advantages of adding waste heat powered absorption chiller to the
advertisement

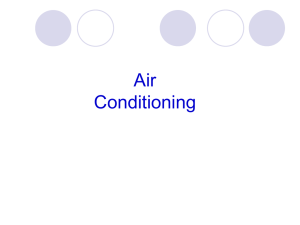
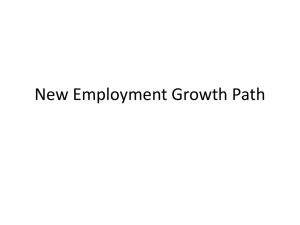
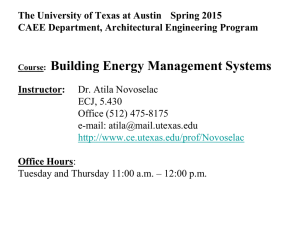
absorption chiller, heat recovery Fabian CYBICHOWSKI*, Tomasz MRÓZ* ADVANTAGES OF ADDING WASTE HEAT POWERED ABSORPTION CHILLER TO THE COOLING LOOP IN AN EXISTING INDUSTRIAL PLANT, A CASE STUDY This paper presents technical and economic aspects of adding absorption chiller to the existing industrial cooling system, so far based on compressor chillers. Flash steam from high pressure condensate was considered as a heat source for absorption unit. Two scenarios were analyzed, with single-stage and double-stage absorption units. Maximum capacity of the absorption loop and possible ways of introducing the produced cooling energy into the existing cooling system were determined. Existing prices of electricity, heat and cooling energy were calculated and used for further cost analysis. The proposed solutions were valuated basing on price of cooling energy produced in the absorption loop, calculated separately inside and outside the heating season (during the heating season the energy from secondary steam can be effectively recovered and used for heating purposes)using SPBT criterion. 1. INTRODUCTION Industry is responsible for almost 40% of worldwide energy use and it contributes almost 37% of global greenhouse gas emissions (both non energy and energy use of fossil fuels, also non-fossil fuel sources like cement and lime manufacture) [1]. The prognosis for the next decades [2] indicate the continuous growth in that sector of energy consumption, especially in countries with fast technological development. In the near future, energy efficiency is potentially the most important and costeffective means for mitigating greenhouse gas emissions [2]. Various industrial processes can be improved to reduce energy waste and recover energy, in many cases waste heat. Since many production processes incorporate both heating and cooling, it is often possible to recover some of the waste heat and use it in absorption chillers to provide cooling, hence reducing energy demand for that purpose and lowering overall energy intensity. __________ * Instytut Inżynierii Środowiska, Politechnika Poznańska, ul. Piotrowo 3a, 60-965 Poznań. This paper presents preliminary analysis of such scenario in an existing industrial plant, in which compressor chillers are currently used as the only cooling source. 2. EXISTING HEATING AND COOLING SYSTEMS The study was performed in the existing tire production plant, in which both highpressure steam and chilled water are used in the production process. High pressure steam (at 18 barg) is supplied from the nearby coal-fired CHP plant. In the production process steam is used mainly in heat exchangers, net condensate recovery from entire system is above 90%. Recovered condensate (after steam traps) has an average pressure of about 8 barg. Currently all condensate is depressurized in an open tank down to the pressure of 0.2 barg (fig. 1). During the heating season flash steam from the decompressing tank is utilized for heating purposes, for the rest of the year only small portion is used for heating domestic hot water. The majority of flash steam during that period is wasted (vented into the atmosphere). Fig. 1. High pressure condensate recovery system Rys. 1.Układ odzysku ciepła z wysokociśnieniowego kondensatu The main chilled water system supplying the production line is decentralized, based on compressor water-cooled chillers. Chilled water supply/return temperatures are 10/18°C respectively. The chillers are installed near the production line and operate in separate cooling loops, each supplying just one part of the production process – usually a single machine. Some of the loops have two chillers installed (switch-over backup). Cooling water for the condensers is prepared in a set of four evaporative cooling towers and distributed throughout the factory in an open loop. Cooling water supply temperature is stabilized at 22–24°C. The capacity of steam-condensate and cooling loops are listed in Table 1. From the initial review two conclusions were drawn: 1) relatively high temperature of chilled water and the amount of the waste heat from the flash steam enable the use of absorption chiller, 2) the overall system performance could be improved by centralized chilled water system. 3. PROPOSED SOLUTION The addition of single stage (p1 = 0,5 barg) or double stage (p1 = 4,0 barg) absorption chiller was considered, in both cases utilizing waste steam from the decompressing tank (fig. 2). The absorption unit was sized basing on the amount of waste steam available. In both cases the resulting capacity (Table 1) is slightly lower than the average cooling demands, guaranteeing operation under full load conditions. Fig. 2. Condensate recovery system with proposed absorption chiller Rys. 3. Układ odzysku ciepła z kondensatu z absorpcyjnym agregatem chłodniczym In addition to the absorption chiller new centralized cooling loop must be installed, connecting new absorption chiller, existing compressor chillers and all existing cooling loops. It will have additional advantages, assuring more energy efficient and reliable operation of the system even during periods when absorption chiller is not working (for example during the heating season). The existing cooling towers capacity is sufficient to remove heat output from the chiller and only marginal investment is required for that purpose (some piping). Table 1 Capacities of heating and cooling system 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 Variant 0, existing system Primary steam & condensate loop (18 barg) High pressure condensate recovery Flash steam flow (0,2 barg) Cooling demands (10/18°C, 10 separate loops) EER of compressor chillers Variant 1, Carrier TSA-16TJ-22 Flash steam flow (0,5 barg) Absorption chiller cooling capacity Output heat from the chiller EER Price per unit Variant 2, Carrier TSA-16NK-22 Flash steam flow (4,0 barg) Absorption chiller cooling capacity Output heat from the chiller EER Price per unit 14 000 12 600 1 700 720 4,5 kg/h kg/h kg/h kW - 1 560 660 1625 0,68 78 000 kg/h kW kW EUR 610 496 855 1,38 167 000 kg/h kW kW EUR 4. INPUT DATA AND CALCULATIONS The price for cooling energy was calculated for five separate cases: 0: existing technology, chilled water is produced in compressor water-cooled chillers, A1: variant 1 outside the heating season, A2: variant 1 during the heating season, B1: variant 2 outside the heating season, B2: variant 2 during the heating season. For each case electrical input for chillers, cooling towers and pumping was taken into considerations. The price for flash steam during the heating season equals the price of live steam, outside the heating season flash steam is treated as waste and it’s price is 0. Both input data and results are listed in Table 2. Since the cost of cooling during the heating season is higher for absorption chiller than for compressor chillers, simple payback time (SPBT) was calculated only for cases A1 and B1. In both cases SPBT calculation implements sensitivity analysis to the average cooling loads and length of the heating season, which in that particular case was hard to determine. Investment costs were estimated as a sum of the price of absorption chiller and additional 30% for the installation. The resulting graphs are presented on fig. 3. Table 1. Input data and calculated cooling energy cost Tabela 1. Dane wyjściowe oraz wyniki obliczeń kosztów chłodzenia Input data (purchased energy prices) 1 Electricity 0,0794 EUR/kWh 2 Heat (live steam) 0,0195 EUR/kWh Results (cost of cooling energy produced on site) 0: cooling with compressor chillers 0,0179 EUR/kWh A1: single stage absorption chiller outside HS 0,0015 EUR/kWh A2: single stage absorption chiller inside HS 0,0302 EUR/kWh B1: double stage absorption chiller outside HS 0,0017 EUR/kWh B2: double stage absorption chiller inside HS 0,0158 EUR/kWh Fig. 3. Simple payback time for cases A1 and B1 as a function of absorption chiller average cooling load Rys. 3. Prosty czas zwrotu inwestycji dla wariantów A1 oraz B1 jako funkcja średniego obciążenia agregatu chłodniczego 5. CONCLUSSIONS Presented analysis shows that utilization of flash steam for chilled water production with single stage absorption chiller can be a cost effective solution for tire production plant. However, as it was shown in this particular case, for some part of the year better economic effects can be obtained by using the recovered heat for heating purposes. It is especially important consideration in colder climates, and for highly efficient absorption chillers (EER > 4). Also important is the actual relation between electricity and heat price, which can be different for every location. With higher EER, double stage absorption chiller can better compete with compressor chillers - in this case it is winning both inside and outside the heating season. But the initial installation cost (twice as expensive) made that option less economically efficient. Sensitivity analysis of SPBT, presented on fig. 3, shows that to obtain best economic effect newly installed chiller should be run at highest possible loads. That means that additional investments in chilled water distribution system can improve the overall effect. Also the impact of heating season length, depending both on climate and thermal characteristics of factory buildings, is quite significant. Improving energy efficiency of heating systems (building insulation, air tightness, heat recovery from exhaust air) will have double effect in a plant incorporating absorption system. Relatively high price of absorption technology and still growing energy efficiency of new compressor chillers [3], together with fluctuating energy prices, make the decision about using the absorption chiller difficult. Such decisions should be made on case-by-case basis, preferably aided by technical and economic analysis. REFERENCES [1] WORRELL E. et al., Industrial energy efficiency and climate change mitigation, Energy Efficiency (2009) 2:109–123. [2] EIA, International Energy Outlook 2010, U.S. Energy Information Administration, July 2010. [3] Tian Hua et al., The status and development trend of the water chiller energy efficiency standard in China, Energy Policy 38 (2010), 7497-7503. STRESZCZENIE Opłacalność zastosowania układu absorpcyjnego zasilanego ciepłem odpadowym w istniejącym zakładzie przemysłowym, studium przypadku W artykule zaprezentowano techniczne i ekonomiczne aspekty zastosowania absorpcyjnego chłodzenia w fabryce produkującej opony samochodowe. Jako źródło energii napędowej przeanalizowano zastosowanie pary wtórnej pochodzącej z rozprężania kondensatu wysokociśnieniowego.