Technical Conference Publication - Edge
advertisement

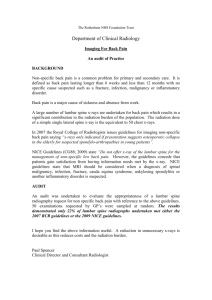
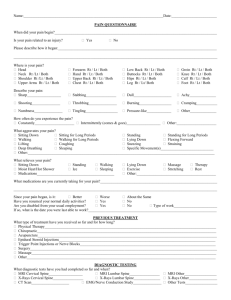
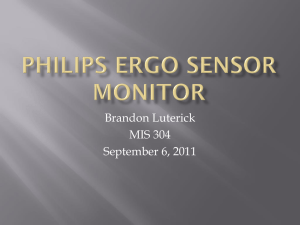
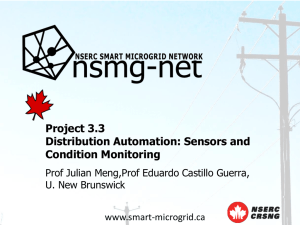
Multi-Disciplinary Senior Design Conference Kate Gleason College of Engineering Rochester Institute of Technology Rochester, New York 14623 Project Number: 10007 MECHANICAL SPINE TEST PLATFORM Irma Bocova (EE) Jeff Rebmann (ISE) Rob Bowman (ISE) ABSTRACT The intent of this project is to design and build a test platform that will mimic the actions of a human spine. The platform will replicate a fixed pelvis, lower lumbar, and upper lumbar segment. This design will incorporate and measure positions in three dimensions (roll, pitch, yaw), and allow horizontal and vertical segment adjustability. The purpose of developing this platform is to validate the existing motion capture measuring device in use at the Nazareth College Physical Therapy Clinic located in Pittsford, NY. The spinal platform allows room for reflective marker attachment for external measuring by the motion capture device. The project incorporates mechanical, electrical, and software components that ultimately provide an electronic output of Euler angle measurements. The spine is built of an aluminum structure in order to not interfere with the electromagnetic limitations of the sensors. The structure consists of three segments separated by ball joints that have the ability to lock into a static position. The entire structure has a nonreflective coating to ensure no reflectivity interference of Nazareth’s motion capture system. The orientation sensors are mounted to the spinal structure and linked with a National Instruments LabVIEW application. This application allows the user to read angles in real time from both sensors simultaneously, and allows for the capture of information in any static position. The sensors work in unison with one another so that each sensor measures relative to the one below it. Kyle Pilote (ME) Chris Rowles (ME) Phetphouvanh “Awt” Phommahaxay (ME) DAQ: Data Acquisition LL: Lower Lumbar UL: Upper Lumbar Pitch: Rotation in Sagittal Plane Roll: Rotation in Frontal Plane Yaw: Rotation in Transverse Plane CNC: Computer Numerical Control INTRODUCTION The Nazareth College Physical Therapy Clinic has been conducting research to measure the spinal column in order to help patients with lower back pain. To validate the data taken by their Motion Capture System a mechanical spine analog was needed that would mimic the movement of a human spinal column. The mechanical spine would have to measure angle deviation between consecutive spinal segments. The human spine consists of 5 different sections: a fixed pelvis, a lower and upper lumbar, a thoracic, and a cervical region. In order to track the progress of people with lower back pain Nazareth Physical Therapy Clinic uses a motion tracking system. Markers, coated with retroreflective material, are placed on the surface of muscles corresponding to the spinal column. Multiple different cameras capture the image, and then the angle between the two adjoining sections is calculated using motion capture software. Figure 1 shows the location of the retroreflective markers on a human spine. NOMENCLATURE A/D: Analog to Digital Converter DCM: Duty Cycle Modulation Copyright © 2010 Rochester Institute of Technology Proceedings of the Multi-Disciplinary Senior Design Conference Page 2 should be easy to set up, to adjust, and to use. It must be light weight, stable, and portable. Moreover, the budget for this project is $2000. Issues and Risks One of the major issues and risks with this project is choosing the correct sensor to meet customer needs. The sensor has to be precise and accurate up to 1º for all angle measurements. The small size of the mechanical design requires a sensor with small dimensions and light weight. Due to time constraints, the possibility of building a custom sensor was eliminated. The sensor has to integrate easily with the user interface, which would minimize the programming time. Figure 1: Spinal Sensor Placement Previous designs provided a simplified mechanical spinal representation which consisted of two rigid segments, moving only in a single plane [1]. Electrogoniometers were used to measure this angle which was then compared against the motion tracking software. This method provided accurate results, however it was not capable of measuring angles in more than one plane due to its simple design. The mechanical spinal platform provides the Physical Therapy Clinic with a device that is able to move in three different planes while simultaneously being able to measure all angles of movement. A user friendly interface helps the customer gather data and save the output in an MS Excel spreadsheet. DESIGN PROCESS One of the issues and risks foreseen in the mechanical design is instability. The small size of the upper and lower lumbar sections, which correlate to the human spine, require a small and durable ball joint that can hold the spine in place and minimize unneeded height. The large vertical height variation also is an issue. The spine segments must be rigid and straight at all lengths to allow accurate readings of angle measurements. This becomes increasingly difficult as the maximum lengths are reached. As the height and angle increase the spine runs the risk of becoming overly top heavy causing the device to tip over. Another key factor is the material of the mechanical spine. The outer surface must be antireflective for risk of distorting the motion capturing cameras and the material itself cannot provide any magnetic interference and skewing the sensor measurements. Concept Generation Needs and Specifications One of the major customer needs is the adjustability of the mechanical spine horizontally and vertically in order to fit the 5th percentile female up to the 95th percentile male. This adjustability should be discrete. The final product must consist of a fixed pelvis and two distinct movable sections: the lower lumbar and the upper lumbar. The lower lumbar and the upper lumbar have to move in all three planes (sagittal plane, frontal plane, and transverse plane) and measure a combination of static positions which include flexion or extension, lateral bending, and axial rotation. Therefore, simultaneous measurements for pitch, roll, and yaw must be measured. Also, measurements for the angle deviation relative to the section below are to be provided. There should be a minimum of 15 degree movement at each joint. The customer requests high precision and accuracy in angle measurements using lockable positions. Moreover, the mechanical spine has to be antireflective to eliminate infrared interference. It Electrical: Accuracy, cost, electromagnetic and infrared interference played a major part in sensor selection. During the design process Analog Devices accelerometers were considered as a means to measure angular position [2]. However, preliminary testing showed that the accelerometer chips were not accurate enough to meet design criteria. ADXL202 accelerometer chips were tested and data was gathered for an input voltage, VDD=3V, and filtering capacitors of 0.5μF. Figure 2 shows the output of a single chip double axis ADXL202 accelerometer with its y-axis oriented perpendicular to gravity and the x-axis parallel to Earth’s surface. The oscilloscope capture shows clearly that the period of the DCM is less than 0.88 s. This would result in a highly significant error in the tilt angle. Also, the same level of precision was difficult to maintain throughout the testing. Through further research, it was found that accelerometers alone are incapable of measuring yaw rotations. Project P10007 Proceedings of the Multi-Disciplinary Senior Design Conference Page 3 infeasible to meet the minimum and maximum height range required. Another option that could meet these height extremes would be a telescoping segment. However, it became apparent that this would provide other problems such as mountings for the sensors and horizontal members. A telescope also lacked stability. The best concept for vertical adjustability was discrete segments using multiple, stackable pieces. This would allow an increase of one inch increments and use of a dedicated base for each segment to allow the mounting of the sensors and the horizontal members. Figure 2: Oscilloscope capture of DCM for X and Y outputs. (X-channel 1, Y-channel 2) Another concept involved a combination of two-axis tilt sensors and rotational inductors to measure angles of tilt and rotation, respectively. The sensor’s voltage output would have to be passed through a multi channel DAQ and then analyzed. Extensive amounts of programming and calculations would have to be performed to translate the voltage outputs into simultaneous measurements for pitch, roll, and yaw. It was impossible to incorporate the rotational inductors in the mechanical design due to the small size of the ball joints. Mechanical: The concepts were selected while taking into consideration all of the needs, risks and the final budget. However, cost did not play a large role as compared to sensor selection. For the joint selection it was important to find something preferably premade, small, and durable. The 3-directional maneuverability requires either a split or regular ball joint. The only available premade option was a steel ball joint. Due to magnetic interference it did not fit the specifications. Therefore a custom aluminum split ball joint was chosen due to the fact that it provided no electromagnetic interference and could be easily locked in place with a thumb screw. To accommodate the horizontal adjustability, several options were considered. The options were to use a rack and pinion, continuous slot/slide adjustment, discreet peg adjustment, a folding side panel, or simply a fixed piece. It was necessary for the adjustability to maintain a horizontal position and be symmetrical on either side of the spine. Due to the complexity the rack and pinion was not a viable option. While the rest of these options were potentially viable concepts they were not necessary. Simple fixed horizontal bars met the requirements, therefore this concept was selected. Ideally, continuous adjustability would be used for the vertical adjustment of the mechanical spine segments as it would incorporate all heights. The main difficulty with the continuous adjustability was the large variation in height of each spine segment. It was It was a goal to have a stable and secure base with continuous vertical adjustability. It was also required to hold its position under a relatively light weight without tipping. A premade option was ideal as it saved time, therefore the initial options available were three or four legged tables, a tripod, or a microphone stand. The tables did not provide vertical adjustability and were not very stable. After preliminary research and minor testing of the tripod and microphone stand it became apparent that these options were very costly and also unstable. They had numerous components, all possessing too much freedom of movement. This left the option of building a custom stand enabling the vertical adjustability to be set within the correct range and also provided the tight tolerances needed for a stable and secure base. Casters were considered for easier transportation, but would result in excessive movement. Final Concept Selected Sensor A MicroStrain 3DM was the sensor selected to perform measurements for pitch, roll, and yaw for each segment. This 3-axis orientation sensor consists of an orthogonal array of DC accelerometers and magnetometers. The DC accelerometers provide roll and pitch measurements with respect to Earth’s gravity. The magnetometers use Earth’s magnetic field vector to compute yaw. The 3DM sensor is capable of measuring a wide range of motion in both dynamic and static positions. Its 12 bit A/D converter provides an angle resolution of less then 0.1 degrees [3]. The output is transmitted at a rate of 9600 bits/sec and linked to a computer through an RS-232 serial cable. One of the major advantages in using 3DM is the partial LabVIEW programming supplied. It allows the user to output the orientation information in numerous formats. It can output raw magnetic field and accelerometer data, or it can process data to give Euler Angels, Quaternion, or a coordinate transformation matrix. Copyright © 2010 Rochester Institute of Technology Proceedings of the Multi-Disciplinary Senior Design Conference Page 4 Moreover, the use of a 3DM sensor eliminates the need for a data acquisition board and extensive programming. Selected Mechanical Design The final mechanical design consists of a fixed pelvis and two movable sections, lower lumbar and upper lumbar, joined by two ball joints. The final product is constructed of aluminum to eliminate any magnetic interference with the 3DM sensors. The extruded aluminum stock is manually machined to create upper and lower lumbar sections, which are vertically adjusted by adding 1 inch aluminum blocks. The range of vertical adjustability is 2” to 5”. The rectangular shape will prevent rotation between the 1 inch blocks, giving more precise sensor readings for yaw. Brass screws were used to secure the aluminum blocks into place. The screw’s non-ferrous material would eliminate even the slightest magnetic interference with the sensors. To further prevent magnetic interference a small 5/8” diameter, durable and easily lockable aluminum ball joint was manually machined due to its unavailability to purchase. The fixed horizontal members are marked in halfcentimeter increments for accurate marker placement. The base is constructed out of wood and is adjusted vertically by two telescoping rectangular aluminum bars, to fit all anthropometric constraints. Figure 3 shows a picture of the mechanical design. Figure 3: Mechanical spine design rendering Selected User Interface After acquiring written permission from National Instruments, LabVIEW was chosen for coding and customer interface purposes. The interface the customer will see is shown in Figure 4. Figure 4: User Interface - Front Panel According to specifications defined by the customer, values for roll, pitch, and yaw for both lower lumbar and upper lumbar are simultaneously displayed in real time. The front panel also contains a value that describes the deviation of the sensors from magnetic north when the program begins its session. This value is then stored and subtracted from both yaw readings so that absolute deviation can be measured from the starting point. Process: The user begins the application by running the program. They are prompted with a dialog box that asks them to title the spreadsheet where all measurements will be collected (This is compatible with version 2003 and 2007 of MS Excel). The program then begins real time movement data streaming. When the spinal platform is set to the desired position, the user clicks the “Capture” button, and that set of data points is collected in the spreadsheet. The user now moves onto the next position, and the process is repeated. Once all desired measurements are collected, the user will then click the “End Session” button, which will cease data collection and the session. The user will then open the saved spreadsheet, where all values that were stored are arranged for further analysis. Coding: The coding associated with the 3DM sensors works as a serial data collection device. The program initializes both serial ports for each sensor, and then sends a signal to begin collecting data at the specified sample rate. This data is transferred to the program in bit form where a set of code translates that data from bits into degrees [4]. Each measurement (roll, pitch, and yaw) is outputted to the next block of code in three separate integer values for each sensor. The integer values then enter a while loop where the program runs at a continuous rate until stopped by the user. The corresponding lower and upper lumbar values are combined and analyzed in their own block Project P10007 Proceedings of the Multi-Disciplinary Senior Design Conference of coding. Each block subtracts the lower lumbar value from upper lumbar value so that the readings are respective to one another beginning with the upper lumbar and ending with the fixed pelvis. The initial yaw heading is stored in a shift register and cycled through each iteration of the while loop for subtraction purposes described previously. The while loop also contains a case structure controlled by the “Capture” button. Each time the case structure is true, the roll, pitch, and yaw data are converted into string format and sent to a matrix to be stored until the end of the session. Multiple samples can be collected and stored in this matrix. Once the session is terminated, data from the matrix is exported to a spreadsheet with a 0.1 precision, floating point format as dictated by the needs. Building The wooden block of the stand is machined into a round base. There are two rectangular aluminum tubes that slide, one over the other, that make up the adjustability in the stand. These are machined from 1" SQR x .125" 6061 T6 Tube Extruded Aluminum Bare Square Tube 6061 T6, 24" and 1.25" SQR x .125" 6061 T6 Tube Extruded Aluminum Bare Square Tube 6061 T6, 24". First, both rectangular tubes are cut to length using a band saw. Then the remaining material is milled out of the outer tube using an end mill. The holes are also drilled out of the outer tube using an end mill. The ball joint studs are machined from 0.5" DIA 6061 T6 Extruded Aluminum Bare Round 6061 T6, 12". First the stud is cut to length using a band saw. Then a lathe is used reduce the diameters to their set lengths and then thread the one side into a male part. An end mill is then used to drill the hole. Page 5 The joint receptacle is machined from 1" SQR 6061 Bar Extruded Aluminum Bare Square 6061 T6, 3' Length. First the joint receptacle is cut to length using a band saw. Then an end mill is used to mill out the remaining material as well as drill the holes. The sensor mount is machined from 1.25" x .125" 6061 T6 Extruded Aluminum Bare Rectangle 6061 T6, 12". First the sensor mount is cut to length using a band saw. Then an end mill is used to mill out the remaining material as well as drill out the holes. The left and right pelvises are machined from 1.25" x .125" 6061 T6 Extruded Aluminum Bare Rectangle 6061 T6, 12". First the pelvises are cut to length using a band saw. Then an end mill is used to mill out the remaining material as well as drill out the hole. The hash marks indicating measurement are made in a CNC machine. The mounting arms are machined from 0.5" DIA 6061 T6 Extruded Aluminum Bare Round 6061 T6, 12". First the mounting arms are cut to length using a band saw. Then an end mill is used to mill out the remaining material. The base plug is machined from 1" SQR 6061 Bar Extruded Aluminum Bare Square 6061 T6, 3' Length. First the base plug is cut to length using the band saw. Then an end mill is used to drill out the holes. The horizontal bars are made from .75" x .25" 6061 T6 Extruded Aluminum Bare Rectangle 6061 T6, 48". First the horizontal bars are cut to length using a band saw. Then they are cut to shape and the hash marks indicating measurement are made in a CNC machine. Testing Sensor testing The mounting pad is machined from 1" SQR 6061 Bar Extruded Aluminum Bare Square 6061 T6, 3' Length. First the mounting pad is cut to length using the band saw. Then an end mill is used to fillet the edges and then drill the hole in the center. The collars are machined from 1.25" SQR x .125" 6061 T6 Tube Extruded Aluminum Bare Square Tube 6061 T6, 24". First the collar is cut to length using a band saw. Then an end mill is used to mill out the remaining material as well as drill the hole. The one inch vertical segments are machined from 1" SQR 6061 Bar Extruded Aluminum Bare Square 6061 T6, 3' Length. First the vertical segment is cut to length using a band saw. Then an end mill is used to mill out the remaining material as well as drill the holes. A set of tests were performed to verify the accuracy of the 3DM sensor. The first set of tests was performed in an environment where the magnetic interference caused by ferromagnetic materials was considerably large. In order to compare the performance of the sensor at different locations, a second set of identical tests were performed at Nazareth Physical Therapy Clinic (motion capture room). A mechanical test fixture was build in order to record measurements for both rotation and tilt. A picture of this test fixture is shown if Figure 5. Copyright © 2010 Rochester Institute of Technology Proceedings of the Multi-Disciplinary Senior Design Conference Page 6 The mechanical test-set-up did not provide tilt in both directions for the pitch and roll; therefore in order to gather the necessary data, the sensor was rotated 180 degrees about its z-axis. Mechanical testing The vertical adjustability was tested using calipers to verify the height of the 1” aluminum blocks. All blacks were within specification. All other size measurements for each block were within tolerance of the machine drawing. Testing using a scale verified that all three horizontal members were machined correctly to half centimeter increments as specified. The next test performed validated the range motion required between each lumbar segment. The structure exceeds all specifications set at ± 20 degrees. Figure 5: Mechanical Test Fixture for MicroStrain 3DM sensor The results of this set of tests showed that the tests performed under the influence of large ferromagnetic constraints, and the tests performed at the customer site generated similar results. This verified that the sensors perform equally under both conditions. The aforementioned tests were set up in the following manner. First, the roll and pitch were kept constant (approximately 0º). The 3DM sensor was rotated clockwise and then counter-clockwise about the zaxes. The yaw angle was varied from 0 to 21 degrees. In order to test both accuracy and precision of the 3DM sensor, three trials of measurements were taken for both clockwise and counter-clockwise directions. Next, the yaw and roll were kept constant and the pitch was varied from 0 to 20 degrees. Again, three sets of trials were taken to prove the sensor’s accuracy and precision. The data shows that the sensor pitch measurements are very close to the actual tilt angle. A slight change in the yaw and roll measurements as the pitch angle is varied is seen. Knowing how sensitive the sensor is, even to the slightest movements, it was predicted that the yaw and roll values would not stay 100% constant. It was difficult to maintain the yaw and roll the same because the force applied to change the pitch angle would cause the mechanical test fixture to move more or less than 1 degree. Moreover, it was noticed that the table used to place the mechanical test fixture was not perfectly horizontal. During the testing for roll, the yaw and pitch were kept constant and the roll angle was varied from 0 to 20 degrees. The 3DM sensor recorded the slightest movements in the yaw and pitch. The entire spinal structure also was tested to verify no infrared interference (no reflectivity). The surface is coated with flat black enamel eliminating any reflectivity. The structure was tested at the motion capture site and succeeded. Any future concerns are eliminated by providing the customer with additional enamel to repair any worn areas. The joint holding strengths were tested using suspended weights from the sensor mounts. This provides the maximum torque on the ball joints due to the distance away from rotation. The upper lumbar segment was tested using a 1 lb weight at the zero degree angle position (vertical). A similar test was performed on the lower lumbar segment. Both joints held without movement. This verifies that the joints possess a satisfactory joint strength, exceeding the value needed for the weight of the sensors. The test also verified the worst case scenario by withstanding suspended weights at 20 degrees of tilt. Both ball joints successfully passed this test, verifying joint strengths. Figure 6 shows a depiction of the testing. Figure 6: Joint Strength Test Project P10007 Proceedings of the Multi-Disciplinary Senior Design Conference The entire spinal structure weighs less than 10 lbs. This satisfies the requirement for weight and portability for the user. The horizontal members of the lower and upper lumbar provide a ridge for the reflective markers to sit upon, guaranteeing repeatable placement across testing sessions. They also supply enough room (0.75 sq. in.) for placement of the marker, satisfying the size requirement. Due to the 3DM Orientation sensor utilizing a gravitational reference for the pitch and roll axis, movement in these directions is permanently referenced to a “home” position and do not require a mechanical zero. The mechanical zero device has therefore been modified to only constrain yaw movements so that the magnetometer can be zeroed in relation to the Earth’s magnetic field and the spine position. The test has been modified to reflect these changes. RESULTS AND INTERPRETATION All engineering specifications and aspects of the design have been tested and are a success. Figure 7 shows the final design. Page 7 anthropometric data ranges requested by the customer. It is able to support the retrorefelective markers and simulates the human marker placement the physical therapy clinic uses in practice. The structure is antireflective as to satisfy the infrared interference requirement. The precision of the welding of all attached members leaves room for improvement. The lack of precision affects the perpendicular angles required for attaining the absolute zero positions of the structure. The sensor readings and mechanical members must match exactly in order to obtain the specified accuracy tolerance. Because of the extreme sensitivity of the magnetometer in the 3DM sensors, it is imperative that no ferrous materials are within the immediate vicinity of the structure. If so, the yaw readings will become skewed. User Interface – Final Design The user interface was created using LabVIEW by National Instruments™. It meets all specified requirements as well as including additional features to increase user functionality. The sensors are read into the computer via a serial to USB compound hub creating virtual COM ports for each. The program is designed to allow the user flexibility to change which COM ports are used based on availability. The user is able to read Roll (frontal), pitch (sagittal), and yaw (transverse) angular positions of the spine in real time of each spinal segment. When the spinal structure is moved to the desired location, the user is able to capture the angular readings by clicking the capture button. This feature sends all measurements to an output spreadsheet in MS Excel format, therefore allowing the user to reference the data at a later date. Because of the functionality of the magnetometer, the deviation from magnetic north is subtracted from both yaw measurements. This allows the readings to start at zero in order to measure deviation from the starting point of the session. CONCLUSIONS AND RECOMMENDATIONS Figure 7: Final Design Spinal Structure – Final Design The spinal structure, including the 3DM sensors, meets all desired specifications. Mechanically, the structure is built with all three segments as specified, with a greater than ± 20 degree angular position between each segment. Horizontal and vertical adjustability ranges are met according to customer specifications. The structure is able to deliver all From a mechanical standpoint, the specifications were met however there is room for improvement. The welding is a critical part of the design, and the accuracy was underestimated. Therefore a more experienced welder should be brought in for a future iteration. Also, some of the mechanical components were manually machined and some were CNC machined. For further accuracy all parts should be CNC machined. To meet the non ferrous requirement, aluminum was chosen as the principle building material. To cut cost and weight, a hardened plastic would be a better option for the next iteration. The 3DM sensors performed exactly as expected, meeting all requirements. Be sure not to Copyright © 2010 Rochester Institute of Technology Proceedings of the Multi-Disciplinary Senior Design Conference underestimate the sensitivity of the magnetometer in proximity to ferrous materials. The final user interface granted the customer the desired features and functionality. LabVIEW allowed for flexibility in the programming and design as needed [5]. It assisted with creating an installer and executable to run on the customer computer without a cost to the customer. It is important to possess general knowledge regarding hardware/software integration. This will eliminate unnecessary programming time for future iterations. Page 8 [4] 3DM Data Acquisition & Display Software, MicroStrain Inc. [CD-ROM], Williston, VT: MicroStrain Inc. 2007 [5] “NI LabVIEW - The Software That Powers Virtual Instrumentation,” National Instruments [Online]. Available: http://www.ni.com/labview/ [Accessed: Jan. 10, 2010]. [6] http://edge.rit.edu/content/P10007/public/Home. [Online] ACKNOWLEDGMENTS REFERENCES [1] S.P. Gombatto, PhD, PT; J.W. Klaesner, PhD; B. J. Norton, PhD, PT; S. D. Minor, PhD, PT; L. R. Van Dillen, PhD, PT, “Validity and reliability of a system to measure passive tissue characteristics of the lumbar region during trunk lateral bending in people with and people without low back pain,” Journal of Rehabilitation Research & Development, vol. 45 num. 9, pp. 1415-1430, 2008. [2] “Low Cost 62 g/610 g Dual Axis iMEMS® Accelerometers with Digital Output.” Analog Devices. [Online]. Available: http://www.analog.com/static/importedfiles/data_sheets/ADXL202_210.pdf [Accessed: Oct. 12, 2009]. [3] "3DM Flier" MicroStain Inc. [Online]. Available: http://www.microstrain.com/pdf/3dmflier.pdf [Accessed: Jan. 6, 2010]. The team would like to extend a special thank you to Dr. Sara Gombatto and the Nazareth College Physical Therapy Department. They were extremely helpful and professional in all interactions. Also, thank you to all Rochester Institute of Technology faculty and staff who assisted in the completion of the project. Dr. Elizabeth DeBartolo as our faculty guide and mentor was supportive and resourceful during the design and fabrication processes. The team would like to thank Dr. Robert Bowman for sensor/electrical advisement and assistance. Thank you to both Professor Madhu Nair and Professor John Wellin for assisting with LabVIEW portion of the project. For helping with fabrication, the team thanks the RIT machine shop staff. Finally, thank you to the National Science Foundation for their sponsorship of the project. See the P10007 website for further details as desired [6]. Project P10007