Innovative development in TBM tunneling * Case Histories
advertisement

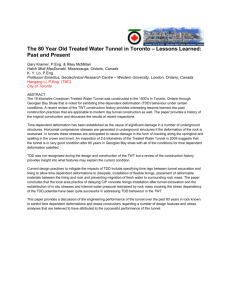
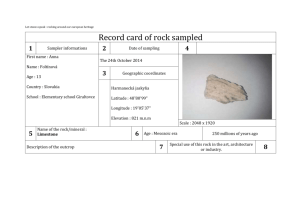
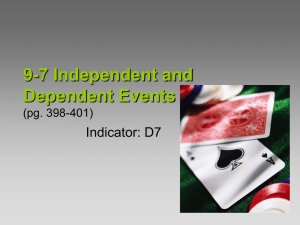
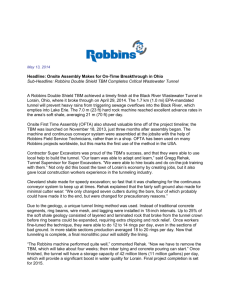
Innovative development in TBM tunneling – Case Histories Desarrollo innovador en la construcción de túneles mediante TBM – Casos de historia Büchi Ernst, Dr. phil. Consulting Geologist – GEO 96, Switzerland ABSTRACT: This paper presents a brief summary for recent development in different types of tunnel boring machines (TBM) for hard rock and soft ground or mixed face conditions. Benefits and risks are presented based on actual experience from different projects. Finally some recent innovative developments – combination of already known concepts – hybrid TBMs are presented. RESUMEN: Este artículo presenta un resumen condensado sobre el reciente desarrollo en diferentes tipos de máquinas perforadoras de túneles (TBM) para roca dura y para suelo blando o para condiciones de frente mixto. Se presentan beneficios y riesgos basados en la experiencia real de diferentes proyectos. Finalmente algunos desarrollos innovadores recientes – combinación de conceptos ya conocidos: TBMs híbridas, son presentados. 1. TECHNICAL DEVELOPMENT AND SOME EXPERIENCE FOR HARD ROCK GRIPPER TBMs Larger – stronger – faster! This was definitely the tendency for the last 30 years. For example: The world’s largest gripper TBM 14.44 m diameter was built some 7 years ago. Tunnelling at Niagara Falls Hydropower project started in 2006 with temporary rock support by steel ribs, rock bolts, wire mesh and shotcrete. Major over-breaks at tunnel crown required more intensive support works than initially assessed and delayed the progress of the works. The tunnel was then lined with double layer membranes and a cast in-situ concrete. To Conclude: For large diameter tunnels systematic temporary support is a must primary by safety aspects, this in addition to the requirements for rock mass stabilisation. Automation for basic temporary support work is the consequence for the design of the TBM and its back up system. But there are other aspects of gripper TBMs with significant development in recent time, see the following Chapters. 1.1 Cutters A constant development happened with the hard rock roller cutters. Generally speaking the size of the cutters increased from 12” some 40 years ago to 15½ ” - 17” and 19” and 20” cutters. The bigger the diameter of the cutter rings the longer the life time before a change due to wear. The 19” cutter rings provide more material for wear. Therefore less cutter changes will be required for the excavation of a certain volume of rock. Les cutter chnages results in less down time on a project. But increasing the size of the cutter ring allows as well increasing the size of the hub and so the size of the cutter bearings. With larger cutter bearings it was feasible as well to increase the cutter load. The higher the specific load of a cutter the higher the achievable penetration rate and therefore faster advance speed of the TBM. In other words the increased cutters enable to improve the penetration (mm/revolution) as well the life time of the cutters. Both finally result in an improved daily production rate. When Robbins started with 19” cutters in 1989 the maximum loading was designed for 312 kN per cutter ring [1]. This corresponded to a significant increase of applicable cutter load when compared with 17” cutters and maximum 220 kN cutter load. One year later Atlas Copco Jarva introduced the 20” cutter with 350 kN/ cutter ring [2]. There followed a long period of development of the new cutter size by different TBM manufacturers until reaching today’s situation with reliable 19” cutters and cutter rings with loading capacity of 320 kN. At the same time the loading capacity for 17” cutters could be improved to today’s 267 kN/cutter. The shape and quality (metallurgy and heat treatment) of cutter rings were developed in parallel with the increase for the cutter load. More specific designs were now feasible in optimisation for a specific project and its relevant rock types. Latest development intends to monitor each single cutter positioned on the cutterhead: Rolling yes/no, rolling speed and cutter temperature should be checked in a systematic and constant way. In Austria there already exist project owners requiring in the Tender Documents the monitoring of the cutters – being part of technical TBM specifications. Today different manufacturers provide different technical solutions. But to my knowledge no TBM has ever been equipped with monitoring of all cutter positions. The wireless transmission of all data from rotating cutterhead to the operator’s cabin still seems to be the main bottleneck. Different brands are tested in practise by various manufacturers but so far without evident success on a long term base. 1.2 Cutterhead rotation speed For many years there was the magic figure of 2.5 m/s representing the maximum periphery cutting speed of the outmost gauge cutter. In other words the rule of thumb said: A cutterhead should have the capacity to rotate at max. of revolution per minute that the outmost gauge cutter would cut with a maximum speed of 2.5 m/s. For a 10 m diameter machine this would mean maximum 4.8 rpm: (10 x 3.14 x 4.8 = 150.8 m/min = 2.5 m/s). This was the guideline for the design of the hard rock TBMs and was part of many predictor formulas to assess the TBM performance. In reality the cutterhead rotation speed has to be adjusted to the actually encountered rock mass qualities. Typically in block ground the rpm of the cutterhead has to be reduced so to minimise the potential peak-loads for the cutters avoiding an increase in failed cutter bearings. Today this maximum cutting speed has changed to more than 3 m/s – a significant improvement by +20% for the advance rate. Latest experience from actual projects: Railroad Tunnel Wienerwald (boreØ = 10.7m): 2.7 – 3.2 m/s [3]; AlpTransit Lot Erstfeld (bore-Ø = 9.56m): 3.2 m/s [4]; Tunnel de Bure (bore-Ø = 12.53m): 3.28 m/s [5]; Karanjukar (bore-Ø = 7.63m): 2.7 – 2.84 m/s [6]. Today it represents the state of the art to have variable speed drive for the cutterhead. This will allow for better optimisation the advance rates and daily production rates related to the actual geological conditions encountered in the tunnel and its local variations. 1.3 Cutter spacing This is a very special aspect where the development is rather minimal through the last years. Already in the 1980ies hard rock TBMs were built with a large spacing of 4” = 101 mm. For example the Jarva TBM MK22, this machine was applied in the T ARP Project in Chicago boring with very good success through hard dolomite with UCS up to 160 MPa. 15½“ cutters were in use. In 1990ies Atlas Copco built a special cutterhead (Ø 5.0m) for a R&D program to operate in massive granite (Äspö Research for Nuclear Fuel and Waste – Sweden). This special design allowed for arranging the face cutters at a spacing of 90 mm, 135 mm or 180mm. The tests were very successful [7]. Despite these promising single cases the spacing for face cutters remained for many years in the order of 80 – 85 m. Some TBM manufacturers were as low as 65 – 75 mm. Today however the state of the art presents a cutter spacing of 90 mm for 17” cutters in hard to extremely hard rock, and 95 – 100 mm for 19” cutters accordingly. I am convinced that cutter spacing will significantly increase once the monitoring of each single cutter comes true in practise. 1.4 Lifetime of gripper TBMs Gripper TBMs are relatively easy to rebuild in its excavation diameter (of course within a certain limit). Therefore the reuse of a gripper TBM with a changed diameter may offer a favourable alternative to a new one. The very sturdy and robust main body provides the option for an almost endless rebuild and re-use of a hard rock gripper TBM. The so called project specific machine design is then restricted to the cutterhead and mainly to the additional equipment installed for temporary rock support measures like drill rigs immediately behind the cutterhead, steel arch erectors etc. There are machines which have excavated more than 50 km in many different projects and most different geological conditions. Recently the news was spread that a 37 year old gripper machine achieved a record daily performance of 125 m/day. To conclude: Gripper machines may live forever and so may represent a good investment for the Contractor. Today’s development for typical hard rock gripper machines mainly includes further automation for installing temporary support measures, systematic probing and installation of high capacity shotcrete robotics on the back-up system. All these will be combined with a tunnel conveyor system to allow for new record performance. 1.5Specific benefit of gripper TBMs In very good to good rock mass conditions the progress rates of gripper TBMs can always result in new world records. In addition - when compared with the Drill & Blast method - the smooth excavation process of tunnel boring versus the blasting allows for a significant reduction of the amount of temporary rock support measures to be installed. A rule of thumb says that TBM excavation improves the required rock support measures by one class when compared with drill and blast method. In very poor ground with squeezing rock it is only the gripper TBM which allows for very early and flexible installation of heavy rock support close to the face – when compared to shield TBMs. The flexible steel arch support (Th profile) and systematic bolting as required installed right after the cutterhead permits the control of plastic deformations in the tunnel (extended convergence). Later stiff shotcrete support can be installed when the deformations have stabilized. Of course there still exist the risk to get stuck with the cutterhead and its shield of a gripper TBM. In this worst case the access however to free the machine is much better and faster when compared with a SS-TBM or DS-TBM. Over-boring – the increase of the boring diameter – is basically limited to a maximum of radial 4 to 5 cm. Spacers are installed in the saddles of the gauge cutters to move its cutting position and so to extend the TBM excavation radius. At the same time the scrapers have to be replaced – extended accordingly. It reflects my experience from many projects that the use of flexible extendable cutters – whatever the type of technical systems is – represent a nice dream for design engineers, a must but a nightmare for TBM manufacturers in case of any guarantees required and definitely an always “forget-about-it” for the Contractors. Rock bursting situation: Here as well the gripper TBM probably offers today the only option for machine excavation as an alternative to Drill & Blast method. The use of the McNally System in combination with steel arches allows for a “reasonable” excavation concept even in very “poppy” ground. This concept has been applied in an extended version for tunnelling the delivery tunnel of the Olmos HPP and irrigation Project in Peru. Very extensive rock bursts - up to 20 heavy bursts a day have affected tunnelling works with an open gripper TBM. Safety for labour and machine were a big issue due to the unpredictability of time and intensity of the bursts. The delay of the TBM drive caused a basic analysis about feasible advance rates before starting with the conventional excavation method from the opposite side of the tunnel [15]. The following Table presents the comparison of achieved advance rates for the TBM versus advance rates of D&B method. Table 1: Average daily advance rates achieved related to the different rock classes with the gripper TBM versus Drill & Blast method, Olmos Trasandino Tunnel [10]: Rock Support Class Class I Class II Class III Class IV Class esp. heavy bursts TBM advance (m per day) 20 20 12 5.7 2.4 D&B advance (m per day) 6.6 5.6 4.6 3.0 1.8 To conclude: The above figures indicate the significant advantage for the gripper TBM versus the D&B method. Despite the TBM got stuck several times and suffered dramatically by heavy rock bursts the very experienced Contractor managed to come through and finish the tunnel in a most impressive way [10]. 2. TECHNICAL DEVELOPMENT AND SOME EXPERIENCE FOR HARD ROCK SHIELD TBMs We can divide the shield TBMs in three basic types: - Open hard rock shield – single shield or double shield system: Open tunnel face without active support for stabilization - Soft or mixed ground earth pressure balanced shield TBM (EPB): Closed cutterhead area with face stabilization by excavated material – may require additional conditioning of soil / rock material. Muck handling by screw conveyor, practical limits: 4 – 6 bar pressure. Option for pressurised of open mode operation (atmospheric pressure). - Soft or mixed ground slurry shield TBM: Closed cutterhead area with tunnel face stabilization by a slurry (including bentonite to create a membrane); muck transfer by the slurry, pumping above ground to a separation plant and recycling the slurry. Practical limits 8 – 10 bars. For many years these basic concepts are well known. The technical development however went on one hand to an increase of maximum pressure at the face: For example: The TBM was designed to maximum pressure of 15 bar for the Hallandsas railway tunnel project in Sweden. On the other hand development went towards larger diameters to be successfully handled. The world’s largest EPBTBM with 17.48 m just has started in Seattle US. This machine has a design max, pressure in the chamber of 10 bar. Excellent performance was recently achieved in the SPARVO Tunnel in Rome – Italy with the so far largest EPB TBM with excavation diameter of 15.62 m. In 19 month 5 km of highway tunnel (two parallel tubes) have been finished. Figure 1: Monthly production rates and net daily advancement per month for SPARVO project in Italy [21]. 2.1 Options for double shield TBM tunnelling in good rock mass conditions The use of a double shield TBM implies the basic concept to erect precast concrete segments in the tail shield and continuously line the tunnel. In good to very good rock mass conditions such lining with segments however is a overdoing the requirement for rock support, which could be but spot bolting or local shotcrete. In this case the DS-TBM can move forward without erection of the segmental ring. The gripper shield stabilizes the TBM during boring process. Then only the invert segment is installed for continuation of the rails at the same level. The following experience of the hydropower project San Francisco in Ecuador describes in a typical way the benefit for this concept of flexible segmental lining. The drive of headrace tunnel of approx. 7 km was expected in granite, gneiss and crystalline schist. The rock mass quality mainly was predicted to be good to very good (approx. 80% rock class I and II). The tunnel alignment included the crossing of three major valleys with large rivers. The local rock cover corresponded to 25 – 30 m only. For all tree crossings of these valleys it was decided to apply full ring segment lining from early beginning. This resulted in a total length of 600 m. For the remaining tunnel section only invert segment should be installed. In case of poor ground a local change to segmental lining was foreseen. Figure 2: Headrace Tunnel HPP San Francisco – Ecuador: Selection of the support with a double shield TBM Ø 7.03m: areas with full ring segmental lining: , other tunnel section with invert segment only [9] Figure 3: Daily advance rates for double shield excavation: Days with invert segment lining – black colour, full ring segment lining – grey colour: Headrace Tunnel HPP San Francisco Ecuador. [9] Table 2: Average daily advance rates achieved related to the different rock classes [10]: Rock Class Class I Class I – II Advance 21 m/day 26 m/day Class III 13 m/day Class IV 16 m/day Rock support installed invert segment only local support in tunnel crown systematic bolting + shotcrete full segment lining To conclude: Production rates were very successful in support class I and II. In class III the systematic installation of rock support measures reduced the daily advance rates in a significant way. The average production was below the production rates achieved with full ring segment lining. After some time for a learning curve the change from invert segment lining only to full ring lining could be realised within less than one shift. In several fault zones full ring lining was installed, in addition to the river crossings. The major delay of the TBM drive by the geological accident will be briefly discussed in a following Chapter. 2.2 Options for double shield TBMs in poor rock mass conditions The double shield TBM has the possibility to operate in the so called “single shield mode”. This would be required in case the rock mass is too poor for successful gripping. Consequently the thrust pressure is reacting against the already installed segmental lining. This corresponds to the same thrust concept applied with a single shield TBM. The tunnel Guadarrama – the high speed train project from Madrid to Segovia in Spain – consists of two 31 km tunnels in parallel tubes with an excavation diameter of 9.5 m. The geological prognosis of the portal zones and an intermediate depression zone indicated for occurrence of an extended length with limited rock cover in weathered rock formations. The 4 TBMs applied – two from both portals – basically operated as typical DS-TBMs with reacting grippers to the tunnel walls. In poor ground areas however these machines had to thrust against the installed segments. The decision to work in double or single shield mode was taken by the production manager of each machine and was related to actual experience from the site. The outcome was quite different for the four TBM drives: Tunnel West: 28%, Tunnel East: 22 % operating in single mode. The following Table indicates the actually achieved cycle time for the different operating modes in different Tunnels (1 and 2 South, 3 and 4 Nord in parallel) [11]. Table 3: Cycle time for different operating modes: double shield (DS), single shield (SS) [11] Cycle time DS (min) Cycle time SS (min) Time extension for SS Tunnel 1 61 Tunnel 2 52 Tunnel 3 57 Tunnel 4 51 70 76 67 56 + 13% + 18% + 15% + 9% To conclude: This project indicates that the production loss when operating in SS-mode instead of DS–mode results in an increase of cycle time by approx. +14% or approx. +8 min. It is worth mentioning that the rock mass conditions for DSmode are much better and consequently net boring time is longer per cycle when compared with SSmode in poor ground conditions with soft, strongly weathered or sheared rock. The significant difference between the two tunnels requiring single shield mode operation indicates the risks involved when assessing in advance the expected portions for SS-mode based on the geological prognosis. 2.3 Risks to get stuck with a DS- and SS-TBM Today there is a general trend for automation of tunnelling works. The use of a DS-TBM in combination with a precast concrete segment lining provides a safe approach for systematic tunnelling progress at a fixed cost level per meter of tunnel. This is a conservative design approach since the design of the segments has to be adequate even for the worst case. Consequently the segmental lining is overdoing most of the time. For the Client the costs may be higher. But there exists several benefits like reduced risk for time extension and additional costs of the project related to unforeseen geological conditions. Daily discussions about rock mass conditions and adequate temporary support and final lining can be avoided. The Contractor can achieve maximum production rates due to systematic routine work. In addition safety for labour and equipment is at a higher level when compared with an open gripper TBM drive or with drill and blast excavation. But the main risks remaining with hard rock shield tunnelling are: High ground water inflows (high volumes high pressure) requiring intensive pre-grouting to reduce inflow rates. Intensive cleaning work of material washed into the shield TBM and back-up system. Sediment deposits along the tunnel invert. Local poor ground conditions resulting in large over-breaks at tunnel face and tunnel crown; collapsing material may block the cutterhead and fill up the cutterhead chamber with loose blocky rock material. Or the cutterhead continues to rotate and loading material while the collapse is ongoing, producing a “chimney” and finally a sink hole at surface. Coincidence of shear zones jamming cutterhead and or front-shield of the TBM. the Squeezing ground: The in-situ stress situation leads to significant and quick plastic deformations in the tunnel (convergence) jamming the TBM shield. Available thrust is too low to move the machine forward. Water: Case history for project experience with heavy water inflows: In an ongoing project for a delivery tunnel of fresh water to a major city three shield TBMs are applied to excavate the tunnel. One TBM started from each portal and the 3rd one from an intermediate shaft. Two machines are mining at a downwards and only one at the preferred upwards grade. TBM one has finished very successfully its excavation of 9.5 km arriving at the intermediate shaft 8 month ahead of schedule. Number 2 TBM - driving downwards from the intermediate shaft - hit a zone with increasing water inflows. Tunnelling works had to stop for installation of additional pump and piping capacities and for intensive grouting works. More than 6 months are lost due to these works. TBM 3 excavating upwards hit a fault zone with high inflows of ground water and a lot of fine rock material. The by-pass tunnels 1 and 2 had to be excavated for pre-grouting and consolidation works. After 7 month the excavation could restart at slow rates. The poor rock mass within the fault zone still requires intensive pre-grouting to control the ground water inflows and stabilize the tunnel face. Figure 4: Initial flooding of the machine with high water inflows combined with loose rock material from the fault zone. water level Collapsing ground: Graphitic schist is well known for its poor rock mass stability and its tendency for ravelling and ongoing collapses. Stabilization of the tunnel face may result in a major concern in case of encountering graphite schist in a tectonic disturbance zone with intensively fractured and sheared rock material. In most cases the over-break at tunnel face stabilises itself in some distance ahead or above the tunnel crown. Otherwise a major chimney is developing. Therefore the Contractor usually continues to rotate the cutterhead emptying the cutter chamber from collapsing material as long as possible. With this approach he may avoid the risk to block the cutterhead due to the large amount of collapsing material. Quite often this concept ends Figure 5: Clean water from tunnel face is flooding the tunnel invert well above the rails, estimated flow rate 250 l/s. This picture was taken approx. 3 month after initial flooding. [12] up with a success. Then the empty space in front and above the tunnel can be consolidated by shotcrete and/or filled up by a silica foam before the excavation can be continued. Typically positive results are known for example from high speed railway tunnel in Austria – Wienerwald Tunnel: Hard rock shield TBM in collapsing soft sandstone and marls; or by-pass highway tunnel Flüelen Switzerland: Hard rock shield TBM in collapsing ground of typical tectonic disturbance zones in hard brittle limestone. But there exists negative results as well where the collapse in the chimney does not stabilize by its self but continues all the way up to the surface, see the following Figure. Figure 6: Sinkhole at surface in graphite schist, approx. 30 – 40 m wide crater on top of a 120 m deep vertical chimney above the tunnel level. [13] Coincidence of shear zones: This has been the case for the geological accident encountered in the headrace tunnel of the HPP San Francisco Ecuador, see Figure 2 and 3 above. The DS-TBM got trapped in the area of a coincidence of two fault zones. Initially the front shield got trapped while the rear shield as well the cutterhead could be moved. At the beginning there were no water inflows, later on water started and reached inflow rates of approx. 40l/s at a pressure of > 15 bar. All that happened within a zone of sound mica gneiss at a rock cover of approx. 700 m. A pilot tunnel above the machine and crossing the risky zone for a total length of approx. 40 m was required to free the TBM and allow for continuation of TBM boring. In addition – for the worst case scenario – a by-pass tunnel by drill and blast was started as well in case of an even longer delay of the main tunnel excavation [14]. Squeezing ground: Squeezing ground is the consequence of high in-situ stress – caused by lithostatic pressure (rock cover x specific density) and / or by tectonic stresses – in an area with too low strength of the rock mass. This results in fast and significant plastic deformation of the rock mass surrounding the tunnel excavation. Squeezing starts quite fast and close to the excavation face. This is a basic difference to swelling rock mass conditions. Swelling causing plastic deformations is a very slow process when related to squeezing ground. There is an increased risk to get trapped in case of tunnelling with a shield TBM in squeezing ground. In practise there exist several technical approaches to reduce this risk to get trapped with a shield TBM: Increase the overcut, conical shape of the shields, additional thrust cylinders to push the shield forward, additional lubrication of the shield etc. The following examples demonstrate the situation for two ongoing tunnel drives in squeezing ground: Example A: DS-TBM driving a headrace tunnel for a HPP project; excavation diameter 4.0 m. The maximum rock cover corresponds to approx. 950 m. After a good start the TBM encountered black clayey shale inter-bedding thin bedded limestone instead of the anticipated hard and massive limestone formation. The rock mass tends to immediately squeeze within few hours trapping the shield as soon the inter-bedded shale and limestone is additionally disturbed by a tectonic shear or fracture zone. Several times the DS-TBM got trapped and was consequently freed by bypass tunnels starting behind the tail-shield. Each jamming of the shield requires a stop of 2 – 6 weeks to free the machine (including repair work of the machine). These works usually require temporary support by wood and shotcrete. Example B: DS-TBM driving a delivery tunnel for a HPP project; excavation diameter 9.9 m. The rock cover corresponds to 350 m with a steady increase to future maximum of 650 m. The machined got trapped several times already. Usually this starts by face instability causing a stoppage of the advance and then consequently jamming the shield by the time required to free the cutterhead and for preconsolidation. By-pass tunnels usually start in the area of the telescopic shield reaching the face area for further pre-consolidation. In this case stoppages to free the TBM and do the consolidation works may last one to several months. S S Figure 7: By-pass tunnel to free the DS-TBMs: left side Ø 4.0 m excavation diameter, right side Ø 9.9 m; S = shield outside 2.4 Benefit of DS-TBM drive versus Drill and Blast Recent experience was gained in the hydropower project Palomino in Dominican Republic when excavating the headrace Tunnel by DS-TBM and the tailrace tunnel by Drill & Blast method. For some sections both tunnel excavations were performed in the same rock formation (Flysch). The following Table illustrates the average daily production rates achieved for both excavation methods: Table 4: Comparison of daily advance rates achieved by DSTBM and by Drill & Blast method, related to different rock classes: DS-TBM (m/day) D&B (m/day) Rock class 2 24 Rock class 3 27 Rock class 4 23 Rock class 5 26 5.3 5.4 4.3 1.5 Above values indicate a clear benefit for DS-TBM versus the D&B method. 3. OPTIONS AND DEVEOLPMENT FOR EPB TBMs mode operation in the stable bedrock formations. Problems with stabilisation of the TBM (guiding) and problems with the installed segmental lining (ovalisation of segment rings) led to the consequence to change the basic tunnelling concept in the bedrock. In this rather soft rock formation the TBM had to be operated in closed mode as well with the goal that additional trust forces required in the closed mode will enable the correct steering of the machine. In addition the increased thrust forces provide sufficient stabilisation of the installed segment ring up to the time of complete backfilling of the annular gap behind the segments by peagravel. To conclude: Tunnelling works within the stable but rather soft bedrock could only be completed with good success due to the additional option to operate the TBM in closed mode. Only this option allowed for proper steering the machine and correct positioning of the segmental lining as well within the stable bedrock tunnel sections. The bedrock has a compressive strength in the order of 1 – 20 MPa. There was the beneficial fact that no changes were foreseen from screw conveyor (EPB-drive sections) to TBM conveyor (stable tunnel sections in bedrock). 3.1 EPB - TBM operating in closed mode in soft bedrock formations 3.2 EPB TBM operating in open or closed mode in hard rock but collapsing rock mass A typical example for such a situation is the Highway Tunnel in Biel – Switzerland. On one hand the two parallel tunnels pass through soft ground of alluvial, lake and glacial deposits at portal area and between two consecutive tunnel sections. On the other hand the tunnels cross through bedrock of soft sandstone, siltstone and marl formation. The basic tunnelling concept corresponded to: Closed mode operation in soft ground and weathered rock (portal area) and open New Kaiser Wilhelm railway tunnel in Germany. Here as well the tunnel could be divided in two different types of ground: 3.5 km hard quartzitic schist and quartzitic sandstone, rock cover 20 – 250 m. approx. 500 m the non-disruptive crossing of the City of Cochem with minimum rock cover in loose material and/or completely weathered rock and mixed faces. The Client required for the entire length of tunnelling works to apply a shield TBM with screw conveyor. No change was foreseen from open hard rock concept with TBM conveyor to screw conveyor in closed mode EPB drive was foreseen. Within the hard rock section the geological longitudinal profile indicated a 70 m section of a “fault zone” to be excavated in closed mode. All the other hard rock tunnel section was foreseen to excavate in open mode. At the end followed the section with loose material and minimum rock cover under the city Cochem. For this part closed mode operation was specified [17]. During excavation the hard rock formations turned out to be less stable than expected. Major rock Figure 8: collapsed blocked the cutterhead causing significant delay time. The Client and the Contractor jointly agreed – in co-operation with the TBM manufacturer – to define a critical thrust level for the machine when the change from open mode to closed has to be made and vice-versa. The goal was to anticipate further blockage of the cutterhead due to instabilities at tunnel face in closely fractured rock mass conditions. This was critical thrust value was systematically applied with good success; see the following figure. New Kaiser Wilhelm Tunnel: „ “ represents tunnel areas excavated in closed mode operation of the EPB machine. : expected fault zone: was not encountered and so excavated in open mode. A total of 18 tunnel sections within the bedrock section of the tunnel were excavated in closed mode operation representing a total length of 164 m. The 70 m of expected fault zone was not encountered and therefore could be excavated in open mode. A significant optimisation was feasible as well for the non-disruptive crossing of the City of Cochem. Instead of operating one long section of 530 m in closed mode there were 6 different sections in closed mode operation, summing up to 301 m total length. In-between the machine operated in open mode allowing for regular inspection (at atmospheric pressure) of the cutterhead operating in very abrasive ground conditions. To conclude: The basic decision of the Client to require 100% of tunnel excavation with an EPB TBM and screw conveyor (as well in 3.5 km of hard abrasive bedrock) was very favourable for the project. With this approach the Contractor was always “ready” for a change from open to closed mode and vice versa. The tunnelling mode could easily be adapted to the actual geological conditions encountered. The definition and jointly agreement for the critical thrust level of the cutterhead to decide about a required change of the operating mode allowed avoiding many time consuming meetings and discussions. This concept enabled the successful excavation of the tunnel including many unforeseen changes of operating modes. Additional positions jointly agreed in the bill of quantity provided a reasonable arrangement for Contractor’s payment: The successful result of detailed geotechnical understanding and TBM knowledge of all participant parties. 4. COMBINATION OF DIFFERENT CONCEPTS – HYBRID TYPE SHIELD TBMs 4.1. EPB in combination with slurry mucking Project Port of Miami Tunnel consisted of two parallel highway tunnels with non-disruptive crossing of the channel to the cruise port in Miami. The ground for the tunnel consists of the change from loose sand – close to surface – to solid bedrock of different limestone formations,. Typical mixed face conditions were foreseen for the start and end section of the 1.2 km tunnels. The bedrock partly consist of limestone formations with locally extremely high porosity (up to 51 %), and partly with inter-bedding of hard and abrasive sandstone. In addition the limestone contains as well major cavities of 0.25 – 1.0 m size, locally filled with loose sand. Sand lenses and sandstone tended for increased wear rate to the TBM [18]. Figure 9: Highly porous limestone S Figure 10: Geological profile for the project – East Tunnel; rock cover under the channel approx. 10m, max. water pressure 2.2 bar, top level: loose sand. TBM - excavation diameter 12.85m [19] The general requirement defined a TBM capable to excavate hard rock and/or loose sand below groundwater level with pressure of approx. 3 bar, partly in highly porous and karstified limestone sequences. The latter required a special Water Control Process (WCP) resulting in a specific layout of an EPB TBM.: The muck – a mix of loose sand and rock chips – was extracted from the cutterhead chamber by a screw conveyor. Then – in case of need – a rock crusher, a “slurrifier” and a slurry-system followed. About 2/3 of the excavation length were done in standard EPB closed mode. The passage of the channel however was performed with the WCP concept. A construction period of 19 months was required for both tunnels, including the resetting / turn of the TBM. To conclude: The combination of EPB screw conveyor with potential coupling with rock crusher and pressurised slurry system enabled the optimisation of the excavation process and relevant muck handling with a minimised risk in case of major water inflows at the face. 4.2 EPB TBM with extended/double screw conveyor Project Emisor Oriente – TEO in Mexico: This project includes the application of EPB machines with increased length of the screw conveyor for muck extraction form the cutterhead chamber. There are two screw conveyors with a gate inbetween. Both screws can be operated independently. One of the basic ideas is that the two screw conveyors can provide two separate chambers being separated by a gate. Closing and opening separately can be done for both chambers. This would be needed in case of the non-sufficient pressure reduction through the entire length of both screw conveyers, for example in the situation of high ground water inflows at the face or inadequate conditioning of the encountered rock material. Figure 11: EPB shield TBM with extended / double screw conveyor and additional gate in-between. In case of standard EPB drive the pressure release can be achieved within the first screw conveyor. Starting the project it was realised that the synchronisation of both screw conveyors provides some operational problems and extended learning curve for the operator. In some areas the second screw would not be required. Consequently the option should exist to load the muck to a regular tunnel conveyor already at this point after the first screw conveyor. Less operating problems and less wear on the second crew would allow for further optimisation of the daily production rates. To conclude: The concept of a double screw conveyor – extended length – with an additional gate in-between reduces the risk for non-sufficient pressure release within the screw conveyor section. In case of need the screws can be operated in an alternating mode to control the required pressure release. The extended length of the screw conveyor provides as well the option of pressure release when starting at a higher pressure at the cutterhead chamber and / or can reduce the risk in case of problematic / most demanding conditioning of the muck. At present stage there seems to be several technical aspects requiring further optimisation to allow to take full profit of this concept [20]. 4. SUMMARY REFERENCES [6] [1] [2] [3] [4] [5] Roby J. et al: The current state of disc cutters design and development directions; The Robbins Company. Büchi E.: New TBM generation with 20” cutters – Tunnelling Experience at Klippen Hydropower Project – Sweden; TBM Symposium – Lucia 1992, Stockholm Sweden. 1992. Wienerwald GEO 96 Report No. 03B17-1; unpublished AlpTransit Lot Erstfeld: TBM S-421 Ø 9.56 m – Information by Herrenknecht AG, Schwanau GEO 96: Information from Contractor – unpublished. Many of today’s new tunnelling projects ask for innovative solutions by new or modified tunnelling methods. The selected method has to be in accordance with the geotechnical situation to be expected. Safety requirements and reduced readiness to assume a risk demand for new developments and combinations of available tunnelling techniques. The close co-operation of the client ant its representatives with the design engineers and the well experienced contractors renders possible developing new tunnelling concepts to be realised in close co-operation with TBM manufacturers. It is understood that such intensive co-operation on the different levels and different phases are critical for realisation when the project goes out for tender and each bid to be supplied is in direct competition. This is valid for all participants like the design engineer, the contractor and the TBM manufacturer. The “must” to be “low bidder” to get the job quite often motivates for innovative new tunnelling methods and equipment, offering an alternative concept for the project at lower or same cost level but reduced risk for the client or reduced construction period. [7] [8] [9] [10] Askilsrud T.: Production field studies at Karahnjukar Hydro power Project, Postgraduate thesis; NTNU, 2005 – Information from job site. Büchi E.: TBM Schneidrollen – Einflüsse auf die Vortriebsleistungen – Luzern Syposium: TBM Know-How for the Project NEAT, Atlas Copco Robbins; 16.03.1995. Information by World Tunnelling September 2013p3. Büchi E.: Options and risks for hard rock shield tunnelling; FELSBAU 25 (2007) Nr.5 p165-171. Büchi E.: Odebrecht - Training Program for Tunnellers – 24.-28.10.2011 – Offenburg Germany. [11] [12] [13] [14] [15] [16] Alvares-Herrera, M.; Conde Basabe C.: Direccion y control de obra. Tunnel de Guadarrama, pp 541-559; 2005; ISBN: 84609-6344-6 GEO 96 Report No. 13B08-1; unpublished GEO 96 Report No. 11B07-2; unpublished Oliveira A. et al: Projeto Hidroeletrico San Francisco – Ecuador. Construtora Norberto Odebrecht – Brazil, 2006. GEO 96 Report No. 04B06-7: Trasvase Olmos Project – Trasandino Tunnel: General comments to – Eventos Geologicos – and potential effects for finishing the project; 28.08.2009; unpublished GEO 96 Report No. 04B06-3: Trasvase Olmos Project – Trasandino Tunnel: Report from site visit - November 28.11.2007; unpublished [17] [18] [19] [20] [21] Bau des Neuen Kaiser – Wilhelm – Tunnels auf der Strecke Koblenz – Perl: Tunnelbautechnischer Bericht. Tender Document. GEO 96 Report No. 06B18-3; 16.11.2006; unpublished Geological Eastbound Profile – INTECSA – Tender Documents GEO 96 Report No. 12B06-1; 16.06.2012; unpublished Lunardi P. et al: First results of the use of “Martina”, the world’s largest EPB-TBM (15.62 m in diameter) to bore the Sparvo Tunnel (A1 Motorway); WTC Switzerland 2013 p.1227-1234