Performance of the Large Binocular Telescope`s Hydrostatic Bearing
advertisement

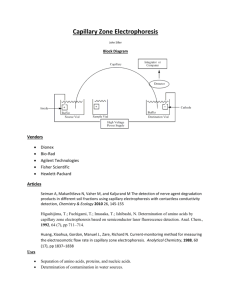
Performance of the Large Binocular Telescope’s Hydrostatic Bearing System James Howard*a, David Ashbya, Jonathan Kernb a Large Binocular Telescope, 933 N Cherry Ave, Tucson, AZ, USA 85721; b Carnegie Observatories, 813 Santa Barbara Street, Pasadena, CA USA 91101 ABSTRACT The Large Binocular Telescope’s hydrostatic bearing system is operational, and tuning for optimal performance is currently underway. This low friction system allows for the precise control of the 700 ton telescope at temperatures ranging from -20°C to +25°C. It was a challenge to meet the performance requirements on such a massive telescope with a wide range of operating temperatures. This required changes to the original design, including significantly improving oil temperature control, and adding variable capillary resistors to allow for precise flow control to each pocket on each bearing. We will present a system description and report on lessons learned. Keywords: LBT, Hydrostatic bearing 1. INTRODUCTION The LBT’s hydrostatic bearing system was designed by Tomelleri srl of Verona, Italy. The telescope was preassembled in Italy in 2002, and preliminarily tested before it was accepted by the LBT. The system that worked in Italy would prove to have multiple issues after it was assembled in Arizona in 2004. These issues included much higher friction than expected, friction that changed from one slew to the next, the telescope occasionally sticking and unable to move with the regular motor drives, and oil film thickness changing fast enough that telescope tracking was affected. The LBT went through several campaigns to understand and fix these problems before finally being ready to commission the system in the summer of 2010. Early campaigns were preoccupied with getting the telescope movable. Later these morphed into reducing friction while keeping the oil consumption as small as possible. There was real concern that in the summer, there was inadequate pumping capacity to keep the telescope operating with the warm and thin oil. These goals lead to the development and installation of variable capillaries to precisely control the oil flow to each pocket in each pad. A major breakthrough occurred when it was discovered the oil in the reservoir had enormous stratification because the return was poorly positioned. There was a temperature difference of 23°C between the top and bottom of the compartment which was supposed to have no more than a 1° discrepancy. Fixing this problem led to a large improvement in the pointing accuracy. 2. THE ORIGINAL SYSTEM 2.1 Description of the bearings The azimuth bearing consists of four pads of six pockets each, which slide on a horizontal ring which is 15 m diameter (Figure 1). It is constrained laterally by a large ball bearing, allowing rotation about the vertical axis. The specification for the ring is to be flat to within 30 µm/m, and to 500 µm overall. Each pad is 1104 mm by 622 mm with a flatness specification of 20 µm. The pads are located by a flexure to allow tip and tilt, backed up by a compensation volume to adjust the amount of pad deflection. Each of the six pockets on each pad is surrounded by a land, and each land is surrounded by a channel that serves as an oil drain. This drain is surrounded by another very narrow land, and then a second channel which was supplied with compressed air. This was intended to force any oil that made its way past the oil drain back into the drain, thus keeping the oil from dripping off the edges of the pad and migrating to the floor. *jhoward@lbto.org; phone 1 520 626-9847; fax 1 520 626-9333; lbto.org Figure 1. Location of the hydrostatic pads. Figure 2. Elevation and lateral hydrostatic pads shown with telescope elevation bearing in place. Like the azimuth bearing, the elevation bearing has four pads of six pockets each (Figure 3). The elevation bearing consists of two half cylinders (the “C-Rings”) with a radius of 7000 mm and a width of 740 mm set 9417 mm apart. They are machined to within 20 µm/m and 200 µm overall. The elevation pads are cut to the same radius. They are 1096 mm by 657 mm and their profile specification is 20 µm. These pads also have a flexure and compensation volume and the same oil drain arrangement. Figure 3. Elevation hydrostatic pad showing the arrangement of the pockets, lands, drain gallery and compressed air gallery The elevation bearing is constrained laterally by eight lateral pads of four pockets each. These push against the sides of the C-Rings near their outer radius in pairs next to each of the elevation pads. The surface they slide on is machined to 30 µm/m and 200 µm overall. Seven of the eight pads are mounted with flexures and compensation volumes. One of them, the inside rear right, is rigidly mounted to a post which defines the lateral location of the telescope. All had the same oil drain arrangement as azimuth and elevation. Each pocket has a pressure sensor, and each pad has an inlet and outlet temperature sensor. The system was designed for a supply pressure of 120 bar, with delivery to each pocket controlled by a capillary tube. The capillary tubes were coils of 2 mm diameter copper tubing, remotely mounted together in a box at each corner of the telescope, with the connections to the pockets through 3 meter long hoses. The purpose of the capillaries is to meter the oil flow to each pocket. They also increase the stiffness of the bearing by resisting oil flow, which dampens any oscillations of the telescope as it sits on the oil film. These capillaries had different lengths based on how much flow was required. The azimuth pockets required the most flow and thus had the shortest capillaries, while the lateral pockets required the least flow and had the longest capillaries. 2.2 Description of the Oil Control Unit An Oil Control Unit (OCU) supplies the oil to the pads. It has three constant-speed fixed-displacement pumps of 55 l/min capacity, and one variable-speed fixed-displacement pump of 12 - 66 l/min capacity. These are controlled by a Siemens S7-400 PLC which adjusts the oil flow according to a lookup table based on the oil temperature. Closing the loop around the temperature rather that the pressure enables the PLC to interpret a sudden pressure drop as a burst hose and shut the system down. There were 87 high pressure hoses in the original system, so this was a real concern. 250 Flow (l/min) 200 150 100 50 0 -20 -15 -10 -5 0 5 10 15 20 25 30 Temperature(°C) Figure 4. Graph generated from the lookup table in the PLC, showing how the flow of oil is adjusted according to the ambient temperature. The oil reservoir has a cooling system built into it which is designed to remove the heat added by working the oil and to ensure the oil at the pads is close to ambient air temperature. The oil temperature rises 11°C from the reservoir to the output of the pads, so it must be chilled back down to 11°C below ambient. The oil reservoir is divided into three compartments, with a 50 mm diameter hole allowing oil migration between the compartments. The first compartment is where warm oil returning from the telescope collects. Oil is pumped through the cooling circuit from this compartment, and returned to the second compartment. The third compartment gets oil purely through the 50 mm hole. The intakes for the three constant-speed pumps were from the second compartment, and the intake of the variable-speed pump was from compartment 3. Figure 5. Layout of the OCU in its current form. Originally, pumps 3 & 4 were swapped from their indicated positions.. 2.3 Problems with the original design The problems with the original system began manifesting in 2004, after the telescope structure was assembled and the first mirror was installed. At first, the challenge was to get the telescope to move at all in elevation. The auxiliary drive was able to move it, but not the main drive. By moving the telescope back and forth with the auxiliary drive and bluing the C-Ring, several areas were identified where a pad were rubbing. The left rear elevation pad in particular was dragging significantly. It became apparent the flow calculations for the system were made assuming the machined surfaces between the pad and bearing were much better than they actually are, especially on the elevation. It is clear the profile specifications on at least the left rear elevation pad are not met. Bearing stiffness was also a concern. Long rubber hoses leading from the capillaries to the pockets reduced pocket volume stiffness and the bearing stiffness. These hoses were also aesthetically unappealing (Figure 6). Figure 6. The long rubber hoses leading from the capillaries (inside the orange boxes) to the pockets. Figure 7. Bearing simulations show that a 1°C change in temperature of the delivered oil can momentarily change the bearing lift by more than 1 micron as the body of oil passes first through the capillary and then through the pocket and finally over the land. This effect places a tight constraint on the temperature stability of the oil. Temperature control proved to be more important than expected. The oil in compartment 3 was stagnant, so the oil flowing into the variable speed pump was not necessarily the correct temperature. This was a major problem since, by design, the variable speed pump is the only one that is always on and it draws from compartment 3. The oil in compartment 2 was not well mixed. The oil was returned to the tank through a pipe at the bottom of the reservoir, and this resulted in a stratification of the oil with as much as a 23°C temperature difference between the top and the bottom. Occasional blobs of oil with significantly different temperatures would be sucked into the system. The reason this is important is the pocket pressure is a function of the ratio of the resistances between the capillary and the land surrounding each pocket. The resistance depends on the oil viscosity, which is a function of oil temperature. The oil temperature across the land is the same as the temperature of the metal, and thus has a long time constant. The temperature of the oil flowing into the capillary would change on short time scales, so the viscosity of the oil in the capillary was variable while the viscosity of the oil across the land was constant, therefore, the lift of the bearing was unstable (Figure 7). This explains why the telescope friction was unpredictable. The oil temperature rise of 11°C from the reservoir to the pad is much higher than predicted, and the reason for this is still not well understood. The compressed air arrangement to contain the oil did not work. It requires a good seal around the outside edge of the bearing in order to maintain the pressure required to force the oil down the drain. It is difficult to difficult to provide a good seal while trying to keep friction low. 3. CURRENT SYSTEM 3.1 Increasing lift by plugging the oil return When faced with a telescope that was difficult to move and under pressure to start observing, the LBT was faced with three choices to increase lift. Increase pumping capacity, decrease capillary resistance, or plug the oil drain galleries. The path chosen was the quickest, plugging the oil return galleries and converting the compressed air gallery into the oil drain gallery. This had the effect of increasing the land area, and thus the lift. 3.2 Increased stiffness by moving the capillaries downstream of the hoses The copper coil capillaries were removed and replaced with shorter ones of a smaller diameter (0.7 mm vs 2.0 mm) connected directly to the pockets via hard lines. The hoses were eventually replaced with hard lines in order to remove 80 potential failure points. The resistance of a capillary is directly related to its length and inversely to the 4th power of its diameter. 𝑅𝑖 = 128𝑙𝜂 𝜋𝑑𝑐 4 where l is the capillary length, η is the dynamic viscosity of the oil, dc is the inner diameter of the capillary, and Ri is the resistance1. This allowed the new capillaries to be only about 50 - 75 mm long, which meant they would fit inside the hydraulic fittings of the 12 mm tubing supplying oil to the pad. 3.3 Improved stability by improving oil temperature control The oil return pipe from the chiller loop originally discharged oil straight down near the bottom of compartment 2 of the oil reservoir, which lead to stratification in the tank that was measured at 23°C. The pipe was replaced with a shorter one with an elbow on the end which discharged the oil horizontally just under the surface. This causes the oil in the compartment to rotate and mix much more thoroughly. In addition, the two cooling circuit circulation pumps were originally only on when the main pumps were one and floating the telescope. One pump was modified so it is always running, keeping the circulation in the tank going 24 hours a day. The oil in compartment 3 is still stagnant. Only three of the four pressure pumps can draw oil from compartment 2, so the one pump must use stagnant oil. The pumps come on is a designate sequence according to the flow requirement dictated by ambient temperature. The plumbing of the pumps was changed so the rarely used fourth pump draws from the stagnant compartment. Figure 8. Thermal image of the exterior of the steel oil reservoir. Note the oil in compartment 2 is uniform to within 1°C, while the oil in compartment 3 has several degrees of stratification. Compartment 1 has warm oil newly returned from the bearings. The oil temperature stability was further improved by changing the temperature used by the flow control lookup table from the ambient air temperature to the average temperature of the oil draining from all the pads. This ensures the oil temperature entering the capillary resistor is a constant offset from the temperature of the oil squeezing through the land and out of the pad. This in turn provides a more stable resistance ratio of the capillary to the land. The effect of this improvement is most noticeable when the air temperature is changing rapidly. 3.4 Improved pad conformity to the bearings with the introduction of variable capillaries. The capillary tubes soon showed another problem. The mechanical imperfections in the bearing and pad surfaces means each capillary needs to be a custom length. Adjusting the flow into one pocket can affect the lift of another pocket on the same pad. It is difficult to predict what flow is needed, so capillaries of different lengths were removed and installed multiple times, with each cycle taking about ½ hour. It was finally decided to design, test, and implement variable capillaries. These operate on a screw principle. A long screw thread is machined into a housing, and a long threaded bolt has the outside diameter turned down. This creates a helical capillary with a triangular cross section whose length can be adjusted by screwing the bolt into and out of the housing. The resistance of a capillary with triangular cross section is 𝑅𝑖 = 185𝑙𝜂 𝑠4 where l is the capillary length, η is the dynamic viscosity of the oil, s is the length of one of the sides of the equilateral triangle, and Ri is the resistance2. η, and therefore Ri, is a function of oil temperature. The oil flow through the capillary is 𝑄= ∆𝑃 𝑅𝑖 where Q is the flow, and ΔP is the pressure drop across the capillary. Figure 9. Detail of the variable capillary. Moving the screw into and out of the threads changes the length of the capillary. This can be done while the system is pressurized. The variable capillaries were installed in February 2010, and they have allowed each pad to be tuned so their lift side-toside and forward-aft is balanced on the pad flexure. The lift is measured via LVDTs mounted with magnetic bases around the perimeter of the pad. It was found through friction runs that the lift needs to be at least 10 µm in order to keep the pad from contacting the bearing. Unfortunately, due to bearing imperfections the lift may be 50 µm in other places in order to maintain the 10 µm minimum lift. At least one pad is potato chip shaped, in that two opposite corners are high and the other two corners are low. 4. FUTURE UPGRADES In order to potentially reduce the 11°C temperature rise of the oil from the reservoir to the pads, insulation is to be added to all the plumbing. The reservoir itself will be insulated in hopes of reducing the cooling power requirements. A useful upgrade that is too late to incorporate would be to add LVDTs to the center of each pocket, since it is difficult to determine the lift in the middle of the pad. 5. SPECIFICATIONS Supply Pressure: 120 bar Supply Volume: 5 to 230 l/min Oil: Mobil DTE 11M Operating Temperature Range: -20°C to +25°C Oil Film Thickness Stability: < 0.5 µm / 5 seconds REFERENCES [1] Rowe, W. B. Hydrostatic and Hybrid Bearing Design. London: Butterworths, 1983. [2] Stansfield, Frank Melvin. Hydrostatic Bearings for Machine Tools and Similar Applications. Brighton: Machinery Pub, 1970.