Textile Fiber Properties: Physical, Mechanical, Chemical
advertisement

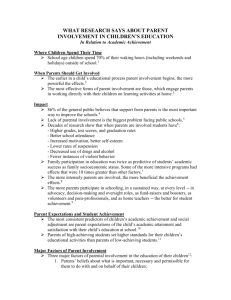
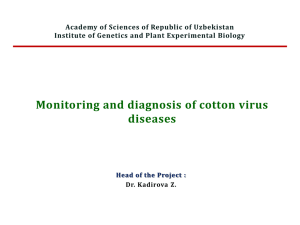
Properties of Textile Fiber Textile Fiber :A unit of matter, either natural or manufactured, that forms the basic element of fabrics and other textile structures. A fiber is characterized by having a length at least 100 times its diameter or width. The term refers to units that can be spun into a yarn or made into a fabric by various methods including weaving, knitting, braiding, felting, and twisting. The essential requirements for fibers to be spun into yarn include a length of at least 5 millimeters, flexibility, cohesiveness, and sufficient strength. Other important properties include elasticity, fineness, uniformity, durability, and luster. Properties of Fiber :We saw three types of properties according to the fiber properties for a textile fiber. There are a lot of characteristic in the textile fibers. But it is characterized as three basic characterization. They are A) Physical Properties B) Mechanical Properties C) Chemical Properties A) Physical Properties 1. Length ----------Staple (15mm - 150 mm) 3. Crimp 2 .Fineness ---------- Length : Width = 1000:1 4. Maturity 5. Lusture 6. Softness 7. Resiliency 9. Density 10. Appearance 11. Flexibility 12. Toughness 13. Elorgation 14.Cross Sectional Shape B)Mechanical Properties 1. Strength (Tenacity) (P.S.I) 2. Elasticity (Recovery percentage) 3. Extensibility (Breaking Extension) 4. Rigidity (Stiffness) C) Chemical Properties 1. Solubility in aqueous salt 2. Solubility in organic salt Useful properties of another hind desired in a textile fiber are indicated bellow. Behavior towards dyes. Ability to moisture absorption Resistance to deteriorating influence including; light, thermal stability, resistance to bacteria, mildow moth and other destructive insect, corrosive chemicals. Without above that properties fiber has also 1. Thermal Prperties 2. Torsional Properties Mechanical Properties of Textile Fibers A. Tensile Properties. B. Flexural Properties. C. Torsional Properties. D. Fictional Properties A. Tensile Properties.Tensile properties indicates how a material will react to the forces being applied in Tension. Fibers usually experience tensile loads whether they are used for apparel or technical structures. Their form, which is long and fine, makes them some of the strongest materials available as well as very flexible. This book provides a concise and authoritative overview of tensile behaviour of a wide range of both natural and synthetic fibres used both in textiles and high performance materials. Tensile Properties of Textile Material 1. Tenacity 2. Breaking extension 3. Work of rupture 4. Initial modulus 5. Work factor 6. Work recovery 7. Elastic recovery 8. Yield stress 9. Yield strain 10.Yield point 11. Breaking load 12. Creep 1. Tenacity:The ratio of load required to break the specimen and the linear density of that specimen is called tenacity.Mathematically, Tenacity = Load required to break the specimen / Linear density of the specimenUnit: gm/denier, gm/Tex, N/Tex, CN/Tex etc. 2. Breaking extension:The elongation necessary to break a textile material is a useful quantity. It may be expressed by the actual percentage increase in length and is termed as breaking extension.Mathematically, Breaking extension (%) = (Elongation at break / Initial length) × 100% 3. Work of rupture: Work of rupture is defined as the energy required to break a material or total work done to break that material. Unit: Joule (J) 4. Initial modulus:The tangent of angle between the initial curve and the horizontal axis is equal to the ratio of stress and strain. In engineering science the ratio is termed as Young’s Modulus and in textile we use the terms as Initial Young’s Modulus. Initial modulus, tan α = stress / strain Tan α ↑↓ → extension ↓↑ 5. Work factor:The ratio between work of rupture and the product of breaking load and breaking elongation is called work factor. Work factor = work of rupture / (breaking load × breaking elongation) 6. Work recovery: The ratio between work returned during recovery and total work done in total extension is called work recovery.Total extension = Elastic extension + Plastic extension Total work = work required to elastic extension + work required to plastic extension. 7. Elastic recovery:The power of recovery from a given extension is called elastic recovery. Elastic recovery depends on types of extension, fiber structure, types of molecular bonding and crystalline of fiber. The power of recovery from a given extension is called elastic recovery. Elastic recovery depends on types of extension, fiber structure, types of molecular bonding and crystalline of fiber. 8. Yield point.The point up to which a fiber behaves elastic deformation and after which a fiber shows plastic deformation is called yield point. 9. Yield stress:The stress at yield point is called yield stress. 10. Yield strains:The strain at yield point is called yield strain. 11. Breaking load:The load which is required to break a specimen is called breaking load. 12. Creep: When a load is applied on the textile material an instantaneous strain is occurred, but after that the strain will be lower with the passing time. This behavior of the material is termed as creep. There are two types of creep: i. Temporary creep ii. Permanent creep B. Flexural Properties. Flexural properties is one of the mechanical properties of textile material. It is the property or behaviour shown by the fibre or material when we bend it. The importance of Flexural properties is required when we wear cloth. The flexural test measures the force required to bend a beam under three point loading conditions. The data is often used to select materials for parts that will support loads without flexing. Flexural modulus is used as an indication of a material’s stiffness when flexed. Flexural Property of Textile Material The behavior which shows by textile material during bending is called flexural property. 1. Flexural rigidity 2. Bending recovery 3.Bending modulus 1. Flexural rigidity: Flexural rigidity is the stiffness of a textile fiber. It can be defined as the couple needed to bend a fiber.Mathematically, Flexural rigidity = (1/4π) (ηET2/ρ) Where, η = shape factor, E = specific shear modulus, T =linear density (Tex), ρ = density (gm/cm3) Specific flexural rigidity: Specific flexural rigidity can be defined as the flexural rigidity of linear density. Mathematically, Specific flexural rigidity = (1/4π)(ηE/ρ) Where, η = shape factor, E = specific shear modulus, ρ = density (gm/cm3) 2. Bnding recovery: The recovery from a given curvature is called bending recovery.Say, nylon shows 100% recovery from small curvature of 15D, where it shows 20% recovery from large curvature. Unit = N-m2/ Tex. 3. Shape factor: Shape factor is a number that indicates the shape of a fiber. Shape is expressed by “η”.If, η = 1, it indicates the shape of fiber is round. If, η > 1, it indicates the shape of fiber is increased.If, η < 1, it indicates the shape of fiber is decreased. C. Torsional Properties. The behaviors which are shown by a textile material when it is subjected to a torsional force is called torsional property. It is the property of fibre or material when a Torsional force is applied on it. Here Torsional force is a twisting force that is applied on the two ends of the material in two opposite direction. It is the property of fibre or material when a Torsional force is applied on it. Here Torsional force is a twisting force that is applied on the two ends of the material in two opposite direction. The behaviors which are shown by a textile material when it is subjected to a torsional force is called torsional property. 1. Torsional rigidity 2. Breaking twist 3. Shear modulus 1. Torsional rigidity: Torsional rigidity can be defined as the torque required against twisting is done for which torque is termed as torsional rigidity.Mathematically, torsional rigidity = ηET2/ρ Where, η = shape factor, E = specific shear modulus (N/tex) Specific torsional rigidity: Specific torsional rigidity can be defined as the torsional rigidity of a fiber of unit linear density.Mathematically, specific torsional rigidity = ηE/ρ Unit: N-m2 /Tex 2. Breaking twist: The twist for breaking of a yarn is called breaking twist. It also can be defined as the number of twists required to break a yarn. Breaking twist depends on the diameter of fiber and it is inversely proportional to its diameter.That is, Tb ∞ 1/d Where, Tb = Breaking twist, d = diameter of fiber Breaking twist angle: This is the angle through which outer layer of fiber are sheared at breaking. Mathematically, α = tan-1(πdTb) Where, α = breaking twist angle, d = diameter of fiber, Tb = breaking twist per unit length D. Fictional Properties Frictional properties is due to the friction between the fibres. This properties are shown during processing. Too high friction and too low friction is not good for yarn. Therefore it is an important property when yarn manufacturing and processing. When the textile materials are processed, then friction is developed between the fibers. The properties which are shown by a textile material during friction is known as frictional property. This properties are shown during processing. Too high friction and too low friction is not good for yarn. Therefore it is an important property when yarn manufacturing and processing. Frictional properties depend on1. Composition of the material 2. State of the surface of the material 3. Pressure between the surfaces 4. Temperature 5. Relative humidity % Co-efficient of friction: Frictional force is proportional to the normal or perpendicular of a material due to its own weight.That is, F ∞ N Or, F = μ N Or, μ = F/NWhere, F = Frictional force, N = Normal / perpendicular forceHere, μ is the proportional constant known as “coefficient of friction”.So, co-efficient of friction can be defined as the ratio of frictional force and perpendicular force. Methods of measuring co-efficient of friction: Capstan method is most commonly used to measure co-efficient of fraction. Capstan method can be classified into two classes1. Static capstan method 2. Dynamic capstan method Other methods- 1. Buckle & Pollitt’s method 2. Abboh & Grasberg method 3. Gutheric & Olivers method Influences of friction on textile material: Friction holds the fibers in a sliver and hence the sliver does not break due to its’ own weight. Friction helps in drafting and drawing.· Uniform tension can be maintained during winding & warping because of friction.· Friction helps to make yarn by twisting during spinning.· Friction increases lusture and smoothness of the yarn and the fabric.· Friction makes more clean material. Demerits of friction on textile material:· Friction causes nap formation.· High static friction causes high breakage of yarn during weaving.· If the frictional force is high, the handle properties of fabric will be low.· Friction generates temperature and therefore static electricity is developed which attracts dust, dirt etc. and the materials become dirty.· Sometimes due to over friction materials may be elongated.· Friction increases yarn hairiness.· Friction worn out parts of machine. Minimization of friction intensity: 1. Sizing is done in warp yarn before weaving to reduce frictional intensity. As a result, yarn damage will be reduced. 2. Emulsion, oil, lubricants etc. are specially applied on jute fiber to reduce friction. 3. Chemical treatment is done on wool fiber to reduce scale sharpness and thus reduce friction during processing. 4. By calendaring frictional intensity of cloth is reduced. 5. Sometimes resin finish is applied on fabric to reduce friction. Cotton Fiber: Among the seed and fruit fibres, cotton has grown in stature as the most important textile fibre in the world. In fact, cotton is the backbone and basic foundation of the world’s textile trade and industry. Cotton is a natural vegetable fibre produced in the cotton plant in many countries of the world even in Bangladesh also. Properties of Cotton Fibres: Properties of cotton fiber can be divided into two parts, one is according to physical structure and another is using process. A. According to physical structure: Length of cotton fiber: Physically the individual cotton fibres consist of a single long tubular cell. Its length is about 1200-1500 times than its breadth. Length of cotton fibre varies from 16mm to 52 mm depending upon the type of cotton. 1. Indian cotton- 16-25 mm 2. American cotton- 20-30 mm 3. Sea Island- 38-52 mm 4. Egyptian cotton- 30-38 mm Fineness of cotton fiber: Longer the fibre, finer the fibre in case of cotton fibre. It is expressed in term of decitex and it varies from 1.1 to2.3 decitex. 1. Indian= 2.2-2.3dtex 2. American= 2.1-2.2 dtex 3. Egyptian= 1.2-1.8 dtex 4. Sea Island= 1.0-1.1 dtex Fineness may be more in case of immature fibre. So it is necessary to express maturity with fineness. Strength and extension of cotton fiber: Cotton fibre is fairly among natural fibres in relation to tenacity which is 3-3.5g/dtex. Its tensile strength is between wool and silk fibre but disadvantage is low extension at break which is 5-7%. Elastic properties of cotton: Recovery from deformation of cotton fibre, yarn or fabric from applied load is very low. By applying heat it can’t be achieved. This property can be achieved by -1.Chemical treatment to improve crease recovery, but the problem is the materials become harsher due to chemical treatment 2. blending or mixing of cotton with elastic fibre, e.g. polyester, blend ratio depends on the end use of the fabric. The initial modulus is fairly high=0 5 g/dtex (wool=0.25 g/dtex) Cross-section: Cross-section of cotton fibre is some what ribbon like. The cell wall is rather thin and the lumen occupies about two-third of the entire breadth and shows up very prominent in polarized light. Fibre cross-section becomes round when mercerized. Appearance: Cotton fibre is fairly short, fine and creamy white color. Color of the fibre depends on soil of growth. By adding chemicals in the soil, color of the cotton fibre may be varied. Crimp: Cotton fibre is more or less twisted on its longitudinal axis which cab not be seen from out side is called convolution. The twist in the fibre does not to be continuous in one direction i.e. if at first right direction, then left direction. This property of cotton fibre helps in spinning. B. According to using process: Comfortable: Cotton fiber has large amorphous portion and this is why the air can be in and out through cotton fiber. So, the fabric made by cotton fiber is quite comfortable to use. Soft Hand: Cotton fiber is too much regular fiber and if properly ginned; this fibre can be the best soft hand feeling fibre amongst the others. Absorbent: Cotton fiber has high absorbency power and this is why this fiber can be died properly and without any harassment. Good Color Retention: If the printing is applied on cotton fiber, it seems it doesn’t spread the color outside the design. So printing efficiency is good on cotton fibre. Machine Washable & Dry Cleanable: It is seen that some fibers can’t be dried or washed due to it’s sensitivity and weak fastness properties but in case of Cotton fiber you will have large number of options to choose. You can easily wash the cotton made fabric by machines and even you will be able to dry this fiber by using electronic drier. Good Strength: If you want to seek an average strength which might be enough for you; then cotton fiber can be your ultimate choice. The strength of cotton fiber is quite good. Cotton Fibre Drapes Well: The drape-ability of cotton fibre is awesome. You can use the cotton fibre made fabric in any kind of wear which needs more flexibility and drapes. Sewing & Handling Is Easy: The sewing efficiency on Cotton made fabric is easier and comfortable than other fiber. This is why the demand of cotton made fabric is higher in all over the world. Uses of Cotton Fiber: Cotton fiber is a versatile fibre which has wide variety of uses. But the Cotton fibre is mostly used on the Apparel Industry to make the wearing cloth like Sweaters, Skirts, Shirts, Swimwear, Kids wear, Blouses, Pants, Hosiery and to make other type of dresses. Polyester Fiber A manufactured fiber in which the fiber forming substance is any long-chain synthetic polymer composed of at least 85% by weight of an ester of a substituted aromatic carboxylic acid, including but not restricted to substituted terephthalic units, p(-R-O-CO- C6H4-CO-O)x and parasubstituted hydroxy-benzoate units, p(-R-O-CO-C6H4-O-)x. Polyester Fiber Characteristics Strong Resistant to stretching and shrinking Resistant to most chemicals Quick drying Crisp and resilient when wet or dry Wrinkle resistant Mildew resistant Abrasion resistant Retains heat-set pleats and crease Physical Properties of Polyester: Like cotton or other fiber, polyester fiber consists of some important physical properties. Important physical properties of polyester are given below. 1. Tenacity: 5 – 7 gm/den 2. Elongation at break: 15 – 30% 3. Elastic modulus: 90 4. Elasticity: Good 5. Moisture Regain (MR%): 0.40% 6. Specific Gravity: 1.38 7. Melting point: 2500C 8. Volumetric Swelling: None 9. Ability to protest friction: Excellent 10. Color: White 11. Light reflection ability: Good 12. Lusture: Bright Chemical Properties of Polyester: Various types of chemical properties of polyester fiber are given below: 1. Acids: Good resistance to acids in cold condition. But polyester degrades by H2SO4 at high temperature. 2. Basic: Good resistance to basic in cold condition but Strong NaOH dissolves polyester in boiling. 3. Effect of bleaching: Polyester does not affected by bleaching process. 4. Organic solvent: Organic solvent does not affect on polyester fiber. 5. Protection ability against mildew: Good 6. Protection ability against insects: Good 7. Dyes: Polyester could be dye with disperse, azoic color and some pigments. 8. Solvents of polyester: Following are the solvents of polyester: o Chlorinated hydrocarbon. o F3COOH o Phenol (in hot condition) So, during processing of polyester, we have to consider the physical and chemical properties of polyester. Easily washed Polyester Fiber Properties - Tensile Properties Polyester fibers are available in 4 tenacity levels. Low pill fibres- usuall in 2.0 / 3.0 D for suiting enduse with tenacities of 3.0 to 3.5 gpd(grams per denier). These fibres are generally used on worsted system and 1.4D for knitting Medium Tenacity 4.8 to 5.0 gpd High Tenacity 6.0 to 6.4 gpd range and Super high tenacity 7.0 gpd and above Both medium and high tenacity fibres are used for apparel enduse. Currently most fibre producers offer only high tenacity fibres. Spinners prefer them since their use enables ring frames to run at high speeds, but then the dyeablity of these fibres is 20 to 25% poorer, also have lower yield on wet processing, have tendency to form pills and generally give harsher feel. The super high tenacity fibres are used essentially for spinning 100% polyester sewing threads and other industrial yarns. The higher tenacities are obtained by using higher draw ratios and higher annealer temperatures upto 225 to 230 degree C and a slight additional pull of 2% or so at the last zone in annealing. Elongation is inversely proportional to tenacity e.g --------- Tenacity-----Elongation at Break------T10 Values Low Pill----3.0-3.5--------45-55%--------------------1.0-1.5 Medium----4.8-5.0--------25-30%--------------------3.5-4.0 High--------6.0-6.4--------16-20%--------------------5.2-5.5 Super Hi----7.0 plus-------12-14%--------------------6.0 plus The T10 or tenacity @ 10% elongation is important in blend spinning and is directly related to blend yarn strength. While spinning 100% polyester yarns it has no significance. Tenacity at break is the deciding factor. Polyester Fiber Properties - Crimp PropertiesCrimps are introducd to give cohesion to the fibre assembly and apart from crimps/cm. Crimp stability is more important criterion and this value should be above 80% to provide trouble free working. A simple check of crimp stability is crimps/inch in finisher drawing sliver. This value should be around 10 to 11, if lower, the fibre will give high fly leading to lappings and higher breaks at winding. Spin finish also gives cohesion, but cohesion due to crimp is far superior to the one obtained by finish.To give a concrete example, one fibre producer was having a serious problem of fly with mill dyed trilobal fibre. Trilobal fibre is difficult to crimp as such, so it was with great difficulty that the plant could put in crimps per inch of 10 to 11. Dyeing at 130 degrees C in HTHP dying machine reduced the cpi to 6 to 8. Mills oversprayed upto 0.8% did not help. Card loading took place yet fly was uncontrolled, ultimately the fibre producer added a steam chest to take the two temperature to 100degrees plus before crimping and then could put in normal cpcm and good crimp stability. Then the dyed fibre ran well with normal 0.15 to 0.18 % added spin finish. Polyester Fiber Uses Apparel: Every form of clothing Home Furnishings: Carpets, curtains, draperies, sheets and pillow cases, wall coverings, and upholstery Other Uses: hoses, power belting, ropes and nets, thread, tire cord, auto upholstery, sails, floppy disk liners, and fiberfill for various products including pillows and furniture FIBER TESTING INSTRUMENT High Volume Instrument (HVI): The testing of fibres was always of importance to the spinner. It is done by the HVI machine. High volume instrument systems are based on the fibre bundle strength testing, ie, many fibres are checked at the same time and their average values determined. Traditional testing using micronaire, pressley, stelometre, and fibro graph are designed to determine average value for a large number of fibres, the so called fibre bundle tests. In HVI, the bundle testing method is automated. Here, the time for testing is less and so the number of samples that could be processed is increased, quite considerably. The influence of operator is reduced. Uster HVI 1000 The HVI testing is attractive due to the classing of cotton and the laying down of a mix in the spinning mill. This HVI testing is suitable for the extensive quality control of all the bales processed in a spinning mill. The mill is in a position to determine its own quality level within a certain operating range. The time for testing per sample is 0.3 minutes. It is best applied to instituting optimum condition for raw material. About 180 samples per hour can be tested and that too with only 2 operators. Manufacturers of HVI : In total, there are five companies manufacturing rapid instrument testing machines in the world, 1. 2. 3. 4. 5. Uster Technologies, Inc., Premier Evolvics Pvt. Ltd., Lintronics (China, Mainland) Changing Technologies (China, Mainland) Statex Engineering (India). High volume instrument (HVI) is the most common rapid instrument testing machine made by Uster Technologies, Inc. The only other company that has over 100 machines installed in the world, mostly in Asia, is Premier Evolvics Pvt. Ltd. based in India. It is estimated that close to 2,000 rapid instruments testing machines have already been stalled in the world, mostly from Uster Technologies, Inc. Not only do the machines from each company differ, but various models from each company also differ among themselves. The full fledge models of both the manufacturers are capable of measuring measure micronaire, length, length uniformity, strength, colour, trash, maturity, sugar content etc. Various HVI Models Available in Market in Present Date are: 1. USTER® HVI 1000 Available Options Barcode Reader (M700) UPS – Uninterrupted Power Supply device UV Module NEP Module 2. ART 2-high volume fiber tester premier Principle of HVI : High volume instrument systems are based on the fibre bundle testing, i.e., many fibres are checked at the same time and their average values determined. Traditional testing using micronaire, pressley, stelometre, and fibro graph are designed to determine average value for a large number of fibres, the so called fibre bundle tests. In HVI, the bundle testing method is automated. HVI Used in Bale Management System: This is based on the categorising of cotton bales according to their fibre quality characteristics. It includes the measurement of the fiber characteristics with reference to each individual bale, separation of bales into classes and lying down of balanced bale mixes based on these classes. The reason for undertaking this work lies in the fact that there is sometimes a considerable variation in the fibre characteristics from one bale to another, even within the same delivery. This variation will result in the yarn quality variation if the bales are mixed in an uncontrolled manner. The bale management software, normally embedded with an HVI, helps in selection of bales for a particular mix from the available stock. Once the data are received from HVI in the software, classification of bales in groups are done with user defined criteria. 1. Manual calculation errors and the tedious task of day to day manual planning of mix are avoided. 2. The storage of large number of data enables for tracking long period records or results thereby helping in clear analysis. 3. More cost effective mix can be made since cost factor is also included. It also helps in planning for further requirements or purchase. 4. Additional details such as party name, weighment details, and rejection details can be printed along with the test results which will be useful for the mill personnel for better analysis. 5. Separate range criteria shall be selected for basic samples , lot samples and mixing 6. Flexible intervals in grouping of bales with reference to the selected category. 7. Basic sample results and results checked after lot arrival shall be compared graphically or numerically for easy decision making of approval or rejection. Information: The instruments are calibrated to read in staple length. Length measurements obtained from the instrument are considerably more repeatable than the staple length determination by the classer. In one experiment the instrument repeated the same staple length determination 44% of the time while the classer repeated this determination only 29% of the time. Similarly, the instrument repeated to 1/32″ on 76% of the samples, while the classer agreed on 71% of the samples to within 1/31″. The precision of the HVI length measurement has been improved over the last few years. If we take the same bale of cotton used in the earlier example and repeatedly measure length with an HVI system, over two-thirds of measurements will be in a range of only about 1/32 nd of an inch: 95% of the individual readings will be within 1/32nd of an inch of the bale average. In the 77000 bales tested, the length readings were repeated within 0.02″ on 71% of the bales between laboratories. Length Uniformity : The HVI system gives an indication of the fibre length distribution in the bale by use of a length uniformity index. This uniformity index is obtained by dividing the mean fibre length by the upper-half-mean length and expressing the ratio as a percent. A reading of 80% is considered average length uniformity. Higher numbers mean better length uniformity and lower numbers poorer length uniformity. Cotton with a length uniformity index of 83 and above is considered to have good length uniformity, a length uniformity index below 78 is considered to show poor length uniformity. Short Fiber Index: The measure of short-fibre content (SFC) in Motion Control’s HVI systems is based on the fibre length distribution throughout the test specimen. It is not the staple length that is so important but the short fibre content which is important. It is better to prefer a lower commercial staple, but with much lower short-fibre content. The following data were taken on yarns produced under identical conditions and whose cotton fibres were identical in all properties except for short-fibre content. The effects on ends down and several aspects of yarn quality are shown below: LOT -A, (8.6% SFC) Ends down / 1000 hrs 7.9 108.1 Skein strength (lb) Single end strength g/tex 15 106 apperance index 16 Evenness (CV%) 15 Thin places 229 Thick places 312 Minor Defects LOT-B (11.6% SFC) 12.8 97.4 14.5 89 17.3 36 364 389 These results show that an increase of short-fibre content in cotton is detrimental to process efficiency and product quality. HVI systems measure length parameters of cotton samples by the fibrogram technique. The following assumptions describe the fibrogram sampling process: The fibrogram sample is taken from some population of fibers. The probability of sampling a particular fibre is proportional to its length A sampled fibre will be held at a random point along its length A sampled fibre will project two ends away from the holding point, such that all of the ends will be parallel and aligned at the holding point. All fibers have the same uniform density The High Volume Instruments also provide empirical equations of short fibre content based on the results of cotton produced in the United States in a particular year. Short Fibre Index = 122.56 – (12.87 x UHM) – (1.22 x UI) Where UHM – Upper Half Mean Length (inches) UI – Uniformity Index Short Fibre Index = 90.34 – (37.47 x SL2) – (0.90 x UR) Where SL2 – 2.5% Span length (inches) UR – Uniformity Ratio In typical fibrogram curve, the horizontal axis represents the lengths of the ends of sampled fibres. The vertical axis represents the percent of fibre ends in the fibrogram having that length or greater. 1. Strength and Elongation: Principle of Measurement: HVI uses the “Constant rate of elongation” principle while testing the fibre sample. The available conventional methods of strength measurement are slow and are not compatible to be used with the HVI. The main hindering factor is the measurement of weight of the test specimen, which is necessary to estimate the tenacity of the sample. Expression of the breaking strength in terms of tenacity is important to make easy comparison between specimens of varying fineness. Method : The strength measurement made by the HVI systems is unlike the traditional laboratory measurements of Pressley and Stelometer in several important ways. First of all the test specimens are prepared in a very different manner. In the laboratory method the fibres are selected, combed and carefully prepared to align them in the jaw clamps. Each and every fibre spans the entire distance across the jaw surfaces and the space between the jaws. Strength is measured physically by clamping a fibre bundle between 2 pairs of clamps at known distance. The second pair of clamps pulls away from the first pair at a constant speed until the fibre bundle breaks. The distance it travels, extending the fibre bundle before breakage, is reported as elongation. In the HVI instruments the fibres are randomly selected and automatically prepared for testing. They are combed to remove loose fibres and to straighten the clamped fibres, also brushed to remove crimp before testing. The mechanization of the specimen preparation techniques has resulted in a “tapered” specimen where fibre ends are found in the jaw clamp surfaces as well as in the space between the jaws. A second important difference between traditional laboratory strength measurements and HVI strength measurements is that in the laboratory measurements the mass of the broken fibres is determined by weighing the test specimen. In the HVI systems the mass is determined by the less direct methods of light absorption and resistance to air flow. The HVI strength mass measurement is further complicated by having to measure the mass at the exact point of breaks on the tapered specimen. A third significant difference between laboratory and HVI strength measurements is the rate or speed at which the fibres are broken. The HVI systems break the fibres about 10 times faster than the laboratory methods. Information: Generally HVI grams per Tex readings are 1 to 2 units (3 to 5%) higher in numerical value. In some individual cases that seem to be related to variety, the differences can be as much as 6 to 8% higher. This has not caused a great deal of problems in the US, perhaps because a precedent was set many years ago when we began adjusting our Stelometer strength values about 27% to put them on Presley level. Relative to the other HVI measurements, the strength measurement is less precise. Going back to our single bale of cotton and doing repeated measurements on the bale we shall find that 68% of the readings will be within 1 g/Tex of the bale average. So if the bale has an average strength of 25 g.tex, 68% of the individual readings will be between 24 and 26 g/Tex, and 95% between 23 and 27 g/Tex Because of this range in the readings within a single bale, almost all HVI users make either 2 or 4 tests per bale and average the readings. When the average readings are repeated within a laboratory, the averages are repeated to within one strength unit about 80% of the time. However, when comparisons are made between laboratories the agreement on individual bales to within plus or minus 1 g/tex decreases to 55%. This decrease in strength agreement between laboratories is probably related to the difficulty of holding a constant relative humidity in the test labs. Test data indicate that 1% shift in relative humidity will shift the strength level about 1%. For example, if the relative humidity in the laboratory changes 3% (from 63 to 66%), the strength would change about 1 g/tex (from 24 to 25 g/Tex) 2. Fiber Fineness: Principle of Measurement: Fibre fineness is normally expressed as a micronaire value (microgram per inch). It is measured by relating airflow resistance to the specific surface of fibres and maturity ration is calculated using a sophisticated algorithm based on several HVI™ measurements. Method: The micronaire reading given by the HVI systems is the same as has been used in the commercial marketing of cotton for almost 25 years. The repeatability of the data and the operator ease of performing the test have been improved slightly in the HVI micronaire measurement over the original instruments by elimination of the requirement of exactly weighing the test specimen. The micronaire instruments available today use microcomputers to adjust the reading for a range of test specimen sizes. Information: The micronaire reading is considered both precise and referable. For example, if we have a bale of cotton that has an average micronaire of 4.2 and repeatedly test samples from that bale, over two-thirds of that micronaire readings will be between 4.1 and 4.3 and 95 %of the readings between and 4.0 and 4.4. Thus, with only one or two tests per bale we can get a very precise measure of the average micronaire of the bale. This reading is also very repeatable from laboratory to laboratory. In USDA approx. 77000 bales were tested per day in each laboratory, micronaire measurements made in different laboratories agreed with each other within 0.1 micronaire units on 77% of the bales. The reading is influenced by both fibre maturity and fibre fineness. For a given growing area, the cotton variety generally sets the fibre fineness, and the environmental factors control or influence the fibre maturity. Thus, within a growing area the micronaire value is usually highly related to the maturity value. However, on an international scale, it cannot be known from the micronaire readings alone if cottons with different micronaire are of different fineness or if they have different maturity levels. 3. Moisture: Principle of Measurement: Moisture content of the cotton sample at the time of testing, using conductive moisture probe and the main principle involved in the measurement is based on the measurement of the dielectric constant of a material. 4. Color: Principle of Measurement : Rd (Whiteness), +b (Yellowness), Colour Grade .Measured optically by different colour filters, converted to USDA Upland or Pima Colour Grades or regional customized colour chart. Other Information: The measurement of cotton colour predates the measurement of micronaire, but because colour has always been an important component of classer’s grade it has not received attention as an independent fibre property. However the measurement of colour was incorporated into the very early HVI systems as one of the primary fibre properties. Determination of cotton colour requires the measurement of two properties, the grayness and yellowness of the fibres. The grayness is a measure of the amount of light reflected from the mass of the fibre. We call this the reflectance or Rd value. The yellowness is measured on what we call Hunter’s +b scale after the man who developed it. The other scales that describe colour space (blue, red, green) are not measured becasue they are considered relatively constant for cotton. Returning once again to the measurements on our single bale, we see that repeated measurements of colour are in good agreement. For greyness or reflectance readings, 68% of the readings will be within 0.5 Rd units of the bale average, and 95% within one Rd unit for the average. As for yellowness, over two-thirds of these readings will be within one-fourth of one +b unit of the average, and 95% within one-half of one +b unit. The greyness (Rd) and yellowness (+b) measurements are related to grade through a colour chart which was developed by a USDA researcher. The USDA test of 77000 bales showed the colour readings to be the most repeatable of all data between laboratories; 87% of the bales repeated within one greyness(Rd) unit, and 85% repeated within one-half of one yellowness(+b) unit. 5. Trash Content: Principle of Measurement: Particle Count, % Surface Area Covered by Trash, Trash Code .Measured optically by utilizing a digital camera, and converted to USDA trash grades or customized regional trash standards. Other Information: The HVI systems measure trash or non-lint content by use of video camera to determine the amount of surface area of the sample that is covered with dark spots. As the camera scans the surface of the sample, the video output drops when a dark spot (presumed to be trash) is encountered. The video signal is processed by a microcomputer to determine the number of dark spots encountered (COUNT) and the per cent of the surface area covered by the dark spots (AREA). The area and count data are used in an equation to predict the amount of visible non-lint content as measured on the Shirley Analyser. The HVI trash data output is a two-digit number which gives the predicted non-lint content for that bale. For example, a trash reading of 28 would mean that the predicted Shirley Analyser visible non-lint content of that bale would be 2.8%. While the video trash instruments have been around for several years, but the data suggest that the prediction of non-lint content is accurate to about 0.75% non-lint, and that the measurements are repeatable 95% of the time to within 1% non-lint content. 6. Maturity and Stickiness: Principle of Measurement: Calculated using a sophisticated algorithm based on several HVI™ measurements. Other Information: Near infrared analysis provides a fast, safe and easy means to measure cotton maturity, fineness and sugar content at HVI speed without the need for time consuming sample preparation or fiber blending. This technology is based on the near infrared reflectance spectroscopy principle in the wavelength range of 750 to 2500 nanometres. Differences of maturity in cotton fibres are recognized through distinctly different NIR absorbance spectra. NIR technology also allows for the measurement of sugar content by separating the absorbance characteristics of various sugars from the absorbance of cotton material. Cotton maturity is the best indicator of potential dyeing problems in cotton products. Immature fibres do not absorb dye as well as mature fibres. This results in a variety of dye- related appearance problems such as barre, reduced colour yield, and white specks. Barre is an unwanted striped appearance in fabric, and is often a result of using yarns containing fibres of different maturity levels. For dyed yarn, colour yield is diminished when immature fibres are used. White specks are small spots in the yarn or fabric which do not dye at all. These specks are usually attributed to neps (tangled clusters of very immature fibres) NIR maturity and dye uptake in cotton yarns have been shown to correlate highly with maturity as measured by NIR. A correlation of R=0.96 was obtained for a set of 15 cottons. In a joint study by ITT and a European research organization, 45 cottons from four continents were tested for maturity using the NIR method and the SHIRLEY Development Fineness/ Maturity tester (FMT). For these samples, NIR and FMT maturity correlated very highly (R=0.94). On 15 cottons from different growth areas of the USA, NIR maturity was found to correlate with r2 = 0.9 through a method developed by the United States Department of Agriculture (USDA). In this method, fibres are cross-sectioned and microscopically evaluated. Sugar Content is a valid indicator of potential processing problems. Near infrared analysis, because of its adaptability to HVI, allows for screening of bales prior to use. The information serves to selected bales to avoid preparation of cotton mixes of bales with excessive sugar content. Cotton stickiness consists of two major causes- honeydew form white flies and aphids and high level of natural plant sugars. Both are periodic problems which cause efficiency losses in yarn manufacturing. The problems with the randomly distributed honeydew contamination often results in costly production interruptions and requires immediate action often as severe as discontinuing the use of contaminated cottons. Natural plant sugars are more evenly distributed and cause problems of residue build-up, lint accumulation and roll laps. Quality problems created by plant sugar stickiness are often more critical in the spinning process than the honeydew stickiness. Lint residues which accumulate on machine parts in various processes will break loose and become part of the fibre mass resulting in yarn imperfections. An effective way to control cotton stickiness in processing is to blend sticky and non-stick cottons. Knowing the sugar content of each bale of cotton used in each mix minimizes day-to-day variations in processing efficiency and products more consistent yarn quality. Screening the bale inventory for sugar content prior to processing will allow the selection of mixes with good processing characteristics while also utilizing the entire bale inventory. The relationship between percent sugar content by NIR analysis and the Perkins method shows an excellent correlation of r2=0.95. The amount of reducing material on cotton fibre in the Perkins method is determined by comparing the reducing ability of the water extract of the fibre to that of a standard reducing substance. Using the NIR method, the amount of reducing sugar in cotton is measured. Merits of HVI Testing: 1. The results are practically independent of the operator. 2. The results are based on large volume samples, and are therefore more significant. 3. The time for testing per sample is 0.3 minutes. The respective fibre data are immediately available. 4. About 180 samples per hour can be tested and that too with only 2 operators. 5. The data are clearly arranged in summarised reports. 6. They make possible the best utilisation of raw material data. 7. It is best applied to instituting optimum condition for raw material. 8. Problems as a result of fibre material can be predicted, and corrective measures instituted before such problems can occur. 9. The classing of cotton and the laying down of a mix in the spinning mill. This HVI testing is suitable for the extensive quality control of all the bales processed in a spinning mill. 10. The mill is in a position to determine its own quality level within a certain operating range. Standardized Process for HVI Testing: Pre-season precision and Accuracy Tests for all HVIs: All offices are required to select known-value cotton samples and perform stringent and consistent performance evaluations, before machines can be placed into production. Instrument Calibration: Strict calibration procedures used by all offices and Quality Assurance Branch Known-value cottons and tiles used for calibration, Periodic calibration checks, Data is collected, analysed and corrective actions taken when necessary Quality Assurance Branch, Check lot Program: Approximately 1% of entire crop is selected from each field office for retest in “QA” as Check lots. Check lot data is returned to classing offices quickly for review. Check lot system assists in monitoring office performance and ensuring proper testing levels. Laboratory Atmospheric Conditions: Testing laboratories are required to maintain conditions of 70°±1° F and 65%±2% RH. All cotton must stabilize at moisture content level of 6.75%-8.25% prior to HVI testing. WIRA fineness tester. Introduction: The fineness is a very important property of a fiber. However, the fineness of fiber cannotbe measure by general scale of measurement. The task of measurement may found bymicroscope. However, this lengthy process is not suitable for industrial uses. So special indexshould use for the purpose of fineness measurement. The weight of a fiber per unit length i.e.,linear density is widely used. Again the micronair value of a fiber is also denotes the fineness of that fibre. The micronair value defined as the weight of fibre in microgram pre unit of length ininch.Micronair value (MIC) =inchin Lengthmicrograminweight Object: In the WIRA fineness tester, fineness of a sample can be measure easily by taking adefinite amount of cotton sample and the MIC value directly found from the scale. Instrument: 1.WIRA fineness meter 2. Electric Balance Apparatus: 1. Cotton chamber.2. Adjustment.3. On-Off switch.4. Flore scale.5. Fibro MIC. Sample :Cotton Sample supplied by the lab authority. Working Procedure:To measure a 3.25 gm sample of cotton from the sample given.To open the measured cotton sample by hand.To sink the sample in the WIRA fineness meter hole completely.To turn the power switches on of the meter on.To rise the water level up to the mark by rotating the volume key.Now let it go down and observed the MIC value in the scale. Figure: Fibro MIC Fiber Fineness Testing Machine. Data :Experimental data which we were found in laboratory are given below; Observation no Weight of the cotton fiber in gm 1 3.24 2 3.24 3 3.24 4 3.24 5 3.24 Calculation:Not necessary Fiber fineness MIC value 4.6 4.0 4.4 4.2 4.3 Average MIC value 4.3 Result: Here in this experiment, we got the average MIC value of the cotton fiber is 4.3. Precaution: In this experiment, we were trying to get accurate MIC value for the cotton fiber butsome happening fault we got 98% accurate value.For this experiment, relative humidity and room temperature is so important. Their increase anddecrease can carry the MIC value.We are used all of our instrument and apparatus very carefully. It is very hard to free the dirtfrom the cotton but we try our best and it is done very carefully because if the cotton fiber werenot free from the dirt, will not find the accurate weight which can vary the MIC value. Remark: The WIRA fineness meter is a direct reading meter. Therefore, calculation is not required. Again, the MIC value of this sample is average by the result of a number of student’s experiments. Therefore, the final value of MIC is satisfactory. Baer’s Comb Sorter Diagram Fibre Length: The "length" of cotton fibres is a property of commercial value as the price is generally based on this character. To some extent it is true, as other factors being equal, longer cottons give better spinning performance than shorter ones. But the length of a cotton is an indefinite quantity, as the fibres, even in a small random bunch of a cotton, vary enormously in length. Following are the various measures of length in use in different countries Mean length: It is the estimated quantity which theoretically signifies the arithmetic mean of the length of all the fibres present in a small but representative sample of the cotton. This quantity can be an average according to either number or weight. Upper quartile length:It is that value of length for which 75% of all the observed values are lower, and 25% higher. Effective length:It is difficult to give a clear scientific definition. It may be defined as the upper quartile of a numerical length distribution eliminated by an arbitrary construction. The fibres eliminated are shorter than half the effective length. Modal length:It is the most frequently occurring length of the fibres in the sample and it is related to mean and median for skew distributions, as exhibited by fibre length, in the follwing way. (Mode-Mean) = 3(Median-Mean) where, Median is the particular value of length above and below which exactly 50% of the fibres lie. 2.5% Span length: