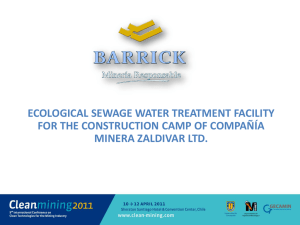
Imhoff Tank
advertisement

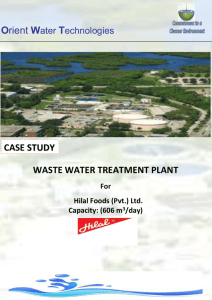
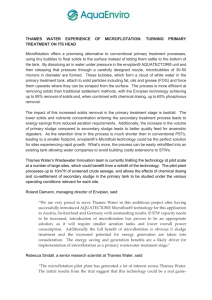
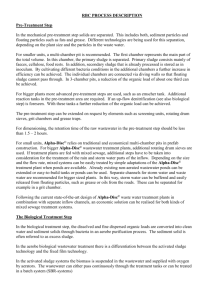
Imhoff Tank The Imhoff tank was developed to correct the two main defects of the septic tank. 1. It prevents the solids once removed from the sewage from again being mixed with it, but still provides for the decomposition of these solids in the same unit 2. It provides an effluent amenable to further treatment. Contact between the waste stream and the anaerobic digesting sludge is practically eliminated and the holding period in primary settling compartment at the tank is reduced. The Imhoff tank may be either circular or rectangular and is divided into three compartments: 1. the upper section or sedimentation compartment 2. the lower section known as the digestion compartment and 3. the gas vent and scum section It is desirable to be able to reverse the direction of flow to prevent excessive deposition of solids at one end of the sedimentation compartment. Periodically reversing the flow will result in an even accumulation of sludge across the bottom of the tank. In operation, all of the wastewater flows through the upper compartment. Solids settle to the bottom of this sloped compartment, slide down and pass through an opening or slot to the digestion compartment. One of the bottom slopes extends at least six inches beyond the slot. This forms a trap to prevent gas or digesting sludge particles in the lower section from entering the waste stream in the upper section. The gas and any rising sludge particles are diverted to the gas vent and scum section. Imhoff Tank Operation There are no mechanical parts in an Imhoff tank. Attention should, however, be given to the following: a. Daily removal of grease, scum and floating solids from the sedimentation compartment. 1 b. Weekly scraping of the sides and sloping bottoms of the sedimentation compartment by a rubber squeegee to remove adhering solids which may decompose. c. Weekly cleaning the slot at the bottom of the sedimentation compartment. This can be done by use of a chain drag. d. Periodic reversal of flow where provided for in the design of the tank. e. Control of the scum in the scum chamber, by breaking it up, hosing with water under pressure, keeping it wet with supernatant from the digestion compartment and removal if the depth approaches two to three feet. f. Removal of sludge should be done before the sludge depth approaches within 18 inches of the slot in the sedimentation compartment. It is better to remove small amounts frequently than large amounts at long intervals. Sludge should be removed at a slow regular rate to avoid coning (i.e. the formation of a channel through the sludge) which would permit partially digested sludge and liquid held in storage above the digested sludge to be withdrawn from the tank. Before winter temperatures are expected, most of the digested sludge except that necessary for seeding (about 20 percent) should be removed to provide space for winter accumulations when digestion is very slow. The height of the sludge in the sludge compartment should be determined at inlet and outlet end of the tank at least once a month. g. After each time that sludge is removed, the sludge pipes should be flushed and drained to prevent sludge from hardening in and clogging the pipes. h. Prevention of "Foaming". Every effort should be made to prevent "foaming" because correction after the condition arises is sometimes difficult. "Foaming" is usually associated with an acid condition of the sludge and in such cases may be prevented or corrected by treatment with lime or sodium bicarbonate to counteract the acidity of the sludge. There are a few simple measures which may, under certain circumstances, remedy or improve the condition. 1. The use of hydrated lime or sodium bicarbonate added to the gas vents will usually aid in correction. The pH value of the resulting sludge and lime mixture in the digestion compartment should not exceed 7.6. 2. Removing the tank from service where possible for a few days and allowing it to rest will sometimes improve conditions. 3. Agitation of the gas vent area with a water hose or paddles will sometimes help. The Imhoff tank has no mechanical parts and is relatively easy and economical to operate. It provides sedimentation and sludge digestion in one unit and should produce a satisfactory primary effluent with a suspended solids removal of 40 to 60 percent and a BOD reduction of 15 to 35 percent. The two-story design requires a deep over-all tank. Primary tanks with separate digesters have largely replaced the Imhoff tank for large municipal installations. The Imhoff tanks is best suited to small municipalities and large institutions where the tributary population is 5,000 or less, and a greater degree of treatment is not needed. 2 1. Imhoff tank From Wikipedia, the free encyclopedia Jump to: navigation, search Imhoff tank The Imhoff tank, named for German engineer Karl Imhoff (1876–1965), is a chamber suitable for the reception and processing of sewage. It may be used for the clarification of sewage by simple settling and sedimentation, along with anaerobic digestion of the extracted sludge. It consists of an upper chamber in which sedimentation takes place, from which collected solids slide down inclined bottom slopes to an entrance into a lower chamber in which the sludge is collected and digested. The two chambers are otherwise unconnected, with sewage flowing only through the upper sedimentation chamber and no flow of sewage in the lower digestion chamber. The lower chamber requires separate biogas vents and pipes for the removal of digested sludge, typically after 6-9 months of digestion. The Imhoff tank is in effect a two-story septic tank and retains the septic tank's simplicity while eliminating many of its drawbacks, which largely result from the mixing of fresh sewage and septic sludge in the same chamber. Imhoff tanks are being superseded in sewage treatment by plain sedimentation tanks using mechanical methods for continuously collecting the sludge, which is moved to separate digestion tanks. This arrangement permits both improved sedimentation results and better temperature control in the digestion process, leading to a more rapid and complete digestion of the sludge. A test for settleable solids in water, wastewater and stormwater uses an Imhoff cone, with or without stopcock. The volume of solids is measured after a specified time period at the bottom of a one-liter cone using graduated markings. [1] Primary Treatment Primary treatment is designed to remove organic and inorganic solids by the physical processes of sedimentation and flotation. Primary treatment devices reduce the velocity and disperse the 3 flow of wastewater. In primary treatment the velocity of flow is reduced to 1 to 2 feet per minute to maintain a quiescent condition so that the material denser than water will settle out and material less dense than water will float to the surface. Approximately 40 to 60 percent of the suspended solids are removed from the waste stream (25 - 35% BOD reduction). The solids that remain in suspension as well as dissolved solids will usually be biochemically treated in subsequent processes for physical separation and removal in the final (secondary) settling tanks. The size and number of primary tanks is dependent on the estimated wastewater flow and the design detention time. Generally, a detention time of 2 to 3 hours will provide a sufficient time period for most particles to settle out. Further, the settling rate of a particle depends on the strength and freshness of the wastewater being treated, the weight of the solid compared to the specific gravity of water, the size and shape of the solid and the temperature of the water. Water is more dense at lower temperatures; therefore, the required settling time increases. As the temperatures of the water increases, the required settling time decreases. Equal distribution of flow throughout the tank is critical. The greater the velocity in one area, the less the actual detention time. Solids not having sufficient time to settle out will be discharged in the effluent. Principle primary treatment devices are referred to as sedimentation tanks, primary tanks, primary clarifiers or primary settling tanks, some of which have the further function of providing an additional compartment for the decomposition of settled organic solids which is known as sludge digestion. There are several types of primary tanks in use. Septic Tanks The septic tank was one of the earliest treatment devices developed. Currently, septic tanks provide wastewater treatment for small populations, such as individual residences, small institutions, schools, etc. They are designed to hold wastewater at low velocity, under anaerobic conditions for minimum detention time of 36 hours. During this period, a high removal of settleable solids is achieved. These solids decompose in the bottom of the tank with the formation of gas which, entrained in the solids, causes them to rise through the wastewater to the surface and lie as a scum layer until the gas has escaped, after which the solids settle again. This continual flotation and resettling of solids carries some of them in a current toward the outlet to be discharged with the effluent. The final effluent disposal occurs by subsurface methods. The effectiveness of this method is dependent on the leaching ability of the soil. These primary type units require a minimum of attention which involves an annual inspection and the periodic (3 - 5 years) removal of sludge and scum accumulations. Imhoff Tank The Imhoff tank was developed to correct the two main defects of the septic tank. 1. It prevents the solids once removed from the sewage from again being mixed with it, but still provides for the decomposition of these solids in the same unit 2. It provides an effluent amenable to further treatment. 4 Contact between the waste stream and the anaerobic digesting sludge is practically eliminated and the holding period in primary settling compartment at the tank is reduced. The Imhoff tank may be either circular or rectangular and is divided into three compartments: 1. the upper section or sedimentation compartment 2. the lower section known as the digestion compartment and 3. the gas vent and scum section It is desirable to be able to reverse the direction of flow to prevent excessive deposition of solids at one end of the sedimentation compartment. Periodically reversing the flow will result in an even accumulation of sludge across the bottom of the tank. In operation, all of the wastewater flows through the upper compartment. Solids settle to the bottom of this sloped compartment, slide down and pass through an opening or slot to the digestion compartment. One of the bottom slopes extends at least six inches beyond the slot. This forms a trap to prevent gas or digesting sludge particles in the lower section from entering the waste stream in the upper section. The gas and any rising sludge particles are diverted to the gas vent and scum section. Imhoff Tank Operation There are no mechanical parts in an Imhoff tank. Attention should, however, be given to the following: a. Daily removal of grease, scum and floating solids from the sedimentation compartment. b. Weekly scraping of the sides and sloping bottoms of the sedimentation compartment by a rubber squeegee to remove adhering solids which may decompose. c. Weekly cleaning the slot at the bottom of the sedimentation compartment. This can be done by use of a chain drag. d. Periodic reversal of flow where provided for in the design of the tank. e. Control of the scum in the scum chamber, by breaking it up, hosing with water under pressure, keeping it wet with supernatant from the digestion compartment and removal if the depth approaches two to three feet. 5 f. Removal of sludge should be done before the sludge depth approaches within 18 inches of the slot in the sedimentation compartment. It is better to remove small amounts frequently than large amounts at long intervals. Sludge should be removed at a slow regular rate to avoid coning (i.e. the formation of a channel through the sludge) which would permit partially digested sludge and liquid held in storage above the digested sludge to be withdrawn from the tank. Before winter temperatures are expected, most of the digested sludge except that necessary for seeding (about 20 percent) should be removed to provide space for winter accumulations when digestion is very slow. The height of the sludge in the sludge compartment should be determined at inlet and outlet end of the tank at least once a month. g. After each time that sludge is removed, the sludge pipes should be flushed and drained to prevent sludge from hardening in and clogging the pipes. h. Prevention of "Foaming". Every effort should be made to prevent "foaming" because correction after the condition arises is sometimes difficult. "Foaming" is usually associated with an acid condition of the sludge and in such cases may be prevented or corrected by treatment with lime or sodium bicarbonate to counteract the acidity of the sludge. There are a few simple measures which may, under certain circumstances, remedy or improve the condition. 1. The use of hydrated lime or sodium bicarbonate added to the gas vents will usually aid in correction. The pH value of the resulting sludge and lime mixture in the digestion compartment should not exceed 7.6. 2. Removing the tank from service where possible for a few days and allowing it to rest will sometimes improve conditions. 3. Agitation of the gas vent area with a water hose or paddles will sometimes help. The Imhoff tank has no mechanical parts and is relatively easy and economical to operate. It provides sedimentation and sludge digestion in one unit and should produce a satisfactory primary effluent with a suspended solids removal of 40 to 60 percent and a BOD reduction of 15 to 35 percent. The two-story design requires a deep over-all tank. Primary tanks with separate digesters have largely replaced the Imhoff tank for large municipal installations. The Imhoff tanks is best suited to small municipalities and large institutions where the tributary population is 5,000 or less, and a greater degree of treatment is not needed. Mechanically-Cleaned Plain Sedimentation Tanks Photo Credit: Virginia Department of Health These tanks may be rectangular, circular or square, but all operate on the same principle of collecting the settled solids by slow-moving scrapers to the point of removal. 6 In the rectangular tanks the wastewater enters at one end and flows horizontally to the other end. The scrapers (flights) are attached by their ends to two parallel chains which pass over sprockets. The flights move slowly along the tank floor, pushing the settled solids to a sludge hopper at the end of the tank. At the same time, the partially submerged flights, in their return path, push the floating solids, grease and oils (scum) to a trough at the end of tank. In the centerfeed circular tanks the wastewater enters at the center and flows radially and generally horizontally to the periphery. The circular tanks have scraper arms attached to a central motor-driven shaft. The bottom of the tanks are sloped toward the center and the scrapers move the settled solids to a sludge hopper at the center. Skimmer arms, if present, are attached tot he central shaft at the surface for the collection of floating solids, grease and oils (scum). In square tanks, the wastewater enters at the center and flows to the four sides. The scraper mechanism is similar to that in the circular tanks. The major difference is that the rigid arms of the scraper mechanism are equipped with pivoted corner blades which reach out into the four corners of the tank and move the solids in these areas to the path of the circular mechanism. Operation Collection and removal of sludge from the sedimentation tank, as well as correct maintenance procedures, are important factors in successful plant operation. The mechanical collection equipment can be run intermittently but is most often run on a continual basis. This prevents the excess accumulation of solids on the tank bottom and reduces the load on the collector mechanisms and thereby helps to prevent equipment damage. Solids left in the tank bottom too long will gasify and rise to the surface, therefore, sludge should be removed from the tank as often as necessary. This, in turn, is dependent on waste stream characteristics, volume of flow and sludge quality. The sludge removal schedule must be worked out for each plant by observations and tests, keeping in mind that the objective is to remove sludge at the proper rate, at the proper rate, at the proper concentration and with the proper quality for the receiving process unit. Concentrating the sludge reduces the volume of water being pumped and contributes to pumping efficiency. There are, however, pump design limitations to consider. Seasonal revision of this schedule will probably be necessary. In addition, scum and grease should be removed daily from the tank surface. 7 A conscientious operator is aware that mechanical equipment requires attention and maintenance. Inspection, cleaning, lubrication, sampling, testing and record keeping are important aspects of any maintenance program. Photo Credit: Virginia Department of Health The proper time schedules for preventive and corrective maintenance must be determined at each wastewater facility. The best rule is to follow the instruction manual provided by the equipment manufacturer. Physical Observations Physical observations at the water surface of each clarifier can provide the operator with valuable information regarding clarifier efficiency and related plant status. The observed data can dictate the required operational control necessary to achieve optimum unit efficiency and subsequent plant performance. These results should be confirmed through laboratory testing. Observations which should be made daily and the results recorded: 1. Floating solids accumulations should be noted, if present, whether existing as clumps or as a dispersed accumulation 2. The formation of gas bubbles 3. The absence or presence of odors 4. Distribution of flow to multiple tanks 5. Distribution of flow over weirs 6. Loss of solids in the effluent Other factors that should occasionally be checked are elevation and placement baffles. Laboratory Control Evaluation of primary treatment is dependent on laboratory analysis. The frequency of testing and the "range" of test results will vary from plant to plant. Waste stream characteristics, environmental conditions and in-plant operation will affect the test data at each facility. Laboratory tests commonly associated with primary tanks are shown below. 8 Parameter Type of Sample BOD Composite Suspended Solids Composite Settleable Solids Grab pH Grab Temperature Grab Location Influent Effluent Influent Effluent Influent Effluent Influent Effluent Influent Comparison of influent versus effluent test results provides information required to calculate and evaluate clarifier efficiency. Operational Problems If visual observations, confirmed by lab analysis indicate poor clarifier operation, then the problem source must be identified so that corrective and/or preventive action can be taken. Some common problems and discussed below. A. Floating Sludge Cause: Sludge decomposing in tank and floating to surface. Prevention and Cure: Remove sludge more completely or more frequently by one or more of the following methods. 1. Operate mechanical scrapers for longer periods or more often. 2. Replace broken or warped wooden flights; or adjust flights closer to the bottom. 3. Remove sludge from hoppers more completely by pumping or gravity withdrawal for longer periods or at slower rates. Where sludge clings to inclined surfaces, remove by scraping or jetting. B. Contents Black and Odorous Cause: Septic wastewater or strong digester recycled supernatant. Prevention and Cure For septic wastewater: 1. Correct flow obstructions in the collection system; 2. Modify, pretreat, reduce, or eliminate organic wastes, such as cannery, milk processing, brewery, tannery, and organic textiles wastes; 3. Pre-Chlorinate in the sewer system; or ahead of sedimentation tank to reduce decomposition of wastewater; this is particularly effective when time of travel in sewer is unusually long or wastewater temperatures are high, or when certain industrial wastes are present; 4. Preaerate wastes of types listed in No. 2 above; or 5. Improve flow of wastewater system to reduce accumulations of solids. 9 For strong recycled digester supernatant: 1. Correct or improve sludge digestion to produce improved quality supernatant; 2. Reduce rate of withdrawal of supernatant to sedimentation tank; 3. Select better quality supernatant from another zone or delay withdrawal until quality improves, if that is possible. 4. Until quality improves, discharge part or all of supernatant to other points such as lagoon, sludge drying bed, or aeration tank until quality improves. 5. Presettle the supernatant. C. Excessive Sedimentation in Inlet Channels Cause: Velocity too low for cross-sectional area of channel at existing flow rates. Prevention and Cure: 1. Reduce cross-sectional area. 2. Agitate with air, water, or other means to prevent deposits. D. Excessive Fouling of Surfaces and Weirs with Wastewater Solids or Growths Cause: Accumulation of wastewater solids and resultant plant growth. Prevention and Cure: 1. More frequent and thorough scrubbing of all surfaces in contact with wastewater. E. Intermittent Surging of Flow Cause: High intermittent pumping rates. Prevention and Cure: 1. Adjust controls for pump sequence, pump combinations, and automatic cut-in and cutoff water surface levels to maintain pumping rates close to rates of inflow. F. Broken Scraper Chains and Frequent Shear Pin Failure Cause: Excessive load on mechanical scraper. Prevention and Cure: 1. Periodically empty tank and examine all metal parts for defects and wear; 2. Replace defective and worn parts, particularly hinge pins, chain links, and wear shoes, and badly worn, broken, or warped scrapers (flights); 3. Install grit chamber or otherwise reduce entrance of grit to the primary tanks if grit accumulation is evident; or 4. Operate collector mechanism for longer period and/or pump sludge more often. G. Sludge Hard to Remove from Hopper Cause: 1. High content of grit, clay, or other heavy compacted material; or 2. Withdrawal lines too small. 10 Prevention and Cure: 1. Reduce grit content by installing or modifying grit chamber, or locate and correct sources of grit entering the wastewater system; 2. Loosen compacted material manually or by pressure jetting with air or water hose; 3. Back-flush clogged pipelines; 4. Pump sludge more frequently; or 5. Modify sludge piping Solids Accumulation 1. Following biological treatment (and), as an integral part of the secondary treatment process, is the secondary clarifier. The primary and secondary clarifier differ as to physical location and to the density of the solids handled, as well as in the quality of the tank effluent. Secondary solids are usually less dense and secondary effluents are normally of a higher quality than those of primary clarifiers. 2. In both the primary and secondary clarifiers, the sludge (settled solids) is scraped or drawn to a hopper or sump for removal, treatment and disposal. The sludge removal can occur separately and independently in each unit, or the sludge from the secondary clarifier can be pumped to the primary clarifier or to a separate thickener unit and mixed with the primary sludge. This combination of primary clarifier sludge and secondary clarifier sludge is collectively referred to as waste sludge and will usually undergo further treatment for ultimate disposal. Frequency of solids removal is dependent on sludge quality as well as the design of the related sludge wasting equipment devices. 3. The actual sludge removal and disposal system (for the various types of clarifiers) varies from plant to plant. In addition, the floatable solids must be skimmed and/or pumped to be disposed of separately or with the settled solids. Clarifier Efficiency 1. To calculate the efficiency of any treatment unit it is necessary to measure influent and effluent parameters. Frequently, the determination of unit efficiency is appraised in terms of BOD and suspended solids removal. 2. The operator should also be aware that recycled loadings from digesters, vacuum filters, etc. can impose severe organic and suspended solids loadings on primary clarifiers. The strength and volume of these recycled waste streams must be added to the influent wastewater loadings in order to properly calculate unit process efficiencies. Typical Clarifier Efficiencies 1. Listed below are some range values for primary clarifier efficiencies: 11 Biochemical Oxygen Demand Settleable Solids Suspended Solids Total Solids Removal Efficiency 25% - 35% 90% - 95% 40% - 60% 10% - 15% 2. Clarifier efficiencies vary depending on influent flow rate and wastewater characteristics as well as in-plant conditions. The most important structural elements effecting clarifier efficiency are inlet flow distribution and effluent weir placement. Although effluent weir configurations are often beyond the control of the operator, there are some minor alterations that can be made to improve the influent flow patterns so that the affect of short-circuiting is minimized. These remedial alterations would include the installation of target baffles or the installation or relocation of a major flow baffle. Weir Overflow Rate 1. Outlet weirs vary greatly in design. They provide for uniformed removal of clarifier effluent from the surface of the tank. Photo Credit: Virginia Department of Health 1. The term "weir overflow rate" is used to express the number of gallons of wastewater that flow over one linear foot of weir per day. 2. Most designers recommend 10,000 to 20,000 gallons per day per linear foot of weir. 3. Even more important than overflow rate is the proper location of the weir launders so that upflow velocities are minimized. Detention Time 1. This the time, expressed in hours, that wastewater is held in a tank based on wastewater flow and tank volume. (This assumes total displacement and uniform flow through the tank). Detention periods should be in the 2 - 3 hour range. 12 2. The "Actual" Detention Time in a clarifier is a better indicator of process capabilities, since it is a direct measure of the short-circuiting flow patterns in that unit. Experience has shown that the use of a fluorescein dye, introduced as an instantaneous slug at the influent to the unit and then measured in the unit effluent over a period of several hours, is the best measure of the actual detention time. Surface Settling Rate 1. This is expressed as gallons per square foot of tank area based on wastewater flow per day. The range value for primary tanks varies from 500 - 750 gpd/sq.ft. This is an important factor directly affecting the settleable solids and removal efficiency. Chemical Treatment Chemical treatment is included under primary treatment because it involves chemical and physical processes as distinct from the biological processes which are the basis of secondary treatment. Chemical addition has application: (1) in the treatment of industrial wastes which are sometimes difficult to decompose by biological means, (2) where discharge to receiving waters require a higher degree of treatment than primary units can achieve, but secondary treatment is not warranted; (3) after secondary treatment when a higher degree of treatment is demanded (often referred to as tertiary treatment). The exact point of chemical application is dependent on design considerations as well as permit requirements. We are concerned, here, with chemical treatment and its application to primary treatment. Chemical treatment involves the addition of one or more chemicals to wastewater to produce floc, which is an insoluble chemical compound that adsorbs colloidal matter, enmeshes nonsettleable suspended solids and settles more readily. The precipitating chemical also dissociates or ionizes in the wastewater and neutralizes the electric charges held by colloidal particles causing them to coagulate to form larger readily settleable solids. The chemicals most widely used are aluminum sulfate (alum), ferric chloride, lime and polymers. A chemical treatment plant usually has the following features: 1. 2. 3. 4. 5. 6. Preliminary Devices - screens, grit chambers, etc. Chemical Feeders Flash Mixing Units Flocculation Tanks Sedimentation Tanks such as have already been described Increased Facilities for the Treatment and Disposal of Sludge 13 Chemical Feeders A large variety of units to feed chemicals, either dry or in solution, in controlled amounts, are made by a number of manufacturers. Mixing Units The chemicals, when added to sewage, must be thoroughly and quickly mixed with it to provide complete and uniform reactions. This is accomplished by violent agitation for a short period of time either by mechanical or hydraulic methods. This agitation is carried on in special tanks, in sections of other tanks, or in the piping system. Such mixing devices are made by a number of manufacturers. Flocculators After the chemical is mixed with sewage it is gently agitated for 15 to 30 minutes to foster the coagulation of particles. If BOD reduction is desired, the agitation time may be increased to 45 minutes. The colloidal and suspended solids meet and adhere together in large flocculant masses which settle readily in the sedimentation tank. Different types of equipment to accomplish this purpose are made by a number of manufacturers and must be designed to operate at varying speeds as determined by the actual process characteristics. Sludge The volume of sludge obtained by chemical treatment is greater than with standard primary treatment, necessitating a comparable increase in the capacity of the sludge handling facilities and in the cost of sludge treatment and disposal. Efficiency Chemical treatment can effect a reduction up to 90 percent in suspended solids and up to 70 percent in the BOD. It is well adapted to intermittent operation and has value in sewage treatment to reduce pollution of streams during periods of low flow or to lessen pollution of bathing beaches and recreational waters during months when these facilities are in use. It is of value also for the treatment of sewage containing high concentrations of industrial wastes which will inhibit biological life and interfere with secondary treatment processes. Operational costs are high due to increase in operator's time, chemical usage and the quantities of sludge to be treated and disposed of. Lessons Index 14 For lessons 6 – 20, answer the Even number Discussion and Review questions in your textbooks, Wastewater Treatment Plant Operations Vols. I and II. Please note that there are no Discussion and Review questions for Chapter 19 but your assignment for this chapter is to write a Monthly Report. Refer to page 674 Vol. II, as a reference. When you have completed the assignment for each chapter, email, mail or fax them assignment to your instructor. Lesson 1: Wastewater Treatment Lesson 2: Activated Sludge Process & Food/Microorganism Ratio Lesson 3: Slime Growth Processes (Trickling Filter & RBC) Lesson 4: Aerobic and Anaerobic Digestion Lesson 5: Wastewater Treatment Ponds Lesson 6: Wastewater Lesson 7: Wastewater Treatment Methods and Disposal Lesson 8: Preliminary Treatment Lesson 9: Primary Treatment Lesson 10: Secondary Treatment Lesson 11: Disinfection of Wastewater Lesson 12: Solids Handling and Disposal Lesson 13: Advanced Wastewater Treatment Lesson 14: Sampling and Testing Procedures Lesson 15: Wastewater Lesson 16: Sludge from a Sewage Treatment Plant as a Feasible Source of Energy Lesson 17: Extended Aeration Activated Sludge Plant Lesson 18: Safety Protocols for Sewer Cameras *This information was obtained from the New York Water Operations 15