a result of intens mixing with the substrate, mild steel in this case. Prediction of %dilution is important in the sense that several mechanical, metallurgical, chemical properties are greatly influenced by the extent of dilution. Least amount of dilution is the need for a cladding opreation. Advanced submerged arc welding (ASAW) thus enhances the versatility of conventioal submerged arc welding to make it more useful for cladding operation as dilution levels can be reduced significantly by introducing preheating current through the electrode wire. Findings of present work may be concluded as follows;
7.
An optimized value of dilution equal to 30.94% was obtained as a result of optimization using desirability function which was later confirmed by depositing confirmation run.
REFERENCES
[1] P. K. Palani and N. Murugan, "Development of
Mathematical Models for Prediction of Weld
Bead Geometry in Cladding by Flux Cored Arc
Welding," International Journal of Advanced
Manufacturing Technology, vol. 30, pp. 669-676,
2006.
1.
Bead width is influence by travel speed and open circuit voltage
2.
Reinforcement is a function of wire feed rate, travel speed and open circuit voltage
[2] A. Ferriere, C. Sanchez Bautista, G. P.
Rodriguez, and A. J. Vazquez, "Corrosion
Resistance of Stainless Steel Coatings Elaborated by Solar Cladding Process," Solar Energy, vol.
80, pp. 1338-1343, 2006.
3.
Penetration is greatly affected by wire feed rate and preheating current.
4.
Percentage dilution depends on travel speed, open circuit voltage and preheating current.
[3] P. K. Ghosh, P. C. Gupta, and V. K. Goyal,
"Stainless Steel Cladding of Structural Steel
Plates Using the Pulsed Current Gmaw Process,"
Welding Journal, vol. 77, pp. 307s- 314s, 1998.
5.
Advanced submerged arc welding economically provides an efficient alternative for quality surfacing /cladding operations as dilution is considerably reduced.
[4] A. S. Shahi and S. Pandey, "Effect of Auxiliary
Preheating of the Filler Wire on Quality of Gas
Metal Arc Stainless Steel Claddings," Journal of
Materials Engineering and Performance, vol. 17, pp. 30-36, 2008.
6.
At very low open circuit voltage and travel speeds submerged arc welding process cannot be operated to give quality welds. In this situation, advanced submerged arc welding (ASAW) provides further significant reduction in dilution maintaining the other parameters within their range and still
[5] T. Kannan and J. Yoganandh, "Effect of Process
Parameters on Clad Bead Geometry and Its
Shape Relationships of Stainless Steel Claddings
Deposited by Gmaw," The International Journal of Advanced Manufacturing Technology, vol. 47, pp. 1083-1095, 2010.
_______________________________________________________________________________________________
ISSN (Print) : 2321-5747, Volume-2, Issue-2,2014
49
International Journal on Mechanical Engineering and Robotics (IJMER)
_______________________________________________________________________________________________
[6] A. S. Shahi and S. Pandey, "Modelling of the
Effects of Welding Conditions on Dilution of
Stainless Steel Claddings Produced by Gas Metal
Arc Welding Procedures," Journal of Materials
Processing Technology, vol. 196, pp. 339-344,
2008. of Aisi 316 on Plain Carbon Steel: Microstructure and Electrochemical Corrosion Behaviour,"
Surface and Coatings Technology, vol. 46, pp.
317-329, 1991.
[7]
[8]
[9]
[10]
P. K. Palani and N. Murugan, "Optimization of
Weld Bead Geometry for Stainless Steel
Claddings Deposited by Fcaw," Journal of
Materials Processing Technology, vol. 190, pp.
291-299, 2007.
P. K. Palani, N. Murugan, and B. Karthikeyan,
"Process Parameter Selection for Optimising
Weld Bead Geometry in Stainless Steel Cladding
Using Taguchi's Approach," Materials Science and Technology, vol. 22, pp. 1193-1200, 2006.
T. Kannan and N. Murugan, "Effect of Flux
Cored Arc Welding Process Parameters on
Duplex Stainless Steel Clad Quality," Journal of
Materials Processing Technology, vol. 176, pp.
230-239, 2006.
D. J. Kotecki, "Dilution Control in Single Wire
Stainless Steel Submerged Arc Cladding,"
Welding Journal, vol. 65, pp. 35s-45s, 1996.
[18] P.-z. Wang, Y.-s. Yang, G. Ding, J.-x. Qu, and
H.-s. Shao, "Laser Cladding Coating against
Erosion-Corrosion Wear and Its Application to
Mining Machine Parts," Wear, vol. 209, pp. 96-
100, 1997.
[19]
[20]
[21]
M. A. Anjos, R. Vilar, and Y. Y. Qiu, "Laser
Cladding of Astm S31254 Stainless Steel on a
Plain Carbon Steel Substrate," Surface and
Coatings Technology, vol. 92, pp. 142-149, 1997.
R. Li, M. G. S. Ferreira, M. A. Anjos, and R.
Vilar, "Localized Corrosion of Laser Surface
Cladded Uns S31254 Superaustenitic Stainless
Steel on Mild Steel," Surface and Coatings
Technology, vol. 88, pp. 90-95, 1997.
H. Om and S. Pandey, "Estabilishing
Relationship between Asaw Parameters and
Welding Voltage During Surfacing," Int. Journal of Advanced Mechanical Engineering, vol. 4, pp.
601-609, 2014.
[11] U. D. Mallya and H. S. Srinivas, "Bead
Characteristics in Submerged Arc Strip
Cladding," Welding Journal, pp. 30-36, 1989.
[22] D. K. Shukla, "Dilution Control through
Advanced Submerged Arc Welding," Ph.D.,
Mechanical Engineering IIT Delhi, 2009.
[23] Welding , Brazing and Soldering vol. 6. USA:
ASM International, 1993. [12] J. Tušek and M. Suban, "High-Productivity
Multiple-Wire Submerged-Arc Welding and
Cladding with Metal-Powder Addition," Journal of Materials Processing Technology, vol. 133, pp. 207-213, 2003.
[24] N. Murugan and R. S. Parmar, "Effect of
Submerged Arc Process Variables on Dilution and Bead Geometry in Single Wire Surfacing,"
Journal of Materials Processing Technology, vol.
37, pp. 767-780, 1993. [13] L. Shan-Ping, K. Oh-Yang, K. Tae-Bum, and K.
Kwon-Hu, "Microstructure and Wear Property of
Fe-Mn-Cr-Mo-V Alloy Cladding by Submerged
Arc Welding," Journal of Materials Processing
Technology, vol. 147, pp. 191-196, 2004.
[14] P. K. Palani and N. Murugan, "Sensitivity
Analysis for Process Parameters in Cladding of
Stainless Steel by Flux Cored Arc Welding,"
Journal of Manufacturing Processes, vol. 8, pp.
90-100, 2006.
[25]
[26]
H. Om, S. Pandey, and D. Rathod, "Mathematical
Modeling of Haz in Submerged Arc Welding
Process Using Factorial Design Technique”," in
Trends and Advances in mechanical Engineering
(TAME- 2012), YMCA University of Science &
Technology, Faridabad, India, pp. 616-626, 2012.
H. Om and S. Pandey, "Effect of Heat Input on
Dilution and Heat Affected Zone in Submerged
Arc Welding Process," Sadhana, vol. 38, pp.
1369-1391, 2013. [15] A. Mignone, A. L. Barbera, S. Tosto, and C.
Vignaud, "Electron Beam Cladding and Alloying of Aisi 316 on Plain Carbon Steel-
Microstructure and Electrochemical Corrosion
Behaviour," Surface and coatings technology, vol. 46, pp. 317-329, 1991.
[27] D. C. Montgomery, Design and Analysis of
Experiments, 5th Ed., 5th ed.: John Wiley & sons
Inc, Singapore, 2006.
[16] K. Y. Chiu, F. T. Cheng, and H. C. Man, "A
Preliminary Study of Cladding Steel with Ni-Ti by Microwave-Assisted Brazing," Materials
Science and Engineering: A, vol. 407, pp. 273-
281, 2005.
[28] B. Fnides, M. A. Yallese, T. Mabrouki, and J. F.
Rigal, "Application of Response Surface
Methodology for Determining Cutting Force
Model in Turning Hardened Aisi H11 Hot Work
Tool Steel," Sadhana, vol. 36, pp. 109-123.
[17] A. La Barbera, A. Mignone, S. Tosto, and C.
Vignaud, "Electron Beam Cladding and Alloying
[29] V. Gunaraj and N. Murugan, "Application of
Response Surface Methodology for Predicting
Weld Bead Quality in Submerged Arc Welding
_______________________________________________________________________________________________
ISSN (Print) : 2321-5747, Volume-2, Issue-2,2014
50
International Journal on Mechanical Engineering and Robotics (IJMER)
_______________________________________________________________________________________________ of Pipes," Journal of Materials Processing
Technology, vol. 88, pp. 266-275, 1999.
Journal of quality technology, vol. 12, pp. 214-
219, 1980.
[30] S. Pandey, "Welding Current and Melting Rate in
Submerged Arc Welding: A New Approach,"
Australasian Welding Journal Supplements, vol.
49, pp. 33 - 42, 2004.
[31] G. Derringer and R. Suich, "Simultaneous
Optimization of Several Response Variables,"
[32] H. Om, D. Rathod, and S. Pandey, "Modelling of
Dilution and Bead Geometry in Advanced
Submerged Arc Welding Process for Stainless
Steel Cladding," in ICTARME 2014, Goa, pp.
13-20, 2014.
_______________________________________________________________________________________________
ISSN (Print) : 2321-5747, Volume-2, Issue-2,2014
51